JP2017177739A - Laminate and wound body - Google Patents
Laminate and wound body Download PDFInfo
- Publication number
- JP2017177739A JP2017177739A JP2016072456A JP2016072456A JP2017177739A JP 2017177739 A JP2017177739 A JP 2017177739A JP 2016072456 A JP2016072456 A JP 2016072456A JP 2016072456 A JP2016072456 A JP 2016072456A JP 2017177739 A JP2017177739 A JP 2017177739A
- Authority
- JP
- Japan
- Prior art keywords
- film
- hard coat
- coat layer
- masking film
- masking
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Laminated Bodies (AREA)
Abstract
Description
本発明は、光学フィルム等の用途に用いうる積層体、及びかかる積層体の巻回体に関する。 The present invention relates to a laminate that can be used for applications such as an optical film, and a wound body of the laminate.
光学フィルム等の用途に用いるフィルムを、樹脂を材料として製造し、さらに当該フィルムと他のフィルムとを貼合して積層体を製造することは、従来より広く行われている。例えば、偏光子及び保護フィルムを備える偏光板を製造する場合、基材フィルムを製造し、それを保護フィルムとして偏光子と貼合することが行われる。保護フィルムとしてはまた、基材フィルム及びその片面に設けられたハードコート層を含むハードコートフィルムが用いられる場合がある。かかるハードコートフィルムを保護フィルムとして用いた場合、得られる偏光板の表面硬度を高めることができる等の利点が得られる。 It has been widely performed to manufacture a film used for an application such as an optical film by using a resin as a material, and further laminate a film by bonding the film and another film. For example, when manufacturing a polarizing plate provided with a polarizer and a protective film, a base film is manufactured, and it is bonded to the polarizer as a protective film. As the protective film, a hard coat film including a base film and a hard coat layer provided on one side thereof may be used. When such a hard coat film is used as a protective film, advantages such as an increase in the surface hardness of the resulting polarizing plate can be obtained.
そのようなハードコートフィルムは、多くの場合、製造の効率化のため、積層体の製造に先立ち、長尺のフィルムとして大量に製造される。大量に製造されたハードコートフィルムは、多くの場合、長期間の保存及び運搬が必要になるため、保存及び運搬に適した、巻回体の状態とされる。ハードコートフィルムの巻回体の例としては、ハードコートフィルムとマスキングフィルムとを重ね合わせてハードコートフィルム/マスキングフィルム積層体とし、それを巻回体としたものが知られている(例えば特許文献1)。 In many cases, such a hard coat film is produced in large quantities as a long film prior to the production of a laminate for the purpose of production efficiency. In many cases, the hard coat film produced in large quantities needs to be stored and transported for a long period of time, so that it is in a wound state suitable for storage and transport. As an example of a wound body of a hard coat film, a hard coat film / masking film laminated body is obtained by superposing a hard coat film and a masking film, and a wound body is used (for example, patent document). 1).
ハードコートフィルム/マスキングフィルム積層体の巻回体は、長期間保存することにより、その品質が低下し得る。例えば、ハードコートフィルム/マスキングフィルム積層体の巻回体を長期間保存した後に、積層体を巻出しマスキングフィルムを剥離する際には、ジッピングが発生する場合がある。ジッピングとは、フィルムの一端から他端への剥離の進行が一定に進まず、剥離の進行及び停止を繰り返す現象をいう。マスキングフィルムの剥離に際してジッピングが発生すると、剥離後のハードコートフィルムの表面に、スジ状の不具合が発生し、フィルムの品質を損ねうる。 The quality of the wound body of the hard coat film / masking film laminate can be reduced by storing it for a long time. For example, when the wound body of the hard coat film / masking film laminate is stored for a long time and then the laminate is unwound and the masking film is peeled off, zipping may occur. Zipping refers to a phenomenon in which the progress of peeling from one end to the other end of the film does not progress constantly, and the progress and stop of peeling are repeated. When zipping occurs at the time of peeling of the masking film, streaky defects occur on the surface of the hard coat film after peeling, and the quality of the film may be impaired.
また例えば、ハードコートフィルム/マスキングフィルム積層体の巻回体を長期間保存した場合には、ブロッキング(巻回体において、重ね合わさった積層体が癒着する現象)が発生する場合がある。ブロッキングを生じた巻回体から積層体を巻き出す際には、積層体の引っ掛かりが生じたり、積層体の破断が生じたりする場合がある。 In addition, for example, when the wound body of the hard coat film / masking film laminate is stored for a long period of time, blocking (a phenomenon in which the laminated body that is superposed on the wound body is bonded) may occur. When the laminate is unwound from the wound body that has been blocked, the laminate may be caught or the laminate may be broken.
従って、本発明の目的は、長期間保存した後においても、ジッピングの発生が抑制され、さらに好ましくはブロッキングの発生も抑制される、ハードコートフィルム/マスキングフィルム積層体及び巻回体を提供することにある。 Accordingly, an object of the present invention is to provide a hard coat film / masking film laminate and a wound body, in which the occurrence of zipping is suppressed, even more preferably, the occurrence of blocking is suppressed even after storage for a long period of time. It is in.
本発明者は上記課題を解決するために検討した結果、ハードコートフィルムとマスキングフィルムとを組み合わせて用いる積層体の場合においては、ハードコートフィルムとマスキングフィルムとの剥離強度が特定の範囲であるものを採用することにより、上記課題を解決しうることを見出し、本発明を完成した。
従って、本発明によれば、下記のものが提供される。
As a result of studies conducted by the present inventor to solve the above problems, in the case of a laminate using a combination of a hard coat film and a masking film, the peel strength between the hard coat film and the masking film is within a specific range. As a result, the present inventors have found that the above-mentioned problems can be solved.
Therefore, according to the present invention, the following is provided.
〔1〕 基材フィルム、及び前記基材フィルムの少なくとも片面に設けられたハードコート層を含むハードコートフィルムと、
前記ハードコートフィルムのハードコート層側の表面に貼合されたマスキングフィルムと
を含む積層体であって、
前記マスキングフィルムと前記ハードコート層との剥離強度F1が0.01〜0.15N/25mmである、積層体。
〔2〕 前記基材フィルムは脂環式構造含有重合体を含む樹脂のフィルムであり、前記基材フィルムの厚みが50μm以下である、〔1〕に記載の積層体。
〔3〕 前記マスキングフィルムはポリエステル、又はポリオレフィンを含む樹脂のフィルムである、〔1〕又は〔2〕に記載の積層体。
〔4〕 〔1〕〜〔3〕のいずれか1項に記載の積層体であって長尺の形状を有し且つ1000m以上の長さを有するものの巻回体であり、巻芯部分の前記マスキングフィルムと前記ハードコート層との剥離強度Fcと巻外部分の前記マスキングフィルムと前記ハードコート層との剥離強度Foとが、Fc/Fo<1.2の関係を満たす、巻回体。
〔5〕 前記マスキングフィルムを前記ハードコート層から剥離した後の前記ハードコート層側の表面の、水との接触角が60°〜100°であり、前記巻芯部分における、前記マスキングフィルムを前記ハードコート層から剥離した後の前記ハードコート層側の表面の水との接触角Ac(°)と、前記巻外部分における、前記マスキングフィルムを前記ハードコート層から剥離した後の前記ハードコート層側の表面の水との接触角Ao(°)とが、|Ac−Ao|<10の関係を満たす、〔4〕に記載の巻回体。
〔6〕 前記マスキングフィルムの幅が前記ハードコートフィルムの幅より狭く、且つ
幅手方向両端部の両方において、前記ハードコートフィルムが、前記マスキングフィルムよりはみ出ており、幅方向両端部の前記ハードコートフィルムのはみ出し量のうち、大きいほうのはみ出し量が、0を超え7.5mm未満である、
〔4〕又は〔5〕に記載の巻回体。
[1] A hard coat film including a base film, and a hard coat layer provided on at least one side of the base film;
And a masking film bonded to the surface of the hard coat film on the hard coat layer side,
The peel strength F 1 between the masking film and the hard coat layer is 0.01~0.15N / 25mm, laminate.
[2] The laminate according to [1], wherein the base film is a resin film including an alicyclic structure-containing polymer, and the base film has a thickness of 50 μm or less.
[3] The laminate according to [1] or [2], wherein the masking film is a resin film containing polyester or polyolefin.
[4] The laminated body according to any one of [1] to [3], which is a wound body having a long shape and a length of 1000 m or more, A wound body in which the peel strength Fc between the masking film and the hard coat layer and the peel strength Fo between the masking film and the hard coat layer for the outside of the roll satisfy a relationship of Fc / Fo <1.2.
[5] The surface of the hard coat layer side after peeling the masking film from the hard coat layer has a contact angle with water of 60 ° to 100 °, and the masking film in the core portion is Contact angle Ac (°) with water on the hard coat layer side surface after peeling from the hard coat layer, and the hard coat layer after peeling the masking film from the hard coat layer in the unwinding portion The wound body according to [4], wherein a contact angle Ao (°) with water on the surface on the side satisfies a relationship of | Ac-Ao | <10.
[6] The width of the masking film is narrower than the width of the hard coat film, and the hard coat film protrudes from the masking film at both ends in the width direction. Of the protruding amount of film, the larger protruding amount is more than 0 and less than 7.5 mm.
The wound body according to [4] or [5].
本発明の積層体及びその巻回体である本発明の巻回体は、長期間保存した後においても、ブロッキング及びジッピングの発生が抑制される、ハードコートフィルム/マスキングフィルム積層体及び巻回体とすることができる。 The laminated body of the present invention and the wound body of the present invention, which is a wound body thereof, have a hard coat film / masking film laminated body and a wound body in which the occurrence of blocking and zipping is suppressed even after long-term storage. It can be.
以下、実施形態及び例示物等を示して本発明について詳細に説明するが、本発明は以下に示す実施形態及び例示物等に限定されるものではなく、本発明の特許請求の範囲及びその均等の範囲を逸脱しない範囲において任意に変更して実施しうる。 Hereinafter, the present invention will be described in detail with reference to embodiments and examples, but the present invention is not limited to the following embodiments and examples, and the claims of the present invention and equivalents thereof. Any change can be made without departing from the scope described above.
本願において、「(メタ)アクリル」、「(メタ)アクリレート」、「(メタ)アクリロイル」といった表現は、アクリル、メタクリル又はこれらの組み合わせを意味する。例えば、(メタ)アクリレートとは、アクリレート、メタクリレート、又はこれらの組み合わせを意味し、(メタ)アクリロイル基とは、アクリロイル基、メタクリロイル基、又はこれらの組み合わせを意味する。 In the present application, expressions such as “(meth) acryl”, “(meth) acrylate”, and “(meth) acryloyl” mean acrylic, methacrylic, or a combination thereof. For example, (meth) acrylate means acrylate, methacrylate, or a combination thereof, and (meth) acryloyl group means an acryloyl group, a methacryloyl group, or a combination thereof.
本願において、「長尺」のフィルムとは、フィルムの幅に対して、100倍以上の長さを有するものをいい、具体的にはロール状に巻き取られて保管又は運搬される程度の長さを有するものをいう。 In the present application, the “long” film means a film having a length of 100 times or more with respect to the width of the film. Specifically, the film is long enough to be wound up and stored or transported. It has a thickness.
〔1.積層体の概要〕
本発明の積層体は、特定のハードコートフィルムと、マスキングフィルムとを含む。ハードコートフィルムは、基材フィルム、及び基材フィルムの少なくとも片面に設けられたハードコート層を含む。マスキングフィルムは、ハードコートフィルムのハードコート層側の表面に貼合されたものである。
[1. (Outline of laminate)
The laminate of the present invention includes a specific hard coat film and a masking film. The hard coat film includes a base film and a hard coat layer provided on at least one side of the base film. The masking film is bonded to the surface of the hard coat film on the hard coat layer side.
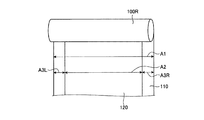
図1は、本発明の積層体の層構成を概略的に示す断面図である。図1においては、巻回体とするための長尺の積層体を、その長手方向に垂直な面で切断した断面を示す。図1において、積層体100は、ハードコートフィルム110と、マスキングフィルム120とを含む。ハードコートフィルム110は、基材フィルム111、及び基材フィルム111の片面に設けられたハードコート層112を含む。マスキングフィルム120は、ハードコートフィルム110のハードコート層112側の表面に貼合されたものである。
FIG. 1 is a cross-sectional view schematically showing the layer structure of the laminate of the present invention. In FIG. 1, the cross section which cut | disconnected the long laminated body for setting it as a wound body by the surface perpendicular | vertical to the longitudinal direction is shown. In FIG. 1, the
〔2.基材フィルム〕
基材フィルムの材料としては、各種の重合体を含む樹脂が挙げられる。かかる重合体としては、炭化水素重合体、(メタ)アクリル重合体およびポリエステル等が挙げられる。
[2. (Base film)
Examples of the material for the base film include resins containing various polymers. Such polymers include hydrocarbon polymers, (meth) acrylic polymers and polyesters.
炭化水素重合体とは、重合体の繰り返し単位の少なくとも一部が、炭化水素基である重合体をいう。炭化水素重合体中の、繰り返し単位である炭化水素基の割合は、使用目的に応じて適宜選択しうるが、好ましくは55重量%以上、さらに好ましくは70重量%以上、特に好ましくは90重量%以上である。 The hydrocarbon polymer refers to a polymer in which at least a part of the repeating unit of the polymer is a hydrocarbon group. The proportion of the hydrocarbon group which is a repeating unit in the hydrocarbon polymer can be appropriately selected according to the purpose of use, but is preferably 55% by weight or more, more preferably 70% by weight or more, and particularly preferably 90% by weight. That's it.
炭化水素重合体としては、脂環式構造含有重合体が好ましい。脂環式構造含有重合体とは、重合体の繰り返し単位中に脂環式構造を有する重合体であり、主鎖に脂環式構造を有する重合体、及び、側鎖に脂環式構造を有する重合体のいずれであってもよい。中でも、機械的強度、耐熱性などの観点から、主鎖に脂環式構造を含有する重合体が好ましい。 As the hydrocarbon polymer, an alicyclic structure-containing polymer is preferable. An alicyclic structure-containing polymer is a polymer having an alicyclic structure in the repeating unit of the polymer, a polymer having an alicyclic structure in the main chain, and an alicyclic structure in the side chain. Any of the polymers it has may be used. Among these, a polymer containing an alicyclic structure in the main chain is preferable from the viewpoint of mechanical strength, heat resistance, and the like.
脂環式構造としては、例えば、飽和脂環式炭化水素(シクロアルカン)構造、不飽和脂環式炭化水素(シクロアルケン、シクロアルキン)構造などが挙げられる。中でも、機械強度、耐熱性などの観点から、シクロアルカン構造及びシクロアルケン構造が好ましく、中でもシクロアルカン構造が特に好ましい。 Examples of the alicyclic structure include a saturated alicyclic hydrocarbon (cycloalkane) structure and an unsaturated alicyclic hydrocarbon (cycloalkene, cycloalkyne) structure. Among these, from the viewpoints of mechanical strength, heat resistance and the like, a cycloalkane structure and a cycloalkene structure are preferable, and a cycloalkane structure is particularly preferable.
脂環式構造を構成する炭素原子数は、一つの脂環式構造あたり、好ましくは4個以上、より好ましくは5個以上であり、好ましくは30個以下、より好ましくは20個以下、特に好ましくは15個以下の範囲であるときに、機械強度、耐熱性、及びフィルムの成形性が高度にバランスされ、好適である。 The number of carbon atoms constituting the alicyclic structure is preferably 4 or more, more preferably 5 or more, preferably 30 or less, more preferably 20 or less, particularly preferably per alicyclic structure. Is in the range of 15 or less, the mechanical strength, heat resistance, and film formability are highly balanced, which is preferable.
脂環式構造含有重合体中の脂環式構造を有する繰り返し単位の割合は、使用目的に応じて適宜選択しうるが、好ましくは55重量%以上、さらに好ましくは70重量%以上、特に好ましくは90重量%以上である。脂環式構造含有重合体中の脂環式構造を有する繰り返し単位の割合がこの範囲にあると、フィルムの透明性および耐熱性の観点から好ましい。 The proportion of the repeating unit having an alicyclic structure in the alicyclic structure-containing polymer can be appropriately selected according to the purpose of use, but is preferably 55% by weight or more, more preferably 70% by weight or more, particularly preferably. 90% by weight or more. When the ratio of the repeating unit having an alicyclic structure in the alicyclic structure-containing polymer is in this range, it is preferable from the viewpoint of transparency and heat resistance of the film.
脂環式構造含有重合体としては、例えば、ノルボルネン系重合体、単環の環状オレフィン系重合体、環状共役ジエン系重合体、ビニル脂環式炭化水素系重合体、及び、これらの水素化物等を挙げることができる。これらの中で、ノルボルネン系重合体は、透明性と成形性が良好なため、好適に用いることができる。 Examples of alicyclic structure-containing polymers include norbornene polymers, monocyclic olefin polymers, cyclic conjugated diene polymers, vinyl alicyclic hydrocarbon polymers, and hydrides thereof. Can be mentioned. Among these, norbornene-based polymers can be suitably used because of their good transparency and moldability.
ノルボルネン系重合体としては、例えば、ノルボルネン構造を有する単量体の開環重合体、若しくはノルボルネン構造を有する単量体と他の単量体との開環共重合体、又はそれらの水素化物;ノルボルネン構造を有する単量体の付加重合体、若しくはノルボルネン構造を有する単量体と他の単量体との付加共重合体、又はそれらの水素化物;等を挙げることができる。これらの中で、ノルボルネン構造を有する単量体の開環(共)重合体水素化物は、透明性、成形性、耐熱性、低吸湿性、寸法安定性、軽量性などの観点から、特に好適に用いることができる。「(共)重合体」とは、重合体及び共重合体のことをいう。 As the norbornene-based polymer, for example, a ring-opening polymer of a monomer having a norbornene structure, a ring-opening copolymer of a monomer having a norbornene structure and another monomer, or a hydride thereof; An addition polymer of a monomer having a norbornene structure, an addition copolymer of a monomer having a norbornene structure and another monomer, or a hydride thereof. Among these, a ring-opening (co) polymer hydride of a monomer having a norbornene structure is particularly suitable from the viewpoints of transparency, moldability, heat resistance, low hygroscopicity, dimensional stability, lightness, and the like. Can be used. “(Co) polymer” means a polymer and a copolymer.
ノルボルネン構造を有する単量体としては、例えば、ビシクロ[2.2.1]ヘプト−2−エン(慣用名:ノルボルネン)、トリシクロ[4.3.0.12,5]デカ−3,7−ジエン(慣用名:ジシクロペンタジエン)、7,8−ベンゾトリシクロ[4.3.0.12,5]デカ−3−エン(慣用名:メタノテトラヒドロフルオレン)、テトラシクロ[4.4.0.12,5.17,10]ドデカ−3−エン(慣用名:テトラシクロドデセン)、およびこれらの化合物の誘導体(例えば、環に置換基を有するもの)などを挙げることができる。ここで、置換基としては、例えばアルキル基、アルキレン基、極性基などを挙げることができる。また、これらの置換基は、同一または相異なって、複数個が環に結合していてもよい。ノルボルネン構造を有する単量体は、1種類を単独で用いてもよく、2種類以上を任意の比率で組み合わせて用いてもよい。 Examples of the monomer having a norbornene structure include bicyclo [2.2.1] hept-2-ene (common name: norbornene), tricyclo [4.3.0.1 2,5 ] deca-3,7. -Diene (common name: dicyclopentadiene), 7,8-benzotricyclo [4.3.0.1 2,5 ] dec-3-ene (common name: methanotetrahydrofluorene), tetracyclo [4.4. 0.1 2,5 . 17, 10 ] dodec-3-ene (common name: tetracyclododecene), and derivatives of these compounds (for example, those having a substituent in the ring). Here, examples of the substituent include an alkyl group, an alkylene group, and a polar group. Moreover, these substituents may be the same or different, and a plurality thereof may be bonded to the ring. One type of monomer having a norbornene structure may be used alone, or two or more types may be used in combination at any ratio.
極性基の種類としては、例えば、ヘテロ原子、またはヘテロ原子を有する原子団などが挙げられる。ヘテロ原子としては、例えば、酸素原子、窒素原子、硫黄原子、ケイ素原子、ハロゲン原子などが挙げられる。極性基の具体例としては、カルボキシル基、カルボニルオキシカルボニル基、エポキシ基、ヒドロキシル基、オキシ基、エステル基、シラノール基、シリル基、アミノ基、ニトリル基、スルホン酸基などが挙げられる。 Examples of the polar group include a hetero atom or an atomic group having a hetero atom. Examples of the hetero atom include an oxygen atom, a nitrogen atom, a sulfur atom, a silicon atom, and a halogen atom. Specific examples of the polar group include a carboxyl group, a carbonyloxycarbonyl group, an epoxy group, a hydroxyl group, an oxy group, an ester group, a silanol group, a silyl group, an amino group, a nitrile group, and a sulfonic acid group.
ノルボルネン構造を有する単量体と開環共重合可能な他の単量体としては、例えば、シクロヘキセン、シクロヘプテン、シクロオクテンなどのモノ環状オレフィン類およびその誘導体;シクロヘキサジエン、シクロヘプタジエンなどの環状共役ジエンおよびその誘導体;などが挙げられる。ノルボルネン構造を有する単量体と開環共重合可能な他の単量体は、1種類を単独で用いてもよく、2種類以上を任意の比率で組み合わせて用いてもよい。 Other monomers capable of ring-opening copolymerization with a monomer having a norbornene structure include, for example, monocyclic olefins such as cyclohexene, cycloheptene, and cyclooctene and derivatives thereof; and cyclic conjugates such as cyclohexadiene and cycloheptadiene. Dienes and derivatives thereof; and the like. As the other monomer capable of ring-opening copolymerization with a monomer having a norbornene structure, one type may be used alone, or two or more types may be used in combination at any ratio.
ノルボルネン構造を有する単量体の開環重合体、およびノルボルネン構造を有する単量体と共重合可能な他の単量体との開環共重合体は、例えば、単量体を公知の開環重合触媒の存在下に重合又は共重合することにより得ることができる。 A ring-opening polymer of a monomer having a norbornene structure and a ring-opening copolymer with another monomer copolymerizable with a monomer having a norbornene structure are, for example, a known ring-opening monomer. It can be obtained by polymerization or copolymerization in the presence of a polymerization catalyst.
ノルボルネン構造を有する単量体と付加共重合可能な他の単量体としては、例えば、エチレン、プロピレン、1−ブテンなどの炭素数2〜20のα−オレフィンおよびこれらの誘導体;シクロブテン、シクロペンテン、シクロヘキセンなどのシクロオレフィンおよびこれらの誘導体;1,4−ヘキサジエン、4−メチル−1,4−ヘキサジエン、5−メチル−1,4−ヘキサジエンなどの非共役ジエン;などが挙げられる。これらの中でも、α−オレフィンが好ましく、エチレンがより好ましい。ノルボルネン構造を有する単量体と付加共重合可能な他の単量体は、1種類を単独で用いてもよく、2種類以上を任意の比率で組み合わせて用いてもよい。 Examples of other monomers that can be addition copolymerized with a monomer having a norbornene structure include α-olefins having 2 to 20 carbon atoms such as ethylene, propylene, and 1-butene, and derivatives thereof; cyclobutene, cyclopentene, And cycloolefins such as cyclohexene and derivatives thereof; non-conjugated dienes such as 1,4-hexadiene, 4-methyl-1,4-hexadiene, 5-methyl-1,4-hexadiene; and the like. Among these, α-olefin is preferable and ethylene is more preferable. As the other monomer capable of addition copolymerization with a monomer having a norbornene structure, one type may be used alone, or two or more types may be used in combination at any ratio.
ノルボルネン構造を有する単量体の付加重合体、およびノルボルネン構造を有する単量体と共重合可能な他の単量体との付加共重合体は、例えば、単量体を公知の付加重合触媒の存在下に重合又は共重合することにより得ることができる。 An addition polymer of a monomer having a norbornene structure and an addition copolymer of another monomer copolymerizable with the monomer having a norbornene structure are, for example, a known addition polymerization catalyst. It can be obtained by polymerization or copolymerization in the presence.
単環の環状オレフィン系重合体としては、例えば、シクロヘキセン、シクロヘプテン、シクロオクテン等の単環を有する環状オレフィン系モノマーの付加重合体を挙げることができる。 Examples of the monocyclic olefin polymer include addition polymers of a cyclic olefin monomer having a single ring such as cyclohexene, cycloheptene, and cyclooctene.
環状共役ジエン系重合体としては、例えば、1,3−ブタジエン、イソプレン、クロロプレン等の共役ジエン系モノマーの付加重合体を環化反応して得られる重合体;シクロペンタジエン、シクロヘキサジエン等の環状共役ジエン系モノマーの1,2−または1,4−付加重合体;およびこれらの水素化物;などを挙げることができる。 Examples of the cyclic conjugated diene polymer include polymers obtained by cyclization reaction of addition polymers of conjugated diene monomers such as 1,3-butadiene, isoprene and chloroprene; cyclic conjugates such as cyclopentadiene and cyclohexadiene. And 1,2- or 1,4-addition polymers of diene monomers; and their hydrides.
ビニル脂環式炭化水素重合体としては、例えば、ビニルシクロヘキセン、ビニルシクロヘキサン等のビニル脂環式炭化水素系モノマーの重合体およびその水素化物;スチレン、α−メチルスチレン等のビニル芳香族炭化水素系モノマーを重合してなる重合体に含まれる芳香環部分を水素化してなる水素化物;ビニル脂環式炭化水素系モノマー、またはビニル芳香族炭化水素系モノマーとこれらビニル芳香族炭化水素系モノマーに対して共重合可能な他のモノマーとのランダム共重合体若しくはブロック共重合体等の共重合体の、芳香環の水素化物;等を挙げることができる。前記のブロック共重合体としては、例えば、ジブロック共重合体、トリブロック共重合体またはそれ以上のマルチブロック共重合体、並びに傾斜ブロック共重合体等を挙げることもできる。 Examples of vinyl alicyclic hydrocarbon polymers include polymers of vinyl alicyclic hydrocarbon monomers such as vinylcyclohexene and vinylcyclohexane and their hydrides; vinyl aromatic hydrocarbons such as styrene and α-methylstyrene. Hydrogenated product obtained by hydrogenating an aromatic ring part contained in a polymer obtained by polymerizing monomers; vinyl alicyclic hydrocarbon monomer, or vinyl aromatic hydrocarbon monomer and vinyl aromatic hydrocarbon monomer And an aromatic ring hydride of a copolymer such as a random copolymer or a block copolymer with another copolymerizable monomer. Examples of the block copolymer include a diblock copolymer, a triblock copolymer or a multi-block copolymer having more than that, a gradient block copolymer, and the like.
炭化水素重合体の分子量は使用目的に応じて適宜選定されるが、溶媒としてシクロヘキサンを用いて(但し、試料がシクロヘキサンに溶解しない場合にはトルエンを用いてもよい)ゲル・パーミエーション・クロマトグラフィーで測定したポリイソプレンまたはポリスチレン換算の重量平均分子量(Mw)で、通常10,000以上、好ましくは15,000以上、より好ましくは20,000以上であり、通常100,000以下、好ましくは80,000以下、より好ましくは50,000以下である。重量平均分子量がこのような範囲にあるときに、フィルムの機械的強度および成型加工性が高度にバランスされ好適である。 The molecular weight of the hydrocarbon polymer is appropriately selected according to the purpose of use, but gel permeation chromatography using cyclohexane as a solvent (however, if the sample does not dissolve in cyclohexane, toluene may be used). The polyisoprene or polystyrene-equivalent weight average molecular weight (Mw) measured in (1) is usually 10,000 or more, preferably 15,000 or more, more preferably 20,000 or more, and usually 100,000 or less, preferably 80,000. 000 or less, more preferably 50,000 or less. When the weight average molecular weight is in such a range, the mechanical strength and molding processability of the film are highly balanced and suitable.
炭化水素重合体の分子量分布(重量平均分子量(Mw)/数平均分子量(Mn))は通常1.2以上、好ましくは1.5以上、更に好ましくは1.8以上であり、通常3.5以下、好ましくは3.0以下、更に好ましくは2.7以下である。炭化水素重合体の分子量分布が3.5を超えると低分子成分が増すため緩和時間の短い成分が増加し、一見同じ面内レターデーションReを有するフィルムであっても高温暴露時の緩和が短時間で大きくなることが推定され、フィルムの安定性が低下するおそれがある。一方、分子量分布が1.2を下回るようなものは炭化水素重合体の生産性の低下とコスト増につながりうる。 The molecular weight distribution (weight average molecular weight (Mw) / number average molecular weight (Mn)) of the hydrocarbon polymer is usually 1.2 or more, preferably 1.5 or more, more preferably 1.8 or more, usually 3.5. Hereinafter, it is preferably 3.0 or less, more preferably 2.7 or less. When the molecular weight distribution of the hydrocarbon polymer exceeds 3.5, the low molecular component increases, so the component with a short relaxation time increases, and even when the film has the same in-plane retardation Re, the relaxation during high temperature exposure is short. It is estimated that it will increase with time, and the stability of the film may be reduced. On the other hand, when the molecular weight distribution is less than 1.2, the productivity of the hydrocarbon polymer can be reduced and the cost can be increased.
炭化水素重合体のガラス転移温度は、使用目的に応じて適宜選択しうるが、好ましくは130℃以上、より好ましくは135℃以上であり、好ましくは150℃以下、より好ましくは145℃以下である。ガラス転移温度が130℃を下回ると高温下における耐久性が悪化する可能性があり、150℃を上回るものは耐久性は向上するが通常の加工が困難となる可能性がある。 The glass transition temperature of the hydrocarbon polymer can be appropriately selected according to the purpose of use, but is preferably 130 ° C. or higher, more preferably 135 ° C. or higher, preferably 150 ° C. or lower, more preferably 145 ° C. or lower. . When the glass transition temperature is lower than 130 ° C., durability at high temperatures may be deteriorated. When the glass transition temperature is higher than 150 ° C., durability is improved, but normal processing may be difficult.
炭化水素重合体の飽和吸水率は、好ましくは0.03重量%以下、さらに好ましくは0.02重量%以下、特に好ましくは0.01重量%以下である。飽和吸水率が上記範囲であると、フィルムの正面位相差Re及び厚さ方向位相差Rthの経時変化を小さくすることができる。また、得られる基材フィルムを備える偏光板及び表示装置の劣化を抑制でき、長期的にディスプレイの表示を安定で良好に保つことができる。 The saturated water absorption of the hydrocarbon polymer is preferably 0.03% by weight or less, more preferably 0.02% by weight or less, and particularly preferably 0.01% by weight or less. When the saturated water absorption is in the above range, the temporal change of the front phase difference Re and the thickness direction phase difference Rth of the film can be reduced. Moreover, deterioration of a polarizing plate and a display apparatus provided with the obtained base film can be suppressed, and display on the display can be stably and satisfactorily maintained over a long period.
飽和吸水率は、試験片を一定温度の水中に一定時間浸漬して増加した重量を、浸漬前の試験片の重量に対する百分率で表した値である。通常は、23℃の水中に24時間、浸漬して測定される。脂環式構造含有重合体における飽和吸水率は、例えば、脂環式構造含有重合体中の極性基の量を減少させることにより、前記の範囲に調節することができる。飽和吸水率をより低くする観点から、脂環式構造含有重合体は、極性基を有さないことが好ましい。 The saturated water absorption is a value expressed as a percentage with respect to the weight of the test piece before immersion, which is obtained by immersing the test piece in water at a constant temperature for a fixed time. Usually, it is measured by immersing in 23 ° C. water for 24 hours. The saturated water absorption in the alicyclic structure-containing polymer can be adjusted to the above range, for example, by reducing the amount of polar groups in the alicyclic structure-containing polymer. From the viewpoint of lowering the saturated water absorption, the alicyclic structure-containing polymer preferably has no polar group.
基材フィルムを構成する樹脂は、本発明の効果を著しく損なわない限り、脂環式構造含有重合体等の重合体に加えて、それ以外の任意成分を含んでいてもよい。任意成分の例を挙げると、顔料、染料等の着色剤;蛍光増白剤;分散剤;熱安定剤;光安定剤;紫外線吸収剤;帯電防止剤;酸化防止剤;滑剤;タルク、ステアリン酸アミド、ステアリン酸カルシウム等の充填剤;核剤などの添加剤が挙げられる。任意成分は、1種類を単独で用いてもよく、2種類以上を任意の比率で組み合わせて用いてもよい。ただし、基材フィルムを構成する樹脂は、脂環式構造含有重合体等の重合体を、一般的には約50%〜100%、または約70%〜100%含むことが好ましい。 The resin constituting the base film may contain other optional components in addition to the polymer such as the alicyclic structure-containing polymer unless the effects of the present invention are significantly impaired. Examples of optional components include colorants such as pigments and dyes; fluorescent brighteners; dispersants; thermal stabilizers; light stabilizers; ultraviolet absorbers; antistatic agents; antioxidants; Examples include fillers such as amide and calcium stearate; and additives such as nucleating agents. As the optional component, one type may be used alone, or two or more types may be used in combination at any ratio. However, the resin constituting the base film generally contains a polymer such as an alicyclic structure-containing polymer, generally about 50% to 100%, or about 70% to 100%.
基材フィルムは、樹脂を公知のフィルム成形法で成形することによって得られる。フィルム成形法としては、長尺のフィルムを成形しうる任意の方法を採用しうる。例えば、キャスト成形法、押出成形法、インフレーション成形法などが挙げられる。中でも、溶剤を使用しない溶融押出法が、残留揮発成分量を効率よく低減させることができ、地球環境や作業環境の観点、及び製造効率に優れる観点から好ましい。溶融押出法としては、ダイスを用いるインフレーション法などが挙げられるが、生産性や厚さ精度に優れる点でTダイを用いる方法が好ましい。溶融押出法により得られたフィルムは、そのまま基材フィルムとして用いることができ、または必要に応じて延伸等の処理を施し、光学異方性を有するフィルムとしてから用いてもよい。 The base film is obtained by molding a resin by a known film molding method. As the film forming method, any method capable of forming a long film can be adopted. For example, a cast molding method, an extrusion molding method, an inflation molding method and the like can be mentioned. Among these, a melt extrusion method that does not use a solvent can reduce the amount of residual volatile components efficiently, and is preferable from the viewpoints of the global environment and work environment, and excellent manufacturing efficiency. Examples of the melt extrusion method include an inflation method using a die, and a method using a T die is preferable in terms of excellent productivity and thickness accuracy. The film obtained by the melt extrusion method can be used as it is as a base film, or it may be used as a film having optical anisotropy after performing a treatment such as stretching as necessary.
未延伸のフィルムを延伸して基材フィルムとする場合、延伸は、一方向のみに延伸処理を行う一軸延伸処理を行ってもよく、異なる2方向に延伸処理を行う二軸延伸処理を行ってもよい。また、二軸延伸処理では、2方向に同時に延伸処理を行う同時二軸延伸処理を行ってもよく、ある方向に延伸処理を行った後で別の方向に延伸処理を行う逐次二軸延伸処理を行ってもよい。さらに、延伸は、延伸前フィルムの長手方向に延伸処理を行う縦延伸処理、延伸前フィルムの幅手方向に延伸処理を行う横延伸処理、延伸前フィルムの幅手方向に平行でもなく垂直でもない斜め方向に延伸処理を行う斜め延伸処理のいずれを行ってもよく、これらを組み合わせて行ってもよい。これらの延伸処理の中でも、少なくとも1辺に対して40°〜50°の角度をなす遅相軸を有する基材フィルムを容易に製造する観点から、斜め延伸処理が好ましい。延伸処理の方式は、例えば、ロール方式、フロート方式、テンター方式などが挙げられる。 When an unstretched film is stretched to form a base film, the stretching may be performed in a uniaxial stretching process in which stretching is performed only in one direction, or in a biaxial stretching process in which stretching is performed in different two directions. Also good. In addition, in the biaxial stretching process, a simultaneous biaxial stretching process in which stretching processes are performed simultaneously in two directions may be performed, and a sequential biaxial stretching process in which a stretching process is performed in one direction and then a stretching process is performed in another direction. May be performed. Further, the stretching is a longitudinal stretching process in which a stretching process is performed in the longitudinal direction of the film before stretching, a lateral stretching process in which a stretching process is performed in the width direction of the film before stretching, and neither parallel nor perpendicular to the width direction of the film before stretching. Any of the oblique stretching processes in which the stretching process is performed in an oblique direction may be performed, or a combination thereof may be performed. Among these stretching treatments, the oblique stretching treatment is preferable from the viewpoint of easily producing a base film having a slow axis that forms an angle of 40 ° to 50 ° with respect to at least one side. Examples of the stretching method include a roll method, a float method, and a tenter method.
延伸を行う場合における延伸温度及び延伸倍率は、所望の面内レターデーションを有する基材フィルムが得られる範囲で任意に設定しうる。具体的な範囲を挙げると、延伸温度は、好ましくはTg−30℃以上、より好ましくはTg−10℃以上であり、好ましくはTg+60℃以下、より好ましくはTg+50℃以下である。また、延伸倍率は、好ましくは1.1倍以上、より好ましくは1.2倍以上、特に好ましくは1.5倍以上であり、好ましくは30倍以下、より好ましくは10倍以下、特に好ましくは5倍以下である。 In the case of stretching, the stretching temperature and the stretching ratio can be arbitrarily set within a range in which a base film having a desired in-plane retardation can be obtained. Specifically, the stretching temperature is preferably Tg-30 ° C or higher, more preferably Tg-10 ° C or higher, preferably Tg + 60 ° C or lower, more preferably Tg + 50 ° C or lower. The draw ratio is preferably 1.1 times or more, more preferably 1.2 times or more, particularly preferably 1.5 times or more, preferably 30 times or less, more preferably 10 times or less, particularly preferably. 5 times or less.
基材フィルムは、1層の樹脂層からなる単層フィルムであってもよく、2層以上の樹脂層からなる多層フィルムであってもよい。基材フィルムが多層フィルムである場合、各樹脂層を構成する樹脂は、例えば上に述べた例のうちのいずれかとしうる。
基材フィルムの厚さは任意であり、光学フィルム等の、ハードコートフィルムの所望の用途に適した所望の厚さに適宜調整しうる。基材フィルムの厚さは、好ましくは5μm以上、より好ましくは10μm以上であり、一方好ましくは50μm以下、より好ましくは30μm以下である。基材フィルムの厚さを薄くすると、薄型の光学装置を構成する材料として基材フィルムを有用に用いることができる一方破断が発生しやすくなる。しかしながら、本発明の積層体は、基材フィルムの厚さを前記上限以下の薄いものとしても、破断が抑制された積層体とすることができる。
The base film may be a single layer film composed of one resin layer or a multilayer film composed of two or more resin layers. When the base film is a multilayer film, the resin constituting each resin layer can be any of the examples described above, for example.
The thickness of the base film is arbitrary, and can be appropriately adjusted to a desired thickness suitable for a desired use of the hard coat film such as an optical film. The thickness of the base film is preferably 5 μm or more, more preferably 10 μm or more, while preferably 50 μm or less, more preferably 30 μm or less. When the thickness of the base film is reduced, the base film can be usefully used as a material constituting the thin optical device, but breakage tends to occur. However, the laminate of the present invention can be a laminate in which breakage is suppressed even when the thickness of the base film is as thin as the above upper limit.
〔3.ハードコート層〕
ハードコートフィルムが備えるハードコート層は、紫外線硬化アクリル樹脂を含む層としうる。ハードコート層は、ハードコート組成物を、基材フィルムの表面に塗布し、硬化させることにより、基材フィルム上に設けうる。ハードコート組成物は、紫外線硬化アクリル樹脂を含むものとしうる。ハードコート組成物はさらに、任意の成分として、紫外線硬化アクリル樹脂以外の固形分及び溶媒を含みうる。
[3. Hard coat layer)
The hard coat layer included in the hard coat film may be a layer containing an ultraviolet curable acrylic resin. The hard coat layer can be provided on the base film by applying the hard coat composition to the surface of the base film and curing it. The hard coat composition may include an ultraviolet curable acrylic resin. The hard coat composition may further contain a solid and a solvent other than the ultraviolet curable acrylic resin as optional components.
ハードコート層の厚さは任意であり、光学フィルム等の、ハードコートフィルムの所望の用途に適した所望の厚さに適宜調整しうる。通常、ハードコート層の厚さは、好ましくは0.5μm以上、より好ましくは1.0μm以上であり、一方好ましくは10μm以下、より好ましくは5μm以下である。 The thickness of the hard coat layer is arbitrary and can be appropriately adjusted to a desired thickness suitable for a desired use of the hard coat film such as an optical film. Usually, the thickness of the hard coat layer is preferably 0.5 μm or more, more preferably 1.0 μm or more, while preferably 10 μm or less, more preferably 5 μm or less.
(紫外線硬化アクリル樹脂)
本発明でハードコート層の形成に用いる紫外線硬化アクリル樹脂は、通常用いられるハードコート用紫外線硬化型アクリル樹脂成分であれば特に制限されない。紫外線硬化型アクリル樹脂成分の具体例としては、多官能(メタ)アクリル系化合物を主成分とする紫外線硬化型樹脂組成物よりなるものが好ましい。
(UV curable acrylic resin)
The ultraviolet curable acrylic resin used for forming the hard coat layer in the present invention is not particularly limited as long as it is a commonly used ultraviolet curable acrylic resin component for hard coat. As a specific example of the ultraviolet curable acrylic resin component, an ultraviolet curable resin composition containing a polyfunctional (meth) acrylic compound as a main component is preferable.
ここで、多官能(メタ)アクリル系化合物としては、例えばトリメチロールプロパントリアクリレート、ジトリメチロールプロパンテトラアクリレート、イソシアヌルEO変性トリアクリレート、ペンタエリスリトールトリアクリレート、ジペンタエリスリトールトリアクリレート、ジペンタエリスリトールテトラアクリレート、ジペンタエリスリトールペンタアクリレート、ジペンタエリスリトールヘキサアクリレート、ジペンタエリストールヘキサアクリレートのエチレンオキサイド付加物、もしくはエチレンオキサイドのHをフッ素置換したもの等の6官能(メタ)アクリル系化合物や、例えばペンタエリスリトールテトラアクリレート、ペンタエリストールテトラアクリレートのエチレンオキサイド付加物、もしくは、エチレンオキサイドのHをフッ素置換したもの等の4官能(メタ)アクリル系化合物等を用いることができる。これらは1種を単独で用いても良く、2種以上を併用しても良い。 Here, as the polyfunctional (meth) acrylic compound, for example, trimethylolpropane triacrylate, ditrimethylolpropane tetraacrylate, isocyanur EO-modified triacrylate, pentaerythritol triacrylate, dipentaerythritol triacrylate, dipentaerythritol tetraacrylate, Hexafunctional (meth) acrylic compounds such as dipentaerythritol pentaacrylate, dipentaerythritol hexaacrylate, ethylene oxide adduct of dipentaerythritol hexaacrylate, or ethylene oxide with H substituted by fluorine, such as pentaerythritol tetra Ethylene oxide adduct of acrylate, pentaerythritol tetraacrylate, or ethylene oxide Or the like can be used tetrafunctional (meth) acrylic compounds such as the H-Id those fluorine-substituted. These may be used alone or in combination of two or more.
(無機微粒子)
ハードコート組成物は、紫外線硬化アクリル樹脂に加えて、無機微粒子を含有しうる。無機微粒子の例としては、シリカ(オルガノシリカゾルを含む)、アルミナ、チタニア、ゼオライト、雲母、合成雲母、酸化カルシウム、酸化ジルコニウム、五酸化アンチモン、酸化亜鉛、フッ化マグネシウム、スメクタイト、合成スメクタイト、バーミキュライト、ITO(酸化インジウム/酸化錫)、ATO(酸化アンチモン/酸化錫)、酸化錫、酸化インジウムおよび酸化アンチモンからなる群から選択される少なくとも1種類以上が挙げられる。この中で、表面硬度の向上効果を特に高くすることができ、強度を特に高くすることができ、所望の屈折率が得られることからシリカ微粒子が好ましい。
(Inorganic fine particles)
The hard coat composition may contain inorganic fine particles in addition to the ultraviolet curable acrylic resin. Examples of inorganic fine particles include silica (including organosilica sol), alumina, titania, zeolite, mica, synthetic mica, calcium oxide, zirconium oxide, antimony pentoxide, zinc oxide, magnesium fluoride, smectite, synthetic smectite, vermiculite, Examples thereof include at least one selected from the group consisting of ITO (indium oxide / tin oxide), ATO (antimony oxide / tin oxide), tin oxide, indium oxide, and antimony oxide. Among these, silica fine particles are preferable because the effect of improving the surface hardness can be particularly increased, the strength can be particularly increased, and a desired refractive index can be obtained.
無機微粒子にシリカ微粒子を使用する場合は、表面未処理のシリカ微粒子を使用することが好ましい。表面未処理シリカ微粒子はJIS K 5101に規定する吸油量測定方法によって算出した吸油量が250ml/100g以上であるものをいい、未処理シリカ微粒子を使用することによって、ハードコート層と基材フィルムとの密着性を発現することができる。 When silica fine particles are used as the inorganic fine particles, it is preferable to use silica fine particles whose surface has not been treated. The surface untreated silica fine particles are those whose oil absorption calculated by the oil absorption measuring method specified in JIS K 5101 is 250 ml / 100 g or more. By using untreated silica fine particles, the hard coat layer and the base film Can be exhibited.
使用される無機微粒子の屈折率は1.40以上1.70以下、好ましくは、1.40以上1.60以下、さらに好ましくは1.40以上1.50以下である。無機微粒子の平均粒子径は、100nm以下であり、好ましくは70nm以下、さらに好ましくは、50nm以下である。100nm以上を超える場合は、光の散乱が発生し、ハードコートの透過率が低下したり、着色したりして透明性の観点から好ましくはない。ここで平均粒子径は、有機粒子と同様に数平均粒子径であり、レーザー回折・散乱法により測定することができる。 The refractive index of the inorganic fine particles used is 1.40 to 1.70, preferably 1.40 to 1.60, and more preferably 1.40 to 1.50. The average particle size of the inorganic fine particles is 100 nm or less, preferably 70 nm or less, more preferably 50 nm or less. When the thickness exceeds 100 nm, light scattering occurs, and the transmittance of the hard coat is lowered or colored, which is not preferable from the viewpoint of transparency. Here, the average particle diameter is the number average particle diameter as with the organic particles, and can be measured by a laser diffraction / scattering method.
無機微粒子の含有量は、紫外線硬化型アクリル樹脂固形分100重量部に対して、1重量部以上100重量部以下、好ましくは、3重量部以上50重量部以下、さらに好ましくは、5重量部以上30重量部以下である。前記有機粒子の平均粒子径および含有量が前記範囲内、かつ無機微粒子の含量、平均粒子径が上記範囲内である場合に、すべり性を発現することができる。 The content of the inorganic fine particles is 1 part by weight or more and 100 parts by weight or less, preferably 3 parts by weight or more and 50 parts by weight or less, more preferably 5 parts by weight or more with respect to 100 parts by weight of the ultraviolet curable acrylic resin solid content. 30 parts by weight or less. When the average particle size and content of the organic particles are within the above range, and the content of inorganic fine particles and the average particle size are within the above range, the slip property can be expressed.
(その他の成分)
ハードコート組成物には、前記無機微粒子のほかに、光増感剤、重合禁止剤、重合開始助剤、レベリング剤、濡れ性改良剤、界面活性剤、可塑剤、紫外線吸収剤、酸化防止剤、帯電防止剤、シランカップリング剤、光安定剤などの任意の成分を添加してもよい。レベリング剤としては、一般的なレベリング剤を使用できるが、例えば、フッ素系ノニオン界面活性剤、アクリル系レベリング剤、シリコーン系レベリング剤などが挙げられ、これらの1種または2種以上を使用することができる。を使用することができ、その中でもアクリル系レベリング剤が好ましい。レベリング剤の使用量は、ハードコート層形成樹脂100部に対して0.001重量部以上、1.0重量部以下用いることが好ましい。さらに好ましくは、0.01重量部以上0.1重量部以下用いることが望ましい。レベリング剤の使用により、予備乾燥および溶媒乾燥時に当該レベリング剤が空気界面にブリードしてくるので、酸素による紫外線硬化型樹脂の硬化阻害を防ぐことができ、最表面においても十分な硬度を有するハードコート層を得ることができる。さらに、アクリル系レベリング剤は、活性度が低く表面張力を下げないことからリコート性にすぐれた特性を付与できるという利点がある。
(Other ingredients)
In addition to the inorganic fine particles, the hard coat composition includes a photosensitizer, a polymerization inhibitor, a polymerization initiation assistant, a leveling agent, a wettability improver, a surfactant, a plasticizer, an ultraviolet absorber, and an antioxidant. Any component such as an antistatic agent, a silane coupling agent, and a light stabilizer may be added. As the leveling agent, a general leveling agent can be used. For example, a fluorine-based nonionic surfactant, an acrylic leveling agent, a silicone leveling agent, and the like can be used, and one or more of these can be used. Can do. Among them, acrylic leveling agents are preferable. The amount of the leveling agent used is preferably 0.001 part by weight or more and 1.0 part by weight or less with respect to 100 parts of the hard coat layer forming resin. More preferably, it is desirable to use 0.01 parts by weight or more and 0.1 parts by weight or less. By using a leveling agent, the leveling agent bleeds to the air interface during pre-drying and solvent drying, so that it is possible to prevent the UV-curable resin from being inhibited by oxygen and hard enough to have sufficient hardness even on the outermost surface. A coat layer can be obtained. Furthermore, the acrylic leveling agent has an advantage that it can impart a characteristic excellent in recoatability because it has low activity and does not lower the surface tension.
重合開始剤としては、紫外線により重合を開始させる能力があれば、特に限定はなく、例えばモノカルボニル化合物、ジカルボニル化合物、アセトフェノン化合物、ベンゾインエーテル化合物、アシルホスフィンオキシド化合物、アミノカルボニル化合物などが使用できる。 The polymerization initiator is not particularly limited as long as it has the ability to initiate polymerization by ultraviolet rays. For example, monocarbonyl compounds, dicarbonyl compounds, acetophenone compounds, benzoin ether compounds, acylphosphine oxide compounds, aminocarbonyl compounds, and the like can be used. .
具体的には、モノカルボニル化合物としては、ベンゾフェノン、4−メチル−ベンゾフェノン、2,4,6−トリメチルベンゾフェノン、メチル−o−ベンゾイルベンゾエート、4−フェニルベンゾフェノン、4−(4−メチルフェニルチオ)フェニル−エタノン、3,3´−ジメチル−4−メトキシベンゾフェノン、4−(1,3−アクリロイル−1,3,3´−ジメチル−4−メトキシベンゾフェノン、4−(1,3−アクリロイル−1,4,7,10,13−ペンタオキソトリデシル)ベンゾフェノン、3,3´,4,4´−テトラ(t−ブチルペルオキシカルボニル)ベンゾフェノン、4−ベンゾイル−N,N,N−トリメチル−1−プロパンアミン塩酸塩、4−ベンゾイル−N,N−ジメチル−N−2−(1−オキソ−2−プロペニルオキシエチル)メタアンモニウムシュウ酸塩、2−/4−イソ−プロピルチオキサントン、2,4−ジエチルチオキサントン、2,4−ジクロロチオキサントン、1−クロロ−4−プロポキシチオキサントン、2−ヒドロキ−3−(3,4−ジメチル−9−オキソ−9Hチオキサントン−2−イロキシ−N,N,N−トリメチル−1−プロパンアミン塩酸塩、ベンゾイルメチレン−3−メチルナフト(1,2−d)チアゾリン等が挙げられる。 Specifically, monocarbonyl compounds include benzophenone, 4-methyl-benzophenone, 2,4,6-trimethylbenzophenone, methyl-o-benzoylbenzoate, 4-phenylbenzophenone, 4- (4-methylphenylthio) phenyl. -Ethanone, 3,3'-dimethyl-4-methoxybenzophenone, 4- (1,3-acryloyl-1,3,3'-dimethyl-4-methoxybenzophenone, 4- (1,3-acryloyl-1,4 , 7,10,13-pentaoxotridecyl) benzophenone, 3,3 ′, 4,4′-tetra (t-butylperoxycarbonyl) benzophenone, 4-benzoyl-N, N, N-trimethyl-1-propanamine Hydrochloride, 4-benzoyl-N, N-dimethyl-N-2- (1-oxo-2-propenyl) Oxyethyl) metaammonium oxalate, 2- / 4-iso-propylthioxanthone, 2,4-diethylthioxanthone, 2,4-dichlorothioxanthone, 1-chloro-4-propoxythioxanthone, 2-hydroxy-3- (3 4-dimethyl-9-oxo-9H thioxanthone-2-yloxy-N, N, N-trimethyl-1-propanamine hydrochloride, benzoylmethylene-3-methylnaphtho (1,2-d) thiazoline, and the like.
ジカルボニル化合物としては、1,2,2−トリメチル−ビシクロ[2.1.1]ヘプタン−2,3−ジオン、ベンザイル、2−エチルアントラキノン、9,10−フェナントレンキノン、メチル−α−オキソベンゼンアセテート、4−フェニルベンザイル等が挙げられる。 Examples of the dicarbonyl compound include 1,2,2-trimethyl-bicyclo [2.1.1] heptane-2,3-dione, benzyl, 2-ethylanthraquinone, 9,10-phenanthrenequinone, and methyl-α-oxobenzene. Examples include acetate and 4-phenylbenzyl.
アセトフェノン化合物としては、2−ヒドロキシ−2−メチル−1−フェニルプロパン−1−オン、1−(4−イソプロピルフェニル)−2−ヒドロキシ−2−メチル−1−フェニルプロパン−1−オン、1−(4−イソプロピルフェニル)−2−ヒドロキシ−ジ−2−メチル−1−フェニルプロパン−1−オン、1−ヒドロキシ−シクロヘキシルフェニルケトン、2−ヒドロキシ−2−メチル−1−スチリルプロパン−1−オン重合物、ジエトキシアセトフェノン、ジブトキシアセトフェノン、2,2−ジメトキシ−1,2−ジフェニルエタン−1−オン、2,2−ジエトキシ−1,2−ジフェニルエタン−1−オン、2−メチル−1−[4−(メチルチオ)フェニル]−2−モルホリノプロパン−1−オン、2−ベンジル−2−ジメチルアミノ−1−(4−モルホリノフェニル)ブタン−1−オン、1−フェニル−1,2−プロパンジオン−2−(o−エトキシカルボニル)オキシム、3,6−ビス(2−メチル−2−モルホリノ−プロパノニル)−9−ブチルカルバゾール等が挙げられる。 Examples of acetophenone compounds include 2-hydroxy-2-methyl-1-phenylpropan-1-one, 1- (4-isopropylphenyl) -2-hydroxy-2-methyl-1-phenylpropan-1-one, 1- (4-Isopropylphenyl) -2-hydroxy-di-2-methyl-1-phenylpropan-1-one, 1-hydroxy-cyclohexyl phenyl ketone, 2-hydroxy-2-methyl-1-styrylpropan-1-one Polymer, diethoxyacetophenone, dibutoxyacetophenone, 2,2-dimethoxy-1,2-diphenylethane-1-one, 2,2-diethoxy-1,2-diphenylethane-1-one, 2-methyl-1 -[4- (Methylthio) phenyl] -2-morpholinopropan-1-one, 2-benzyl-2-dimethyl Mino-1- (4-morpholinophenyl) butan-1-one, 1-phenyl-1,2-propanedione-2- (o-ethoxycarbonyl) oxime, 3,6-bis (2-methyl-2-morpholino -Propanonyl) -9-butylcarbazole and the like.
ベンゾインエーテル化合物としては、ベンゾイン、ベンゾインメチルエーテル、ベンゾインエチルエーテル、ベンゾインイソプロピルエーテル、ベンゾインイゾブチルエーテル、ベンゾインノルマルブチルエーテル等が挙げられる。 Examples of the benzoin ether compound include benzoin, benzoin methyl ether, benzoin ethyl ether, benzoin isopropyl ether, benzoin isobutyl ether, and benzoin normal butyl ether.
アシルホスフィンオキシド化合物としては、2,4,6−トリメチルベンゾイルジフェニルホスフィンオキシド、4−n−プロピルフェニル−ジ(2,6−ジクロロベンゾイル)ホスフィンオキシド等が挙げられる。 Examples of the acylphosphine oxide compound include 2,4,6-trimethylbenzoyldiphenylphosphine oxide, 4-n-propylphenyl-di (2,6-dichlorobenzoyl) phosphine oxide, and the like.
アミノカルボニル化合物としては、メチル−4−(ジメトキシアミノ)ベンゾエート、エチル−4−(ジメチルアミノ)ベンゾエート、2−n−ブトキシエチル−4−(ジメチルアミノ)ベンゾエート、イソアミル−4−(ジメチルアミノ)ベンゾエート、2−(ジメチルアミノ)エチルベンゾエート、4,4´−ビス−4−ジメチルアミノベンゾフェノン、4,4´−ビス−4−ジエチルアミノベンゾフェノン、2,5´−ビス(4−ジエチルアミノベンザル)シクロペンタノン等が挙げられる。 Examples of aminocarbonyl compounds include methyl-4- (dimethoxyamino) benzoate, ethyl-4- (dimethylamino) benzoate, 2-n-butoxyethyl-4- (dimethylamino) benzoate, and isoamyl-4- (dimethylamino) benzoate. 2- (dimethylamino) ethylbenzoate, 4,4′-bis-4-dimethylaminobenzophenone, 4,4′-bis-4-diethylaminobenzophenone, 2,5′-bis (4-diethylaminobenzal) cyclopenta Non etc. are mentioned.
重合開始剤の市販品としてはチバ・スペシャリティ・ケミカルズ(株)製イルガキュア184、651、500、907、127、369、784、2959、BASF社製ルシリンTPO、日本シイベルヘグナー(株)製エサキュアワン等があげられる。これらの光重合開始剤は、一種類で用いられるほか、二種類以上を混合して用いてもよい。 光重合開始剤の使用量に関しては、特に制限はされないが、紫外線硬化型樹脂組成物100重量部に対して1〜20重量部の範囲内で使用することが好ましい。 Examples of commercially available polymerization initiators include Irgacure 184, 651, 500, 907, 127, 369, 784, 2959 manufactured by Ciba Specialty Chemicals Co., Ltd., Lucirin TPO manufactured by BASF, Esacure One manufactured by Nippon Sibel Hegner Co. It is done. These photopolymerization initiators may be used alone or in combination of two or more. Although there is no restriction | limiting in particular regarding the usage-amount of a photoinitiator, It is preferable to use within the range of 1-20 weight part with respect to 100 weight part of ultraviolet curable resin compositions.
ハードコート層の光安定性を保つために紫外線吸収剤、光安定剤又はこれらの組み合わせを用いうる。これを加えることにより、カーボンアーク光に長時間曝す耐光性試験でもハードコート層と基材の密着を50時間以上保つことができる。市販の紫外線吸収剤の例にはベンゾトリアゾール系(例えばBASF社製、商品名チヌビン234、326、329、213、及び571」)やトリアジン系(例えばBASF社製、商品名チヌビン157)があり、光安定剤の例としてはヒンダードアミン系(例えばBASF社製、商品名チヌビン622、144、765、770、765、111、783、791、123、及び119、並びに株式会社ADEKA社製、商品名アデカスタブLA−52、LA−57、LA−63P、LA−68、LA−72、LA−77、LA−81、LA−82、LA−87、及びLA−94等))があげられる。また、紫外線吸収剤及び/又は光安定剤は、熱安定剤、酸化防止剤(ヒンダードフェノール系:例えば、株式会社ADEKA社製、商品名アデカスタブAO−50、及びイソシアヌル環を有する株式会社ADEKA社製、商品名アデカプタムAO−20)とあわせてもよい。これらの添加剤は、溶剤への溶解性や耐熱性などを考慮して適宜組み合わせうる。
In order to maintain the light stability of the hard coat layer, an ultraviolet absorber, a light stabilizer, or a combination thereof can be used. By adding this, the adhesion between the hard coat layer and the substrate can be maintained for 50 hours or more even in a light resistance test exposed to carbon arc light for a long time. Examples of commercially available ultraviolet absorbers include benzotriazoles (for example, trade name Tinuvin 234, 326, 329, 213, and 571 by BASF) and triazines (for example, trade name Tinuvin 157 by BASF), Examples of light stabilizers include hindered amines (for example, BASF Corporation,
溶媒としては、アセトン、メチルエチルケトン、メチルイソブチルケトン、シクロペンタノン、シクロヘキサノンなどのケトン類;酢酸エチル、酢酸ブチルなどのエステル類;イソプロピルアルコール、エチルアルコールなどのアルコール類;ベンゼン、トルエン、キシレン、メトキシベンゼン、1,2−ジメトキベンゼンなどの芳香族炭化水素類;フェノール、パラクロロフェノールなどのフェノール類; クロロホルム、ジクロロメタン、ジクロロエタン、テトラクロロエタン、トリクロロエチレン、テトラクロロエチレン、クロロベンゼンなどのハロゲン化炭化水素類等があげられる。これら溶媒は1種を単独で、または2種以上を混合して用いることができる。 Solvents include ketones such as acetone, methyl ethyl ketone, methyl isobutyl ketone, cyclopentanone and cyclohexanone; esters such as ethyl acetate and butyl acetate; alcohols such as isopropyl alcohol and ethyl alcohol; benzene, toluene, xylene and methoxybenzene Aromatic hydrocarbons such as 1,2-dimethoxybenzene; phenols such as phenol and parachlorophenol; halogenated hydrocarbons such as chloroform, dichloromethane, dichloroethane, tetrachloroethane, trichloroethylene, tetrachloroethylene, and chlorobenzene It is done. These solvents can be used alone or in combination of two or more.
〔4.マスキングフィルム〕
マスキングフィルムを構成する材料としては、通常、樹脂を用いる。このような樹脂としては、ハードコートフィルムを保護する機械的強度、熱安定性等の特性を備えたものを用いうる。特に、マスキングフィルムを構成する材料としての樹脂に含まれる重合体は、単独重合体でもよく、共重合体でもよい。好適な例を挙げると、ポリエステル系重合体、ポリオレフィン系重合体が挙げられる。ポリオレフィン系重合体の例を挙げると、ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体、プロピレン−αオレフィン共重合体、エチレン−α−オレフィン共重合体、エチレン−エチル(メタ)アクリレート共重合体、エチレン−メチル(メタ)アクリレート共重合体、エチレン−n−ブチル(メタ)アクリレート共重合体、エチレン−酢酸ビニル共重合体等が挙げられる。ここで、ポリエチレンとしては、例えば、低密度ポリエチレン、中密度ポリエチレン、高密度ポリエチレン、直鎖状低密度ポリエチレンなどが挙げられる。また、エチレン−プロピレン共重合体としては、例えば、ランダム共重合体、ブロック共重合体などが挙げられる。さらに、α−オレフィンとしては、例えば、ブテン−1、ヘキセン−1、4−メチルペンテン−1、オクテン−1、ペンテン−1、ヘプテン−1等が挙げられる。なかでもポリエチレン、ポリプロピレンの重合体を含む樹脂のフィルムであることが特に好ましい。
[4. Masking film)
As a material constituting the masking film, a resin is usually used. As such a resin, those having properties such as mechanical strength and thermal stability for protecting the hard coat film can be used. In particular, the polymer contained in the resin as the material constituting the masking film may be a homopolymer or a copolymer. Preferable examples include polyester polymers and polyolefin polymers. Examples of polyolefin polymers include polyethylene, polypropylene, ethylene-propylene copolymer, propylene-α-olefin copolymer, ethylene-α-olefin copolymer, ethylene-ethyl (meth) acrylate copolymer, ethylene. -Methyl (meth) acrylate copolymer, ethylene-n-butyl (meth) acrylate copolymer, ethylene-vinyl acetate copolymer, etc. are mentioned. Here, examples of the polyethylene include low density polyethylene, medium density polyethylene, high density polyethylene, and linear low density polyethylene. Examples of the ethylene-propylene copolymer include a random copolymer and a block copolymer. Furthermore, examples of the α-olefin include butene-1, hexene-1, 4-methylpentene-1, octene-1, pentene-1, and heptene-1. Among these, a resin film containing a polymer of polyethylene or polypropylene is particularly preferable.
マスキングフィルムを構成する樹脂は、上に述べた重合体の他に、任意成分を含んでいてもよい。任意成分の例としては、上に述べた、基材フィルムの任意成分と同様の物が挙げられる。任意成分は、1種類を単独で用いてもよく、2種類以上を任意の比率で組み合わせて用いてもよい。ただし、マスキングフィルムを構成する樹脂は、樹脂の主成分としての重合体を、一般的には約50%〜100%、または約70%〜100%含むことが好ましい。 The resin constituting the masking film may contain an optional component in addition to the polymer described above. As an example of an arbitrary component, the thing similar to the arbitrary component of the base film described above is mentioned. As the optional component, one type may be used alone, or two or more types may be used in combination at any ratio. However, the resin constituting the masking film preferably contains about 50% to 100% or about 70% to 100% of a polymer as a main component of the resin.
マスキングフィルムの厚みは任意であるが、通常5μm以上であり、通常500μm以下、好ましくは300μm以下、より好ましくは150μm以下である。 Although the thickness of a masking film is arbitrary, it is 5 micrometers or more normally, Usually, 500 micrometers or less, Preferably it is 300 micrometers or less, More preferably, it is 150 micrometers or less.
マスキングフィルムは、上に述べたもの等の樹脂を適宜選択し、既知のフィルム成形法により適宜成形することによって得ることができる。 The masking film can be obtained by appropriately selecting a resin such as those described above and appropriately forming the resin by a known film forming method.
〔5.任意の層〕
本発明の積層体は、ハードコートフィルム及びマスキングフィルムに加えて、任意の層を有していてもよい。例えば、マスキングフィルムは、ハードコートフィルムに直接接していてもよいが、粘着剤層を介して接していてもよい。
[5. Any layer)
The laminate of the present invention may have an arbitrary layer in addition to the hard coat film and the masking film. For example, the masking film may be in direct contact with the hard coat film, but may be in contact with the pressure-sensitive adhesive layer.
粘着剤層を構成する粘着剤の例としては、ウレタン系、(メタ)アクリル系、ゴム系、シリコーン系が挙げられる。より好ましいものは(メタ)アクリル系である。その中でも(メタ)アクリル系粘着剤は粘着力も強く、透明性、耐候性、耐熱性、耐溶剤性などに優れている。 Examples of the pressure-sensitive adhesive constituting the pressure-sensitive adhesive layer include urethane-based, (meth) acrylic-based, rubber-based, and silicone-based. More preferred is (meth) acrylic. Among them, the (meth) acrylic adhesive has strong adhesive strength and is excellent in transparency, weather resistance, heat resistance, solvent resistance and the like.
積層体が粘着剤層を有する場合、粘着剤層の厚みは、好ましくは5μm以上、より好ましくは10μm以上であり、一方好ましくは100μm以下、より好ましくは50μm以下である。粘着剤層の材質及び厚みを適宜選択することにより、所望の剥離強度等の物性を容易に得ることができる。 When a laminated body has an adhesive layer, the thickness of an adhesive layer becomes like this. Preferably it is 5 micrometers or more, More preferably, it is 10 micrometers or more, On the other hand, Preferably it is 100 micrometers or less, More preferably, it is 50 micrometers or less. By appropriately selecting the material and thickness of the pressure-sensitive adhesive layer, desired physical properties such as peel strength can be easily obtained.
〔6.積層体の製造方法〕
本発明の積層体は、ハードコートフィルムと、マスキングフィルムとを、直接又は粘着剤層を介して貼合することにより製造しうる。好ましくは、ハードコートフィルム及びマスキングフィルムをいずれも長尺の形状とし、これらを、長尺方向を揃えて貼合することにより、効率的な製造を行うことができる。
[6. Manufacturing method of laminate]
The laminate of the present invention can be produced by laminating a hard coat film and a masking film directly or via an adhesive layer. Preferably, both the hard coat film and the masking film have a long shape, and these can be efficiently manufactured by bonding them in the long direction.
〔7.積層体の性質〕
本発明の積層体においては、マスキングフィルムとハードコート層との剥離強度F1は、0.01N/25mm以上、好ましくは0.02N/25mm以上であり、一方0.15N/25mm以下、好ましくは1.0N/25mmである。積層体が長尺の形状であり、積層体の全長に亘る剥離強度が不均一である場合は、積層体の全長に亘って、剥離強度がかかる範囲内である。本発明者が見出したところによれば、ハードコートフィルムとマスキングフィルムとを組み合わせて用いる積層体の場合においては、ハードコートフィルムとマスキングフィルムとの剥離強度が上記特定の範囲である場合、積層体を巻回体として長期間保存した後においても、表面の性質の均一性が高く、且つブロッキング及びジッピングの発生が抑制されたものとすることができる。
[7. Properties of the laminate
In the laminate of the present invention, the peel strength F 1 between the masking film and the hard coat layer is 0.01 N / 25 mm or more, preferably 0.02 N / 25 mm or more, while 0.15 N / 25 mm or less, preferably 1.0 N / 25 mm. When the laminate has a long shape and the peel strength over the entire length of the laminate is not uniform, the peel strength is within the range over the entire length of the laminate. According to the finding of the present inventor, in the case of a laminate using a combination of a hard coat film and a masking film, when the peel strength between the hard coat film and the masking film is in the specific range, the laminate Even after being stored as a wound body for a long period of time, the uniformity of the surface properties is high, and the occurrence of blocking and zipping can be suppressed.
〔8.巻回体〕
本発明の巻回体は、前記本発明の積層体であって長尺の形状を有し且つ1000m以上の長さを有するものの巻回体である。本発明の巻回体における積層体の長さの上限は、特に限定されないが、例えば、6000m以下としうる。巻回体の幅は、好ましくは500mm以上、より好ましくは1000mm以上であり、一方好ましくは2500mm以下、より好ましくは2000mm以下である。
[8. Winding body)
The wound body of the present invention is a wound body of the laminated body of the present invention that has a long shape and a length of 1000 m or more. Although the upper limit of the length of the laminated body in the wound body of the present invention is not particularly limited, it can be, for example, 6000 m or less. The width of the wound body is preferably 500 mm or more, more preferably 1000 mm or more, and preferably 2500 mm or less, more preferably 2000 mm or less.
本発明の巻回体においては、巻芯部分のマスキングフィルムとハードコート層との剥離強度Fcと巻外部分の前記マスキングフィルムと前記ハードコート層との剥離強度Foとが、特定の関係を満たす。図1の例を参照して説明すると、かかる剥離強度Fc及びFoは、ハードコート層の、マスキングフィルム120側の面112Uと、マスキングフィルム120の、ハードコート層側の面120Dとの界面の剥離強度である。
In the wound body of the present invention, the peel strength Fc between the masking film and the hard coat layer at the core portion and the peel strength Fo between the masking film and the hard coat layer for the outside of the winding satisfy a specific relationship. . Referring to the example of FIG. 1, the peel strengths Fc and Fo are peeled at the interface between the hard
これら巻芯部分の剥離強度Fc及び巻外部分の剥離強度Foは、巻回体から積層体を巻出し、かかる積層体の巻芯部分及び巻外部分のマスキングフィルムをハードコート層から剥離した際の剥離強度を測定して得られる値である。本願において、巻回体の巻芯部分とは、巻回体であったときに巻芯端部から50mの位置における、積層体の部分であり、巻外部分とは、巻回体であったときに巻外端部から5mの位置における積層体の部分である。 The peel strength Fc of the core part and the peel strength Fo for the outside of the winding are obtained when the laminate is unwound from the wound body and the masking film for the core and the outside of the laminate is peeled off from the hard coat layer. It is a value obtained by measuring the peel strength. In the present application, the core part of the wound body is a part of the laminated body at a position of 50 m from the end of the core when the wound body is formed, and the outer part is the wound body. Sometimes it is the part of the laminate at a position 5 m from the outer end of the winding.
剥離強度Fc及びFoは、Fc/Fo<1.2の関係を満たす。Fc/Foの上限の値は、好ましくは1.15以下、より好ましくは1.10以下である。一方Fc/Foの下限の値は、好ましくは0.8以上、より好ましくは0.9以上である。このようなFc/Foの関係を満たす巻回体は、積層体の材料として好ましく用いることができる。このような巻回体は、積層体として、前記要件を満たす本発明の積層体を採用し、必要に応じてそれを構成する材料を前記の例示の中から適宜選択することにより得ることができる。 The peel strengths Fc and Fo satisfy the relationship of Fc / Fo <1.2. The upper limit value of Fc / Fo is preferably 1.15 or less, more preferably 1.10 or less. On the other hand, the lower limit value of Fc / Fo is preferably 0.8 or more, more preferably 0.9 or more. A wound body satisfying such a relationship of Fc / Fo can be preferably used as a material for a laminate. Such a wound body can be obtained by adopting the laminated body of the present invention that satisfies the above requirements as a laminated body, and appropriately selecting the material constituting the laminated body from the above examples as necessary. .
本発明の巻回体においては、マスキングフィルムをハードコート層から剥離した後のハードコート層側の表面の、水との接触角が特定の範囲であることが好ましい。具体的には、接触角は、好ましくは60°以上、より好ましくは90°以上であり、一方好ましくは100°以下、より好ましくは70°以下である。巻回体の全長に亘る、かかる接触角が不均一である場合は、巻回体の全長に亘って、接触角がかかる範囲内であることが好ましい。 In the wound body of the present invention, it is preferable that the contact angle with water on the surface of the hard coat layer side after peeling the masking film from the hard coat layer is in a specific range. Specifically, the contact angle is preferably 60 ° or more, more preferably 90 ° or more, while preferably 100 ° or less, more preferably 70 ° or less. When the contact angle over the entire length of the wound body is not uniform, the contact angle is preferably within the range over the entire length of the wound body.
本発明の巻回体においてはまた、巻芯部分における、マスキングフィルムをハードコート層から剥離した後のハードコート層側の表面の水との接触角Ac(°)と、巻外部分における、マスキングフィルムをハードコート層から剥離した後のハードコート層側の表面の水との接触角Ao(°)とが、|Ac−Ao|<10の関係を満たすことが好ましい。|Ac−Ao|の値は、より好ましくは5以下としうる。|Ac−Ao|の下限は例えば0以上としうる。 In the wound body of the present invention, the contact angle Ac (°) with the water on the surface of the hard coat layer side after the masking film is peeled off from the hard coat layer in the core part, and the masking in the unwind part It is preferable that the contact angle Ao (°) with water on the surface of the hard coat layer side after peeling the film from the hard coat layer satisfies the relationship of | Ac−Ao | <10. The value of | Ac−Ao | can be more preferably 5 or less. The lower limit of | Ac−Ao | can be 0 or more, for example.
接触角の測定は、接触角計(例えば、協和界面科学社製)に、ハードコート層側が測定対象面となるよう平らにフィルムを設置し、ハードコート層側の表面に、3.0μLの水滴を落とし、3秒後の水接触角を測定することにより測定しうる。接触角、巻芯部分の接触角Ac及び巻外部分の接触角Aoがこのような条件を満たす巻回体は、積層体の材料として好ましく用いることができる。このような巻回体は、積層体として、前記要件を満たす本発明の積層体を採用し、必要に応じてそれを構成する材料を前記の例示の中から適宜選択することにより得ることができる。 The contact angle is measured by placing a film on a contact angle meter (for example, manufactured by Kyowa Interface Science Co., Ltd.) so that the hard coat layer side is the measurement target surface, and 3.0 μL of water droplets on the hard coat layer side surface It is possible to measure by measuring the water contact angle after 3 seconds. A wound body in which the contact angle, the contact angle Ac of the winding core portion, and the contact angle Ao of the wound outer portion satisfy such conditions can be preferably used as a material of the laminate. Such a wound body can be obtained by adopting the laminated body of the present invention that satisfies the above requirements as a laminated body, and appropriately selecting the material constituting the laminated body from the above examples as necessary. .
本発明の巻回体においては、マスキングフィルムの幅がハードコートフィルムの幅より狭く、且つ幅手方向両端部の両方において、ハードコートフィルムが、マスキングフィルムよりはみ出ており、幅方向両端部のハードコートフィルムのはみ出し量が、特定の範囲の値であることが好ましい。 In the wound body of the present invention, the width of the masking film is narrower than the width of the hard coat film, and the hard coat film protrudes from the masking film at both ends in the width direction. The amount of protrusion of the coat film is preferably within a specific range.
かかるはみ出し量について、図2を参照して説明する。図2は、本発明の巻回体から、一部の積層体を巻き出した状態を概略的に示す平面図である。図2においては、巻回体100Rから、ハードコートフィルム110と、マスキングフィルム120とを含む積層体を巻き出した状態が示される。マスキングフィルム120の幅(矢印A2で示される幅)は、ハードコートフィルム110の幅(矢印A1で示される幅)より狭い。ハードコートフィルム110は、積層体の幅方向両端においてはみ出しており、そのはみ出し量は、それぞれA3R及びA4Lで示される。
The amount of protrusion will be described with reference to FIG. FIG. 2 is a plan view schematically showing a state in which a part of the laminated body is unwound from the wound body of the present invention. In FIG. 2, the state which unwound the laminated body containing the hard-
ハードコートフィルムのはみ出し量は、幅手方向両端部のうち、大きいほうが、好ましくは7.5mm未満、より好ましくは5mm以下であり、一方好ましくは0mm超、より好ましくは1mm以上である。小さいほうのはみ出し量は、0mm以上7.5mm未満としうる。かかる範囲のハードコートフィルムのはみ出し量を有することにより、巻回体における積層体のブロッキングを抑制することができ、それにより、巻回体から積層体を巻き出した際の積層体の引っ掛かり及び積層体の破断を抑制することができる。 The amount of protrusion of the hard coat film is preferably less than 7.5 mm, more preferably 5 mm or less, and preferably more than 0 mm, more preferably 1 mm or more, at the larger end of both ends in the width direction. The smaller amount of protrusion may be 0 mm or more and less than 7.5 mm. By having the amount of protrusion of the hard coat film in such a range, blocking of the laminate in the wound body can be suppressed, whereby the laminate is caught and laminated when the laminate is unwound from the wound body. Breakage of the body can be suppressed.
〔9.積層体及び巻回体の用途〕
本発明の巻回体及び本発明の積層体は、各種の光学部材の製造に用いうる。例えば、本発明の巻回体から巻き出した本発明の積層体を、偏光板及びそれを含む表示装置の製造に用いうる。具体的には、本発明の積層体の基材フィルム側の面を、偏光子と貼合し、(マスキングフィルム)/(ハードコート層)/(基材フィルム)/(偏光子)の層構成を有する積層体を構成しうる。この積層体からマスキングフィルムを剥離し、ハードコート層をガラス板等の他の部材と貼合し、例えば(ガラス板)/(ハードコート層)/(基材フィルム)/(偏光子)の層構成を有する積層体を構成することができ、当該積層体を、液晶表示装置、有機エレクトロルミネッセンス表示装置等の表示装置の構成要素として用いることができる。
[9. (Use of laminate and wound body)
The wound body of the present invention and the laminate of the present invention can be used for the production of various optical members. For example, the laminate of the present invention unwound from the wound body of the present invention can be used for manufacturing a polarizing plate and a display device including the same. Specifically, the base film side surface of the laminate of the present invention is bonded to a polarizer, and a layer structure of (masking film) / (hard coat layer) / (base film) / (polarizer). The laminated body which has can be comprised. The masking film is peeled off from this laminate, and the hard coat layer is bonded to another member such as a glass plate. For example, a layer of (glass plate) / (hard coat layer) / (base film) / (polarizer) A stacked body having a structure can be formed, and the stacked body can be used as a component of a display device such as a liquid crystal display device or an organic electroluminescence display device.
以下、実施例を示して本発明について具体的に説明する。ただし、本発明は以下に示す実施例に限定されるものではなく、特許請求の範囲及びその均等の範囲を逸脱しない範囲において任意に変更して実施しうる。
以下に説明する操作は、別に断らない限り、常温及び常圧の条件において行った。
Hereinafter, the present invention will be specifically described with reference to examples. However, the present invention is not limited to the embodiments shown below, and can be implemented with any modifications without departing from the scope of the claims and their equivalents.
Unless otherwise specified, the operations described below were performed under normal temperature and normal pressure conditions.
〔評価方法〕
(剥離強度評価方法)
実施例及び比較例で得た巻回体を、製造直後から6時間保存した。その後、この巻回体から積層体を巻き出した。巻き出した積層体から、巻外剥離強度評価用試料、及び巻芯剥離強度評価用試料を切り出した。巻外剥離強度評価用試料、及び巻芯剥離強度評価用試料は、いずれも25mm×100mmの短冊状の形状とした。巻芯剥離強度評価用試料は、巻回体であったときに巻芯端部から50mの位置を中心とした部分から切り出した。巻外剥離強度評価用試料は、巻回体であったときに巻外端部から5mの位置を中心とした部分から切り出した。
試料のハードコートフィルム側の面を、平坦な台に固定した。フォースゲージ(IMADA社製「デジタルフォースゲージ」)の先端に、短冊状の一端のマスキングフィルムを挟み、固定されたハードコートフィルムから180度方向に剥離し、マスキングフィルムが剥れる際に測定された力の大きさを測定した。同じ測定を繰り返し3回行い、その平均値を剥離強度の値とした。
巻外剥離強度評価用試料の測定の結果得られた巻外剥離強度Fo、及び巻芯剥離強度評価用試料の測定の結果得られた巻芯剥離強度Fcから、剥離強度変化率Fc/Foを求めた。
〔Evaluation method〕
(Peel strength evaluation method)
The wound bodies obtained in Examples and Comparative Examples were stored for 6 hours immediately after production. Thereafter, the laminate was unwound from this wound body. A sample for evaluating unwinding peel strength and a sample for evaluating core peel strength were cut out from the wound laminate. The sample for evaluating the unwinding peel strength and the sample for evaluating the core peel strength were both in a strip shape of 25 mm × 100 mm. The sample for evaluating the core peel strength was cut out from a portion centered at a position of 50 m from the end of the core when it was a wound body. The sample for evaluating the unwinding peel strength was cut out from a portion centered at a position of 5 m from the outer end of the winding when it was a wound body.
The surface of the sample on the hard coat film side was fixed to a flat base. Measured when the masking film peels off from the fixed hard coat film by sandwiching the masking film at one end of the strip shape at the tip of the force gauge ("Digital Force Gauge" manufactured by IMADA). The magnitude of the force was measured. The same measurement was repeated three times, and the average value was taken as the peel strength value.
From the unwinding peel strength Fo obtained as a result of the measurement of the sample for unwinding peel strength evaluation and the core peel strength Fc obtained as a result of the measurement of the sample for core peel strength evaluation, the peel strength change rate Fc / Fo is obtained. Asked.
(フィルムの厚みの測定方法)
フィルムの厚みは、接触式膜厚計(ABSデジマチックインジケータ、ミツトヨ社製)を用いて測定した。
(Method for measuring film thickness)
The thickness of the film was measured using a contact-type film thickness meter (ABS Digimatic Indicator, manufactured by Mitutoyo Corporation).
(粘着剤の粘着力測定法)
マスキングフィルムを20mm×300mの短冊状に切り出した。SUS板にハンドローラーにてマスキングフィルムを貼りあわせた。粘着層がある場合は、粘着層をSUS板に貼りあわせた。フォースゲージ(IMADA社製「デジタルフォースゲージ」)の先端に、短冊状の一端のマスキングフィルムを挟み、固定されたSUS板から180度方向に剥離し、マスキングフィルムが剥れる際に測定された力の大きさを測定した。
(Measurement method of adhesive strength of adhesive)
The masking film was cut into a 20 mm × 300 m strip. A masking film was bonded to the SUS plate with a hand roller. When there was an adhesive layer, the adhesive layer was bonded to the SUS plate. The force measured when the masking film peels off when the masking film is peeled off 180 degrees from the fixed SUS plate with a masking film at one end in the shape of a strip sandwiched between the tips of a force gauge ("Digital Force Gauge" manufactured by IMADA) The size of was measured.
(接触角の測定方法)
実施例及び比較例で得た巻回体を、製造直後から6時間保存した。その後、この巻回体から積層体を巻き出した。巻き出した積層体から、巻外接触角評価用試料、及び巻芯接触角評価用試料を切り出した。巻外接触角評価用試料は、巻回体であったときに巻外端部から50mの位置を中心とした部分から切り出し、マスキングフィルムを剥離して得た、残余のハードコートフィルムである。巻芯接触角評価用試料は、巻回体であったときに巻芯端部から5mの位置を中心とした部分から切り出し、マスキングフィルムを剥離して得た、残余のハードコートフィルムである。
接触角評価用試料を、接触角計(協和界面科学社製)に、ハードコート層側が測定対象面となるよう平らに設置した。ハードコート層側の表面に、3.0μlの水滴を落とし、3秒後の水接触角を測定した。10点測定し平均値を接触角値とした。
巻外接触角評価用試料の測定の結果得られた巻外接触角Ao、及び巻芯接触角評価用試料の測定の結果得られた巻芯接触角Acから、接触角差Ac−Aoを求めた。
(Measurement method of contact angle)
The wound bodies obtained in Examples and Comparative Examples were stored for 6 hours immediately after production. Thereafter, the laminate was unwound from this wound body. From the unwound laminate, a sample for evaluating the outside contact angle and a sample for evaluating the core contact angle were cut out. The sample for evaluating the contact angle outside the roll is a residual hard coat film obtained by cutting out from a portion centered at a position of 50 m from the end of the roll when it is a wound body and peeling off the masking film. The sample for evaluating the contact angle of the core is a residual hard coat film obtained by cutting out a portion centered at a position of 5 m from the end of the core when the wound body is formed, and peeling off the masking film.
The sample for contact angle evaluation was placed flat on a contact angle meter (manufactured by Kyowa Interface Science Co., Ltd.) so that the hard coat layer side would be the measurement target surface. A 3.0 μl water droplet was dropped on the surface of the hard coat layer side, and the water contact angle after 3 seconds was measured. Ten points were measured and the average value was taken as the contact angle value.
The contact angle difference Ac-Ao was determined from the unwinding contact angle Ao obtained as a result of the measurement of the unwinding contact angle evaluation sample and the winding contact angle Ac obtained as a result of the measurement of the winding contact angle evaluation sample.
(はみ出し量)
実施例及び比較例で得られた長尺巻回体から、積層体を引き出し、幅方向両端部の、ハードコートフィルムのはみ出しの幅を測定した。但し、ハードコートフィルムよりマスキングフィルムがはみ出ている場合は、その幅を負の値として記録した。はみ出し幅の絶対値が大きいほうの値を、はみ出し量として記録した。
(Excess amount)
The laminated body was pulled out from the long rolls obtained in the examples and comparative examples, and the width of protrusion of the hard coat film at both ends in the width direction was measured. However, when the masking film protruded from the hard coat film, the width was recorded as a negative value. The value with the larger absolute value of the protrusion width was recorded as the protrusion amount.
(ジッピングの評価方法)
実施例及び比較例で得られた長尺巻回体から、積層体を引き出し、マスキングフィルムを剥離した。剥離前後のハードコートフィルム表面を目視で観察した。さらに、得られたハードコートフィルムを偏光板(HLC2-5618S(サンリッツ社製))と貼合し、(ハードコート層)/(基材フィルム)/(偏光板)の層構成を有する積層体とし、このハードコート層側の面を、再び目視で観察した。スジ状のジッピング跡の状態を、以下の評価基準に従って評価した。
A:ジッピング跡なし、偏光板と貼合しても見えない
B:ジッピング跡あるが、偏光板と貼合すると見えない
C:ジッピング跡があり、偏光板と貼合しても見える
(Zipping evaluation method)
The laminated body was pulled out from the long wound body obtained in Examples and Comparative Examples, and the masking film was peeled off. The hard coat film surface before and after peeling was visually observed. Furthermore, the obtained hard coat film is bonded to a polarizing plate (HLC2-5618S (manufactured by Sanlitz)) to form a laminate having a layer configuration of (hard coat layer) / (base film) / (polarizing plate). The surface on the hard coat layer side was again visually observed. The state of streak-like zipping marks was evaluated according to the following evaluation criteria.
A: No zipping trace, not visible even when pasted with polarizing plate B: Although there is a zipping trace, not visible when pasted with polarizing plate C: There is a zipping trace, visible even when pasted with a polarizing plate
(ブロッキングの評価方法)
実施例及び比較例で得られた長尺巻回体から、積層体を引き出し、他の芯に巻き替えた。積層体を引き出す際の、積層体幅方向端部での積層体の引っ掛かりがないかを目視にて判定。引っ掛かりがない場合はA、引っ掛かりがある場合はB、積層体の破断が発生する場合はCと評価した。
(Blocking evaluation method)
The laminated body was pulled out from the long wound body obtained in the examples and comparative examples, and wound around another core. When pulling out the laminate, it is visually determined whether the laminate is caught at the end of the laminate in the width direction. When there was no catch, it was evaluated as A, when there was catch, B, and when the laminate was broken, it was evaluated as C.
〔実施例1〕
(1−1.ハードコート組成物)
3官能基以上のアクリロイル基を含有するアクリレートモノマー(DIC社製)100部に、二酸化ケイ素分散液(メチルエチルケトンを分散媒とした、固形分40重量%の分散液、日産化学工業社製、数平均粒径10nm)を固形分で10部と光重合開始剤(イルガキュア184)3部とレベリング剤(DIC社製)0.002部とを加え、溶剤としてメチルエチルケトンを固形分濃度40%となるように加え、攪拌機を用いて500rpmで30分間攪拌することにより、ハードコート組成物を得た。
[Example 1]
(1-1. Hard coat composition)
To 100 parts of an acrylate monomer (made by DIC) containing an acryloyl group having three or more functional groups, a silicon dioxide dispersion (a dispersion having a solid content of 40% by weight using methyl ethyl ketone as a dispersion medium, manufactured by Nissan Chemical Industries, Ltd., number average) (Particle size 10 nm) in solid content 10 parts, photopolymerization initiator (Irgacure 184) 3 parts and leveling agent (DIC) 0.002 parts, and methyl ethyl ketone as a solvent to a solid content concentration of 40% In addition, a hard coat composition was obtained by stirring at 500 rpm for 30 minutes using a stirrer.
(1−2.ハードコートフィルムの製造)
基材フィルムとして、脂環式構造含有重合体を含む樹脂のフィルム(商品名「ゼオノアフィルム」、日本ゼオン株式会社製)の、厚み25μmのものを用意した。基材フィルムに、コロナ処理(出力0.4kW、放電量200W・min/m2)を施した。このコロナ処理を施された面に、(1−1)で作製したハードコート組成物を、硬化後に得られるハードコート層の厚みが1.7μmとなるようにダイコーターを用いて塗布し、組成物の膜を形成した。
その後、この組成物の膜を、60℃で2分間乾燥したのち、高圧水銀ランプで250mJ/cm2の光を照射して硬化させることで、ハードコート層を形成し、基材フィルム及びハードコート層を備えるハードコートフィルムを得た。ハードコートフィルムは、幅1300mmの長尺のフィルムであった。
(1-2. Production of hard coat film)
As a base film, a resin film (trade name “ZEONOR FILM”, manufactured by Nippon Zeon Co., Ltd.) having a thickness of 25 μm containing an alicyclic structure-containing polymer was prepared. The base film was subjected to corona treatment (output 0.4 kW, discharge amount 200 W · min / m 2 ). The hard coat composition produced in (1-1) was applied to the surface subjected to the corona treatment using a die coater so that the thickness of the hard coat layer obtained after curing was 1.7 μm, and the composition A film of material was formed.
Then, after drying the film | membrane of this composition for 2 minutes at 60 degreeC, the hard coat layer is formed by irradiating and hardening | curing light of 250 mJ / cm < 2 > with a high pressure mercury lamp, and a base film and a hard coat A hard coat film with a layer was obtained. The hard coat film was a long film having a width of 1300 mm.
(1−3.マスキングフィルム)
マスキングフィルムとして、長尺の形状のポリエチレンフィルム(厚み30μm、粘着層を有さず、粘着力0.02N/20mm)を用意した。マスキングフィルムは、幅が1300mmより若干狭い長尺のフィルムであった。
(1-3. Masking film)
As a masking film, a long polyethylene film (thickness 30 μm, no adhesive layer, adhesive strength 0.02 N / 20 mm) was prepared. The masking film was a long film having a width slightly narrower than 1300 mm.
(1−4.貼合及び巻回)
(1−3)のマスキングフィルムと、(1−2)で得たハードコートフィルムとを貼合し、ハードコートフィルム/マスキングフィルム積層体とした。貼合は、マスキングフィルム及びハードコートフィルムの長尺方向を揃え、幅方向端部の両方において、ハードコートフィルムの端部がマスキングフィルムの端部よりも長くはみ出た状態となり、且つハードコートフィルムのハードコート層がマスキングフィルムに接するよう行った。積層体を、巻き取り張力250Nで巻き取り、幅1300mm、長さ1000mの長尺巻回体とした。
(1-4. Pasting and winding)
The masking film of (1-3) and the hard coat film obtained in (1-2) were bonded together to obtain a hard coat film / masking film laminate. The bonding is performed by aligning the longitudinal direction of the masking film and the hard coat film, and in both the width direction ends, the end of the hard coat film protrudes longer than the end of the masking film, and the hard coat film The hard coat layer was in contact with the masking film. The laminate was wound up at a winding tension of 250 N to obtain a long wound body having a width of 1300 mm and a length of 1000 m.
(1−5.評価)
(1−4)で得た巻回体について、巻外剥離強度、巻芯剥離強度、巻外接触角、巻芯接触角、ジッピング、及びブロッキングを評価した。また、幅方向両端部のはみ出し及びはみ出し量(はみ出し幅の絶対値が大きいほうの幅の値)を測定して記録した。マスキングフィルム面を上にして、巻き出した先端側から巻き出し元を観察した際の右側及び左側を、それぞれ右及び左と判断した。
(1-5. Evaluation)
About the wound body obtained by (1-4), unwinding peeling strength, winding core peeling strength, unwinding contact angle, winding core contact angle, zipping, and blocking were evaluated. Further, the protrusions at both ends in the width direction and the protrusion amount (the value of the width with the larger absolute value of the protrusion width) were measured and recorded. With the masking film surface facing upward, the right side and the left side when the unwinding source was observed from the unwinding tip side were judged to be right and left, respectively.
〔実施例2〕
下記の事項以外は、実施例1と同様にして、長尺巻回体を製造して評価した。
・基材フィルムを、商品名「ゼオノアフィルム」(日本ゼオン株式会社製)の、厚み100μmのものに変更した。
また、マスキングフィルムの幅の寸法は、実施例1〜14及び比較例1〜3において若干の相違があり、また、貼合の操作の結果幅方向の寸法において、若干の収縮が発生する場合があった。したがって、はみ出しの幅も表1〜表3に示す通りの相違があった。
[Example 2]
Except for the following, a long wound body was produced and evaluated in the same manner as in Example 1.
-The base film was changed to the product name "Zeonor Film" (manufactured by Nippon Zeon Co., Ltd.) having a thickness of 100 µm.
Moreover, the dimension of the width | variety of a masking film has some differences in Examples 1-14 and Comparative Examples 1-3, and, as a result of the operation of pasting, some shrinkage may occur in the dimension of the width direction. there were. Therefore, the width of the protrusion was different as shown in Tables 1 to 3.
〔実施例3〕
下記の事項以外は、実施例1と同様にして、長尺巻回体を製造して評価した。
・ハードコート組成物の塗布厚みを変更し、硬化後に得られたハードコート層の厚みを10μmとした。
Example 3
Except for the following, a long wound body was produced and evaluated in the same manner as in Example 1.
-The application | coating thickness of the hard-coat composition was changed and the thickness of the hard-coat layer obtained after hardening was 10 micrometers.
〔実施例4〕
下記の事項以外は、実施例1と同様にして、長尺巻回体を製造して評価した。
・マスキングフィルムとして、実施例1で用いたものよりさらに幅が狭いものを用いた。
Example 4
Except for the following, a long wound body was produced and evaluated in the same manner as in Example 1.
As the masking film, a film having a narrower width than that used in Example 1 was used.
〔実施例5〕
下記の事項以外は、実施例1と同様にして、長尺巻回体を製造して評価した。
・マスキングフィルムとして、実施例1で用いたものより幅が広く、ハードコートフィルムよりも若干幅が広いものを用いた。
Example 5
Except for the following, a long wound body was produced and evaluated in the same manner as in Example 1.
A masking film having a width wider than that used in Example 1 and slightly wider than the hard coat film was used.
〔実施例6〕
下記の事項以外は、実施例1と同様にして、長尺巻回体を製造して評価した。
・基材フィルムを、ポリエチレンテレフタレート(PET)フィルムの、厚み100μmのものに変更した。
Example 6
Except for the following, a long wound body was produced and evaluated in the same manner as in Example 1.
The base film was changed to a polyethylene terephthalate (PET) film having a thickness of 100 μm.
〔実施例7〕
下記の事項以外は、実施例1と同様にして、長尺巻回体を製造して評価した。
・マスキングフィルムを、ポリエチレンテレフタレートフィルム(厚み50μm、粘着層としてアクリル系粘着剤を有し、粘着力0.06N/20mm)に変更した。貼合は、マスキングフィルムの粘着層がハードコートフィルムに接するよう行った。
Example 7
Except for the following, a long wound body was produced and evaluated in the same manner as in Example 1.
The masking film was changed to a polyethylene terephthalate film (thickness 50 μm, having an acrylic pressure-sensitive adhesive as the pressure-sensitive adhesive layer, pressure-sensitive adhesive strength 0.06 N / 20 mm). The bonding was performed so that the adhesive layer of the masking film was in contact with the hard coat film.
〔実施例8〕
下記の事項以外は、実施例1と同様にして、長尺巻回体を製造して評価した。
・マスキングフィルムを、ポリエチレンテレフタレートフィルム(厚み56μm、粘着層としてアクリル系粘着剤を有し、粘着力0.07N/20mm)に変更した。貼合は、マスキングフィルムの粘着層がハードコートフィルムに接するよう行った。
Example 8
Except for the following, a long wound body was produced and evaluated in the same manner as in Example 1.
The masking film was changed to a polyethylene terephthalate film (thickness 56 μm, having an acrylic adhesive as the adhesive layer, and adhesive strength 0.07 N / 20 mm). The bonding was performed so that the adhesive layer of the masking film was in contact with the hard coat film.
〔実施例9〕
下記の事項以外は、実施例1と同様にして、長尺巻回体を製造して評価した。
・マスキングフィルムを、ポリエチレンテレフタレートフィルム(厚み140μm、粘着層としてアクリル系粘着剤を有し、粘着力0.03N/20mm)に変更した。貼合は、マスキングフィルムの粘着層がハードコートフィルムに接するよう行った。
Example 9
Except for the following, a long wound body was produced and evaluated in the same manner as in Example 1.
The masking film was changed to a polyethylene terephthalate film (thickness 140 μm, having an acrylic adhesive as an adhesive layer, and an adhesive strength of 0.03 N / 20 mm). The bonding was performed so that the adhesive layer of the masking film was in contact with the hard coat film.
〔実施例10〕
下記の事項以外は、実施例1と同様にして、長尺巻回体を製造して評価した。
・マスキングフィルムを、ポリエチレンフィルム(厚み60μm、粘着層としてアクリル系粘着剤を有し、粘着力0.06N/20mm)に変更した。貼合は、マスキングフィルムの粘着層がハードコートフィルムに接するよう行った。
Example 10
Except for the following, a long wound body was produced and evaluated in the same manner as in Example 1.
The masking film was changed to a polyethylene film (thickness 60 μm, having an acrylic pressure-sensitive adhesive as an adhesive layer, and adhesive strength 0.06 N / 20 mm). The bonding was performed so that the adhesive layer of the masking film was in contact with the hard coat film.
〔実施例11〕
下記の事項以外は、実施例1と同様にして、長尺巻回体を製造して評価した。
・マスキングフィルムを、ポリエチレン(PE)フィルム(厚み60μm、粘着層としてアクリル系粘着剤を有し、粘着力0.10N/20mm)に変更した。貼合は、マスキングフィルムの粘着層がハードコートフィルムに接するよう行った。
Example 11
Except for the following, a long wound body was produced and evaluated in the same manner as in Example 1.
The masking film was changed to a polyethylene (PE) film (thickness 60 μm, having an acrylic adhesive as the adhesive layer, and an adhesive strength of 0.10 N / 20 mm). The bonding was performed so that the adhesive layer of the masking film was in contact with the hard coat film.
〔実施例12〕
下記の事項以外は、実施例1と同様にして、長尺巻回体を製造して評価した。
・マスキングフィルムを、ポリオレフィン(PO)フィルム(厚み45μm、粘着層としてアクリル系粘着剤を有し、粘着力0.05N/20mm)に変更した。貼合は、マスキングフィルムの粘着層がハードコートフィルムに接するよう行った。
Example 12
Except for the following, a long wound body was produced and evaluated in the same manner as in Example 1.
The masking film was changed to a polyolefin (PO) film (thickness 45 μm, having an acrylic adhesive as the adhesive layer, and adhesive strength 0.05 N / 20 mm). The bonding was performed so that the adhesive layer of the masking film was in contact with the hard coat film.
〔実施例13〕
下記の事項以外は、実施例1と同様にして、長尺巻回体を製造して評価した。
・マスキングフィルムを、ポリエチレンフィルム(厚み63μm、粘着層としてゴム系粘着剤を有し、粘着力0.06N/20mm)に変更した。貼合は、マスキングフィルムの粘着層がハードコートフィルムに接するよう行った。
Example 13
Except for the following, a long wound body was produced and evaluated in the same manner as in Example 1.
The masking film was changed to a polyethylene film (thickness 63 μm, having a rubber-based adhesive as the adhesive layer, adhesive strength 0.06 N / 20 mm). The bonding was performed so that the adhesive layer of the masking film was in contact with the hard coat film.
〔実施例14〕
下記の事項以外は、実施例1と同様にして、長尺巻回体を製造して評価した。
・マスキングフィルムを、ポリエチレンフィルム(厚み140μm、粘着層としてアクリル系粘着剤を有し、粘着力0.04N/20mm)に変更した。貼合は、マスキングフィルムの粘着層がハードコートフィルムに接するよう行った。
Example 14
Except for the following, a long wound body was produced and evaluated in the same manner as in Example 1.
The masking film was changed to a polyethylene film (thickness 140 μm, having an acrylic adhesive as the adhesive layer, and adhesive strength 0.04 N / 20 mm). The bonding was performed so that the adhesive layer of the masking film was in contact with the hard coat film.
〔比較例1〕
下記の事項以外は、実施例1と同様にして、長尺巻回体を製造して評価した。
・マスキングフィルムを、ポリエチレンフィルム(厚み63μm、粘着層としてアクリル系粘着剤を有し、粘着力0.05N/20mm)に変更した。貼合は、マスキングフィルムの粘着層がハードコートフィルムに接するよう行った。
[Comparative Example 1]
Except for the following, a long wound body was produced and evaluated in the same manner as in Example 1.
The masking film was changed to a polyethylene film (thickness 63 μm, having an acrylic pressure-sensitive adhesive as the pressure-sensitive adhesive layer, pressure-sensitive adhesive strength 0.05 N / 20 mm). The bonding was performed so that the adhesive layer of the masking film was in contact with the hard coat film.
〔比較例2〕
下記の事項以外は、実施例1と同様にして、長尺巻回体を製造して評価した。
・マスキングフィルムを、ポリエチレンフィルム(厚み38μm、粘着層としてゴム系粘着剤を有し、粘着力3.0N/20mm)に変更した。貼合は、マスキングフィルムの粘着層がハードコートフィルムに接するよう行った。
[Comparative Example 2]
Except for the following, a long wound body was produced and evaluated in the same manner as in Example 1.
The masking film was changed to a polyethylene film (thickness 38 μm, having a rubber-based adhesive as an adhesive layer, and an adhesive strength of 3.0 N / 20 mm). The bonding was performed so that the adhesive layer of the masking film was in contact with the hard coat film.
実施例及び比較例の結果を表1〜表3に示す。 The results of Examples and Comparative Examples are shown in Tables 1 to 3.

実施例及び比較例の結果から、本発明の積層体を巻回した、本発明の巻回体では、ジッピング、ブロッキング等の不所望な現象が抑制された良好な巻回体としうることが分かる。 From the results of Examples and Comparative Examples, it is understood that the wound body of the present invention in which the laminated body of the present invention is wound can be a good wound body in which undesirable phenomena such as zipping and blocking are suppressed. .
100:積層体
110:ハードコートフィルム
111:基材フィルム
112:ハードコート層
112U:ハードコート層の、マスキングフィルム側の面
120:マスキングフィルム
120D:マスキングフィルムの、ハードコート層側の面
100R:巻回体
A3R、A4L:はみ出し量
DESCRIPTION OF SYMBOLS 100: Laminate 110: Hard coat film 111: Base film 112:
Claims (6)
前記ハードコートフィルムのハードコート層側の表面に貼合されたマスキングフィルムと
を含む積層体であって、
前記マスキングフィルムと前記ハードコート層との剥離強度F1が0.01〜0.15N/25mmである、積層体。 A hard coat film comprising a base film, and a hard coat layer provided on at least one side of the base film;
And a masking film bonded to the surface of the hard coat film on the hard coat layer side,
The peel strength F 1 between the masking film and the hard coat layer is 0.01~0.15N / 25mm, laminate.
幅手方向両端部の両方において、前記ハードコートフィルムが、前記マスキングフィルムよりはみ出ており、幅方向両端部の前記ハードコートフィルムのはみ出し量のうち、大きいほうのはみ出し量が、0を超え7.5mm未満である、
請求項4又は5に記載の巻回体。 The width of the masking film is narrower than the width of the hard coat film, and the hard coat film protrudes from the masking film at both ends in the width direction, and the hard coat film protrudes at both ends in the width direction. Of the amount, the larger amount of protrusion is more than 0 and less than 7.5 mm,
The wound body according to claim 4 or 5.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016072456A JP2017177739A (en) | 2016-03-31 | 2016-03-31 | Laminate and wound body |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016072456A JP2017177739A (en) | 2016-03-31 | 2016-03-31 | Laminate and wound body |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017177739A true JP2017177739A (en) | 2017-10-05 |
Family
ID=60009145
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016072456A Pending JP2017177739A (en) | 2016-03-31 | 2016-03-31 | Laminate and wound body |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017177739A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112512800A (en) * | 2018-08-08 | 2021-03-16 | 三菱瓦斯化学株式会社 | Laminate for molding |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008304672A (en) * | 2007-06-07 | 2008-12-18 | Toray Advanced Film Co Ltd | Surface protective film |
| JP2010532284A (en) * | 2007-06-29 | 2010-10-07 | スリーエム イノベイティブ プロパティズ カンパニー | Hard coat layer on release liner |
| JP2011039196A (en) * | 2009-08-07 | 2011-02-24 | Dainippon Printing Co Ltd | Front filter for display apparatus |
| JP2011145593A (en) * | 2010-01-18 | 2011-07-28 | Nippon Zeon Co Ltd | Hard coat film and image display element |
-
2016
- 2016-03-31 JP JP2016072456A patent/JP2017177739A/en active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008304672A (en) * | 2007-06-07 | 2008-12-18 | Toray Advanced Film Co Ltd | Surface protective film |
| JP2010532284A (en) * | 2007-06-29 | 2010-10-07 | スリーエム イノベイティブ プロパティズ カンパニー | Hard coat layer on release liner |
| JP2011039196A (en) * | 2009-08-07 | 2011-02-24 | Dainippon Printing Co Ltd | Front filter for display apparatus |
| JP2011145593A (en) * | 2010-01-18 | 2011-07-28 | Nippon Zeon Co Ltd | Hard coat film and image display element |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112512800A (en) * | 2018-08-08 | 2021-03-16 | 三菱瓦斯化学株式会社 | Laminate for molding |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6588398B2 (en) | Protective film for polarizing plate and polarizing plate using the same | |
| JP6609093B2 (en) | Hard coat film, polarizing plate and image display device | |
| KR101573973B1 (en) | Optical laminate and method for producing optical laminate | |
| JP5884563B2 (en) | Hard coat film | |
| JP2008260879A (en) | Active energy ray-curable adhesive composition, polarizing plate using it and its manufacturing method | |
| JP6286843B2 (en) | Multilayer film manufacturing method, retardation film laminate manufacturing method, polarizing plate manufacturing method, and IPS liquid crystal panel manufacturing method | |
| JP2015024511A (en) | Multilayer film, polarizing plate protective film, and polarizing plate | |
| JP6004603B2 (en) | Optical laminate, polarizing plate, and image display device | |
| JP5884264B2 (en) | Film with surface protection film, polarizing plate and method for producing the same | |
| TW201721194A (en) | Composite polarizing plate and liquid crystal panel using the same | |
| JP2013160954A (en) | Optical film and display device | |
| JP2017177739A (en) | Laminate and wound body | |
| JP5672806B2 (en) | Optical laminate, polarizing plate, and image display device | |
| WO2017047405A1 (en) | Composite polarizing plate and liquid crystal panel using same | |
| JP7147121B2 (en) | Protective film, laminate, polarizing plate, and image display device | |
| JP5927902B2 (en) | Article having fine uneven structure on surface, and article with protective film | |
| JP6070270B2 (en) | Manufacturing method of coating film | |
| JP2015125340A (en) | Optical film, multi-layered film, polarization plate protective film, and manufacturing method of optical film | |
| JP6065966B2 (en) | Manufacturing method of polarizing plate | |
| KR20230148188A (en) | Optical films and polarizers | |
| JP5838668B2 (en) | Article having fine uneven structure on surface, and article with protective film | |
| JP2021103226A (en) | Optical film and bilayer film | |
| JP6192255B2 (en) | Method for producing hard coat film | |
| JP6291558B2 (en) | Optical film and display device | |
| WO2024203367A1 (en) | Photocurable composition for pressure-sensitive adhesive sheet, pressure-sensitive adhesive sheet, optical laminate, and image display device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180925 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190531 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190625 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190822 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20200114 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200414 |
|
| C60 | Trial request (containing other claim documents, opposition documents) |
Free format text: JAPANESE INTERMEDIATE CODE: C60 Effective date: 20200414 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20200427 |
|
| C21 | Notice of transfer of a case for reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C21 Effective date: 20200428 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20200703 |
|
| C211 | Notice of termination of reconsideration by examiners before appeal proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C211 Effective date: 20200707 |
|
| C22 | Notice of designation (change) of administrative judge |
Free format text: JAPANESE INTERMEDIATE CODE: C22 Effective date: 20200929 |
|
| C13 | Notice of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: C13 Effective date: 20201117 |
|
| C23 | Notice of termination of proceedings |
Free format text: JAPANESE INTERMEDIATE CODE: C23 Effective date: 20210330 |
|
| C03 | Trial/appeal decision taken |
Free format text: JAPANESE INTERMEDIATE CODE: C03 Effective date: 20210511 |
|
| C30A | Notification sent |
Free format text: JAPANESE INTERMEDIATE CODE: C3012 Effective date: 20210511 |