JP2017172871A - Process of manufacture of vapor chamber - Google Patents
Process of manufacture of vapor chamber Download PDFInfo
- Publication number
- JP2017172871A JP2017172871A JP2016059253A JP2016059253A JP2017172871A JP 2017172871 A JP2017172871 A JP 2017172871A JP 2016059253 A JP2016059253 A JP 2016059253A JP 2016059253 A JP2016059253 A JP 2016059253A JP 2017172871 A JP2017172871 A JP 2017172871A
- Authority
- JP
- Japan
- Prior art keywords
- mass
- copper alloy
- vapor chamber
- content
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D15/00—Heat-exchange apparatus with the intermediate heat-transfer medium in closed tubes passing into or through the conduit walls ; Heat-exchange apparatus employing intermediate heat-transfer medium or bodies
- F28D15/02—Heat-exchange apparatus with the intermediate heat-transfer medium in closed tubes passing into or through the conduit walls ; Heat-exchange apparatus employing intermediate heat-transfer medium or bodies in which the medium condenses and evaporates, e.g. heat pipes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D15/00—Heat-exchange apparatus with the intermediate heat-transfer medium in closed tubes passing into or through the conduit walls ; Heat-exchange apparatus employing intermediate heat-transfer medium or bodies
- F28D15/02—Heat-exchange apparatus with the intermediate heat-transfer medium in closed tubes passing into or through the conduit walls ; Heat-exchange apparatus employing intermediate heat-transfer medium or bodies in which the medium condenses and evaporates, e.g. heat pipes
- F28D15/0283—Means for filling or sealing heat pipes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28F—DETAILS OF HEAT-EXCHANGE AND HEAT-TRANSFER APPARATUS, OF GENERAL APPLICATION
- F28F21/00—Constructions of heat-exchange apparatus characterised by the selection of particular materials
- F28F21/08—Constructions of heat-exchange apparatus characterised by the selection of particular materials of metal
- F28F21/081—Heat exchange elements made from metals or metal alloys
- F28F21/085—Heat exchange elements made from metals or metal alloys from copper or copper alloys
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- Sustainable Development (AREA)
- Conductive Materials (AREA)
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
Abstract
Description
本発明は、複数の部品を接合してベーパチャンバー(平板状ヒートパイプ)を製造する方法に関する。 The present invention relates to a method for manufacturing a vapor chamber (flat plate heat pipe) by joining a plurality of components.
デスク型PC、ノート型PC、タブレット端末、スマートフォンに代表される携帯電話等に搭載されるCPUの動作速度の高速化や高密度化が急速に進展し、これらのCPUからの単位面積当たりの発熱量が一段と増大している。CPUの温度が一定以上の温度に上昇すると、誤作動、熱暴走などの原因となるため、CPU等の半導体装置からの効果的な放熱は切実な問題となっている。
半導体装置の熱を吸収し、大気中に放散させる放熱部品としてヒートシンクが使われている。ヒートシンクには高熱伝導性が求められることから、素材として熱伝導率の大きい銅、アルミニウムなどが用いられる。デスク型PCにおいては、CPUの熱をヒートシンクに設置した放熱フィンなどに伝え、デスク型PC筐体内に設置した小型ファンで抜熱する方法が用いられている。
CPUs installed in desk-type PCs, notebook PCs, tablet terminals, mobile phones represented by smartphones, etc. are rapidly increasing in operating speed and density, and heat generated from these CPUs per unit area The amount has increased further. When the temperature of the CPU rises above a certain level, it causes malfunctions, thermal runaway, etc., so effective heat dissipation from a semiconductor device such as a CPU is a serious problem.
A heat sink is used as a heat dissipating component that absorbs heat from a semiconductor device and dissipates it into the atmosphere. Since the heat sink is required to have high thermal conductivity, copper, aluminum, or the like having a high thermal conductivity is used as a material. In the desk type PC, a method is used in which the heat of the CPU is transmitted to a heat radiating fin or the like installed on a heat sink and the heat is removed by a small fan installed in the desk type PC casing.
しかし、ファンを設置するスペースのないノート型PC、タブレット端末等においては、限られた面積でより高い熱輸送能力を持つ放熱部品として、ベーパチャンバー(平板状ヒートパイプ)が用いられるようになってきた。ヒートパイプは、内部に封入した冷媒の蒸発(CPUからの吸熱)と凝縮(吸収した熱の放出)が循環的に行われることにより、ヒートシンクに比べて高い放熱特性を発揮する。また、ヒートパイプをヒートシンクやファンといった放熱部品と組合せることにより、半導体装置の発熱問題を解決することが提案されている。 However, in notebook PCs, tablet terminals, etc. that do not have space for installing fans, vapor chambers (flat plate heat pipes) have come to be used as heat dissipating parts that have a higher heat transport capacity in a limited area. It was. The heat pipe exhibits higher heat dissipation characteristics than the heat sink by cyclically performing evaporation (heat absorption from the CPU) and condensation (release of absorbed heat) of the refrigerant sealed inside. It has also been proposed to solve the heat generation problem of semiconductor devices by combining heat pipes with heat radiating components such as heat sinks and fans.
ベーパチャンバーは、管状ヒートパイプの放熱性能を更に向上させたものである(特許文献1〜4参照)。ベーパチャンバーとして、冷媒の凝縮と蒸発を効率的に行うために、管状ヒートパイプと同様に、内面に粗面化加工、溝加工、粉末焼結による微細孔を形成したもの等が提案されている。
また、ベーパチャンバーとして、外部部材(筐体)と、外部部材の内部に収容固定される内部部材とより構成されたものが提案されている。内部部材は、冷媒の凝縮、蒸発、輸送を促進するために、外部部材の内部に一又は複数配置されるもので、種々の形状のフィン、突起、穴、スリット等が加工されている。この形式のベーパチャンバーは、内部部材を外部部材の内部に配置した後、ろう付け、拡散接合等の方法により外部部材同士及び外部部材と内部部材を接合一体化することにより製造される。ベーパチャンバーは、内部に冷媒を入れた後、ろう付け等の方法により封止される。
The vapor chamber further improves the heat dissipation performance of the tubular heat pipe (see
In addition, a vapor chamber has been proposed that includes an external member (housing) and an internal member that is housed and fixed inside the external member. One or a plurality of internal members are arranged inside the external member in order to promote condensation, evaporation, and transport of the refrigerant, and fins, protrusions, holes, slits, and the like having various shapes are processed. A vapor chamber of this type is manufactured by arranging an internal member inside the external member and then joining and integrating the external members and the external member and the internal member by a method such as brazing or diffusion bonding. The vapor chamber is sealed by a method such as brazing after the refrigerant is put inside.
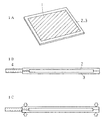
ベーパチャンパーの製造方法について、矩形の上板部材と下板部材の片面に複数の溝、凹凸等のパターンを形成し、前記パターン形成面を内側にして上板部材と下板部材を接合し、ベーパチャンバーを製造する場合を例に、図1を参照して具体的に説明する。前記上板部材と下板部材はベーパチャンバーの筐体を構成する部品であり、このベーパチャンバーには内部部材が含まれない。
(1)ベーパチャンバーの筐体の素材として、一般に、無酸素銅、りん脱酸銅などの純銅系の条材が用いられている。純銅系条材より切出した矩形の板材(上板部材と下板部材)の片面に複数の溝、凹凸等のパターンを形成する。図1Aに、パターン1(斜線部分)が形成された上板部材2(又は下板部材3)を示す。
About the manufacturing method of the vapor champ, a plurality of grooves, irregularities and the like are formed on one side of the rectangular upper plate member and lower plate member, and the upper plate member and lower plate member are joined with the pattern forming surface inside. An example of manufacturing a vapor chamber will be described in detail with reference to FIG. The upper plate member and the lower plate member are components constituting a casing of the vapor chamber, and the vapor chamber does not include an internal member.
(1) In general, pure copper-based strips such as oxygen-free copper and phosphorus-deoxidized copper are used as the material for the housing of the vapor chamber. A plurality of patterns such as grooves and irregularities are formed on one side of a rectangular plate (upper plate member and lower plate member) cut out from a pure copper strip. FIG. 1A shows an upper plate member 2 (or lower plate member 3) on which a pattern 1 (shaded portion) is formed.
(2)パターン1を形成する手段として、エッチング加工又は金型を用いたプレス加工が利用される。エッチング加工の場合、上板部材2又は/及び下板部材3の片面のエッチング予定部分のみ露出させ、塩化第2鉄溶液を含むエッチング液で前記エッチング予定部分の銅を溶解させ、所定のパターンを形成する。プレス加工の場合、上板部材2又は/及び下板部材3の片面に金型の表面性状を転写し、所定形状のパターンを形成する。
(2) As a means for forming the
(3)上板部材2又は/及び下板部材3のパターン形成面を内側にして、上板部材2と下板部材3を重ね合わせ(図1B)、その状態で接合する。この接合は、拡散接合又はろう付けで行われる。なお、上板部材2と下板部材3の間にノズル(細径管)4が嵌め込まれ、このノズル4も接合される。
(3) With the pattern formation surface of the
(4)拡散接合の場合、図1Cに示すように、上板部材2と下板部材3の間に数Nの荷重を掛けて加圧し(白抜き矢印参照)、真空又は不活性雰囲気下で通常800℃以上の温度に加熱し、その温度に30分以上保持する。このため、材料の軟化、結晶粒の粗大化、加圧によるクリープ変形等による寸法変化が発生する。この材料の強度低下及び寸法変化を見越して、拡散接合前の板厚(パターン1が形成された部分及びその他の部分の両方で)を設定しておく必要がある。拡散接合では、各部材間でCu原子が相互に固相拡散して、各部材(上板部材2、下板部材3及びノズル4)が一体化する。
(4) In the case of diffusion bonding, as shown in FIG. 1C, a pressure of several N is applied between the
(5)ろう付けによる接合の場合、還元性雰囲気又は非酸化性雰囲気下で加熱し、銀ろう(BAg)、りん銅ろう(BCuP)などを用いてろう付けする。通常、ろう付け箇所は、銀ろうを用いる場合は650℃以上、りん銅ろうを用いる場合は750℃以上に加熱される。ろう付け方法として、差しろう付け(手ろう付けの一種)又は置きろう付け(炉中ろう付けの一種)が適用されているが、いずれのろう付け方法においても、ベーパチャンバーの内部が酸化しないよう、ろう付け雰囲気を制御する必要がある。なお、手ろう付けの場合、高温に加熱される時間は短いが、ベーパチャンバーは質量が小さく熱伝導性がよいため、全体がろう付け温度まで温度上昇し、軟化してしまう。炉中ろう付けの場合、雰囲気の制御には有利であるが、ベーパチャンバーが高温に保持される時間が長くなり、材料全体の軟化の程度は手ろう付けより大きくなる。
(6)ベーパチャンバー製造後(接合後)、真空又は減圧雰囲気において、ノズル4を通してベーパチャンバーの内部に作動流体(水等)を入れ、ノズル4を封止する。
(5) In the case of joining by brazing, heating is performed in a reducing atmosphere or a non-oxidizing atmosphere, and brazing is performed using silver brazing (BAg), phosphor copper brazing (BCuP), or the like. Usually, the brazing point is heated to 650 ° C. or more when silver brazing is used, and to 750 ° C. or more when using phosphor copper brazing. As brazing method, insert brazing (a kind of hand brazing) or place brazing (a kind of brazing in a furnace) is applied. Need to control the brazing atmosphere. In the case of hand brazing, the time for heating to a high temperature is short, but the vapor chamber has a small mass and good thermal conductivity, so that the whole temperature rises to the brazing temperature and softens. In the case of brazing in the furnace, although it is advantageous for controlling the atmosphere, the time during which the vapor chamber is kept at a high temperature is increased, and the degree of softening of the entire material is greater than that of hand brazing.
(6) After manufacturing the vapor chamber (after joining), in a vacuum or reduced pressure atmosphere, a working fluid (water or the like) is put into the vapor chamber through the
ベーパチャンバ−の製造(接合)において、ベーパチャンバーを構成する部品は最低でも650℃以上の温度に加熱されるため、耐熱性の低い純銅系の材料からなる場合、容易に軟化する。ベーパチャンバーの筐体を構成する部品(先の例では上板部材2と下板部材3)が軟化すると、ベーパチャンバーを輸送し、ハンドリングし、又は半導体装置へ取り付けるときなどに変形しやすい。その場合、ベーパチャンバーの内部に形成したパターンの形状や寸法が変化し、あるいはベーパチャンバーの筐体にできたくぼみ等により半導体装置との間に隙間が発生し、所期の伝熱性能を発揮できなくなる。
In the manufacture (bonding) of the vapor chamber, the components constituting the vapor chamber are heated to a temperature of 650 ° C. or more at least, so that they are easily softened when made of a pure copper material having low heat resistance. When the components (the
また、拡散接合工程において、ベーパチャンバーの筐体が接合部に掛かる加圧力により変形する。具体的には、図2A,2Bに示すように、上板部材2と下板部材3の接合部が加圧力(白抜き矢印参照)によりクリープ変形し、肉厚が減少(ts→tf)する。また、上板部材2と下板部材3は加熱により膨張して左右方向に伸びようとし、一方、接合部は加圧力により左右方向の動きが拘束されているから、上板部材2と下板部材3の肉厚の薄い部分が内向きにたわんでしまう。その結果、ベーパチャンバーの寸法精度も低下して、軟化による上記問題がより深刻になる。
Further, in the diffusion bonding process, the housing of the vapor chamber is deformed by the applied pressure applied to the bonded portion. Specifically, as shown in FIGS. 2A and 2B, the joint portion between the
さらに、純銅系の材料は650℃以上の温度に加熱されたとき結晶粒が粗大化しやすく、板厚を貫通する(板厚より結晶粒径が大きい)ほど結晶粒の粗大化が進むこともある。その場合、はんだ濡れ広がりが阻害されたり、ベーパチャンバーの使用時に、蒸発、凝縮により繰返される内圧変動(筐体に応力が付加される)に伴う疲労現象により粒界割れが生じ、その結果、リークが発生したり、粒界において耐食性が低下することが指摘されている。 In addition, pure copper-based materials tend to coarsen the crystal grains when heated to a temperature of 650 ° C. or higher, and the coarsening of the crystal grains may progress as the plate thickness is penetrated (the crystal grain size is larger than the plate thickness). . In such a case, intergranular cracking occurs due to the fatigue phenomenon caused by internal pressure fluctuations (stress is applied to the housing) that is repeatedly caused by evaporation and condensation when the solder chamber is used, or when the vapor chamber is used. It has been pointed out that corrosion resistance decreases at the grain boundaries.
本発明は、ベーパチャンバーを製造する際の上記問題を解決し、接合工程を経ても筐体の軟化やクリープ変形等による寸法変化が発生しにくく、十分な強度と伝熱性能を持たせることができるベーパチャンバーの製造方法を提供することを主たる目的とする。また、接合工程を経ても筐体において結晶粒の過度の粗大化が生じないようにすることを他の目的とする。 The present invention solves the above-mentioned problems in manufacturing a vapor chamber, and is less likely to undergo dimensional changes due to softening or creep deformation of the casing even after the joining process, and has sufficient strength and heat transfer performance. The main object is to provide a method for manufacturing a vapor chamber. Another object is to prevent excessive coarsening of crystal grains in the housing even after the joining process.
本発明に係るベーパチャンバーの製造方法は、複数の部品によりベーパチャンバーを組み立てた後、650℃以上に加熱するプロセスを経て前記部品同士を接合し、ベーパチャンバーを製造する方法において、前記部品のうちベーパチャンバーの筐体を構成する部品が析出硬化型銅合金からなり、接合後のベーパチャンバーの筐体に塑性加工を加えることなく、前記析出硬化型銅合金を時効処理して析出硬化させることを特徴とする。なお、本発明には、前記部品がベーパチャンバーの筐体を構成する部品のみからなる場合と、さらに他の部品(前記内部部材)が含まれる場合がある。
析出硬化型銅合金としては、それ自体公知のCu−Ni−Si系、Cu−Fe−P系、Cu−Fe−Ni−P系、Cu−Cr系及びCu−Cr−Zr系等の各銅合金が挙げられる。
The method of manufacturing a vapor chamber according to the present invention includes a method of manufacturing a vapor chamber by assembling a vapor chamber with a plurality of components and then joining the components through a process of heating to 650 ° C. or higher. The components constituting the vapor chamber casing are made of a precipitation hardening type copper alloy, and the precipitation hardening type copper alloy is subjected to precipitation hardening by subjecting the precipitation hardening type copper alloy to aging treatment without applying plastic working to the vapor chamber casing after joining. Features. In the present invention, there are cases where the component is composed of only components constituting the casing of the vapor chamber and other components (the internal member).
As precipitation hardening type copper alloys, known Cu-Ni-Si, Cu-Fe-P, Cu-Fe-Ni-P, Cu-Cr, and Cu-Cr-Zr-based coppers are known per se. An alloy is mentioned.
本発明によれば、筐体の素材として析出硬化型銅合金を用いることにより、純銅系材料を用いた従来のベーパチャンバーに比べ、接合工程を経ても筐体の軟化やクリープ変形等による寸法変化が発生しにくい。また、接合工程直後は筐体の強度及び導電率が低下しているが、続いて時効処理(析出硬化処理)を行うことで、筐体の強度及び導電率(熱伝導率)が回復(向上)する。このため、伝熱性能の低下を抑え、より高い強度を持つベーパチャンバーを製造することができ、素材のさらなる薄肉化も可能である。
また、本発明によれば、筐体の素材として析出硬化型銅合金を用いることにより、純銅系材料を用いた従来のベーパチャンバーに比べ、筐体の結晶粒の粗大化が抑制される。このため、ベーパチャンバーの使用時の耐リーク性や耐食性が改善され、はんだ濡れ広がり性も改善される。
According to the present invention, by using a precipitation hardening type copper alloy as a casing material, the dimensional change due to softening or creep deformation of the casing even after the joining process, compared to a conventional vapor chamber using a pure copper-based material. Is unlikely to occur. In addition, the strength and electrical conductivity of the housing are decreasing immediately after the joining process, but the strength and electrical conductivity (thermal conductivity) of the housing are recovered (improved) by subsequently performing an aging treatment (precipitation hardening treatment). ) For this reason, it is possible to manufacture a vapor chamber having higher strength while suppressing a decrease in heat transfer performance, and further reducing the thickness of the material.
Further, according to the present invention, by using a precipitation hardening type copper alloy as a material of the casing, coarsening of crystal grains in the casing is suppressed as compared with a conventional vapor chamber using a pure copper-based material. For this reason, leakage resistance and corrosion resistance when using the vapor chamber are improved, and solder wettability is also improved.
以下、本発明に係るべーパチャンバーの製造方法について、より詳細に説明する。
ベーパチャンバーの筐体に適用される好ましい析出硬化型銅合金として、それ自体公知のCu−Fe−P系、Cu−(Ni,Co)−Si系、Cu−(Ni,Co)−P系、Cu−Cr系及びCu−Cr−Zr系の各銅合金が挙げられる。これらの析出硬化型銅合金は、高温加熱下(ベーパチャンバーの接合工程)において軟化の程度が従来材である純銅に比べて小さく、高温加熱後の結晶粒の粗大化も従来材である純銅に比べて抑制される。また、これらの析出硬化型銅合金は、高温加熱後に塑性加工を加えることなく(析出サイトとなる塑性歪みを材料中に導入することなく)時効処理した場合でも、強度及び導電率が回復(向上)する。ベーパチャンバーの筐体は接合工程後に塑性加工が加えられることがないが、これらの析出硬化型銅合金を用いることにより、接合工程後に塑性加工を加えなくても、時効処理後に高い強度(50MPa以上)及び導電率(25%IACS以上)を有するようになる。
Hereinafter, the manufacturing method of the vapor chamber which concerns on this invention is demonstrated in detail.
As preferable precipitation hardening type copper alloys applied to the casing of the vapor chamber, known Cu—Fe—P, Cu— (Ni, Co) —Si, Cu— (Ni, Co) —P, known per se, Cu-Cr-based and Cu-Cr-Zr-based copper alloys are exemplified. These precipitation hardening type copper alloys have a softening degree smaller than that of the conventional pure copper under high temperature heating (vapor chamber joining process), and the coarsening of the crystal grains after the high temperature heating is also higher than that of the conventional pure copper. It is suppressed in comparison. In addition, these precipitation hardened copper alloys recover (improve) strength and conductivity even when subjected to aging treatment without adding plastic working after high-temperature heating (without introducing plastic strain as a precipitation site into the material). ) The casing of the vapor chamber is not subjected to plastic working after the joining process, but by using these precipitation-hardening type copper alloys, high strength (50 MPa or more) after aging treatment can be achieved without adding plastic working after the joining process. ) And conductivity (25% IACS or higher).
接合工程後(高温加熱後)の時効処理(析出硬化処理)は、例えば以下の方法で実施できる。時効処理の条件(析出温度範囲、保持時間)については、各合金系ごとに後述する。
(1)接合後のベーパチャンバーが冷却した後、ベーパチャンバー全体を析出硬化型銅合金の析出温度範囲に再加熱し、同温度範囲内に一定時間保持して析出硬化させる。この場合、接合後のベーパチャンバーがまだ高温である間に水冷等で急冷し、あるいは接合後のベーパチャンバーを溶体化温度に再加熱後急冷して、析出硬化型銅合金を予め溶体化しておくことが好ましい。
(2)接合後のベーパチャンバーを、高温からの冷却途中で析出温度範囲に一定時間保持し、析出硬化型銅合金を析出硬化させる。ベーパチャンバーは、前記析出温度範囲内の一定温度に保持しても、前記析出温度範囲内で冷却を続けてもよい。
(3)上記(2)の工程後、さらに上記(1)の再加熱を行い、析出硬化型銅合金を析出硬化させる。
The aging treatment (precipitation hardening treatment) after the joining step (after high-temperature heating) can be performed, for example, by the following method. The conditions for aging treatment (precipitation temperature range, holding time) will be described later for each alloy system.
(1) After the vapor chamber after bonding is cooled, the entire vapor chamber is reheated to the precipitation temperature range of the precipitation hardening type copper alloy, and is kept in the same temperature range for a certain period of time for precipitation hardening. In this case, the vapor chamber after bonding is rapidly cooled by water cooling or the like while it is still at a high temperature, or the vapor chamber after bonding is reheated to the solution temperature and then rapidly cooled to preliminarily precipitate the precipitation hardening type copper alloy. It is preferable.
(2) The vapor chamber after joining is kept in the precipitation temperature range for a certain time during cooling from a high temperature to precipitate and harden the precipitation hardening type copper alloy. The vapor chamber may be maintained at a constant temperature within the precipitation temperature range or may continue to be cooled within the precipitation temperature range.
(3) After the step (2), the reheating of (1) is further performed to precipitate and harden the precipitation hardening type copper alloy.
次に、各合金系について説明する。
(Cu−Fe−P系)
(1)Cu−Fe−P系の銅合金の例として、Fe:0.07〜0.7質量%、P:0.2質量%以下を含有する銅合金を挙げることができる。この銅合金の基本組成はFe及びP以外はCu及び不可避不純物からなり、必要に応じて後述する合金元素を含む。
この銅合金の場合、高温加熱(ベーパーチャンバーの接合工程)後に時効処理を行うことで、0.2%耐力値が100MPa以上、及び導電率が50%IACS以上(合金元素としてSnを含む場合、45%IACS以上)を達成できる。また、Fe含有量を0.25質量%以上とすることにより、高温加熱(ベーパーチャンバーの接合工程)後の平均結晶粒径を50μm以下に抑えることができる。時効処理は、350〜600℃の温度範囲で5分〜10時間保持する条件が挙げられる。
Next, each alloy system will be described.
(Cu-Fe-P system)
(1) As an example of a Cu—Fe—P based copper alloy, a copper alloy containing Fe: 0.07 to 0.7 mass% and P: 0.2 mass% or less can be given. The basic composition of this copper alloy is composed of Cu and unavoidable impurities other than Fe and P, and contains alloy elements described later as required.
In the case of this copper alloy, by performing an aging treatment after high-temperature heating (vapor chamber joining step), the 0.2% proof stress value is 100 MPa or more, and the electrical conductivity is 50% IACS or more (when Sn is included as an alloy element, 45% IACS or higher). Moreover, the average crystal grain size after high-temperature heating (vapor chamber joining step) can be suppressed to 50 μm or less by setting the Fe content to 0.25 mass% or more. The aging treatment may be carried out under conditions of holding for 5 minutes to 10 hours in a temperature range of 350 to 600 ° C.
この銅合金において、FeはFe単体として又はFe−P化合物として析出し、時効処理後の銅合金板の強度及び導電率を向上させる作用を有する。Fe−P化合物として析出しないFeがFe単体として析出し、特にFe含有量が0.4質量%以上のとき、Fe単体として析出するFeの量が増加する。Fe含有量が0.07質量%未満では、高温加熱及び時効処理後の0.2%耐力が不足し、Fe含有量が0.7質量%を超えると、高温加熱及び時効処理後の導電率が向上しない。従って、Fe含有量は0.07〜0.7質量%とする。Fe含有量の下限は好ましくは0.15質量%であり、上限は好ましくは0.65質量%である。 In this copper alloy, Fe precipitates as a simple substance of Fe or as a Fe—P compound, and has an action of improving the strength and conductivity of the copper alloy sheet after aging treatment. Fe that does not precipitate as an Fe—P compound precipitates as a simple substance of Fe, and particularly when the Fe content is 0.4 mass% or more, the amount of Fe that precipitates as a simple substance of Fe increases. If the Fe content is less than 0.07% by mass, the 0.2% yield strength after high-temperature heating and aging treatment is insufficient, and if the Fe content exceeds 0.7% by mass, the conductivity after high-temperature heating and aging treatment Does not improve. Therefore, the Fe content is set to 0.07 to 0.7% by mass. The lower limit of the Fe content is preferably 0.15% by mass, and the upper limit is preferably 0.65% by mass.
Pは、脱酸作用により銅合金に含まれる酸素量を低減し、ベーパチャンバーを水素を含む還元雰囲気で加熱したときの水素脆性を防止する作用を有する。また、固溶したPは析出温度に加熱することにより、Fe−P化合物を形成して銅合金の強度、耐熱性、及び導電率を向上させる。Fe−P化合物を析出させるには、P含有量は0.005質量%以上必要である。しかし、Pの含有量が0.2質量%を超えると、鋳塊を熱間圧延するときに割れが発生し、その後の加工ができなくなることから、P含有量の上限値は0.2質量%とする。
上記作用のため、Pの含有量はある程度必要とされるが、その一方で、Fe−P化合物の析出に寄与しないPの含有量は、水素脆性を防止できる範囲でなるべく少ないことが好ましい。この点から、Feの含有量(質量%)とPの含有量(質量%)の比[Fe]/[P]が、2〜5の範囲内であることが好ましい。[Fe]/[P]の下限値は、より好ましくは2.5、さらに好ましくは3.0、[Fe]/[P]の上限値は、より好ましくは4.5、さらに好ましくは4.0である。
P has an action of reducing the amount of oxygen contained in the copper alloy by a deoxidation action and preventing hydrogen embrittlement when the vapor chamber is heated in a reducing atmosphere containing hydrogen. The solid solution P is heated to the deposition temperature to form an Fe—P compound, thereby improving the strength, heat resistance, and conductivity of the copper alloy. In order to precipitate the Fe—P compound, the P content needs to be 0.005 mass% or more. However, if the P content exceeds 0.2% by mass, cracking occurs when the ingot is hot-rolled and subsequent processing becomes impossible, so the upper limit of the P content is 0.2% by mass. %.
Although the P content is required to some extent due to the above action, on the other hand, the P content that does not contribute to the precipitation of the Fe—P compound is preferably as small as possible within the range where hydrogen embrittlement can be prevented. From this point, the ratio [Fe] / [P] of the Fe content (% by mass) and the P content (% by mass) is preferably in the range of 2 to 5. The lower limit value of [Fe] / [P] is more preferably 2.5, still more preferably 3.0, and the upper limit value of [Fe] / [P] is more preferably 4.5, still more preferably 4. 0.
上記銅合金は、必要に応じて、下記(a)〜(c)に示す合金元素(又は合金元素群)の1種又は2種以上を、高温加熱及び時効処理後の導電率を損なわない範囲内において含む。(a)Sn:0.006〜1.1質量%、(b)Zn:1.5質量%以下、(c)Mn:0.1質量%以下、Mg:0.2質量%以下、Si:0.2質量%以下、Al:0.2質量%以下、Cr:0.2質量%以下、Ti:0.1質量%以下、Zr:0.05質量%以下のうち1種又は2種以上を合計で0.5質量%以下。 The said copper alloy is the range which does not impair the electrical conductivity after high temperature heating and aging treatment of the 1 type (s) or 2 types or more of the alloy elements (or alloy element group) shown to the following (a)-(c) as needed. Included within. (A) Sn: 0.006 to 1.1 mass%, (b) Zn: 1.5 mass% or less, (c) Mn: 0.1 mass% or less, Mg: 0.2 mass% or less, Si: 0.2% by mass or less, Al: 0.2% by mass or less, Cr: 0.2% by mass or less, Ti: 0.1% by mass or less, Zr: one or more of 0.05% by mass or less Is 0.5% by mass or less in total.
Snは、銅合金の強度を向上させる作用を有する。上記銅合金がSnを含む場合、Fe、Sn含有量は、図3に示す点A(0.1,0.006)、点B(0.5,0.006)、点C(0.05,1.1)、点D(0.05,0.05)で囲まれる範囲内(境界線上を含む)とする。この場合のFe含有量の下限値は、好ましくは0.07質量%、より好ましくは0.15質量%である。また、Sn含有量の下限値は、好ましくは0.01質量%、より好ましくは0.02質量%、上限値は、好ましくは0.5質量%、より好ましくは0.4質量%である。 Sn has the effect | action which improves the intensity | strength of a copper alloy. When the copper alloy contains Sn, the Fe and Sn contents are point A (0.1, 0.006), point B (0.5, 0.006), point C (0.05) shown in FIG. 1.1) and within the range surrounded by the point D (0.05, 0.05) (including the boundary). In this case, the lower limit of the Fe content is preferably 0.07% by mass, more preferably 0.15% by mass. Moreover, the lower limit of the Sn content is preferably 0.01% by mass, more preferably 0.02% by mass, and the upper limit is preferably 0.5% by mass, more preferably 0.4% by mass.
Znは、銅合金のはんだ耐熱剥離性及びSnめっき耐熱剥離性を改善する作用を有する。しかし、Znの含有量が1.5質量%を超えると、はんだ濡れ性が低下し、導電率も低下するため、Znの含有量は1.5質量%以下とする。Znの含有量の上限値は0.7質量%が好ましく、0.5質量%がより好ましい。一方、耐熱剥離性の改善のためには、Znの含有量の下限値は0.01質量%が好ましく、0.05質量%がより好ましく、0.1質量%がさらに好ましい。 Zn has the effect | action which improves the solder heat-resistant peelability and Sn plating heat-resistant peelability of a copper alloy. However, if the Zn content exceeds 1.5% by mass, the solder wettability decreases and the electrical conductivity also decreases, so the Zn content is set to 1.5% by mass or less. The upper limit of the Zn content is preferably 0.7% by mass, and more preferably 0.5% by mass. On the other hand, in order to improve the heat-resistant peelability, the lower limit of the Zn content is preferably 0.01% by mass, more preferably 0.05% by mass, and even more preferably 0.1% by mass.
Mn、Mg、Si、Al、Cr、Ti、Zrは、銅合金の強度及び耐熱性を向上させる作用を有する。Mn、Mg、Si、Alは、少量含有させても銅合金の導電率を低下させることから、それぞれ上限値を、Mn:0.1質量%、Mg:0.2質量%、Si:0.2質量%、Al:0.2質量%とする。Cr、Ti、Zrは、数μm〜数10μm程度の酸化物系、硫化物系などの介在物を形成しやすく、冷間圧延により前記介在物と母材の間に隙間ができ、前記介在物が表面に存在したとき銅合金の耐食性を低下させる。従って、Cr、Ti、Zrの上限値は、Cr:0.2質量%、Ti:0.1質量%、Zr:0.05質量%とする。また、Mn、Mg、Si、Al、Cr、Ti、Zrのうち複数種類の元素が銅合金に含まれ、その合計含有量が0.5質量%を超えると、銅合金の導電率が低下する。従って、これらの元素の合計含有量は0.5質量%以下とする。一方、これらの元素の1種又は2種以上の合計含有量の下限値は、好ましくは0.01質量%、より好ましくは0.02質量%、さらに好ましくは0.03質量%である。 Mn, Mg, Si, Al, Cr, Ti, and Zr have the effect of improving the strength and heat resistance of the copper alloy. Mn, Mg, Si, and Al reduce the electrical conductivity of the copper alloy even if contained in small amounts, so the upper limit values are Mn: 0.1% by mass, Mg: 0.2% by mass, and Si: 0.0. 2 mass%, Al: 0.2 mass%. Cr, Ti, Zr easily forms inclusions such as oxides and sulfides of several μm to several tens of μm, and a gap is formed between the inclusions and the base material by cold rolling. When it is present on the surface, it reduces the corrosion resistance of the copper alloy. Therefore, the upper limit values of Cr, Ti, and Zr are Cr: 0.2 mass%, Ti: 0.1 mass%, and Zr: 0.05 mass%. Moreover, when a plurality of types of elements among Mn, Mg, Si, Al, Cr, Ti, and Zr are contained in the copper alloy and the total content exceeds 0.5% by mass, the conductivity of the copper alloy decreases. . Therefore, the total content of these elements is 0.5% by mass or less. On the other hand, the lower limit of the total content of one or more of these elements is preferably 0.01% by mass, more preferably 0.02% by mass, and even more preferably 0.03% by mass.
上記組成の銅合金(条)は、例えば、鋳塊を熱間圧延した後、冷間圧延と熱処理(時効処理)を1回又は2回以上繰り返すことで製造される。以下の条件で製造した銅合金は、0.2%耐力が150MPa以上、伸びが5%以上、及び優れた曲げ加工性を有する。また、高温加熱(850℃×30分)後に、40MPa以上の0.2%耐力を有し、次いで時効処理した後、100MPa以上の0.2%耐力、50%IACS以上(Snを含む場合は45%IACS以上)の導電率を有するようになる。さらに、高温加熱(850℃×30分)による結晶粒の粗大化が抑制され、高温加熱後の平均結晶粒径が50μm以下に抑えられる。 The copper alloy (strip) having the above composition is manufactured, for example, by hot rolling an ingot and then repeating cold rolling and heat treatment (aging treatment) once or twice or more. The copper alloy manufactured under the following conditions has a 0.2% proof stress of 150 MPa or more, an elongation of 5% or more, and excellent bending workability. Also, after high-temperature heating (850 ° C. × 30 minutes), it has a 0.2% proof stress of 40 MPa or more, and then, after aging treatment, a 0.2% proof stress of 100 MPa or more, 50% IACS or more (in the case where Sn is included) 45% IACS or more). Furthermore, coarsening of crystal grains due to high temperature heating (850 ° C. × 30 minutes) is suppressed, and the average crystal grain size after high temperature heating is suppressed to 50 μm or less.
溶解、鋳造は、連続鋳造、半連続鋳造などの通常の方法によって行うことができる。なお、銅溶解原料として、S、Pb、Bi、Se、Asの含有量の少ないものを使用することが好ましい。また、銅合金溶湯に被覆する木炭の赤熱化(水分除去)、地金、スクラップ原料、樋、鋳型の乾燥及び溶湯の脱酸等に注意し、O、Hを低減することが好ましい。
鋳塊に対し均質化処理を行うことが好ましく、均質化処理は、鋳塊内部の温度が800℃到達後、30分以上保持することが好ましい。均質化処理の保持時間は1時間以上がより好ましく、2時間以上がさらに好ましい。
均質化処理後、熱間圧延を800℃以上の温度で開始する。熱間圧延材に粗大なFe、又はFe−P析出物が形成されないように、熱間圧延は600℃以上の温度で終了し、その温度から水冷等の方法により急冷することが好ましい。熱間圧延後の急冷開始温度が600℃より低いと、粗大なFe−P析出物が形成され、組織が不均一になりやすく、銅合金板(製品板)の強度が低下する。
Melting and casting can be performed by ordinary methods such as continuous casting and semi-continuous casting. In addition, it is preferable to use what has little content of S, Pb, Bi, Se, As as a copper melt | dissolution raw material. In addition, it is preferable to reduce O and H by paying attention to the red heat (moisture removal) of charcoal to be coated on the molten copper alloy, bare metal, scrap raw materials, firewood, mold drying, deoxidation of the molten metal, and the like.
The ingot is preferably homogenized, and the homogenization is preferably maintained for 30 minutes or more after the temperature inside the ingot reaches 800 ° C. The holding time of the homogenization treatment is more preferably 1 hour or more, and further preferably 2 hours or more.
After the homogenization treatment, hot rolling is started at a temperature of 800 ° C. or higher. In order to prevent coarse Fe or Fe-P precipitates from being formed on the hot-rolled material, the hot-rolling is preferably completed at a temperature of 600 ° C. or higher, and then rapidly cooled by a method such as water cooling. When the rapid cooling start temperature after hot rolling is lower than 600 ° C., coarse Fe—P precipitates are formed, the structure tends to be uneven, and the strength of the copper alloy plate (product plate) is lowered.
熱間圧延後は、(a)熱間圧延材を製品厚さまで冷間圧延し、時効処理する、(b)熱間圧延材を冷間圧延及び時効処理し、さらに製品厚さまで冷間圧延する、又は(c)前記(b)の後に低温焼鈍(延性の回復)を行う。
時効処理(析出処理)は、加熱温度300〜600℃程度で0.5〜10時間保持する条件で行う。この加熱温度が300℃未満では析出量が少なく、600℃を超えると析出物が粗大化しやすい。加熱温度の下限は、好ましくは350℃とし、上限は好ましくは580℃とする。時効処理の保持時間は、加熱温度により適宜選択し、0.5〜10時間の範囲内で行う。この保持時間が0.5時間以下では析出が不十分となり、10時間を越えても析出量が飽和し、生産性が低下する。保持時間の下限は、好ましくは1時間、より好ましくは2時間とする。
After hot rolling, (a) hot-rolled material is cold-rolled to product thickness and subjected to aging treatment, (b) hot-rolled material is subjected to cold-rolling and aging treatment, and further cold-rolled to product thickness. Or (c) Low temperature annealing (recovery of ductility) is performed after (b).
The aging treatment (precipitation treatment) is performed under the condition of holding at a heating temperature of about 300 to 600 ° C. for 0.5 to 10 hours. When the heating temperature is less than 300 ° C., the amount of precipitation is small, and when it exceeds 600 ° C., the precipitate tends to be coarsened. The lower limit of the heating temperature is preferably 350 ° C, and the upper limit is preferably 580 ° C. The holding time of the aging treatment is appropriately selected depending on the heating temperature, and is performed within a range of 0.5 to 10 hours. When the holding time is 0.5 hours or less, the precipitation is insufficient, and even if the holding time exceeds 10 hours, the amount of precipitation is saturated and the productivity is lowered. The lower limit of the holding time is preferably 1 hour, more preferably 2 hours.
(2)Cu−Fe−P系の別の例として、Fe:1.0〜2.4質量%、P:0.005〜0.1質量%以下を含有する銅合金を挙げることができる。この銅合金の基本組成はFe及びP以外はCu及び不可避不純物からなり、必要に応じて後述する合金元素を含む。
この銅合金の場合、高温加熱(ベーパーチャンバーの接合工程)後に時効処理を行うことで、0.2%耐力値が110MPa以上、及び導電率が50%IACS以上を達成できる。また、高温加熱(ベーパーチャンバーの接合工程)後の平均結晶粒径を50μm以下に抑えることができる。時効処理は、350〜600℃の温度範囲で5分〜10時間保持する条件が挙げられる。
(2) As another example of the Cu-Fe-P system, a copper alloy containing Fe: 1.0 to 2.4 mass% and P: 0.005 to 0.1 mass% or less can be given. The basic composition of this copper alloy is composed of Cu and unavoidable impurities other than Fe and P, and contains alloy elements described later as required.
In the case of this copper alloy, by performing an aging treatment after high-temperature heating (vapor chamber joining step), a 0.2% proof stress value of 110 MPa or more and a conductivity of 50% IACS or more can be achieved. Further, the average crystal grain size after high temperature heating (vapor chamber joining step) can be suppressed to 50 μm or less. The aging treatment may be carried out under conditions of holding for 5 minutes to 10 hours in a temperature range of 350 to 600 ° C.
この銅合金において、Feは、Fe単体又はPと化合物を形成して析出し、時効処理後の銅合金板の強度及び導電率を向上させる作用を有する。しかし、Fe含有量が1.0質量%未満では、高温加熱及び時効処理後の0.2%耐力が不足する。一方、Fe含有量が2.4質量%を超えると、高温加熱及び時効処理後の強度の向上割合が飽和し、また、溶解鋳造工程で粗大なFe晶出物が形成され、その後の加工工程で消滅させることが難しい。粗大なFe晶出物は耐食性、曲げ加工性、めっき性等を低下させる。従って、Fe含有量は1.0〜2.4質量%とする。Fe含有量の下限は好ましくは1.2質量%であり、上限は好ましくは2.2質量%である。 In this copper alloy, Fe forms a single element of Fe or a compound with P and precipitates, and has an effect of improving the strength and conductivity of the copper alloy sheet after aging treatment. However, if the Fe content is less than 1.0% by mass, the 0.2% yield strength after high-temperature heating and aging treatment is insufficient. On the other hand, if the Fe content exceeds 2.4% by mass, the strength improvement ratio after high-temperature heating and aging treatment is saturated, and coarse Fe crystallized material is formed in the melt casting process, and subsequent processing steps It is difficult to extinguish with. Coarse Fe crystallized products decrease corrosion resistance, bending workability, plating properties, and the like. Therefore, the Fe content is set to 1.0 to 2.4% by mass. The lower limit of the Fe content is preferably 1.2% by mass, and the upper limit is preferably 2.2% by mass.
Pは、脱酸作用により銅合金に含まれる酸素量を低減し、放熱部品を水素を含む還元雰囲気で加熱したときの水素脆性を防止する作用を有する。水素脆化防止のために必要なP含有量は0.005質量%以上である。また、固溶したPは銅合金の導電率を低下させるが、析出温度に加熱することによりFe−P化合物を形成し、これにより銅合金の強度、耐熱性、及び導電率が向上する。しかし、Pの含有量が0.1質量%を超えると固溶するPの量が増加し、導電率が低下する。このため、Pの含有量は0.005〜0.1質量%とする。 P has an action of reducing the amount of oxygen contained in the copper alloy by a deoxidation action and preventing hydrogen embrittlement when the heat dissipation component is heated in a reducing atmosphere containing hydrogen. The P content necessary for preventing hydrogen embrittlement is 0.005% by mass or more. Moreover, although solid solution P reduces the electrical conductivity of a copper alloy, it heats to precipitation temperature, forms a Fe-P compound, and, thereby, the intensity | strength of a copper alloy, heat resistance, and electrical conductivity improve. However, when the content of P exceeds 0.1% by mass, the amount of P that is dissolved is increased, and the electrical conductivity is lowered. For this reason, content of P shall be 0.005-0.1 mass%.
上記銅合金は、必要に応じて、下記(a)〜(c)に示す合金元素(又は合金元素群)の1種又は2種以上を、高温加熱及び時効処理後の導電率を損なわない範囲内において含む。(a)Zn:2.0質量%以下、(b)Sn:0.005〜0.5質量%、(c)Mn、Mg、Si、Al、Cr、Ti、Zr、Ni、Coのうち1種又は2種以上を合計で0.5質量%以下。
Znは、前記(1)に記載した銅合金におけるZnと同じ理由で、必要に応じて添加される。Znの含有量の上限値は0.7質量%が好ましく、0.5質量%がより好ましい。また、一方、Zn含有量の下限値は0.01質量%が好ましく、0.05質量%がより好ましく、0.1質量%がさらに好ましい。
The said copper alloy is the range which does not impair the electrical conductivity after high temperature heating and aging treatment of the 1 type (s) or 2 types or more of the alloy elements (or alloy element group) shown to the following (a)-(c) as needed. Included within. (A) Zn: 2.0 mass% or less, (b) Sn: 0.005-0.5 mass%, (c) 1 of Mn, Mg, Si, Al, Cr, Ti, Zr, Ni, Co A total of 0.5% by mass or less of seeds or two or more kinds.
Zn is added as necessary for the same reason as Zn in the copper alloy described in (1) above. The upper limit of the Zn content is preferably 0.7% by mass, and more preferably 0.5% by mass. On the other hand, the lower limit of the Zn content is preferably 0.01% by mass, more preferably 0.05% by mass, and still more preferably 0.1% by mass.
Snは銅合金母相に固溶して銅合金の強度を向上させる作用を有する。また、Snの添加は耐応力緩和特性の向上にも有効である。ベーパチャンバーの使用環境が80℃又はそれ以上となると、筐体にクリ−プ変形が生じてCPU等の熱源との接触面が小さくなり、放熱性が低下するが、耐応力緩和特性を向上させることで、この現象を抑制できる。強度及び耐応力緩和特性の向上の効果を得るため、Sn含有量は0.005質量%以上とし、好ましくは0.01質量%以上、より好ましくは0.02質量%以上、さらに好ましくは0.05質量%以上とする。一方、Snの含有量が0.5質量%を超えると、高温加熱及び時効処理後の銅合金板の導電率が低下する。従って、Snの含有量は0.5質量%以下とする。 Sn has a function of improving the strength of the copper alloy by dissolving in the copper alloy matrix. Further, the addition of Sn is also effective in improving the stress relaxation resistance. When the usage environment of the vapor chamber reaches 80 ° C. or higher, creep deformation occurs in the housing, and the contact surface with a heat source such as a CPU becomes smaller, reducing heat dissipation, but improving stress relaxation characteristics. Therefore, this phenomenon can be suppressed. In order to obtain the effect of improving the strength and the stress relaxation resistance, the Sn content is set to 0.005% by mass or more, preferably 0.01% by mass or more, more preferably 0.02% by mass or more, and still more preferably 0.8%. It is set to 05 mass% or more. On the other hand, if the Sn content exceeds 0.5% by mass, the electrical conductivity of the copper alloy plate after high-temperature heating and aging treatment is lowered. Therefore, the Sn content is 0.5 mass% or less.
Mn、Mg、Si、Al、Cr、Ti、Zr、Ni、Coは、銅合金の強度及び耐熱性を向上させる作用を有するため、これらの1種又は2種以上が必要に応じて添加される。しかし、これらの元素の1種又は2種以上の合計含有量が0.5質量%を超えると導電率が低下する。これらの元素の1種又は2種以上の合計含有量の下限値は、好ましくは0.01質量%、より好ましくは0.02質量%、さらに好ましくは0.03質量%である。 Since Mn, Mg, Si, Al, Cr, Ti, Zr, Ni, and Co have an action of improving the strength and heat resistance of the copper alloy, one or more of these are added as necessary. . However, when the total content of one or more of these elements exceeds 0.5% by mass, the electrical conductivity decreases. The lower limit of the total content of one or more of these elements is preferably 0.01% by mass, more preferably 0.02% by mass, and even more preferably 0.03% by mass.
上記組成の銅合金(条)は、例えば、前記(1)の銅合金と同じ製造方法で製造することができる。この製造方法で製造した銅合金は、0.2%耐力が150MPa以上、伸びが5%以上、及び優れた曲げ加工性を有する。また、高温加熱(850℃×30分)後に、40MPa以上の0.2%耐力を有し、次いで時効処理した後、110MPa以上の0.2%耐力、50%IACS以上の導電率を有するようになる。また、高温加熱(850℃×30分)による結晶粒の粗大化が抑制され、高温加熱後の平均結晶粒径が50μm以下に抑えられる。 The copper alloy (strip) having the above composition can be manufactured, for example, by the same manufacturing method as the copper alloy of (1). The copper alloy produced by this production method has a 0.2% proof stress of 150 MPa or more, an elongation of 5% or more, and excellent bending workability. Also, after high-temperature heating (850 ° C. × 30 minutes), it has a 0.2% proof stress of 40 MPa or more, and after aging treatment, it has a 0.2% proof stress of 110 MPa or more and a conductivity of 50% IACS or more. become. Moreover, the coarsening of the crystal grain by high temperature heating (850 degreeC x 30 minutes) is suppressed, and the average crystal grain size after high temperature heating is suppressed to 50 micrometers or less.
(Cu−(Ni,Co)−Si系)
Cu−(Ni,Co)−Si系の銅合金の例として、NiとCoの1種又は2種を1.0〜4.0質量%、及びSiを0.2〜1.2質量%含有し、NiとCoの合計含有量とSiの含有量の比[Ni+Co]/[Si]が3.5〜5の範囲の銅合金を挙げることができる。この銅合金の基本組成はNi又は/及びCoとSi以外はCu及び不可避不純物からなり、必要に応じて後述する合金元素を含む。
この銅合金の場合、高温加熱(ベーパチャンバーの接合工程)後に時効処理を行うことで、0.2%耐力値が300MPa以上、及び導電率が25%IACS以上を達成できる。時効処理は、350〜600℃の温度範囲で5分〜10時間保持する条件が挙げられる。
(Cu- (Ni, Co) -Si system)
As an example of a Cu- (Ni, Co) -Si-based copper alloy, one or two of Ni and Co are contained in an amount of 1.0 to 4.0% by mass, and Si is contained in an amount of 0.2 to 1.2% by mass. In addition, a copper alloy having a ratio [Ni + Co] / [Si] of the total content of Ni and Co to the content of Si in the range of 3.5 to 5 can be given. The basic composition of this copper alloy consists of Cu and unavoidable impurities other than Ni or / and Co and Si, and contains the alloy elements described later as required.
In the case of this copper alloy, by performing an aging treatment after high temperature heating (vapor chamber joining step), a 0.2% proof stress value of 300 MPa or more and a conductivity of 25% IACS or more can be achieved. The aging treatment may be carried out under conditions of holding for 5 minutes to 10 hours in a temperature range of 350 to 600 ° C.
この銅合金において、Ni及びSiは、Ni2Si析出物を生成し、銅合金の強度を向上させる。しかし、Ni含有量が1.0質量%未満又はSi含有量が0.2質量%未満では、その効果が少ない。一方、Ni含有量が4.0質量%を超え又はSi含有量が1.2質量%を超えると、鋳造時にNi又はSiが晶出又は析出し、熱間加工性が低下する。従って、Ni含有量は1.0〜4.0質量%、Si含有量は0.2〜1.2質量%とする。Ni含有量の下限値は、好ましくは1.1質量%、上限値は好ましくは3.9質量%である。
この銅合金において、Niの一部又は全部をCoに代えることができる。
いずれにしても、NiとCoの合計含有量[Ni+Co]とSi含有量[Si]の比[Ni+Co]/[Si]が3.5未満又は5を超える場合、過剰となったNi(及び/又はCo)又はSiが固溶して、導電率が低下する。従って、前記含有量比[Ni+Co]/[Si]は3.5〜5とする。
In this copper alloy, Ni and Si generate Ni 2 Si precipitates and improve the strength of the copper alloy. However, when the Ni content is less than 1.0 mass% or the Si content is less than 0.2 mass%, the effect is small. On the other hand, when Ni content exceeds 4.0 mass% or Si content exceeds 1.2 mass%, Ni or Si crystallizes or precipitates at the time of casting, and hot workability falls. Therefore, the Ni content is 1.0 to 4.0 mass%, and the Si content is 0.2 to 1.2 mass%. The lower limit of the Ni content is preferably 1.1% by mass, and the upper limit is preferably 3.9% by mass.
In this copper alloy, part or all of Ni can be replaced with Co.
In any case, when the ratio [Ni + Co] / [Si] of the total content of Ni and Co [Ni + Co] and the Si content [Si] is less than 3.5 or more than 5, the excess Ni (and / or Or Co) or Si is dissolved, and the electrical conductivity is lowered. Therefore, the content ratio [Ni + Co] / [Si] is set to 3.5 to 5.
上記銅合金は、必要に応じて、下記(a)〜(c)に示す合金元素(又は合金元素群)の1種又は2種以上を、高温加熱及び時効処理後の導電率を損なわない範囲内において含む。(a)Sn:0.005〜1.0質量%又は/及びMg:0.005〜0.2質量%、(b)Zn:2.0質量%、(c)Al、Mn、Cr、Ti、Zr、Fe、P、Agのうち1種又は2種以上を合計で0.5質量%以下。 The said copper alloy is the range which does not impair the electrical conductivity after high temperature heating and aging treatment of the 1 type (s) or 2 types or more of the alloy elements (or alloy element group) shown to the following (a)-(c) as needed. Included within. (A) Sn: 0.005-1.0 mass% or / and Mg: 0.005-0.2 mass%, (b) Zn: 2.0 mass%, (c) Al, Mn, Cr, Ti , Zr, Fe, P, Ag, or a total of 0.5 or less by mass.
Snは銅合金母相に固溶して銅合金の強度を向上させる作用を有する。また、Snの添加は耐応力緩和特性の向上にも有効である。ベーパチャンバーの使用環境が80℃又はそれ以上となると、筐体にクリ−プ変形が生じてCPU等の熱源との接触面が小さくなり、放熱性が低下するが、耐応力緩和特性を向上させることで、この現象を抑制できる。強度及び耐応力緩和特性の向上の効果を得るため、Sn含有量は0.005質量%以上とし、好ましくは0.01質量%以上、より好ましくは0.02質量%以上とする。一方、Sn含有量が1.0質量%を超えると、銅合金板の曲げ加工性を低下させ、かつ時効処理後の導電率を低下させる。従って、Sn含有量は1.0質量%以下とし、好ましくは0.6質量%以下、より好ましくは0.3質量%以下とする。 Sn has a function of improving the strength of the copper alloy by dissolving in the copper alloy matrix. Further, the addition of Sn is also effective in improving the stress relaxation resistance. When the usage environment of the vapor chamber reaches 80 ° C. or higher, creep deformation occurs in the housing, and the contact surface with a heat source such as a CPU becomes smaller, reducing heat dissipation, but improving stress relaxation characteristics. Therefore, this phenomenon can be suppressed. In order to obtain the effect of improving strength and stress relaxation resistance, the Sn content is set to 0.005% by mass or more, preferably 0.01% by mass or more, more preferably 0.02% by mass or more. On the other hand, when Sn content exceeds 1.0 mass%, the bending workability of a copper alloy plate will be reduced and the electrical conductivity after an aging treatment will be reduced. Therefore, the Sn content is 1.0% by mass or less, preferably 0.6% by mass or less, more preferably 0.3% by mass or less.
Mgは、Snと同様に、銅合金母相に固溶して銅合金の強度及び耐応力緩和特性を向上させる作用を有する。強度及び耐応力緩和特性の向上の効果を得るため、Mg含有量は0.005質量%以上とする。一方、Mg含有量が0.2質量%を超えると、銅合金の曲げ加工性を低下させ、かつ時効処理後の導電率を低下させる。従って、Mg含有量は0.2質量%以下とし、好ましくは0.15質量%以下、より好ましくは0.05質量%以下とする。 Mg, like Sn, has the effect of being dissolved in the copper alloy matrix and improving the strength and stress relaxation resistance of the copper alloy. In order to obtain the effect of improving strength and stress relaxation resistance, the Mg content is set to 0.005 mass% or more. On the other hand, when the Mg content exceeds 0.2% by mass, the bending workability of the copper alloy is lowered and the conductivity after the aging treatment is lowered. Therefore, the Mg content is 0.2% by mass or less, preferably 0.15% by mass or less, more preferably 0.05% by mass or less.
Znは、銅合金のはんだ耐熱剥離性及びSnめっき耐熱剥離性を改善する作用を有する。しかし、Znの含有量が2.0質量%を越えると、はんだ濡れ性が低下するため、Znの含有量は2.0質量%以下とする。Znの含有量の上限値は0.7質量%以下が好ましく、0.5質量%以下がより好ましい。一方、Zn含有量が0.01質量%未満では、耐熱剥離性の改善には不十分であり、Znの含有量は0.01質量%以上であることが好ましい。Zn含有量の下限値は0.05質量%がより好ましく、0.1質量%がさらに好ましい。 Zn has the effect | action which improves the solder heat-resistant peelability and Sn plating heat-resistant peelability of a copper alloy. However, if the Zn content exceeds 2.0 mass%, the solder wettability decreases, so the Zn content is set to 2.0 mass% or less. The upper limit of the Zn content is preferably 0.7% by mass or less, and more preferably 0.5% by mass or less. On the other hand, if the Zn content is less than 0.01% by mass, it is insufficient for improving the heat-resistant peelability, and the Zn content is preferably 0.01% by mass or more. The lower limit of the Zn content is more preferably 0.05% by mass and even more preferably 0.1% by mass.
Al、Mn、Cr、Ti、Zr、Fe、P、Agは、銅合金の強度及び耐熱性を向上させる作用を有する。しかし、これらの元素の1種又は2種以上の合計含有量が0.5質量%を超えると導電率が低下する。これらの元素の1種又は2種以上の合計含有量の下限値は、好ましくは0.01質量%、より好ましくは0.02質量%、さらに好ましくは0.03質量%である。 Al, Mn, Cr, Ti, Zr, Fe, P, and Ag have an effect of improving the strength and heat resistance of the copper alloy. However, when the total content of one or more of these elements exceeds 0.5% by mass, the electrical conductivity decreases. The lower limit of the total content of one or more of these elements is preferably 0.01% by mass, more preferably 0.02% by mass, and even more preferably 0.03% by mass.
上記組成の銅合金(条)は、標準的な製造方法として、鋳塊を均熱処理し、熱間圧延した後、冷間圧延、溶体化を伴う再結晶処理、冷間圧延、析出処理の工程で製造される。以下の条件で製造した銅合金は、0.2%耐力が300MPa以上で、優れた曲げ加工性を有する。また、高温加熱(850℃×30分)後に時効処理を行うことで、300MPa以上の0.2%耐力、25%IACS以上の導電率を有するようになる。 The copper alloy (strip) having the above composition is a standard manufacturing method, in which the ingot is soaked and hot-rolled, followed by cold rolling, recrystallization with solution treatment, cold rolling, and precipitation treatment steps. Manufactured by. A copper alloy produced under the following conditions has a 0.2% proof stress of 300 MPa or more and excellent bending workability. Further, by performing an aging treatment after high-temperature heating (850 ° C. × 30 minutes), it has a 0.2% proof stress of 300 MPa or more and a conductivity of 25% IACS or more.
溶解、鋳造及び均質化処理は、Cu−Fe−P系の銅合金と同様に行われる。
均質化処理後、熱間圧延を800℃以上の温度で開始する。熱間圧延材に粗大な(Ni,Co)−Si析出物が形成されないように、熱間圧延は600℃以上の温度で終了し、その温度から水冷等の方法により急冷することが好ましい。熱間圧延後の急冷開始温度が600℃より低いと、粗大な(Ni,Co)−Si析出物が形成され、組織が不均一になりやすく、銅合金(製品条)の強度が低下する。
Melting, casting, and homogenization are performed in the same manner as for a Cu-Fe-P-based copper alloy.
After the homogenization treatment, hot rolling is started at a temperature of 800 ° C. or higher. In order to prevent coarse (Ni, Co) -Si precipitates from being formed on the hot-rolled material, the hot-rolling is preferably completed at a temperature of 600 ° C. or higher, and then rapidly cooled by a method such as water cooling. When the rapid cooling start temperature after hot rolling is lower than 600 ° C., coarse (Ni, Co) —Si precipitates are formed, the structure tends to be uneven, and the strength of the copper alloy (product strip) is lowered.
熱間圧延後の冷間圧延により、銅合金に一定の歪みを加えることで、続く再結晶処理後に、所望の再結晶組織(微細な再結晶組織)を有する銅合金が得られる。この冷間圧延の加工率は、5〜35%とすることが好ましい。
溶体化を伴う再結晶処理は、650〜950℃、好ましくは670〜900℃で3分以下の保持の条件で行う。銅合金中のNi、Co、Siの含有量が少ない場合は,上記温度範囲内のより低温領域で、Ni、Co、Siの含有量が多い場合は、上記温度範囲内のより高温領域で行うことが好ましい。この再結晶処理により、Ni、Co、Siを銅合金母材に固溶させると共に、曲げ加工性が良好となる再結晶組織(結晶粒径が1〜20μm)を形成することができる。この再結晶処理の温度が650℃より低いと、Ni、Co、Siの固溶量が少なくなり、強度が低下する。一方、再結晶処理の温度が950℃を超え又は処理時間が3分を超えると、再結晶粒が粗大化する。
By applying a certain strain to the copper alloy by cold rolling after hot rolling, a copper alloy having a desired recrystallized structure (fine recrystallized structure) is obtained after the subsequent recrystallization process. The processing rate of this cold rolling is preferably 5 to 35%.
The recrystallization treatment with solution treatment is performed at 650 to 950 ° C., preferably at 670 to 900 ° C. for 3 minutes or less. When the content of Ni, Co, and Si in the copper alloy is small, it is performed in a lower temperature range within the above temperature range, and when the content of Ni, Co, and Si is large, it is performed in a higher temperature region within the above temperature range. It is preferable. By this recrystallization treatment, Ni, Co, and Si can be dissolved in the copper alloy base material, and a recrystallized structure (crystal grain size of 1 to 20 μm) can be formed with good bending workability. When the temperature of this recrystallization process is lower than 650 ° C., the amount of Ni, Co, and Si dissolved decreases, and the strength decreases. On the other hand, when the temperature of the recrystallization treatment exceeds 950 ° C. or the treatment time exceeds 3 minutes, the recrystallized grains become coarse.
溶体化を伴う再結晶処理後は、(a)冷間圧延及び時効処理する、(b)冷間圧延及び時効処理後、さらに製品厚さまで冷間圧延する、又は(c)前記(b)の後に低温焼鈍(延性の回復)を行う。時効処理(析出処理)は、Cu−Fe−P系の銅合金と同様の条件で行えばよい。 After recrystallization treatment with solution, (a) cold rolling and aging treatment, (b) after cold rolling and aging treatment, and further cold rolling to product thickness, or (c) of (b) above Later, low temperature annealing (recovery of ductility) is performed. The aging treatment (precipitation treatment) may be performed under the same conditions as those of the Cu—Fe—P based copper alloy.
(Cu−(Ni,Co)−P系)
Cu−(Ni,Co)−P系の銅合金の例として、Ni:0.2〜1.0質量%又は/及びCo:0.05〜1.0質量%と、P:0.03〜0.2質量%を含有する銅合金を挙げることができる。この銅合金の基本組成はNi又は/及びCoとP以外はCu及び不可避不純物からなり、必要に応じてFe及び後述するその他の合金元素を含む。この銅合金において、Ni、Co及びFeの合計含有量[Ni+Co+Fe]は0.3〜1.0質量%の範囲であり、Ni、Co及びFeの合計含有量とPの含有量との比[Ni+Co+Fe]/[P]が2〜10の範囲である。
この銅合金の場合、高温加熱(ベーパチャンバーの接合工程)後に時効処理を行うことで、0.2%耐力値が120MPa以上、導電率が40%IACS以上を達成できる。時効処理は、350〜600℃の温度範囲で5分〜10時間保持する条件が挙げられる。
(Cu- (Ni, Co) -P system)
Examples of Cu- (Ni, Co) -P-based copper alloys include Ni: 0.2 to 1.0 mass% or / and Co: 0.05 to 1.0 mass%, P: 0.03 to Mention may be made of copper alloys containing 0.2% by weight. The basic composition of this copper alloy consists of Cu and unavoidable impurities other than Ni or / and Co and P, and includes Fe and other alloy elements described later as required. In this copper alloy, the total content of Ni, Co and Fe [Ni + Co + Fe] is in the range of 0.3 to 1.0% by mass, and the total content of Ni, Co and Fe and the content of P The ratio [Ni + Co + Fe] / [P] is in the range of 2-10.
In the case of this copper alloy, by performing an aging treatment after high-temperature heating (vapor chamber joining step), a 0.2% proof stress value of 120 MPa or more and a conductivity of 40% IACS or more can be achieved. The aging treatment may be carried out under conditions of holding for 5 minutes to 10 hours in a temperature range of 350 to 600 ° C.
Ni、Co、Feは、Pとの間にP化合物((Ni,Co,Fe)−P化合物)を生成し、銅合金の強度や耐応力緩和特性を向上させる。なお、上記(Ni,Co,Fe)−P化合物には、Ni−P、Co−P、Fe−P、及びFe,Ni、Coのうち2種以上を含むM−P化合物が含まれる。
Ni、Co、Feの合計含有量[Ni+Co+Fe]が0.3質量%未満、又はP含有量が0.03質量%未満では、P化合物の析出量が少なく、銅合金の強度や耐応力緩和特性を向上させる効果が少ない。一方、[Ni+Co+Fe]が1.0質量%を超え又はP含有量[P]が0.2質量%を超えると、粗大な酸化物、晶出物、析出物などが生成して熱間加工性が低下し、かつ銅合金の強度、耐応力緩和特性、曲げ加工性が低下する。また、Ni、Co、Fe、Pの固溶量が増え、銅合金の導電率が低下する。従って、[Ni+Co+Fe]は0.3〜1.0質量%、P含有量は0.03〜0.2質量%とする
Ni, Co, and Fe generate a P compound ((Ni, Co, Fe) -P compound) with P, thereby improving the strength and stress relaxation resistance of the copper alloy. The (Ni, Co, Fe) -P compound includes Ni-P, Co-P, Fe-P, and an MP compound containing two or more of Fe, Ni, and Co.
When the total content of Ni, Co, and Fe [Ni + Co + Fe] is less than 0.3% by mass or the P content is less than 0.03% by mass, the precipitation amount of the P compound is small, and the strength and stress relaxation resistance of the copper alloy are reduced. There is little effect to improve. On the other hand, when [Ni + Co + Fe] exceeds 1.0 mass% or the P content [P] exceeds 0.2 mass%, coarse oxides, crystallized substances, precipitates, etc. are generated and hot workability is generated. In addition, the strength, stress relaxation resistance and bending workability of the copper alloy are reduced. Moreover, the solid solution amount of Ni, Co, Fe, and P increases, and the electrical conductivity of the copper alloy decreases. Therefore, [Ni + Co + Fe] is 0.3 to 1.0 mass%, and the P content is 0.03 to 0.2 mass%.
また、Ni、Co、Feの個々の含有量が、それぞれ0.2質量%未満、0.05質量%未満、0.05質量%未満の場合、銅合金板の強度や耐応力緩和特性を向上させる効果が少ない。従って、Ni、Co、Feの含有量の下限値は、それぞれ0.2質量%、0.05質量%、0.05質量%とする。
Ni、Co及びFeの合計含有量とP含有量の比[Ni+Co+Fe]/[P]が、2未満又は10を超える場合、過剰となったNi、Co、Fe又はPが固溶して、導電率が低下する。従って、含有量比[Ni+Co+Fe]/[P]は2〜10とする。[Ni+Co+Fe]/[P]の下限値は好ましくは2.2、上限値は好ましくは9.5である。
In addition, when the individual contents of Ni, Co, and Fe are less than 0.2% by mass, less than 0.05% by mass, and less than 0.05% by mass, the strength and stress relaxation resistance of the copper alloy plate are improved. There is little effect to make. Therefore, the lower limits of the contents of Ni, Co, and Fe are 0.2% by mass, 0.05% by mass, and 0.05% by mass, respectively.
When the ratio [Ni + Co + Fe] / [P] of the total content of Ni, Co and Fe and P content is less than 2 or more than 10, the excess Ni, Co, Fe or P is dissolved. , Conductivity decreases. Therefore, the content ratio [Ni + Co + Fe] / [P] is 2-10. The lower limit value of [Ni + Co + Fe] / [P] is preferably 2.2, and the upper limit value is preferably 9.5.
上記銅合金は、必要に応じて、下記(a)〜(c)に示す合金元素(又は合金元素群)の1種又は2種以上を、高温加熱及び時効処理後の導電率を損なわない範囲内において含む。(a)Sn:0.005〜1.0質量%又は/及びMg:0.005〜0.2質量%、(b)Zn:1.0質量%以下、(c)Si、Al、Mn、Cr、Ti、Zr、Agのうち1種又は2種以上を合計で0.5質量%以下。 The said copper alloy is the range which does not impair the electrical conductivity after high temperature heating and aging treatment of the 1 type (s) or 2 types or more of the alloy elements (or alloy element group) shown to the following (a)-(c) as needed. Included within. (A) Sn: 0.005-1.0 mass% or / and Mg: 0.005-0.2 mass%, (b) Zn: 1.0 mass% or less, (c) Si, Al, Mn, One or more of Cr, Ti, Zr, and Ag is 0.5% by mass or less in total.
Snは銅合金母相に固溶して銅合金の強度を向上させる作用を有する。また、Snの添加は耐応力緩和特性の向上にも有効である。ベーパーチャンバーの使用環境が80℃又はそれ以上となると、筐体にクリ−プ変形が生じてCPU等の熱源との接触面が小さくなり、放熱性が低下するが、耐応力緩和特性を向上させることで、この現象を抑制できる。強度及び耐応力緩和特性の向上の効果を得るため、Sn含有量は0.005質量%以上とし、好ましくは0.01質量%以上、より好ましくは0.02質量%以上とする。一方、Sn含有量が1.0質量%を超えると、銅合金板の曲げ加工性を低下させ、かつ時効処理後の導電率を低下させる。従って、Sn含有量は1.0質量%以下とし、好ましくは0.6質量%以下、より好ましくは0.3質量%以下とする。 Sn has a function of improving the strength of the copper alloy by dissolving in the copper alloy matrix. Further, the addition of Sn is also effective in improving the stress relaxation resistance. When the usage environment of the vapor chamber is 80 ° C. or higher, creep deformation occurs in the housing, and the contact surface with a heat source such as a CPU is reduced, reducing heat dissipation, but improving stress relaxation resistance. Therefore, this phenomenon can be suppressed. In order to obtain the effect of improving strength and stress relaxation resistance, the Sn content is set to 0.005% by mass or more, preferably 0.01% by mass or more, more preferably 0.02% by mass or more. On the other hand, when Sn content exceeds 1.0 mass%, the bending workability of a copper alloy plate will be reduced and the electrical conductivity after an aging treatment will be reduced. Therefore, the Sn content is 1.0% by mass or less, preferably 0.6% by mass or less, more preferably 0.3% by mass or less.
Mgは、Snと同様に、銅合金母相に固溶して銅合金の強度及び耐応力緩和特性を向上させる作用を有する。強度及び耐応力緩和特性の向上の効果を得るため、Mg含有量は0.005質量%以上とする。一方、Mg含有量が0.2質量%を超えると、銅合金板の曲げ加工性を低下させ、かつ時効処理後の導電率を低下させる。従って、Mg含有量は0.2質量%以下とし、好ましくは0.15質量%以下、より好ましくは0.05質量%以下とする。 Mg, like Sn, has the effect of being dissolved in the copper alloy matrix and improving the strength and stress relaxation resistance of the copper alloy. In order to obtain the effect of improving strength and stress relaxation resistance, the Mg content is set to 0.005 mass% or more. On the other hand, if the Mg content exceeds 0.2% by mass, the bending workability of the copper alloy plate is lowered and the electrical conductivity after the aging treatment is lowered. Therefore, the Mg content is 0.2% by mass or less, preferably 0.15% by mass or less, more preferably 0.05% by mass or less.
Znは、銅合金のはんだ耐熱剥離性及びSnめっき耐熱剥離性を改善する作用を有する。しかし、Znの含有量が1.0質量%を越えると、はんだ濡れ性が低下するため、Znの含有量は1.0質量%以下とする。Znの含有量は0.7質量%以下が好ましく、0.5質量%以下がより好ましい。一方、Zn含有量が0.01質量%未満では、耐熱剥離性の改善には不十分であり、Znの含有量は0.01質量%以上であることが好ましい。Zn含有量は0.05質量%以上がより好ましく、0.1質量%以上がさらに好ましい。
Si、Al、Mn、Cr、Ti、Zr、Agは、銅合金の強度及び耐熱性を向上させる作用を有する。しかし、これらの元素の含有量が多いと銅合金の導電率が低下するため、これらの元素の1種又は2種以上の合計含有量は0.5質量%以下に制限される。これらの元素の1種又は2種以上の合計含有量の下限値は、好ましくは0.01質量%、より好ましくは0.02質量%、さらに好ましくは0.03質量%である。
Zn has the effect | action which improves the solder heat-resistant peelability and Sn plating heat-resistant peelability of a copper alloy. However, if the Zn content exceeds 1.0% by mass, solder wettability decreases, so the Zn content is 1.0% by mass or less. The Zn content is preferably 0.7% by mass or less, and more preferably 0.5% by mass or less. On the other hand, if the Zn content is less than 0.01% by mass, it is insufficient for improving the heat-resistant peelability, and the Zn content is preferably 0.01% by mass or more. As for Zn content, 0.05 mass% or more is more preferable, and 0.1 mass% or more is further more preferable.
Si, Al, Mn, Cr, Ti, Zr, and Ag have an effect of improving the strength and heat resistance of the copper alloy. However, since the electrical conductivity of a copper alloy falls when there is much content of these elements, the 1st type or 2 or more types total content of these elements is restrict | limited to 0.5 mass% or less. The lower limit of the total content of one or more of these elements is preferably 0.01% by mass, more preferably 0.02% by mass, and even more preferably 0.03% by mass.
上記組成の銅合金(条)は、標準的な製造方法として、鋳塊を均熱処理し、熱間圧延した後、冷間圧延、溶体化を伴う再結晶処理、冷間圧延、析出処理の工程で製造される。各工程の条件は、Cu−(Ni,Co)−Si系の銅合金と同様の条件で行えばよい。この条件で製造した銅合金は、0.2%耐力が300MPa以上で、優れた曲げ加工性を有する。また、高温加熱(850℃×30分)後に時効処理を行うことで、120MPa以上の0.2%耐力、40%IACS以上の導電率を有するようになる。 The copper alloy (strip) having the above composition is a standard manufacturing method, in which the ingot is soaked and hot-rolled, followed by cold rolling, recrystallization with solution treatment, cold rolling, and precipitation treatment steps. Manufactured by. The conditions for each step may be performed under the same conditions as those for Cu— (Ni, Co) —Si based copper alloys. The copper alloy manufactured under these conditions has a 0.2% proof stress of 300 MPa or more and excellent bending workability. Moreover, by performing an aging treatment after high-temperature heating (850 ° C. × 30 minutes), a 0.2% proof stress of 120 MPa or more and a conductivity of 40% IACS or more are obtained.
(Cu−Cr系)
Cu−Cr系の銅合金の例として、Cr:0.15〜0.6質量%を含み、Si:0.005〜0.15質量%とTi:0.005〜0.15質量%の1種又は2種を合計で0.01〜0.3質量%含む銅合金を挙げることができる。この銅合金の基本組成はCrと、Si又は/及びTi以外はCu及び不可避不純物からなり、必要に応じて後述する合金元素を含む。
この銅合金は、高温加熱(ベーパーチャンバーの接合工程)後に塑性加工を行うことなく時効処理を行った場合、強度と導電率を回復させることができるが、その回復量は前述の析出硬化型銅合金より小さい。それでも、0.2%耐力値が60MPa以上、及び導電率が45%IACS以上を達成できる。一方、Cr、Si、Ti等を含む析出粒子は高温加熱において残存するものがあり、これが2次再結晶による結晶粒の粗大化を抑制し、結晶粒の粗大化が抑えられる。このため、この銅合金は、高温加熱(ベーパーチャンバーの接合工程)後の平均結晶粒径を50μm以下に抑えることができる。なお、高温加熱後は急冷(水冷等)することが好ましい。時効処理は、350〜550℃の温度範囲で5分〜10時間保持する条件が挙げられる。
(Cu-Cr type)
Examples of Cu-Cr-based copper alloys include Cr: 0.15-0.6 mass%, Si: 0.005-0.15 mass%, and Ti: 0.005-0.15 mass%. The copper alloy which contains seed | species or 2 types in total 0.01-0.3 mass% can be mentioned. The basic composition of this copper alloy consists of Cu and unavoidable impurities other than Cr and Si or / and Ti, and contains the alloy elements described later as required.
This copper alloy can recover strength and electrical conductivity when subjected to aging treatment without plastic working after high-temperature heating (vapor chamber joining process). Smaller than alloy. Nevertheless, a 0.2% proof stress value of 60 MPa or more and a conductivity of 45% IACS or more can be achieved. On the other hand, some precipitated particles containing Cr, Si, Ti and the like remain in high-temperature heating, which suppresses the coarsening of crystal grains due to secondary recrystallization, and suppresses the coarsening of crystal grains. For this reason, this copper alloy can suppress the average crystal grain size after high-temperature heating (bonding step of the vapor chamber) to 50 μm or less. In addition, it is preferable to carry out rapid cooling (water cooling etc.) after high temperature heating. As for an aging treatment, the conditions hold | maintained for 5 minutes-10 hours in the temperature range of 350-550 degreeC are mentioned.
この銅合金において、Crは銅合金母相中にCr、Cr−Si化合物又はCr−Ti−Si化合物として析出し、時効処理後の銅合金の強度と導電率を向上させる。また、Crは、700℃以上の温度においてもCu中への固溶量が小さく、高温加熱(ベーパチャンバの接合工程)において結晶粒の粗大化を防止することができる。しかし、Cr含有量が0.15質量%未満では前記効果が不足する。一方、Cr含有量が0.6質量%を超えると、粗大なCrやCr化合物が発生し、銅合金の曲げ加工性を低下させる。従って、Cr含有量は0.15〜0.6質量%とする。Crの下限値は好ましくは0.2質量%であり、より好ましくは0.25質量%である。また、Crの上限値は好ましくは0.5%であり、より好ましくは0.45質量%である。なお、850℃以上の高温で結晶粒の粗大化を有効に防止するには、Crの含有量は0.25質量%以上であることが好ましい。 In this copper alloy, Cr precipitates as a Cr, Cr—Si compound or Cr—Ti—Si compound in the copper alloy matrix, and improves the strength and conductivity of the copper alloy after aging treatment. In addition, Cr has a small amount of solid solution in Cu even at a temperature of 700 ° C. or higher, and can prevent coarsening of crystal grains in high-temperature heating (vapor chamber joining step). However, when the Cr content is less than 0.15% by mass, the above effects are insufficient. On the other hand, if the Cr content exceeds 0.6% by mass, coarse Cr and Cr compounds are generated, and the bending workability of the copper alloy is lowered. Therefore, the Cr content is 0.15 to 0.6 mass%. The lower limit of Cr is preferably 0.2% by mass, and more preferably 0.25% by mass. The upper limit of Cr is preferably 0.5%, more preferably 0.45% by mass. In order to effectively prevent coarsening of crystal grains at a high temperature of 850 ° C. or higher, the Cr content is preferably 0.25% by mass or higher.
SiとTiは、銅合金母相中にCr−Si化合物又はCr−Ti−Si化合物として析出し、銅合金の強度と導電率を向上させる。また、銅合金の耐熱性を向上させ、高温加熱(ベーパチャンバの接合工程)時の結晶粒の粗大化を防止することができる。しかし、Si含有量が0.005質量%未満、Ti含有量が0.005質量%未満、又はSiとTiの合計含有量が0.01質量%未満では前記効果が少ない。一方、Si又はTiの含有量が0.15質量%を超え、又はSiとTiの合計含有量が0.3質量%を超えると、銅合金母材中に粗大なCr−Si化合物又はCr−Ti−Si化合物が増加し、曲げ加工性を低下させる。従って、Si含有量は0.005〜0.15質量%、Ti含有量は0.005〜0.15質量%、SiとTiの合計含有量は0.01〜0.3質量%の範囲とする。Si含有量とTi含有量の下限値はそれぞれ0.01%が好ましく、上限値はそれぞれ0.1質量%が好ましい。 Si and Ti precipitate as a Cr—Si compound or a Cr—Ti—Si compound in the copper alloy matrix, and improve the strength and conductivity of the copper alloy. In addition, the heat resistance of the copper alloy can be improved, and coarsening of crystal grains during high-temperature heating (vapor chamber joining step) can be prevented. However, when the Si content is less than 0.005% by mass, the Ti content is less than 0.005% by mass, or the total content of Si and Ti is less than 0.01% by mass, the above effects are small. On the other hand, when the content of Si or Ti exceeds 0.15% by mass, or when the total content of Si and Ti exceeds 0.3% by mass, a coarse Cr—Si compound or Cr— Ti-Si compound increases and bending workability is reduced. Therefore, the Si content is 0.005 to 0.15 mass%, the Ti content is 0.005 to 0.15 mass%, and the total content of Si and Ti is 0.01 to 0.3 mass%. To do. The lower limit of Si content and Ti content is preferably 0.01%, and the upper limit is preferably 0.1% by mass.
上記銅合金は、必要に応じて、Zn、Mg、Mn、Al、Ag、Ni、Fe、Co、Pの1種又は2種以上を、0.01〜0.3質量%の範囲で含む。これらの元素は銅合金の強度を向上させるが、合計含有量が0.01質量%未満ではその効果が十分でなく、また0.3質量%を超えると導電率が低下する。従って、これらの元素の1種又は2種以上の合計含有量は0.01〜0.3質量%とする。 The said copper alloy contains 1 type, or 2 or more types of Zn, Mg, Mn, Al, Ag, Ni, Fe, Co, and P in the range of 0.01-0.3 mass% as needed. These elements improve the strength of the copper alloy, but if the total content is less than 0.01% by mass, the effect is not sufficient, and if it exceeds 0.3% by mass, the conductivity decreases. Therefore, the total content of one or more of these elements is 0.01 to 0.3% by mass.
上記組成の銅合金(条)は、鋳塊を均質化処理及び熱間圧延後、冷間圧延、さらに時効処理を行うことで製造される。以下の条件で製造した銅合金は、0.2%耐力が300MPa以上、伸びが5%以上、及び優れた曲げ加工性を有する。また、高温加熱(850℃×30分)後に、40MPa以上の0.2%耐力を有し、次いで時効処理した後、60MPa以上の0.2%耐力、45%IACS以上の導電率を有するようになる。さらに、高温加熱(850℃×30分)による結晶粒の粗大化が抑制され、高温加熱後の平均結晶粒径が50μm以下に抑えられる。 The copper alloy (strip) having the above composition is manufactured by homogenizing and hot rolling an ingot, followed by cold rolling and further aging treatment. The copper alloy produced under the following conditions has a 0.2% proof stress of 300 MPa or more, an elongation of 5% or more, and excellent bending workability. Moreover, after high temperature heating (850 ° C. × 30 minutes), it has a 0.2% proof stress of 40 MPa or more, and then after aging treatment, has a 0.2% proof stress of 60 MPa or more and a conductivity of 45% IACS or more. become. Furthermore, coarsening of crystal grains due to high temperature heating (850 ° C. × 30 minutes) is suppressed, and the average crystal grain size after high temperature heating is suppressed to 50 μm or less.
均質化処理は、800〜1000℃の温度に1〜10時間保持する条件で行う。
均質化処理後、熱間圧延を800℃以上の温度で開始し、加工率は50〜90%程度とし、700℃以上から水冷等の方法により急冷する。
熱間圧延後の冷間圧延は、加工率50〜99%で行う。
時効処理は350〜550℃の温度に30分〜10時間保持する条件で行う。
時効処理後、必要に応じて、加工率5〜30%の冷間圧延、続いて歪み取り焼鈍を行ってもよい。
また、上記工程の熱間圧延後の冷間圧延と時効処理の間に、必要に応じて、溶体化処理と冷間圧延を挟むことができる。この場合、熱間圧延後の冷間圧延は加工率50〜95%で行い、溶体化処理は700〜900℃の温度に5秒〜3分保持する条件で行い、続く冷間圧延を加工率50〜95%で行うことが好ましい。
The homogenization treatment is performed under the condition of maintaining the temperature at 800 to 1000 ° C. for 1 to 10 hours.
After the homogenization treatment, hot rolling is started at a temperature of 800 ° C. or higher, the processing rate is set to about 50 to 90%, and rapid cooling is performed from 700 ° C. or higher by a method such as water cooling.
Cold rolling after hot rolling is performed at a processing rate of 50 to 99%.
The aging treatment is performed under the condition that the temperature is maintained at 350 to 550 ° C. for 30 minutes to 10 hours.
After the aging treatment, cold rolling at a processing rate of 5 to 30% and subsequent strain relief annealing may be performed as necessary.
Moreover, between the cold rolling after the hot rolling of the said process and aging treatment, a solution treatment and cold rolling can be pinched | interposed as needed. In this case, cold rolling after hot rolling is performed at a processing rate of 50 to 95%, solution treatment is performed at a temperature of 700 to 900 ° C. for 5 seconds to 3 minutes, and subsequent cold rolling is performed at a processing rate. It is preferable to carry out at 50 to 95%.
(Cu−Cr−Zr系)
Cu−Cr−Zr系の銅合金の例として、Cr:0.15〜0.6質量%及びZr:0.005〜0.15質量%を含む銅合金を挙げることができる。この銅合金の基本組成はCrとZr以外はCu及び不可避不純物からなり、必要に応じて後述する合金元素を含む。
この銅合金は、先に挙げたCu−Cr系の銅合金と同様に、高温加熱(ベーパーチャンバーの接合工程)後に塑性加工を行うことなく時効処理を行った場合、強度と導電率を回復させることができるが、その回復量は前述の他の析出硬化型銅合金より小さい。それでも、0.2%耐力値が60MPa以上、及び導電率が45%IACS以上を達成できる。一方、Cr、Zr等を含む析出粒子は高温加熱において残存するものがあり、これが2次再結晶による結晶粒の粗大化を抑制し、結晶粒の粗大化が抑えられる。このため、この銅合金は、高温加熱(ベーパーチャンバーの接合工程)後の平均結晶粒径を50μm以下に抑えることができる。なお、高温加熱後は急冷(水冷等)することが好ましい。時効処理は、350〜550℃の温度範囲で5分〜10時間保持する条件が挙げられる。
(Cu-Cr-Zr system)
As an example of a Cu-Cr-Zr-based copper alloy, a copper alloy containing Cr: 0.15-0.6 mass% and Zr: 0.005-0.15 mass% can be given. The basic composition of this copper alloy is composed of Cu and unavoidable impurities other than Cr and Zr, and contains alloy elements described later as required.
This copper alloy, like the Cu-Cr-based copper alloys mentioned above, recovers strength and conductivity when subjected to aging treatment without plastic working after high-temperature heating (vapor chamber joining step). However, the recovery amount is smaller than that of the other precipitation hardening copper alloys. Nevertheless, a 0.2% proof stress value of 60 MPa or more and a conductivity of 45% IACS or more can be achieved. On the other hand, some precipitated particles containing Cr, Zr, etc. remain in high-temperature heating, which suppresses the coarsening of crystal grains due to secondary recrystallization and suppresses the coarsening of crystal grains. For this reason, this copper alloy can suppress the average crystal grain size after high-temperature heating (bonding step of the vapor chamber) to 50 μm or less. In addition, it is preferable to carry out rapid cooling (water cooling etc.) after high temperature heating. As for an aging treatment, the conditions hold | maintained for 5 minutes-10 hours in the temperature range of 350-550 degreeC are mentioned.
この銅合金において、Crの添加理由は、先に挙げたCu−Cr系の銅合金と同様である。
Zrは、銅合金母相中にZr−Cu化合物として析出し、銅合金の強度と導電率を向上させる。また、ZrのCuへの固溶量は非常に小さいことから、高温加熱(ベーパチャンバの接合工程)時の結晶粒の粗大化を防止することができる。しかし、Zr含有量が0.005質量%未満では前記効果が少ない。一方、Zrの含有量が0.15質量%を超えると、粗大なZr化合物が発生し、曲げ加工性を低下させる。従って、Zrの含有量は0.005〜0.15質量%とする。Zrの下限値は好ましくは0.01質量%、より好ましくは0.015質量%である。Zrの上限値は好ましくは0.1質量%、より好ましくは0.08質量%である。なお、850℃以上の温度で結晶粒の粗大化を有効に防止するには、Zrの含有量を0.015質量%以上とすることが望ましい。
In this copper alloy, the reason for adding Cr is the same as that of the Cu—Cr-based copper alloy mentioned above.
Zr precipitates as a Zr-Cu compound in the copper alloy matrix and improves the strength and electrical conductivity of the copper alloy. Further, since the amount of Zr dissolved in Cu is very small, it is possible to prevent the crystal grains from becoming coarse during high-temperature heating (vapor chamber joining step). However, when the Zr content is less than 0.005% by mass, the effect is small. On the other hand, when the content of Zr exceeds 0.15% by mass, a coarse Zr compound is generated, and bending workability is lowered. Therefore, the Zr content is set to 0.005 to 0.15 mass%. The lower limit of Zr is preferably 0.01% by mass, more preferably 0.015% by mass. The upper limit of Zr is preferably 0.1% by mass, more preferably 0.08% by mass. In order to effectively prevent the coarsening of crystal grains at a temperature of 850 ° C. or higher, the Zr content is preferably 0.015% by mass or higher.
上記銅合金は、必要に応じて、下記(a),(b)に示す合金元素(又は合金元素群)の1種又は2種以上を、高温加熱及び時効処理後の導電率を損なわない範囲内において含む。(a)Si:0.005〜0.15質量%とTi:0.005〜0.15質量%の1種又は2種を合計で0.01〜0.3質量%、(b)Zn、Mg、Mn、Al、Ag、Ni、Fe、Co、Si、Pより選択する1種又は2種以上の元素を合計0.01〜0.3質量%。 The said copper alloy is the range which does not impair the electrical conductivity after high temperature heating and an aging treatment of the 1 type (s) or 2 types or more of the alloy elements (or alloy element group) shown to the following (a) and (b) as needed. Included within. (A) Si: 0.005 to 0.15 mass% and Ti: 0.005 to 0.15 mass%, or a total of 0.01 to 0.3 mass%, (b) Zn, Totally 0.01 to 0.3% by mass of one or more elements selected from Mg, Mn, Al, Ag, Ni, Fe, Co, Si, and P.
上記組成の銅合金(条)は、先に挙げたCu−Cr系の銅合金と同様の工程及び条件でで製造することができ、0.2%耐力が300MPa以上、伸びが5%以上、及び優れた曲げ加工性を有する。また、高温加熱(850℃×30分)後に、40MPa以上の0.2%耐力を有し、次いで時効処理した後、60MPa以上の0.2%耐力、45%IACS以上の導電率を有するようになる。さらに、高温加熱(850℃×30分)による結晶粒の粗大化が抑制され、高温加熱後の平均結晶粒径が50μm以下に抑えられる。 The copper alloy (strip) having the above composition can be manufactured in the same process and conditions as the Cu-Cr-based copper alloy mentioned above, 0.2% proof stress is 300 MPa or more, elongation is 5% or more, And excellent bending workability. Moreover, after high temperature heating (850 ° C. × 30 minutes), it has a 0.2% proof stress of 40 MPa or more, and then after aging treatment, has a 0.2% proof stress of 60 MPa or more and a conductivity of 45% IACS or more. become. Furthermore, coarsening of crystal grains due to high temperature heating (850 ° C. × 30 minutes) is suppressed, and the average crystal grain size after high temperature heating is suppressed to 50 μm or less.
表1に示す銅合金を鋳造し、それぞれ先に説明した製造方法で厚さ0.40mmの銅合金条を製造した。表1において、No.1,2はCu−Fe−P系、No.3〜5はCu−(Ni,Co)−Si系、No.6はCu−(Ni,Co)−P系、No.7はCu−Cr系、No.8はCu−Cr−Zr系、No.9は従来例のOFC(Oxygen−Free Copper)である。
製造した各銅合金条を供試材として、下記要領で0.2%耐力、伸び及び導電率を測定した。
製造した各銅合金条から採取した板に対し、ベーパチャンバーの接合工程における加熱に相当する850℃×30分間の加熱後水冷した。水冷後の板を供試材として、同じ要領で0.2%耐力及び導電率を測定した。
また、製造した各銅合金条から採取した板に対し、ベーパチャンバーの接合工程における加熱に相当する850℃×30分間の加熱後水冷し、続いて500℃×2時間の時効処理(析出硬化処理)を施した。時効処理後の板を供試材として、同じ要領で0.2%耐力及び導電率を測定し、また下記要領で平均結晶粒径を測定した。
以上の結果を表2に示す。
Copper alloys shown in Table 1 were cast, and copper alloy strips having a thickness of 0.40 mm were manufactured by the manufacturing methods described above. In Table 1, no. 1 and 2 are Cu-Fe-P series, 3 to 5 are Cu— (Ni, Co) —Si, 6 is a Cu- (Ni, Co) -P system, No. 6; 7 is a Cu-Cr type, No. 8 is a Cu—Cr—Zr system, 9 is a conventional OFC (Oxygen-Free Copper).
Using each manufactured copper alloy strip as a test material, 0.2% proof stress, elongation and electrical conductivity were measured in the following manner.
The plate taken from each manufactured copper alloy strip was water-cooled after heating at 850 ° C. × 30 minutes corresponding to heating in the vapor chamber joining step. Using the plate after water cooling as a test material, 0.2% proof stress and conductivity were measured in the same manner.
In addition, the plate collected from each copper alloy strip manufactured is heated at 850 ° C. for 30 minutes, which corresponds to the heating in the vapor chamber joining step, and then water-cooled, followed by aging treatment (precipitation hardening treatment) at 500 ° C. for 2 hours. ). Using the plate after aging treatment as a test material, 0.2% proof stress and conductivity were measured in the same manner, and the average crystal grain size was measured in the following manner.
The results are shown in Table 2.
(0.2%耐力、伸びの測定)
各供試材から、長手方向が圧延平行方向となるようにJIS5号引張り試験片を切り出し、JIS−Z2241に準拠して引張り試験を実施して、耐力と伸びを測定した。耐力は永久伸び0.2%に相当する引張強さである。
(導電率の測定)
導電率の測定は,JIS−H0505に規定されている非鉄金属材料導電率測定法に準拠し,ダブルブリッジを用いた四端子法で行った。
(平均結晶粒径の測定)
供試材の板表面を観察し、光学顕微鏡で組織写真を取得した。平均結晶粒径の測定は切断法を用い、線分の方向を圧延方向に平行方向とし、1本あたりの長さ250μmの線分を組織写真上に4本引き、それぞれの線分に対して求めた結晶粒度の加算平均を平均結晶粒径とした。
(0.2% proof stress, measurement of elongation)
From each sample material, a JIS No. 5 tensile test piece was cut out so that the longitudinal direction was parallel to the rolling direction, and a tensile test was performed in accordance with JIS-Z2241, thereby measuring the yield strength and elongation. The yield strength is a tensile strength corresponding to a permanent elongation of 0.2%.
(Measurement of conductivity)
The conductivity was measured by a four-terminal method using a double bridge in accordance with a nonferrous metal material conductivity measurement method defined in JIS-H0505.
(Measurement of average crystal grain size)
The plate surface of the test material was observed, and a structure photograph was obtained with an optical microscope. The average crystal grain size is measured using a cutting method, with the direction of the line segment being parallel to the rolling direction, and four line segments each having a length of 250 μm are drawn on the structure photograph. The average of the obtained crystal grain sizes was defined as the average crystal grain size.

表1,2をみると、従来例のOFCであるNo.9は、ベーパチャンバーの接合工程に相当する850℃×30分の加熱後の0.2%耐力が38MPaとなり、軟化が激しい。また、時効処理に相当する500℃×2時間の加熱後の0.2%耐力も38MPaであり、0.2%耐力が回復していない。さらに結晶粒が粗大化しており、板厚を貫通する粒界が存在する可能性が推測できる。
これに対し、No.1〜8は析出硬化型銅合金であり、850℃×30分の加熱により軟化したが、それでも0.2%耐力はいずれも50MPaを超えている。また、500℃×2時間の加熱により0.2%耐力及び導電率が回復し、特に0.2%耐力はNo.9の2倍以上の値を示す。結晶粒の粗大化も抑制され、平均結晶粒径はいずれもNo.9より小さく、特にNo.1,2,7,8は、平均結晶粒径が顕著に小さい。
Tables 1 and 2 show that the conventional OFC No. In No. 9, the 0.2% proof stress after heating at 850 ° C. for 30 minutes corresponding to the vapor chamber joining step is 38 MPa, and the softening is severe. The 0.2% yield strength after heating at 500 ° C. for 2 hours corresponding to the aging treatment is also 38 MPa, and the 0.2% yield strength has not recovered. Furthermore, the crystal grains are coarsened, and it can be estimated that there is a grain boundary penetrating the plate thickness.
In contrast, no. 1 to 8 are precipitation hardening type copper alloys, which were softened by heating at 850 ° C. × 30 minutes, but the 0.2% proof stress still exceeds 50 MPa. Moreover, 0.2% yield strength and electrical conductivity were recovered by heating at 500 ° C. for 2 hours. A value of 2 or more times 9 is shown. The coarsening of the crystal grains is also suppressed, and the average crystal grain size is no. Smaller than 9, especially no. 1, 2, 7, and 8 have remarkably small average crystal grain sizes.
表1のNo.1,3,6,9に示す組成の銅合金を鋳造し、それぞれ先に説明した製造方法で厚さ1.0mmの銅合金条を製造した。製造した銅合金条を供試材とし、下記要領で高温時の0.2%耐力を測定した。その結果を表3に示す。なお、表3のNo.1A,3A,6A,9Aは、板厚1.0mmで、合金組成がそれぞれ表1のNo.1,3,6,9の組成と一致する銅合金条を意味する。
(高温時の0.2%耐力の測定)
供試材から長手方向が圧延平行方向となるようにJIS5号引張り試験片を切り出し、表3に示す各温度に30分保持後、同温度においてJISZ2241の規定に準拠して引張試験を行い、0.2%耐力を測定した。試験雰囲気はAr気流中とし、試験片の酸化を防止した。
No. in Table 1 Copper alloys having compositions shown in 1, 3, 6, and 9 were cast, and copper alloy strips having a thickness of 1.0 mm were manufactured by the manufacturing methods described above. The manufactured copper alloy strip was used as a test material, and the 0.2% proof stress at high temperature was measured as follows. The results are shown in Table 3. In Table 3, No. 1A, 3A, 6A, and 9A have a plate thickness of 1.0 mm, and the alloy compositions are No. 1 in Table 1, respectively. It means a copper alloy strip having a composition of 1,3,6,9.
(Measurement of 0.2% proof stress at high temperature)
A JIS No. 5 tensile test piece was cut out from the test material so that the longitudinal direction was parallel to the rolling direction, held at each temperature shown in Table 3 for 30 minutes, and then subjected to a tensile test in accordance with the provisions of JIS Z2241 at the same temperature. .2% yield strength was measured. The test atmosphere was in an Ar stream to prevent the test piece from being oxidized.
表3をみると、従来例のNo.9Aの0.2%耐力は、700℃以上で非常に低くなっている。これに対し、析出硬化型銅合金のNo.1A,3A,6Aの0.2%耐力は、700℃でNo.9の5倍以上、800℃でNo.9の2倍以上、900℃でもNo.9より大きく、高温において強度が比較的高く、ベーパチャンバーの接合工程における加熱で変形しにくいことが分かる。 Table 3 shows that No. of the conventional example. The 0.2% proof stress of 9A is very low above 700 ° C. In contrast, No. of precipitation hardening type copper alloy. The 0.2% proof stress of 1A, 3A, and 6A is No. at 700 ° C. No. 9 at 800 ° C., 5 times or more than 9. No. 9 even at 900 ° C. more than 2 times 9. It can be seen that the strength is higher than 9 and the strength is relatively high at a high temperature, and is not easily deformed by heating in the vapor chamber joining step.
2 上板部材
3 下板部材
2
Claims (1)
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016059253A JP6151813B1 (en) | 2016-03-23 | 2016-03-23 | Vapor chamber manufacturing method |
| KR1020187029853A KR20180122001A (en) | 2016-03-23 | 2017-03-14 | Manufacturing Method of Vapor Chamber |
| PCT/JP2017/010239 WO2017164013A1 (en) | 2016-03-23 | 2017-03-14 | Vapor chamber manufacturing method |
| CN201780018564.XA CN108885067B (en) | 2016-03-23 | 2017-03-14 | Method for manufacturing steam cavity |
| TW106109380A TWI658146B (en) | 2016-03-23 | 2017-03-21 | Manufacturing method of steam cavity |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016059253A JP6151813B1 (en) | 2016-03-23 | 2016-03-23 | Vapor chamber manufacturing method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP6151813B1 JP6151813B1 (en) | 2017-06-21 |
| JP2017172871A true JP2017172871A (en) | 2017-09-28 |
Family
ID=59082035
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016059253A Expired - Fee Related JP6151813B1 (en) | 2016-03-23 | 2016-03-23 | Vapor chamber manufacturing method |
Country Status (5)
| Country | Link |
|---|---|
| JP (1) | JP6151813B1 (en) |
| KR (1) | KR20180122001A (en) |
| CN (1) | CN108885067B (en) |
| TW (1) | TWI658146B (en) |
| WO (1) | WO2017164013A1 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020051689A (en) * | 2018-09-27 | 2020-04-02 | 大日本印刷株式会社 | Vapor chamber and method for manufacturing vapor chamber |
| WO2024181291A1 (en) * | 2023-02-28 | 2024-09-06 | 京セラ株式会社 | Heat dissipation member and vapor chamber |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6446010B2 (en) * | 2016-09-29 | 2018-12-26 | 株式会社神戸製鋼所 | Copper alloy plate for heat dissipation parts |
| CN109790597A (en) * | 2016-10-05 | 2019-05-21 | 株式会社神户制钢所 | The manufacturing method of heat dissipation element copper alloy plate, heat dissipation element and heat dissipation element |
| CN110243216B (en) * | 2018-03-09 | 2024-06-07 | 双鸿电子科技工业(昆山)有限公司 | Temperature equalizing plate and manufacturing method thereof |
| KR102333586B1 (en) | 2019-11-11 | 2021-12-02 | 주식회사 큐브테크 | Method for manufacturing vapor chamber |
| KR102257692B1 (en) | 2019-12-09 | 2021-05-31 | 주식회사 큐브테크 | Method for manufacturing vapor chamber using jig |
| CN113465420A (en) * | 2020-03-30 | 2021-10-01 | 超众科技股份有限公司 | Heat conduction member and joining device for joining heat conduction members |
| WO2021246494A1 (en) | 2020-06-04 | 2021-12-09 | 古河電気工業株式会社 | Component for electrical/electronic equipment |
| KR102689995B1 (en) | 2023-09-06 | 2024-07-31 | 오케이 주식회사 | Vapor Chamber |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5865546A (en) * | 1981-10-14 | 1983-04-19 | Mitsubishi Metal Corp | Mold made of cu alloy for continuous casting |
| JPS6059033A (en) * | 1983-09-13 | 1985-04-05 | Sumitomo Light Metal Ind Ltd | Material of pipe for heat pipe |
| JPH093571A (en) * | 1995-06-14 | 1997-01-07 | Mitsubishi Shindoh Co Ltd | Heat sink |
| JP2006177613A (en) * | 2004-12-22 | 2006-07-06 | Denso Corp | Boiling cooler device |
| JP2011012299A (en) * | 2009-07-01 | 2011-01-20 | Sumitomo Light Metal Ind Ltd | Method for producing inner grooved tube |
| JP2014224730A (en) * | 2013-05-16 | 2014-12-04 | 川崎重工業株式会社 | Heat receiving tile made of carbon fiber composite material |
| JP2016180174A (en) * | 2015-03-23 | 2016-10-13 | 株式会社神戸製鋼所 | Copper alloy sheet for heat radiation component |
| JP2016186103A (en) * | 2015-03-27 | 2016-10-27 | 株式会社神戸製鋼所 | Copper alloy sheet for heat radiation component |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0694390A (en) * | 1992-09-10 | 1994-04-05 | Kobe Steel Ltd | Copper alloy tube for heat exchanger heat transfer tube and manufacture thereof |
| AUPR360801A0 (en) * | 2001-03-08 | 2001-04-05 | Commonwealth Scientific And Industrial Research Organisation | Heat treatment of age-hardenable aluminium alloys utilising secondary precipitation |
| JP2004309002A (en) * | 2003-04-04 | 2004-11-04 | Hitachi Cable Ltd | Plate type heat pipe and its manufacturing method |
| ES2332177T5 (en) * | 2004-11-16 | 2014-12-10 | Abb Research Ltd. | High voltage circuit breaker with cooling |
| JP4157898B2 (en) * | 2006-10-02 | 2008-10-01 | 株式会社神戸製鋼所 | Copper alloy sheet for electrical and electronic parts with excellent press punchability |
| CN101528962A (en) * | 2006-10-17 | 2009-09-09 | 株式会社神户制钢所 | Cold work die steel, die, and method for production of cold work die steel |
| WO2011093114A1 (en) * | 2010-01-26 | 2011-08-04 | 三菱マテリアル株式会社 | Copper alloy with high strength and high electrical conductivity |
| CN102266922B (en) * | 2011-06-17 | 2013-04-03 | 九星控股集团有限公司 | Non-vacuum casting and forming method of chromium zirconium copper alloy plate for continuous casting crystallizer |
| CN103286522B (en) * | 2012-02-28 | 2016-04-27 | 比亚迪股份有限公司 | A kind of preparation method of electronic product Al-alloy casing |
| CN103361582A (en) * | 2012-03-30 | 2013-10-23 | 江苏迅达电磁线有限公司 | Preparing process of high-performance copper alloy specially-shaped belt for lead frame |
| CN102758103A (en) * | 2012-07-16 | 2012-10-31 | 钢铁研究总院 | Age-hardening Ni-Cu-Al alloy used in fluorine-containing environment |
| CN104630540A (en) * | 2013-11-08 | 2015-05-20 | 青岛宏泰铜业有限公司 | KFC leading frame copper alloy strip production technology |
| TWI621721B (en) * | 2014-07-10 | 2018-04-21 | Furukawa Electric Co Ltd | Copper alloy sheet, connector, and method for manufacturing copper alloy sheet |
| CN104775062B (en) * | 2015-04-21 | 2017-02-22 | 宝山钢铁股份有限公司 | High-strength aluminum-alloy material, aluminum-alloy plate and manufacturing method thereof |
-
2016
- 2016-03-23 JP JP2016059253A patent/JP6151813B1/en not_active Expired - Fee Related
-
2017
- 2017-03-14 WO PCT/JP2017/010239 patent/WO2017164013A1/en active Application Filing
- 2017-03-14 CN CN201780018564.XA patent/CN108885067B/en not_active Expired - Fee Related
- 2017-03-14 KR KR1020187029853A patent/KR20180122001A/en not_active Application Discontinuation
- 2017-03-21 TW TW106109380A patent/TWI658146B/en not_active IP Right Cessation
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5865546A (en) * | 1981-10-14 | 1983-04-19 | Mitsubishi Metal Corp | Mold made of cu alloy for continuous casting |
| JPS6059033A (en) * | 1983-09-13 | 1985-04-05 | Sumitomo Light Metal Ind Ltd | Material of pipe for heat pipe |
| JPH093571A (en) * | 1995-06-14 | 1997-01-07 | Mitsubishi Shindoh Co Ltd | Heat sink |
| JP2006177613A (en) * | 2004-12-22 | 2006-07-06 | Denso Corp | Boiling cooler device |
| JP2011012299A (en) * | 2009-07-01 | 2011-01-20 | Sumitomo Light Metal Ind Ltd | Method for producing inner grooved tube |
| JP2014224730A (en) * | 2013-05-16 | 2014-12-04 | 川崎重工業株式会社 | Heat receiving tile made of carbon fiber composite material |
| JP2016180174A (en) * | 2015-03-23 | 2016-10-13 | 株式会社神戸製鋼所 | Copper alloy sheet for heat radiation component |
| JP2016186103A (en) * | 2015-03-27 | 2016-10-27 | 株式会社神戸製鋼所 | Copper alloy sheet for heat radiation component |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020051689A (en) * | 2018-09-27 | 2020-04-02 | 大日本印刷株式会社 | Vapor chamber and method for manufacturing vapor chamber |
| JP7167601B2 (en) | 2018-09-27 | 2022-11-09 | 大日本印刷株式会社 | Vapor chamber and manufacturing method of vapor chamber |
| WO2024181291A1 (en) * | 2023-02-28 | 2024-09-06 | 京セラ株式会社 | Heat dissipation member and vapor chamber |
Also Published As
| Publication number | Publication date |
|---|---|
| CN108885067B (en) | 2020-08-04 |
| KR20180122001A (en) | 2018-11-09 |
| TWI658146B (en) | 2019-05-01 |
| TW201802249A (en) | 2018-01-16 |
| JP6151813B1 (en) | 2017-06-21 |
| CN108885067A (en) | 2018-11-23 |
| WO2017164013A1 (en) | 2017-09-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6151813B1 (en) | Vapor chamber manufacturing method | |
| JP6031549B2 (en) | Copper alloy plate for heat dissipation parts | |
| JP6031576B2 (en) | Copper alloy plate for heat dissipation parts | |
| JP6031548B2 (en) | Copper alloy plate for heat dissipation parts | |
| JP6850233B2 (en) | Copper alloy plate for heat dissipation parts | |
| JP6446011B2 (en) | Copper alloy plate for heat dissipation parts and heat dissipation parts | |
| WO2016152648A1 (en) | Copper alloy sheet for heat dissipating component and heat dissipating component | |
| JP6446010B2 (en) | Copper alloy plate for heat dissipation parts | |
| JP6732840B2 (en) | Copper alloy plate for vapor chamber | |
| WO2017110759A1 (en) | Copper alloy plate for heat-dissipation component | |
| JP4568092B2 (en) | Cu-Ni-Ti copper alloy and heat sink |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170523 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170525 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6151813 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |