JP2017177375A - Decorative sheet and decorative material - Google Patents
Decorative sheet and decorative material Download PDFInfo
- Publication number
- JP2017177375A JP2017177375A JP2016064101A JP2016064101A JP2017177375A JP 2017177375 A JP2017177375 A JP 2017177375A JP 2016064101 A JP2016064101 A JP 2016064101A JP 2016064101 A JP2016064101 A JP 2016064101A JP 2017177375 A JP2017177375 A JP 2017177375A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- thermoplastic resin
- base material
- decorative sheet
- pigment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Abstract
Description
本発明は、建材として使用される化粧シート及び、これを利用した化粧材に関する。本発明の化粧シート及び化粧材は、特に外装用として用いられることに好適である。 The present invention relates to a decorative sheet used as a building material and a decorative material using the decorative sheet. The decorative sheet and the decorative material of the present invention are particularly suitable for use as an exterior.
化粧シートは、安価で加工性に優れた建材として、建築物の屋内、屋外及び家具や什器といった様々な用途に使用されている。このような化粧シートのうち、屋外に使用される外装用の化粧シートは、玄関等の外装用化粧鋼板の表面に貼り付けられて使用される。外装用化粧シートには、内装用の化粧シート以上の耐候性が要求される。
高い耐候性を有する化粧シートとして、現在、オレフィン系の材料を用いた化粧シートが実用化されている。耐候性の評価は、実際の屋外暴露や促進耐候性試験によって行われている。オレフィン系材料を用いた化粧シートの耐候性は、実用の条件を満たすものである。なお、このような化粧シートは、例えば、特許文献1に記載されている。
A decorative sheet is used for various uses such as indoor and outdoor buildings and furniture and furniture as a building material that is inexpensive and excellent in processability. Among such decorative sheets, an exterior decorative sheet used outdoors is used by being attached to the surface of an exterior decorative steel sheet such as an entrance. The exterior decorative sheet is required to have weather resistance higher than that of the interior decorative sheet.
As decorative sheets having high weather resistance, decorative sheets using olefin-based materials are currently in practical use. The weather resistance is evaluated by actual outdoor exposure and accelerated weather resistance test. The weather resistance of a decorative sheet using an olefin-based material satisfies a practical condition. Such a decorative sheet is described in
しかしながら、既存の外装用化粧シートは、太陽光の紫外光に対する耐候性については評価し、処方が施されているものの、赤外光に対する耐候性については考慮されていなかった。外装用の化粧シートにあっては、赤外光を吸収することによって蓄熱し、蓄えらえた熱が化粧シートの基材に伝わることによって膨張が発生する。化粧シートの基材が膨張すると、化粧シートが貼り合わされた化粧材に反りが発生し、建材としての美観や建築物を保護する機能が低下することになる。
更に、外装用化粧シートは、その用途として建材として用いられることが多いため、防火性能も求められている。
本発明は、このような点に鑑みてなされたものであり、遮熱性能を有し、赤外光による反りを防止するとともに、更に防火性能を有する化粧シート及び化粧材を提供することを目的とする。
However, the existing exterior decorative sheet was evaluated for weather resistance against ultraviolet light of sunlight, and although it was formulated, weather resistance against infrared light was not considered. In the exterior decorative sheet, heat is stored by absorbing infrared light, and expansion is caused by the stored heat being transmitted to the base material of the decorative sheet. When the base material of the decorative sheet expands, the decorative material to which the decorative sheet is bonded is warped, and the beauty of the building material and the function of protecting the building are deteriorated.
Furthermore, since the decorative sheet for exterior is often used as a building material as its application, fire prevention performance is also required.
The present invention has been made in view of the above points, and has an object to provide a decorative sheet and a decorative material having heat insulation performance, preventing warpage due to infrared light, and further having fire prevention performance. And
上記課題を解決するため、本発明の一態様の化粧シートは、着色熱可塑性樹脂基材層の一方の面側に、絵柄が印刷された印刷層と、複数の透明熱可塑性樹脂層とが順次積層されている。複数の透明熱可塑性樹脂層のうち、最外層以外の内側層である熱可塑性樹脂層がアクリル系樹脂からなり、最外層である透明熱可塑性樹脂層がフッ素樹脂からなり、フッ素樹脂の透湿度はアクリル系樹脂の透湿度より低い。着色熱可塑性樹脂基材層は、無機材料を10%以上45%以下含有することで防火性能を有する。 In order to solve the above-described problem, the decorative sheet of one embodiment of the present invention includes a printed layer having a pattern printed on one surface side of the colored thermoplastic resin base material layer, and a plurality of transparent thermoplastic resin layers sequentially. Are stacked. Among the plurality of transparent thermoplastic resin layers, the thermoplastic resin layer that is the inner layer other than the outermost layer is made of an acrylic resin, the transparent thermoplastic resin layer that is the outermost layer is made of a fluororesin, and the moisture permeability of the fluororesin is Lower than moisture permeability of acrylic resin. The colored thermoplastic resin base material layer has fireproof performance by containing 10% or more and 45% or less of an inorganic material.
具体的には、着色熱可塑性樹脂基材層は、無機材料として、炭酸カルシウム、酸化チタン、及び酸化鉄のうち少なくとも1つを含有する。着色熱可塑性樹脂基材層は、更に、防火性能の向上のため臭素化合物を3%以上5%以下含有していても良い。また、着色熱可塑性樹脂基材層は、更に、防火性能の向上のためアンチモン化合物を1%以上2%以下含有していても良い。 Specifically, the colored thermoplastic resin substrate layer contains at least one of calcium carbonate, titanium oxide, and iron oxide as an inorganic material. The colored thermoplastic resin substrate layer may further contain 3% or more and 5% or less of a bromine compound in order to improve fire prevention performance. Moreover, the colored thermoplastic resin base material layer may further contain an antimony compound in an amount of 1% to 2% in order to improve fireproof performance.
本発明によれば、遮熱性能を有し、赤外光による反りを防止するとともに、更に防火性能を有する化粧シート及び化粧材を提供することができる。 ADVANTAGE OF THE INVENTION According to this invention, while having heat insulation performance, while preventing the curvature by infrared light, the decorative sheet and decorative material which have fireproof performance further can be provided.
以下に、図面を参照して、本発明の一実施形態に係る化粧シート及び化粧材について説明する。ここで、図面は模式的なものであり、厚みと平面寸法との関係、各層の厚みの比率等は現実のものとは異なる。また、以下に示す実施形態は、本発明の技術的思想を具体化するための構成を例示するものであって、本発明の技術的思想は、構成部品の材質、形状、及び構造等が下記のものに特定するものでない。本発明の技術的思想は、特許請求の範囲に記載された請求項が規定する技術的範囲内において、種々の変更を加えることができる。 Hereinafter, a decorative sheet and a decorative material according to an embodiment of the present invention will be described with reference to the drawings. Here, the drawings are schematic, and the relationship between the thickness and the planar dimensions, the ratio of the thickness of each layer, and the like are different from the actual ones. Further, the embodiment described below exemplifies a configuration for embodying the technical idea of the present invention, and the technical idea of the present invention is that the material, shape, structure, etc. of the component parts are as follows. It is not something specific. The technical idea of the present invention can be variously modified within the technical scope defined by the claims described in the claims.
(化粧材)
図1は、本実施形態の化粧材1を説明するための断面図である。本実施形態の化粧材1は、化粧シート3と、基材20と、化粧シート3と基材20とを貼り合わせる接着層21と、を有している。
本実施形態の化粧材1は、波長が0.7μm以上1000μm以下の赤外光に対する印刷層13の透過率を高め、透過した赤外光を着色熱可塑性樹脂基材層11で反射することによって基材20の蓄熱を防いでいる。
(Cosmetic materials)
FIG. 1 is a cross-sectional view for explaining a
The
(基材)
基材20は、表面に化粧シート3を貼着(ラミネート)して使用するものである。基材20としては、例えば、金属系基材が使用可能である。金属系基材としては、例えば、金属板や、アルポリック材がある。アルポリック材は、塗装や鏡面仕上げ等の表面加工処理が施された金属板で樹脂材を挟んだアルミ樹脂複合板である。金属板としては、例えば、アルミ、ガルバリウム鋼板、ステンレス及びチタン等が使用される。また、樹脂材としては、例えば、ポリエチレン単体、或いはポリエチレンに無機材を加えたもの等が使用される。
(Base material)
The
(接着層)
接着層21としては、化粧シートと基材との貼り合わせに使用される公知の接着剤であれば、どのようなものを用いても良い。本実施形態では、基材20への化粧シート3の貼り付けには、例えばウレタン系や酢酸ビニル系等の適宜の接着剤を使用して接着層21を形成することができる。若しくは、例えば、反応性ホットメルト系の接着剤を使用して接着層21を形成することができる。特に、反応性ホットメルト系の接着剤のうち、2液タイプのポリウレタンの接着剤を用いて接着層21を形成しても良い。更に、接着層21は、紫外線吸収剤や光安定剤等を含有するものであっても良い。
(Adhesive layer)
Any
なお、基材20に化粧シート3を貼り付ける接着剤の種類によっては、化粧シート3の下層(接着側)を構成する樹脂との接着性が不十分である場合も考えられる。このような場合を考慮して、接着層21と化粧シート3との間には、プライマー剤(下塗り剤)からなるプライマー層(図示省略)が設けられていても良い。若しくは、接着層21自体が、プライマー剤からなるプライマー層でも良い。プライマー剤としては、特に限定されず、既知のプライマー剤を用いることができる。例えば、ウレタン系、アクリル系、エチレン−酢酸ビニル共重合体系、塩化ビニル−酢酸ビニル共重合体系等の各種のプライマー剤を使用することができる。また、プライマー層を構成するプライマー剤には、シリカ、アルミナ、炭酸カルシウム、硫酸バリウム等の粉末を添加しても良い。これにより、プライマー層の表面を粗面化でき、化粧シート10の巻取保存時のブロッキングを防止でき、投錨効果によりラミネート用接着剤との接着性を向上できる。
In addition, depending on the kind of adhesive which affixes the decorative sheet 3 to the
(化粧シート)
本実施形態の化粧シート3は、着色熱可塑性樹脂基材層11の一方の面側に、絵柄が印刷された印刷層13及び複数の透明熱可塑性樹脂層5が順次積層されたものである。即ち、化粧シート3は、着色熱可塑性樹脂基材層11、印刷層13、ヒートシール層15及び透明熱可塑性樹脂層5を有している。複数の透明熱可塑性樹脂層5は、化粧シート3の最表層となる最外層53と、その最外層53の下側に位置する内側層51とを含む2層以上の透明熱可塑性樹脂層からなる。最外層53及び内側層51はいずれも透明熱可塑性樹脂層であるが、互いに樹脂が異なる。
(Decorative sheet)
The decorative sheet 3 of the present embodiment is obtained by sequentially laminating a printed layer 13 on which a pattern is printed and a plurality of transparent
以下、化粧シート3の各層について説明する。
(着色熱可塑性樹脂基材層)
着色熱可塑性樹脂基材層11は、着色ベースフィルム層等の熱可塑性樹脂基材層である。着色熱可塑性樹脂基材層11に用いられる熱可塑性樹脂として、例えば、ポリエチレン、ポリプロピレン、ポリブテン、ポリメチルペンテン等のポリオレフィン系樹脂、エチレン−酢酸ビニル共重合体又はその鹸化物、エチレン−(メタ)アクリル酸(エステル)共重合体等のポリオレフィン系共重合体、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリアリレート、ポリカーボネート、共重合ポリエステル(代表的には1,4−シクロヘキサンジメタノール共重合ポリエチレンテレフタレート樹脂である通称PET−G)等のポリエステル系樹脂、ポリメタクリル酸メチル等のアクリル系樹脂、6−ナイロン、6,6−ナイロン、6,10−ナイロン、12−ナイロン等のポリアミド系樹脂、ポリスチレン、AS樹脂、ABS樹脂等のスチレン系樹脂、セルロースアセテート、ニトロセルロース等の繊維素誘導体、ポリ塩化ビニル、ポリ塩化ビニリデン等の塩素系樹脂、ポリフッ化ビニル、ポリフッ化ビニリデン、ポリテトラフロロエチレン、エチレン−テトラフロロエチレン共重合体等のフッ素系樹脂等、又はこれらから選ばれる2種又は3種以上の共重合体や混合物、複合体、積層体等を使用することができる。
本実施形態では、着色熱可塑性樹脂基材層11の一例として、ポリエチレン原反を使用する。
Hereinafter, each layer of the decorative sheet 3 will be described.
(Colored thermoplastic resin base material layer)
The colored thermoplastic
In this embodiment, a polyethylene raw fabric is used as an example of the colored thermoplastic resin
上記したように、着色熱可塑性樹脂基材層11は、化粧シート3を貼り合せる基材20等の表面を隠蔽するために着色剤を含有しているが、特にこれに限定されるものではなく、表面又は裏面に隠蔽層(図示せず)を設けたり顔料をベタ印刷したりしたものであっても良い。
着色熱可塑性樹脂基材層11には、着色剤のほか、充填剤(シリカ、タルク、酸化チタン、硫酸バリウム等)紫外線吸収剤、光安定剤、熱安定剤、酸化防止剤、帯電防止剤、滑剤(ステアリン酸、金属石けん等)、難燃剤、抗菌剤、防黴剤、減摩剤、光散乱剤、艶調整剤等の各種の添加剤から選ばれる1種以上が添加されていても良い。
As described above, the colored thermoplastic resin
In addition to the colorant, the colored thermoplastic resin
また、本実施形態では、着色熱可塑性樹脂基材層11における赤外光の反射率を高めるため、上記材料に酸化チタンを添加し、着色熱可塑性樹脂基材層11に含有させても良い。このとき、本実施形態では、着色熱可塑性樹脂基材層11が酸化チタンを23質量部以上含有させることにより、遮熱性が向上させる。上記隠蔽層として酸化チタンを用いる場合、隠蔽層としての酸化チタンの含有量と添加された酸化チタンとの合計が23質量部以上であれば良い。また、着色熱可塑性樹脂基材層11が隠蔽層として酸化チタンを23質量部以上含む場合、これ以上酸化チタンを添加しなくとも良い。
ただし、着色熱可塑性樹脂基材層11に添加される酸化チタンが多くなると、着色熱可塑性樹脂基材層11の膜質に酸化チタンが影響を及ぼす。このため、着色熱可塑性樹脂基材層11の酸化チタンの好適な含有量は、23質量部以上40質量部以下である。
Moreover, in this embodiment, in order to raise the reflectance of the infrared light in the colored thermoplastic resin
However, when the amount of titanium oxide added to the colored thermoplastic
また、本実施形態は、図1に示したように、着色熱可塑性樹脂基材層11の印刷層13の側の面に酸化チタンを塗布して酸化チタン層111を設けても良い。なお、酸化チタン層111を設ける場合であっても、酸化チタン層111によって着色熱可塑性樹脂基材層11が酸化チタンを23質量部以上含有すれば着色熱可塑性樹脂基材層11による基材20への遮熱性が向上する。このような条件により、酸化チタン層111の厚さとしては、5μm以上10μm以下が好ましい。
In the present embodiment, as shown in FIG. 1, a
着色熱可塑性樹脂基材層11の厚さとしては、具体的には、化粧シートの用途や樹脂の種類にもよるが、20μm以上300μm以下程度、より好ましくは50μm以上200μm以下程度とするのが良い。
着色熱可塑性樹脂基材層11の成形方法としては、例えば押出成形法、インフレーション成形法、カレンダー成形法、キャスト成形法等が使用可能である。
Specifically, the thickness of the colored thermoplastic resin
As a molding method of the colored thermoplastic resin
[防火性能]
ここで、本実施形態の着色熱可塑性樹脂基材層11は、無機材料を含有することで、防火性能(耐火性能)を有する。無機材料としては、例えば、炭酸カルシウム、酸化チタン、酸化鉄等のうち少なくとも1種類が使用可能であり、特に炭酸カルシウムが好ましい。実際には、酸化チタン及び酸化鉄は無機顔料として添加されることがある。無機材料の含有率は10%以上45%以下程度が好ましい。無機材料の含有率が10%未満であると、充分な防火性能を発揮し難くなる。但し、無機材料全体の含有率が45%以下であっても、炭酸カルシウムの含有量が20%を超えると、基材生産時に機械のロール等を削ってしまう可能性があるため、炭酸カルシウム自体の含有量は10%以上20%以下程度が好ましい。
[Fireproof performance]
Here, the colored thermoplastic resin
また、本実施形態の着色熱可塑性樹脂基材層11は、防火性能の向上のため、有機系難燃剤である臭素化合物(臭素系難燃剤)も含有していると好ましい。臭素化合物としては、例えば、RoHS規制物質のポリ臭化ビフェニル(PBB)、ポリ臭化ジフェニルエーテル(PBDE)等以外の臭素系難燃剤が使用可能である。臭素化合物の含有率は3%以上5%以下程度が好ましい。
Moreover, it is preferable that the colored thermoplastic resin
更に、本実施形態の着色熱可塑性樹脂基材層11は、防火性能の向上のため、無機系難燃剤であるアンチモン化合物も含有していても良い。アンチモン化合物は、臭素化合物の難燃性を高める助剤として用いられることがある。アンチモン化合物としては、例えば、三酸化アンチモン、五酸化アンチモン等が使用可能であり、特に三酸化アンチモンが好ましい。アンチモン化合物の含有率は1%以上2%以下程度が好ましい。
Furthermore, the colored thermoplastic resin
これにより、本実施形態に係る化粧シート3に対し、遮熱性能に加えて、高い防火性能を好適に付与することができる。防火性能の試験方法としては、化粧シート3を、基材20の片面に貼り付け、化粧シート3を表面にしたドアを作成する。このドアの非加熱側については化粧シート3を貼り付けた基材20を用いなければならないが、このドアの加熱側については化粧シート3を貼り付けた基材20を用いるか否かは任意である。例えば、延焼防止を目的とした防火設備用のドアであれば、ドアの加熱側については化粧シート3を貼り付けた基材20を用いなくても良い。一方、防火区画に用いられる特定防火設備用のドアであれば、ドアの加熱側についても化粧シート3を貼り付けた基材20を用いなければならない。そして、このドアの加熱側を火に晒して加熱し、防火設備用のドアであれば20分間、特定防火設備用のドアであれば60分間、このドアの非加熱側に延焼しないことを確認する。具体的には、非加熱側へ10秒を超えて継続する火炎の噴出がないこと、非加熱面で10秒を超えて継続する発炎がないこと、火炎が通る亀裂等の損傷及び隙間を生じないこと等を確認する。
Thereby, in addition to heat insulation performance, high fireproof performance can be suitably imparted to the decorative sheet 3 according to the present embodiment. As a test method of fireproof performance, the decorative sheet 3 is stuck on one side of the
(印刷層)
本実施形態の印刷層13は、顔料を用いたインキを使ってグラビア印刷等により設けられる。本実施形態の印刷層13は、ベタ印刷層131と、絵柄層132と、からなる。ベタ印刷層131は、模様のない印刷層であり、絵柄層132は、化粧シート3に任意の模様を付すための層である。模様としては、木目柄、石目柄、布目柄、抽象柄及び幾何学模様等が考えられる。更に、意匠が単なる着色や色彩調整のものである場合には、単色無地であっても良い。絵柄層132の模様としては、化粧シート3の用途に応じて任意の絵柄を採用することができる。
(Print layer)
The printing layer 13 of the present embodiment is provided by gravure printing or the like using an ink using a pigment. The printing layer 13 of this embodiment includes a solid printing layer 131 and a
また、ベタ印刷層131、絵柄層132は、いずれも単層であっても良いし、複数の層を積層したものであっても良い。
ベタ印刷層131、絵柄層132に使用されるインキは、共に着色熱可塑性樹脂基材層11に印刷可能なものであれば良く、具体的には着色熱可塑性樹脂基材層11がランダムポリプロピレン系樹脂であれば、ウレタン樹脂と塩化ビニル=酢酸ビニル共重合樹脂の混合物が好適に用いられる。
Further, the solid print layer 131 and the
The ink used for the solid print layer 131 and the
本実施形態では、ベタ印刷層131に用いる顔料としては、黒色顔料として、ペリレン系顔料を用いる。代表的なペリレン系顔料としては、例えば、ペリレンブラックがある。既存の化粧シートは黒色顔料としてカーボンブラックを用いることが多く、近赤外光領域(0.781μm以上2.5μm以下)においての反射率が低かったが、ペリレンブラックを用いることにより、赤外光による熱の吸収によって、蓄熱作用が発生するという不具合を改善することができる。 In the present embodiment, a perylene pigment is used as the black pigment as the pigment used in the solid print layer 131. A typical perylene pigment is, for example, perylene black. Existing decorative sheets often use carbon black as a black pigment and have a low reflectance in the near-infrared light region (0.781 μm to 2.5 μm), but by using perylene black, infrared light Absorption of heat caused by heat can improve the problem of heat storage.
或いは、黒色顔料として、アゾメチンアゾ系顔料を用いても良い。アゾメチンアゾ系顔料を用いることにより、印刷層13への赤外線の吸収を少なく、蓄熱機能を抑え、化粧シートとしての赤外線反射率を高くすることが可能となる。上記アゾメチンアゾ系顔料としては、テトラクロロフタルイミドとアミノアニリンの反応化合物であるジアゾニウム基を有するものであり、特には粒子径が0.1μm以上0.3μm以下のものが好適である。これらを用いることで、可視部で吸収、赤外部で反射といった特性を顕著に現すものとなる。 Alternatively, an azomethine azo pigment may be used as the black pigment. By using an azomethine azo pigment, it is possible to reduce the absorption of infrared rays into the printing layer 13, suppress the heat storage function, and increase the infrared reflectance as a decorative sheet. The azomethine azo pigments have a diazonium group that is a reaction compound of tetrachlorophthalimide and aminoaniline, and those having a particle diameter of 0.1 μm to 0.3 μm are particularly suitable. By using these, characteristics such as absorption in the visible part and reflection in the infrared part are remarkably exhibited.
また、黒色顔料以外の顔料として、例えば、イソインドリノン、ジスアゾ、ポリアゾ、ジケトピロロピロール、キイナクリドン、フタロシアニン、及び酸化チタンから少なくとも1つ以上選択されたものを用いる。これにより、印刷インキは、赤外光の透過率が80%以上となっている。それゆえ、印刷層13が赤外光を透過し、透過した赤外光を着色熱可塑性樹脂基材層11が反射するため、赤外光の熱による蓄熱作用が低減される。
Further, as the pigment other than the black pigment, for example, at least one selected from isoindolinone, disazo, polyazo, diketopyrrolopyrrole, quinacridone, phthalocyanine, and titanium oxide is used. Thus, the printing ink has an infrared light transmittance of 80% or more. Therefore, the printing layer 13 transmits infrared light, and the colored thermoplastic resin
また、ベタ印刷層131を設けた上で、絵柄層132で例えば木目の導管を表現する際には、黒色顔料は用いずに、イソインドリノン顔料(黄色)、ジケトピロロピロール顔料(赤色)及びフタロシアニン顔料(青色)を混色することで黒色を表現する。
Also, when a solid print layer 131 is provided and, for example, a conduit of wood is expressed by the
このような構成により、本実施形態は、絵柄層132をベタ印刷層131と組み合わせることで深みのある意匠性を得ると共に、経時による色変化を抑え、赤外光領域の反射率を一定以上に上げることが可能となる。
With this configuration, the present embodiment obtains a deep design by combining the
本発明の発明者らは、ペリレン系顔料を使ってベタ印刷層131の上に木目柄を印刷し、印刷層13の総合的な赤外光透過率を測定した。この測定によれば、波長が0.781μm以上2.5μm以下の光の透過率は、40%以上であった。 The inventors of the present invention printed a wood grain pattern on the solid print layer 131 using a perylene pigment, and measured the total infrared light transmittance of the print layer 13. According to this measurement, the transmittance of light having a wavelength of 0.781 μm or more and 2.5 μm or less was 40% or more.
また、本発明の発明者らは、アゾメチンアゾ系顔料を使ってベタ印刷層131の上に木目柄を印刷し、印刷層13の総合的な赤外光透過率を測定した。この測定によれば、波長が0.781μm以上2.5μm以下の光の透過率は、80%以上であった。 The inventors of the present invention printed a wood grain pattern on the solid print layer 131 using an azomethine azo pigment, and measured the total infrared light transmittance of the print layer 13. According to this measurement, the transmittance of light having a wavelength of 0.781 μm or more and 2.5 μm or less was 80% or more.
その他、印刷層13には、必要に応じて例えば体質顔料や可塑剤、分散剤、界面活性剤、粘着付与剤、接着助剤、乾燥剤、耐熱安定剤、耐候安定剤、硬化剤、硬化促進剤又は硬化遅延剤等の各種の添加剤を適宜添加することもできる。 In addition, for the printing layer 13, for example, extender pigments, plasticizers, dispersants, surfactants, tackifiers, adhesion assistants, drying agents, heat stabilizers, weathering stabilizers, curing agents, curing accelerators. Various additives such as an agent or a curing retarder can also be added as appropriate.
印刷層13の形成方法には特に制限はなく、例えばグラビア印刷法やオフセット印刷法、スクリーン印刷法、フレキソ印刷法、静電印刷法、インクジェット印刷法等の従来公知の各種の印刷方法を使用することができる。また、例えば全面ベタ状の場合には前記した各種の印刷方法の他、例えばロールコート法やナイフコート法、エアーナイフコート法、ダイコート法、リップコート法、コンマコート法、キスコート法、フローコート法、ディップコート法等の各種のコーティング方法によることもできる。その他、例えば手描き法、墨流し法、写真法、レーザービーム又は電子ビーム描画法、金属等の部分蒸着法やエッチング法等、又はこれらの方法を複数組み合わせて行うことも勿論可能である。 The method for forming the printing layer 13 is not particularly limited, and various known printing methods such as a gravure printing method, an offset printing method, a screen printing method, a flexographic printing method, an electrostatic printing method, and an ink jet printing method are used. be able to. In addition, for example, in the case of a solid surface, in addition to the above-described various printing methods, for example, roll coating method, knife coating method, air knife coating method, die coating method, lip coating method, comma coating method, kiss coating method, flow coating method Various coating methods such as a dip coating method can also be used. In addition, for example, a hand-drawn method, ink-sink method, photographic method, laser beam or electron beam drawing method, partial vapor deposition method or etching method of metal or the like, or a combination of these methods can of course be performed.
また、印刷層13の形成に先立ち、必要に応じて、着色熱可塑性樹脂基材層11の表面に例えばコロナ処理、オゾン処理、プラズマ処理、電離放射線処理、重クロム酸処理、アンカー又はプライマー処理等の表面処理を施すことによって、着色熱可塑性樹脂基材層11と印刷層13との間の密着性を向上することもできる。
Further, prior to the formation of the printing layer 13, if necessary, the surface of the colored thermoplastic resin
(ヒートシール層)
ヒートシール層15は、着色熱可塑性樹脂基材層11と透明熱可塑性樹脂層5とを強固に貼り合せる場合に適宜使用される。着色熱可塑性樹脂基材層11と透明熱可塑性樹脂層5が接着性を有している場合には必要ないが、層間強度を上げるために使用することが好適である。ヒートシール層15に用いられるヒートシール剤としては、アクリル−ポリエステル−塩化酢酸ビニル系樹脂が好適である。ただし、本実施形態のヒートシール層15は、特にアクリル−ポリエステル−塩化酢酸ビニル系樹脂に限定されるものではない。
(Heat seal layer)
The
(透明熱可塑性樹脂層)
上記したように、本実施形態の透明熱可塑性樹脂層5は、最外層53及び内側層51の二層構造を有している。内側層51としては、アクリル系樹脂が用いられる。具体的には、内側層51は、メチルメタアクリレート樹脂、ポリメチルメタアクリレート樹脂(Tgは−20℃程度)等が使用可能である。内側層51の厚みは、透明熱可塑性樹脂層5の総厚に対する比率が85%以上90%以下の範囲が耐候性の点で好適である。また、内側層51に公知の紫外線吸収剤を添加しても良い。
(Transparent thermoplastic resin layer)
As described above, the transparent
本実施形態の最外層53には、内側層51に用いられたアクリル樹脂の透湿度よりも低い透湿度を有する樹脂が使用される。また、最外層53表面の各種耐性を考慮すれば、最外層53にはフッ素樹脂が好適に用いられる。
具体的には、最外層53の材料として、ポリフッ化ビニリデン(PVDF)、四フッ化エチレン樹脂(PTFE)、四フッ化エチレンペルフルオロアルコキシビニルエーテル共重合体(PFA)、四フッ化エチレン・六フッ化プロピレン共重合体(FEP)、ポリクロロトリフルオロエチレン(PCTFE)、四フッ化エチレン・エチレン共重合体(ETFE)、クロロトリフルオロエチレン・エチレン共重合体(ECTFE)、ポリビニルフロライド(PVF)等が使用可能であり、特には折り曲げ白化性、アクリル樹脂層との密着性の点でポリフッ化ビニリデン(PVDFのTgは−39℃)が好適である。
また、透明熱可塑性樹脂層5の総厚に対し、最外層53は、厚みが5%以上15%以下となる範囲に水分を含むことが耐候性の点で好適である。
透明熱可塑性樹脂層5の最外層53と内側層51とを合わせた厚さは、20μm以上80μm以下が望ましく、特には耐候性の点で30μm以上60μm以下が好適である。
For the
Specifically, as the material of the
In addition, it is preferable in terms of weather resistance that the
The total thickness of the
以上説明したように、本実施形態によれば、着色熱可塑性樹脂基材層11に無機材料を添加することで、防火性能を付与することができる。更に、必要に応じて、臭素系難燃剤や三酸化アンチモンを追加することで、防火性能を向上させることができる。
As described above, according to this embodiment, fire resistance can be imparted by adding an inorganic material to the colored thermoplastic
また、本実施形態によれば、黒色顔料としてペリレン系顔料若しくはアゾメチンアゾ系顔料を使用し、又はイソインドリノン顔料(黄色)、ジケトピロロピロール顔料(赤色)及びフタロシアニン顔料(青色)を混色して黒色を表現したため、印刷層13における光の透過率が既存の化粧シートよりも高まる。印刷層13を透過した赤外光は着色熱可塑性樹脂基材層11で反射されるため、基材20に熱が伝わらず、基材20の蓄熱を防ぐことができる。そして、基材20の蓄熱を防ぐことにより、屋外で使用しても太陽光による反り等が発生し難い化粧材1を得ることができる。
Further, according to the present embodiment, a perylene pigment or an azomethine azo pigment is used as a black pigment, or an isoindolinone pigment (yellow), a diketopyrrolopyrrole pigment (red), and a phthalocyanine pigment (blue) are mixed. Since black is expressed, the light transmittance in the printing layer 13 is higher than that of the existing decorative sheet. Since the infrared light transmitted through the printing layer 13 is reflected by the colored thermoplastic resin
また、本実施形態では、最外層53の透明熱可塑性樹脂層の樹脂の透湿度を内側層51のアクリル系樹脂の透湿度より低いものを用いることで、アクリル系樹脂の耐候性に加えて化粧シート3の表面の水分含有が抑えられる。このことにより、本実施形態は、化粧シートを、長期の耐候性試験においてもチョーキング白化やクラック白化等が発生しないものとすることが可能となる。
In the present embodiment, the moisture permeability of the transparent thermoplastic resin layer of the
なお、以上説明した実施形態は、本発明の技術的思想を具体化するための構成を例示するものであって、本発明の技術的思想は、構成部品の材質、形状、構造、配置等を上記のものに特定するものでない。本発明の技術的思想は、特許請求の範囲に記載された請求項が規定する技術的範囲内において、種々の変更を加えることができる。
また、実施形態中の図面は模式的なものであり、厚みと平面寸法との関係、各層の厚みの比率等は現実のものとは異なることに留意すべきである。したがって、具体的な厚みや寸法は上記説明を参酌して判断すべきものである。
The embodiment described above exemplifies a configuration for embodying the technical idea of the present invention, and the technical idea of the present invention is based on the material, shape, structure, arrangement, etc. of the component parts. It is not specific to the above. The technical idea of the present invention can be variously modified within the technical scope defined by the claims described in the claims.
In addition, it should be noted that the drawings in the embodiments are schematic, and the relationship between the thickness and the planar dimensions, the ratio of the thickness of each layer, and the like are different from the actual ones. Therefore, specific thicknesses and dimensions should be determined in consideration of the above description.
以下に、本実施形態の実施例及び比較例を示す。なお、本実施形態は下記の実施例に限定されるものではない。
[実施例1]
実施例1では、ポリプロピレン樹脂100質量部に、ヒンダードフェノール系酸化防止剤3質量部、紫外線吸収剤1質量部、ヒンダードアミン系光安定剤1質量部、酸化チタン23質量部添加し、厚み70μmの着色熱可塑性樹脂基材層を製膜した。
Examples of the present embodiment and comparative examples are shown below. In addition, this embodiment is not limited to the following Example.
[Example 1]
In Example 1, 3 parts by mass of a hindered phenol antioxidant, 1 part by mass of an ultraviolet absorber, 1 part by mass of a hindered amine light stabilizer, 23 parts by mass of titanium oxide are added to 100 parts by mass of a polypropylene resin, and the thickness is 70 μm. A colored thermoplastic resin substrate layer was formed.
次に、実施例1では、着色熱可塑性樹脂基材層の表面にベタ印刷層を形成した。ベタ印刷層のインキは、ウレタン樹脂と塩化ビニル=酢酸ビニル共重合樹脂を7:3の割合で混合したもの100質量部に、硬化剤としてヘキサメチレンジイソシアネートとイソホロンジイソシアネートを2:8の割合で混合したものを3質量部添加し、顔料としてイソインドリノン5.3質量部、ポリアゾ2.4質量部、フタロシアニン1.7質量部を添加して作製された。ベタ印刷層は、このようなインキを着色熱可塑性樹脂基材層の全面に印刷して形成される。 Next, in Example 1, a solid printing layer was formed on the surface of the colored thermoplastic resin base material layer. The solid printing layer ink is a mixture of urethane resin and vinyl chloride = vinyl acetate copolymer resin in a ratio of 7: 3, and hexamethylene diisocyanate and isophorone diisocyanate as a curing agent in a ratio of 2: 8. 3 parts by mass of the product was added, and 5.3 parts by mass of isoindolinone, 2.4 parts by mass of polyazo, and 1.7 parts by mass of phthalocyanine were added as pigments. The solid print layer is formed by printing such an ink on the entire surface of the colored thermoplastic resin base material layer.
次に、実施例1では、ベタ印刷層の表面に絵柄層の1層目を印刷した。絵柄層の1層目のインキは、ウレタン樹脂と塩化ビニル=酢酸ビニル共重合樹脂を7:3の割合で混合したもの100質量部に、硬化剤としてヘキサメチレンジイソシアネートとイソホロンジイソシアネートを2:8の割合で混合したものを3質量部添加し、顔料としてポリアゾ6.0質量部、フタロシアニン3.1質量部を添加して製造された。絵柄層の1層目は、木目模様の木肌部分を印刷するものである。 Next, in Example 1, the first layer of the pattern layer was printed on the surface of the solid print layer. The ink of the first layer of the pattern layer is a mixture of urethane resin and vinyl chloride = vinyl acetate copolymer resin at a ratio of 7: 3, and hexamethylene diisocyanate and isophorone diisocyanate as a curing agent in a ratio of 2: 8. It was manufactured by adding 3 parts by mass of a mixture mixed at a ratio, and adding 6.0 parts by mass of polyazo and 3.1 parts by mass of phthalocyanine as pigments. The first layer of the pattern layer is for printing the bark portion of the wood grain pattern.
次に、実施例1では、絵柄層の2層目を印刷した。絵柄層の2層目のインキは、ウレタン樹脂と塩化ビニル=酢酸ビニル共重合樹脂を7:3の割合で混合したもの100質量部に、硬化剤としてヘキサメチレンジイソシアネートとイソホロンジイソシアネートを2:8の割合で混合したものを3質量部添加し、顔料としてイソインドリノン2.4質量部、ポリアゾ5.2質量部、フタロシアニン2.7質量部を添加して製造された。絵柄層の2層目は、木目模様の木肌部分を印刷するものである。 Next, in Example 1, the second layer of the pattern layer was printed. The ink of the second layer of the pattern layer is a mixture of urethane resin and vinyl chloride = vinyl acetate copolymer resin in a ratio of 7: 3, and hexamethylene diisocyanate and isophorone diisocyanate as a curing agent in a ratio of 2: 8. It was manufactured by adding 3 parts by mass of the mixture in a proportion and adding 2.4 parts by mass of isoindolinone, 5.2 parts by mass of polyazo, and 2.7 parts by mass of phthalocyanine as pigments. The second layer of the pattern layer is for printing the bark portion of the wood grain pattern.
次に、実施例1では、絵柄層の3層目を印刷した。絵柄層の3層目のインキは、ウレタン樹脂と塩化ビニル=酢酸ビニル共重合樹脂を7:3の割合で混合したもの100質量部に、硬化剤としてヘキサメチレンジイソシアネートとイソホロンジイソシアネートを2:8の割合で混合したものを3質量部添加し、顔料としてイソインドリノン3.2質量部、ポリアゾ4.9質量部、フタロシアニン3.0質量部を添加して製造された。絵柄層の3層目は、木目模様の導管部分を印刷するものである。 Next, in Example 1, the third layer of the pattern layer was printed. The ink of the third layer of the pattern layer is a mixture of urethane resin and vinyl chloride = vinyl acetate copolymer resin in a ratio of 7: 3, and hexamethylene diisocyanate and isophorone diisocyanate as a curing agent in a ratio of 2: 8. It was manufactured by adding 3 parts by weight of the mixture in a proportion and adding 3.2 parts by weight of isoindolinone, 4.9 parts by weight of polyazo, and 3.0 parts by weight of phthalocyanine as pigments. The third layer of the pattern layer is to print a wood-patterned conduit portion.
更に、実施例1では、印刷層の上に、ヒートシール層を形成した。ヒートシール層の形成は、アクリル−ポリエステル−塩酢ビ系熱接着性樹脂(アクリル/ポリエステル/塩酢ビ=30/30/30)を、乾燥後の塗布量が1.5g/m2となるようにグラビアコート法により塗工することによって行われた。 Further, in Example 1, a heat seal layer was formed on the print layer. The heat seal layer is formed by applying an acrylic-polyester-vinyl chloride thermal adhesive resin (acrylic / polyester / vinyl chloride = 30/30/30) to a coating amount of 1.5 g / m 2 after drying. It was done by coating by gravure coating method.
次に、実施例1では、最外層となる透明熱可塑性樹脂層と、内側層となる透明熱可塑性樹脂層とをヒートシート層上に押出し、積層して化粧シートを得た。最外層には、厚み5μm、透湿度5.0g/m2・24h(JIS−K−7129−1992に準ずる)のポリフッ化ビニリデン樹脂が使用され、内側層の透明熱可塑性樹脂層としては、厚み45μm、透湿度200g/m2・24h(JIS−K−7129−1992に準ずる)のメチルメタアクリレート樹脂が使用された。最外層及び内側層は、溶融押出し成形により2層のシートとして成形と同時にヒートシート層と積層された。 Next, in Example 1, a transparent thermoplastic resin layer serving as an outermost layer and a transparent thermoplastic resin layer serving as an inner layer were extruded onto a heat sheet layer and laminated to obtain a decorative sheet. For the outermost layer, a polyvinylidene fluoride resin having a thickness of 5 μm and a moisture permeability of 5.0 g / m 2 · 24 h (according to JIS-K-7129-1992) is used, and as the transparent thermoplastic resin layer of the inner layer, the thickness is A methyl methacrylate resin of 45 μm and moisture permeability of 200 g / m 2 · 24 h (according to JIS-K-7129-1992) was used. The outermost layer and the inner layer were laminated with the heat sheet layer at the same time as forming as a two-layer sheet by melt extrusion.
[実施例2]
実施例2では、実施例1の化粧シートの作製条件のうち、着色熱可塑性樹脂基材層の材料のみを変更して化粧シートを作製した。実施例2では、ポリプロピレン樹脂100質量部に代えてポリエチレン樹脂100質量部を使用して着色熱可塑性樹脂基材層を作製した。
[実施例3]
実施例3では、実施例1の化粧シートの作製条件のうち、着色熱可塑性樹脂基材層の顔料のみを変更して化粧シートを作製した。実施例3では、ジケトピロロピロール2質量部、キイナクリドン2質量部、フタロシアニン1質量部及び酸化チタン23質量部をポリプロピレン樹脂100質量部に添加して着色熱可塑性樹脂基材層を作製した。
[Example 2]
In Example 2, a decorative sheet was prepared by changing only the material of the colored thermoplastic resin substrate layer among the preparation conditions of the decorative sheet of Example 1. In Example 2, a colored thermoplastic resin base material layer was produced using 100 parts by mass of polyethylene resin instead of 100 parts by mass of polypropylene resin.
[Example 3]
In Example 3, a decorative sheet was prepared by changing only the pigment of the colored thermoplastic resin substrate layer among the preparation conditions of the decorative sheet of Example 1. In Example 3, 2 parts by mass of diketopyrrolopyrrole, 2 parts by mass of quinacridone, 1 part by mass of phthalocyanine and 23 parts by mass of titanium oxide were added to 100 parts by mass of polypropylene resin to prepare a colored thermoplastic resin base material layer.
[比較例]
比較例では、実施例1の印刷層に用いた黒色顔料の条件だけを変更して化粧シートを作製した。比較例の化粧シートは、黒色顔料としてカーボンブラックを使用したインクを使って作製された。
[評価]
本発明の発明者らは、上記実施例1、実施例2、実施例3及び比較例について、それぞれ遮熱性能、蓄熱性能及び耐候性を評価した。
[Comparative example]
In the comparative example, only the condition of the black pigment used for the printed layer of Example 1 was changed to prepare a decorative sheet. The decorative sheet of the comparative example was produced using an ink using carbon black as a black pigment.
[Evaluation]
The inventors of the present invention evaluated the heat shielding performance, the heat storage performance, and the weather resistance of Example 1, Example 2, Example 3, and Comparative Example, respectively.
(耐候性)
本発明の発明者らは、メタルハライドランプ方式の超促進耐候性試験機(ダイプラ・ウィンテス株式会社製)を用いて化粧シートの促進耐候性を評価した。試験は、メタルハライドランプの放射照度650W/m2、ブラックパネル温度(試験片温度)53℃の条件で行われた。そして、照射後、試験片に著しい変化の無い場合を「○」と評価し、表面樹脂層のクラック、剥離が発生した場合を「×」と評価した。
なお、このような促進耐候性の試験方法は、JIS規格、K5602に規定されたものである。
(Weatherability)
The inventors of the present invention evaluated the accelerated weather resistance of a decorative sheet using a metal halide lamp type super accelerated weather resistance tester (manufactured by Daipura Wintes Co., Ltd.). The test was performed under the conditions of a metal halide lamp irradiance of 650 W / m 2 and a black panel temperature (test piece temperature) of 53 ° C. And after irradiation, the case where there was no remarkable change in the test piece was evaluated as “◯”, and the case where the surface resin layer was cracked or peeled was evaluated as “x”.
Such an accelerated weather resistance test method is defined in JIS standard K5602.
(遮熱性能)
本発明の発明者らは、遮熱性能を、JIS規格、K5602に規定された塗膜の日射反射率の測定方法を用いて測定した。測定は、株式会社島津製作所製分光光度計UV3600(製品名)によって行われた。そして、JIS規格、K5602の規定により、塗膜の日射反射率が40%以上であれば「〇」と評価し、40%以下であれば「×」と評価した。
(Heat insulation performance)
The inventors of the present invention measured the heat shielding performance using a method for measuring the solar reflectance of a coating film defined in JIS standard, K5602. The measurement was performed with a spectrophotometer UV3600 (product name) manufactured by Shimadzu Corporation. And according to the regulation of JIS standard K5602, if the solar reflectance of the coating film was 40% or more, it was evaluated as “◯”, and if it was 40% or less, it was evaluated as “x”.
(蓄熱性能)
蓄熱性能の評価では、本発明の発明者らは、縦21cm、横29.7cm、厚みが0.5mmの無塗装鋼板の片側の表面に接着剤を用いて化粧シートを貼り合わせ、試験片を作製した。そして、試験片表面の真上であって、表面から15cm離れた位置にハロゲン球を設置し、120分間ハロゲン光を照射しながら試験片の表面と裏面の温度を1分毎に測定し、その最高温度を記録した。
(Heat storage performance)
In the evaluation of the heat storage performance, the inventors of the present invention bonded a decorative sheet to the surface of one side of an uncoated steel sheet having a length of 21 cm, a width of 29.7 cm, and a thickness of 0.5 mm using an adhesive. Produced. Then, a halogen sphere is installed at a
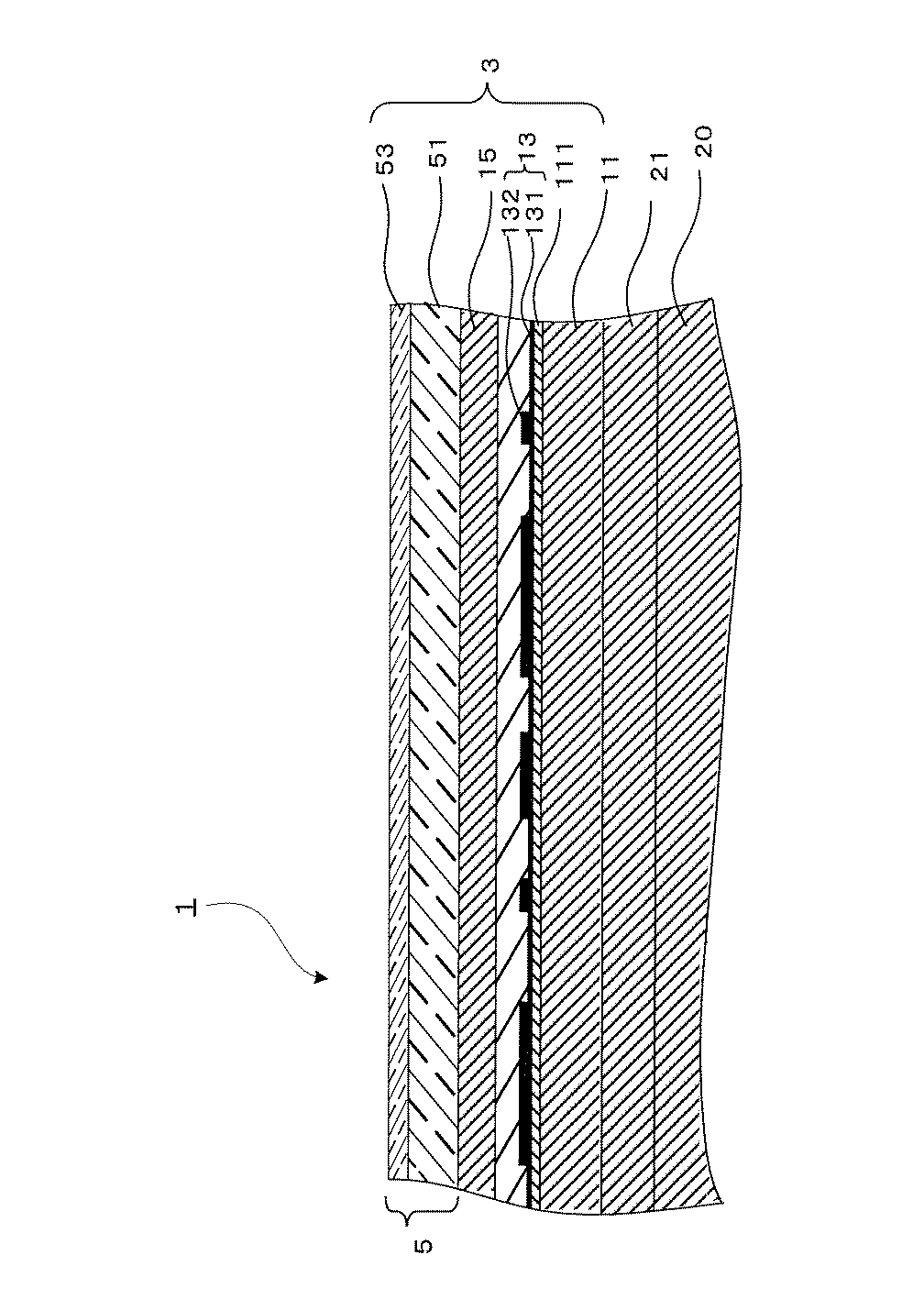
表1は、上記遮熱性能、蓄熱性能及び耐候性の評価をまとめて示している。表1によれば、イソインドリノン顔料(黄色)、ジケトピロロピロール顔料(赤色)及びフタロシアニン顔料(青色)を混色して黒色を表した実施例1、実施例2及び実施例3の化粧シートは、いずれも耐候性及び遮熱性能について「〇」の評価を得た。一方、比較例の化粧シートは、耐候性能について「〇」の評価を得たものの、遮熱性能については「×」と評価された。 Table 1 summarizes the evaluation of the heat shielding performance, the heat storage performance, and the weather resistance. According to Table 1, the decorative sheets of Example 1, Example 2 and Example 3 in which isoindolinone pigment (yellow), diketopyrrolopyrrole pigment (red) and phthalocyanine pigment (blue) are mixed to represent black. All obtained a rating of “◯” for weather resistance and heat shielding performance. On the other hand, although the decorative sheet of the comparative example obtained an evaluation of “◯” for the weather resistance performance, it was evaluated as “×” for the heat shielding performance.
また、蓄熱性能については、実施例1、実施例2及び実施例3の試験片がいずれも61℃又は62℃になったのに対し、比較例の試験片は71℃にまで温度が上昇した。このような差異は、実施例1から実施例3がイソインドリノン顔料(黄色)、ジケトピロロピロール顔料(赤色)及びフタロシアニン顔料(青色)を混色して黒色を表しているのに対し、比較例は黒色顔料としてカーボンブラックを使用しているために生じたものと考えられる。 Moreover, about the thermal storage performance, the test piece of Example 1, Example 2 and Example 3 became 61 degreeC or 62 degreeC all, whereas the temperature of the test piece of the comparative example rose to 71 degreeC. . This difference is different from Example 1 to Example 3 in which isoindolinone pigment (yellow), diketopyrrolopyrrole pigment (red) and phthalocyanine pigment (blue) are mixed to represent black. The example is thought to have arisen due to the use of carbon black as the black pigment.
以上説明した本発明の化粧基材及び化粧シートは、太陽光下に曝しても反りが発生し難いので、屋外の使用に好適である。 The decorative base material and decorative sheet of the present invention described above are suitable for outdoor use because they do not easily warp even when exposed to sunlight.
以上、特定の実施形態を参照して本発明を説明したが、これらの説明によって発明を限定することを意図するものではない。本発明の説明を参照することにより、当業者には、開示された実施形態の種々の変形例とともに本発明の別の実施形態も明らかである。したがって、特許請求の範囲は、本発明の範囲及び要旨に含まれるこれらの変形例又は実施形態も網羅すると解すべきである。 While the present invention has been described with reference to specific embodiments, it is not intended that the invention be limited by these descriptions. From the description of the invention, other embodiments of the invention will be apparent to persons skilled in the art, along with various variations of the disclosed embodiments. Therefore, it is to be understood that the claims encompass these modifications and embodiments that fall within the scope and spirit of the present invention.
1 化粧材
3 化粧シート
5 透明熱可塑性樹脂層
11 着色熱可塑性樹脂基材層
13 印刷層
15 ヒートシール層
20 基材
21 接着層
51 内側層
53 最外層
111 酸化チタン層
131 ベタ印刷層
132 絵柄層
DESCRIPTION OF
Claims (8)
前記複数の透明熱可塑性樹脂層のうち、最外層以外の内側層である熱可塑性樹脂層がアクリル系樹脂からなり、最外層である透明熱可塑性樹脂層がフッ素樹脂からなり、前記フッ素樹脂の透湿度が前記アクリル系樹脂の透湿度より低く、
前記着色熱可塑性樹脂基材層は、無機材料を10%以上45%以下含有することで防火性能を有することを特徴とする化粧シート。 On one surface side of the colored thermoplastic resin base material layer, a printed layer on which a pattern is printed and a plurality of transparent thermoplastic resin layers are sequentially laminated,
Among the plurality of transparent thermoplastic resin layers, the thermoplastic resin layer that is an inner layer other than the outermost layer is made of an acrylic resin, the transparent thermoplastic resin layer that is the outermost layer is made of a fluororesin, and the fluororesin transparent Humidity is lower than the moisture permeability of the acrylic resin,
The said colored thermoplastic resin base material layer has fireproof performance by containing 10% or more and 45% or less of inorganic materials, The decorative sheet characterized by the above-mentioned.
前記ベタ印刷層は、顔料がイソインドリノン、ジスアゾ、ポリアゾ、ジケトピロロピロール、キイナクリドン、フタロシアニン及び酸化チタンから少なくとも1つ以上選択され、
前記絵柄層は、黒色がイソインドリノン顔料、ジケトピロロピロール顔料及びフタロシアニン顔料を混色して表現されることを特徴とする請求項1から5のいずれか一項に記載の化粧シート。 The printing layer, a solid printing layer and a pattern layer are sequentially laminated from the colored thermoplastic resin base material layer side,
In the solid printing layer, at least one pigment is selected from isoindolinone, disazo, polyazo, diketopyrrolopyrrole, quinacridone, phthalocyanine, and titanium oxide,
The decorative sheet according to any one of claims 1 to 5, wherein the pattern layer is expressed by mixing black with an inindolinone pigment, a diketopyrrolopyrrole pigment, and a phthalocyanine pigment.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016064101A JP6711069B2 (en) | 2016-03-28 | 2016-03-28 | Decorative sheets and materials |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016064101A JP6711069B2 (en) | 2016-03-28 | 2016-03-28 | Decorative sheets and materials |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017177375A true JP2017177375A (en) | 2017-10-05 |
| JP6711069B2 JP6711069B2 (en) | 2020-06-17 |
Family
ID=60003288
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016064101A Active JP6711069B2 (en) | 2016-03-28 | 2016-03-28 | Decorative sheets and materials |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6711069B2 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020055264A (en) * | 2018-10-04 | 2020-04-09 | 凸版印刷株式会社 | Method for repairing decorative sheet surface |
| CN111587181A (en) * | 2018-03-29 | 2020-08-25 | Nissha株式会社 | Display panel and method for manufacturing the same |
| JP7243878B1 (en) | 2022-01-26 | 2023-03-22 | 大日本印刷株式会社 | Decorative plate, manufacturing method thereof, and transfer sheet |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH042630U (en) * | 1990-04-25 | 1992-01-10 | ||
| JP2000272072A (en) * | 1999-03-23 | 2000-10-03 | Toppan Printing Co Ltd | Decorative material |
| JP2001293839A (en) * | 2000-04-17 | 2001-10-23 | Toppan Printing Co Ltd | Decorative material |
| JP2009255419A (en) * | 2008-04-17 | 2009-11-05 | Toppan Cosmo Inc | Decorative sheet |
| JP2010069852A (en) * | 2008-09-22 | 2010-04-02 | Toppan Cosmo Inc | Face sheet |
| JP2011213000A (en) * | 2010-03-31 | 2011-10-27 | Dainippon Printing Co Ltd | Decorative sheet and decorative plate using the same |
| JP2013086451A (en) * | 2011-10-21 | 2013-05-13 | Toppan Cosmo Inc | Heat shield decorative sheet |
| JP2014040013A (en) * | 2012-08-21 | 2014-03-06 | Toppan Cosmo Inc | Laminate |
| JP2014043066A (en) * | 2012-08-28 | 2014-03-13 | Toppan Cosmo Inc | Heat-shielding decorative sheet |
| JP2014172197A (en) * | 2013-03-06 | 2014-09-22 | Toppan Cosmo Inc | Heat-insulating decorative sheet having a wood grain pattern |
| US20140349096A1 (en) * | 2011-09-30 | 2014-11-27 | Dai Nippon Printing Co., Ltd. | Decorative sheet and decorative metal plate using same |
-
2016
- 2016-03-28 JP JP2016064101A patent/JP6711069B2/en active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH042630U (en) * | 1990-04-25 | 1992-01-10 | ||
| JP2000272072A (en) * | 1999-03-23 | 2000-10-03 | Toppan Printing Co Ltd | Decorative material |
| JP2001293839A (en) * | 2000-04-17 | 2001-10-23 | Toppan Printing Co Ltd | Decorative material |
| JP2009255419A (en) * | 2008-04-17 | 2009-11-05 | Toppan Cosmo Inc | Decorative sheet |
| JP2010069852A (en) * | 2008-09-22 | 2010-04-02 | Toppan Cosmo Inc | Face sheet |
| JP2011213000A (en) * | 2010-03-31 | 2011-10-27 | Dainippon Printing Co Ltd | Decorative sheet and decorative plate using the same |
| US20140349096A1 (en) * | 2011-09-30 | 2014-11-27 | Dai Nippon Printing Co., Ltd. | Decorative sheet and decorative metal plate using same |
| JP2013086451A (en) * | 2011-10-21 | 2013-05-13 | Toppan Cosmo Inc | Heat shield decorative sheet |
| JP2014040013A (en) * | 2012-08-21 | 2014-03-06 | Toppan Cosmo Inc | Laminate |
| JP2014043066A (en) * | 2012-08-28 | 2014-03-13 | Toppan Cosmo Inc | Heat-shielding decorative sheet |
| JP2014172197A (en) * | 2013-03-06 | 2014-09-22 | Toppan Cosmo Inc | Heat-insulating decorative sheet having a wood grain pattern |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111587181A (en) * | 2018-03-29 | 2020-08-25 | Nissha株式会社 | Display panel and method for manufacturing the same |
| JP2020055264A (en) * | 2018-10-04 | 2020-04-09 | 凸版印刷株式会社 | Method for repairing decorative sheet surface |
| JP7180260B2 (en) | 2018-10-04 | 2022-11-30 | 凸版印刷株式会社 | Method for repairing surface of decorative sheet |
| JP7243878B1 (en) | 2022-01-26 | 2023-03-22 | 大日本印刷株式会社 | Decorative plate, manufacturing method thereof, and transfer sheet |
| WO2023145748A1 (en) * | 2022-01-26 | 2023-08-03 | 大日本印刷株式会社 | Decorative panel, method for manufacturing same, and transfer sheet |
| JP2023108981A (en) * | 2022-01-26 | 2023-08-07 | 大日本印刷株式会社 | Decorative plate and method for manufacturing the same, and transfer sheet |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6711069B2 (en) | 2020-06-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6589306B2 (en) | Cosmetic sheet and cosmetic material | |
| JP6528785B2 (en) | Decorative sheet and decorative member provided with the decorative sheet | |
| KR102338121B1 (en) | Non-combustible decorative sheet, metal decorative member and method for producing metal decorative member | |
| JP6740656B2 (en) | Decorative sheets and materials | |
| JP2020019281A (en) | Decorative sheet | |
| JP6711067B2 (en) | Decorative sheets and materials | |
| JP6711069B2 (en) | Decorative sheets and materials | |
| JP2009255419A (en) | Decorative sheet | |
| JP6711070B2 (en) | Decorative sheets and materials | |
| JP6586747B2 (en) | Cosmetic sheet and cosmetic material | |
| JP2022058503A (en) | Decorative sheet and decorative material using the same | |
| JP2016168789A (en) | Decorative sheet and decorative material | |
| JP2016168785A (en) | Decorative sheet, method for producing the same and decorative material | |
| JP6880934B2 (en) | Decorative sheets and decorative parts | |
| JP6586748B2 (en) | Cosmetic sheet and cosmetic material | |
| JP6586749B2 (en) | Cosmetic sheet and cosmetic material | |
| JP6586744B2 (en) | Cosmetic sheet and cosmetic material | |
| JP2016168787A (en) | Decorative sheet and decorative material | |
| JP6711068B2 (en) | Decorative sheets and materials | |
| JP6596849B2 (en) | Cosmetic sheet and cosmetic material | |
| JP6586743B2 (en) | Cosmetic sheet and cosmetic material | |
| JP2016147388A (en) | Decorative sheet and metal decorative member | |
| JP6540105B2 (en) | Decorative sheet and decorative board | |
| JP6586745B2 (en) | Cosmetic sheet and cosmetic material | |
| JP6589303B2 (en) | Cosmetic sheet and cosmetic material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20160603 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20160622 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190221 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191113 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191119 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200117 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200428 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200511 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6711069 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |