JP2017149861A - Resin sheet with support body - Google Patents
Resin sheet with support body Download PDFInfo
- Publication number
- JP2017149861A JP2017149861A JP2016034435A JP2016034435A JP2017149861A JP 2017149861 A JP2017149861 A JP 2017149861A JP 2016034435 A JP2016034435 A JP 2016034435A JP 2016034435 A JP2016034435 A JP 2016034435A JP 2017149861 A JP2017149861 A JP 2017149861A
- Authority
- JP
- Japan
- Prior art keywords
- resin
- resin composition
- layer
- manufactured
- support
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 229920005989 resin Polymers 0.000 title claims abstract description 230
- 239000011347 resin Substances 0.000 title claims abstract description 230
- 239000011342 resin composition Substances 0.000 claims abstract description 217
- 229920001187 thermosetting polymer Polymers 0.000 claims abstract description 51
- 239000004065 semiconductor Substances 0.000 claims abstract description 21
- 239000000203 mixture Substances 0.000 claims abstract description 19
- 239000003822 epoxy resin Substances 0.000 claims description 170
- 229920000647 polyepoxide Polymers 0.000 claims description 170
- 239000003795 chemical substances by application Substances 0.000 claims description 89
- 239000011256 inorganic filler Substances 0.000 claims description 29
- 229910003475 inorganic filler Inorganic materials 0.000 claims description 29
- 239000000463 material Substances 0.000 claims description 28
- 150000002148 esters Chemical class 0.000 claims description 21
- 125000003118 aryl group Chemical group 0.000 claims description 5
- 238000003780 insertion Methods 0.000 abstract description 22
- 230000037431 insertion Effects 0.000 abstract description 22
- 239000010410 layer Substances 0.000 description 309
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 111
- 238000000034 method Methods 0.000 description 66
- -1 glycidyl ester Chemical class 0.000 description 60
- 239000000243 solution Substances 0.000 description 59
- 239000002966 varnish Substances 0.000 description 56
- 239000004020 conductor Substances 0.000 description 49
- 239000007787 solid Substances 0.000 description 46
- 239000000126 substance Substances 0.000 description 45
- UFWIBTONFRDIAS-UHFFFAOYSA-N Naphthalene Chemical compound C1=CC=CC2=CC=CC=C21 UFWIBTONFRDIAS-UHFFFAOYSA-N 0.000 description 34
- JHIVVAPYMSGYDF-UHFFFAOYSA-N cyclohexanone Chemical compound O=C1CCCCC1 JHIVVAPYMSGYDF-UHFFFAOYSA-N 0.000 description 34
- 239000000047 product Substances 0.000 description 34
- 239000000758 substrate Substances 0.000 description 34
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 33
- VHYFNPMBLIVWCW-UHFFFAOYSA-N 4-Dimethylaminopyridine Chemical compound CN(C)C1=CC=NC=C1 VHYFNPMBLIVWCW-UHFFFAOYSA-N 0.000 description 32
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 32
- 238000007747 plating Methods 0.000 description 32
- 239000004593 Epoxy Substances 0.000 description 31
- 229910052751 metal Inorganic materials 0.000 description 29
- 239000002184 metal Substances 0.000 description 29
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 28
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 27
- RAXXELZNTBOGNW-UHFFFAOYSA-N imidazole Natural products C1=CNC=N1 RAXXELZNTBOGNW-UHFFFAOYSA-N 0.000 description 27
- 238000004519 manufacturing process Methods 0.000 description 27
- 229920003986 novolac Polymers 0.000 description 27
- 239000002245 particle Substances 0.000 description 27
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 26
- PXKLMJQFEQBVLD-UHFFFAOYSA-N bisphenol F Chemical compound C1=CC(O)=CC=C1CC1=CC=C(O)C=C1 PXKLMJQFEQBVLD-UHFFFAOYSA-N 0.000 description 24
- 239000010949 copper Substances 0.000 description 24
- ZUOUZKKEUPVFJK-UHFFFAOYSA-N diphenyl Chemical compound C1=CC=CC=C1C1=CC=CC=C1 ZUOUZKKEUPVFJK-UHFFFAOYSA-N 0.000 description 23
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 20
- 230000008569 process Effects 0.000 description 20
- 229920006287 phenoxy resin Polymers 0.000 description 19
- 239000013034 phenoxy resin Substances 0.000 description 19
- 229910052802 copper Inorganic materials 0.000 description 18
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 18
- KDLHZDBZIXYQEI-UHFFFAOYSA-N palladium Substances [Pd] KDLHZDBZIXYQEI-UHFFFAOYSA-N 0.000 description 18
- KJCVRFUGPWSIIH-UHFFFAOYSA-N 1-naphthol Chemical compound C1=CC=C2C(O)=CC=CC2=C1 KJCVRFUGPWSIIH-UHFFFAOYSA-N 0.000 description 16
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 16
- 229910000831 Steel Inorganic materials 0.000 description 16
- 229910052799 carbon Inorganic materials 0.000 description 16
- 239000010959 steel Substances 0.000 description 16
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 15
- 239000004850 liquid epoxy resins (LERs) Substances 0.000 description 15
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 14
- 239000002585 base Substances 0.000 description 14
- 239000003063 flame retardant Substances 0.000 description 14
- 206010042674 Swelling Diseases 0.000 description 13
- 239000000377 silicon dioxide Substances 0.000 description 13
- 230000008961 swelling Effects 0.000 description 13
- 229920005992 thermoplastic resin Polymers 0.000 description 13
- 239000004305 biphenyl Substances 0.000 description 12
- 235000010290 biphenyl Nutrition 0.000 description 12
- 229920001721 polyimide Polymers 0.000 description 12
- 238000002360 preparation method Methods 0.000 description 12
- 239000002904 solvent Substances 0.000 description 12
- 229910045601 alloy Inorganic materials 0.000 description 11
- 239000000956 alloy Substances 0.000 description 11
- 239000007864 aqueous solution Substances 0.000 description 11
- 239000007822 coupling agent Substances 0.000 description 11
- 238000001035 drying Methods 0.000 description 11
- 238000003475 lamination Methods 0.000 description 11
- 238000005259 measurement Methods 0.000 description 11
- 238000007788 roughening Methods 0.000 description 11
- HECLRDQVFMWTQS-RGOKHQFPSA-N 1755-01-7 Chemical compound C1[C@H]2[C@@H]3CC=C[C@@H]3[C@@H]1C=C2 HECLRDQVFMWTQS-RGOKHQFPSA-N 0.000 description 10
- 229920002799 BoPET Polymers 0.000 description 10
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 10
- 230000001681 protective effect Effects 0.000 description 10
- 239000004642 Polyimide Substances 0.000 description 9
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 9
- 239000000654 additive Substances 0.000 description 9
- 230000000052 comparative effect Effects 0.000 description 9
- 238000009713 electroplating Methods 0.000 description 9
- 125000003700 epoxy group Chemical group 0.000 description 9
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 9
- 239000007788 liquid Substances 0.000 description 9
- 239000012766 organic filler Substances 0.000 description 9
- 150000001412 amines Chemical class 0.000 description 8
- 230000005540 biological transmission Effects 0.000 description 8
- 238000001816 cooling Methods 0.000 description 8
- 238000005530 etching Methods 0.000 description 8
- 238000011156 evaluation Methods 0.000 description 8
- 239000011888 foil Substances 0.000 description 8
- 239000003960 organic solvent Substances 0.000 description 8
- 239000007800 oxidant agent Substances 0.000 description 8
- 238000003756 stirring Methods 0.000 description 8
- JYEUMXHLPRZUAT-UHFFFAOYSA-N 1,2,3-triazine Chemical compound C1=CN=NN=C1 JYEUMXHLPRZUAT-UHFFFAOYSA-N 0.000 description 7
- 229960000549 4-dimethylaminophenol Drugs 0.000 description 7
- ZFVMWEVVKGLCIJ-UHFFFAOYSA-N bisphenol AF Chemical compound C1=CC(O)=CC=C1C(C(F)(F)F)(C(F)(F)F)C1=CC=C(O)C=C1 ZFVMWEVVKGLCIJ-UHFFFAOYSA-N 0.000 description 7
- 150000001718 carbodiimides Chemical class 0.000 description 7
- 239000011521 glass Substances 0.000 description 7
- 229910052759 nickel Inorganic materials 0.000 description 7
- 229920000139 polyethylene terephthalate Polymers 0.000 description 7
- 239000005020 polyethylene terephthalate Substances 0.000 description 7
- FZHAPNGMFPVSLP-UHFFFAOYSA-N silanamine Chemical compound [SiH3]N FZHAPNGMFPVSLP-UHFFFAOYSA-N 0.000 description 7
- 229910000679 solder Inorganic materials 0.000 description 7
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 6
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 6
- 229910000990 Ni alloy Inorganic materials 0.000 description 6
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 6
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 6
- MWPLVEDNUUSJAV-UHFFFAOYSA-N anthracene Chemical compound C1=CC=CC2=CC3=CC=CC=C3C=C21 MWPLVEDNUUSJAV-UHFFFAOYSA-N 0.000 description 6
- 230000015572 biosynthetic process Effects 0.000 description 6
- 229910052804 chromium Inorganic materials 0.000 description 6
- 239000011651 chromium Substances 0.000 description 6
- 238000004140 cleaning Methods 0.000 description 6
- 238000000576 coating method Methods 0.000 description 6
- 239000004643 cyanate ester Substances 0.000 description 6
- 229920001971 elastomer Polymers 0.000 description 6
- 238000010438 heat treatment Methods 0.000 description 6
- 239000012046 mixed solvent Substances 0.000 description 6
- 239000005060 rubber Substances 0.000 description 6
- 229910052719 titanium Inorganic materials 0.000 description 6
- 239000010936 titanium Substances 0.000 description 6
- 229920002554 vinyl polymer Polymers 0.000 description 6
- 229910052725 zinc Inorganic materials 0.000 description 6
- 239000011701 zinc Substances 0.000 description 6
- DHKHKXVYLBGOIT-UHFFFAOYSA-N 1,1-Diethoxyethane Chemical compound CCOC(C)OCC DHKHKXVYLBGOIT-UHFFFAOYSA-N 0.000 description 5
- QTWJRLJHJPIABL-UHFFFAOYSA-N 2-methylphenol;3-methylphenol;4-methylphenol Chemical compound CC1=CC=C(O)C=C1.CC1=CC=CC(O)=C1.CC1=CC=CC=C1O QTWJRLJHJPIABL-UHFFFAOYSA-N 0.000 description 5
- VPWNQTHUCYMVMZ-UHFFFAOYSA-N 4,4'-sulfonyldiphenol Chemical compound C1=CC(O)=CC=C1S(=O)(=O)C1=CC=C(O)C=C1 VPWNQTHUCYMVMZ-UHFFFAOYSA-N 0.000 description 5
- 229930185605 Bisphenol Natural products 0.000 description 5
- 239000004962 Polyamide-imide Substances 0.000 description 5
- 239000004793 Polystyrene Substances 0.000 description 5
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 5
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 5
- 239000011354 acetal resin Substances 0.000 description 5
- 229910052782 aluminium Inorganic materials 0.000 description 5
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 5
- 239000011889 copper foil Substances 0.000 description 5
- 229930003836 cresol Natural products 0.000 description 5
- XLJMAIOERFSOGZ-UHFFFAOYSA-M cyanate Chemical compound [O-]C#N XLJMAIOERFSOGZ-UHFFFAOYSA-M 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 239000004744 fabric Substances 0.000 description 5
- 238000009413 insulation Methods 0.000 description 5
- 238000010030 laminating Methods 0.000 description 5
- 230000003472 neutralizing effect Effects 0.000 description 5
- AFEQENGXSMURHA-UHFFFAOYSA-N oxiran-2-ylmethanamine Chemical compound NCC1CO1 AFEQENGXSMURHA-UHFFFAOYSA-N 0.000 description 5
- 229910052763 palladium Inorganic materials 0.000 description 5
- 229910052698 phosphorus Inorganic materials 0.000 description 5
- 239000011574 phosphorus Substances 0.000 description 5
- 229920002312 polyamide-imide Polymers 0.000 description 5
- 229920006324 polyoxymethylene Polymers 0.000 description 5
- 235000013824 polyphenols Nutrition 0.000 description 5
- 229920002223 polystyrene Polymers 0.000 description 5
- 238000003825 pressing Methods 0.000 description 5
- 229910052709 silver Inorganic materials 0.000 description 5
- 239000004332 silver Substances 0.000 description 5
- 239000012756 surface treatment agent Substances 0.000 description 5
- 229910052718 tin Inorganic materials 0.000 description 5
- XKZQKPRCPNGNFR-UHFFFAOYSA-N 2-(3-hydroxyphenyl)phenol Chemical group OC1=CC=CC(C=2C(=CC=CC=2)O)=C1 XKZQKPRCPNGNFR-UHFFFAOYSA-N 0.000 description 4
- ZTQSAGDEMFDKMZ-UHFFFAOYSA-N Butyraldehyde Chemical compound CCCC=O ZTQSAGDEMFDKMZ-UHFFFAOYSA-N 0.000 description 4
- 229910000881 Cu alloy Inorganic materials 0.000 description 4
- ZRALSGWEFCBTJO-UHFFFAOYSA-N Guanidine Chemical compound NC(N)=N ZRALSGWEFCBTJO-UHFFFAOYSA-N 0.000 description 4
- CHJJGSNFBQVOTG-UHFFFAOYSA-N N-methyl-guanidine Natural products CNC(N)=N CHJJGSNFBQVOTG-UHFFFAOYSA-N 0.000 description 4
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 4
- 239000006087 Silane Coupling Agent Substances 0.000 description 4
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 4
- 230000000996 additive effect Effects 0.000 description 4
- KAKZBPTYRLMSJV-UHFFFAOYSA-N butadiene group Chemical group C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 4
- 239000011248 coating agent Substances 0.000 description 4
- 229910017052 cobalt Inorganic materials 0.000 description 4
- 239000010941 cobalt Substances 0.000 description 4
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 4
- 150000001875 compounds Chemical class 0.000 description 4
- 238000005227 gel permeation chromatography Methods 0.000 description 4
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 4
- 229910052737 gold Inorganic materials 0.000 description 4
- 239000010931 gold Substances 0.000 description 4
- 150000002739 metals Chemical class 0.000 description 4
- 125000001624 naphthyl group Chemical group 0.000 description 4
- 229920003023 plastic Polymers 0.000 description 4
- 239000004033 plastic Substances 0.000 description 4
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 4
- 230000009467 reduction Effects 0.000 description 4
- 230000003746 surface roughness Effects 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- 239000011135 tin Substances 0.000 description 4
- RIOQSEWOXXDEQQ-UHFFFAOYSA-N triphenylphosphine Chemical compound C1=CC=CC=C1P(C=1C=CC=CC=1)C1=CC=CC=C1 RIOQSEWOXXDEQQ-UHFFFAOYSA-N 0.000 description 4
- KGSFMPRFQVLGTJ-UHFFFAOYSA-N 1,1,2-triphenylethylbenzene Chemical compound C=1C=CC=CC=1C(C=1C=CC=CC=1)(C=1C=CC=CC=1)CC1=CC=CC=C1 KGSFMPRFQVLGTJ-UHFFFAOYSA-N 0.000 description 3
- XZKLXPPYISZJCV-UHFFFAOYSA-N 1-benzyl-2-phenylimidazole Chemical compound C1=CN=C(C=2C=CC=CC=2)N1CC1=CC=CC=C1 XZKLXPPYISZJCV-UHFFFAOYSA-N 0.000 description 3
- ULKLGIFJWFIQFF-UHFFFAOYSA-N 5K8XI641G3 Chemical compound CCC1=NC=C(C)N1 ULKLGIFJWFIQFF-UHFFFAOYSA-N 0.000 description 3
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 3
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 3
- UHOVQNZJYSORNB-UHFFFAOYSA-N Benzene Chemical compound C1=CC=CC=C1 UHOVQNZJYSORNB-UHFFFAOYSA-N 0.000 description 3
- 229940123208 Biguanide Drugs 0.000 description 3
- 229910000599 Cr alloy Inorganic materials 0.000 description 3
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- ZMXDDKWLCZADIW-UHFFFAOYSA-N N,N-Dimethylformamide Chemical compound CN(C)C=O ZMXDDKWLCZADIW-UHFFFAOYSA-N 0.000 description 3
- 239000004721 Polyphenylene oxide Substances 0.000 description 3
- 229910001069 Ti alloy Inorganic materials 0.000 description 3
- ZMANZCXQSJIPKH-UHFFFAOYSA-N Triethylamine Chemical compound CCN(CC)CC ZMANZCXQSJIPKH-UHFFFAOYSA-N 0.000 description 3
- AHZMUXQJTGRNHT-UHFFFAOYSA-N [4-[2-(4-cyanatophenyl)propan-2-yl]phenyl] cyanate Chemical compound C=1C=C(OC#N)C=CC=1C(C)(C)C1=CC=C(OC#N)C=C1 AHZMUXQJTGRNHT-UHFFFAOYSA-N 0.000 description 3
- 239000012190 activator Substances 0.000 description 3
- 239000012670 alkaline solution Substances 0.000 description 3
- 229920000180 alkyd Polymers 0.000 description 3
- 239000003638 chemical reducing agent Substances 0.000 description 3
- 239000000788 chromium alloy Substances 0.000 description 3
- DEKLIKGLDMCMJG-UHFFFAOYSA-M decanoate;tetrabutylphosphanium Chemical compound CCCCCCCCCC([O-])=O.CCCC[P+](CCCC)(CCCC)CCCC DEKLIKGLDMCMJG-UHFFFAOYSA-M 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 238000011161 development Methods 0.000 description 3
- SWSQBOPZIKWTGO-UHFFFAOYSA-N dimethylaminoamidine Natural products CN(C)C(N)=N SWSQBOPZIKWTGO-UHFFFAOYSA-N 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 239000007789 gas Substances 0.000 description 3
- 238000009499 grossing Methods 0.000 description 3
- 229910052742 iron Inorganic materials 0.000 description 3
- GLTDLAUASUFHNK-UHFFFAOYSA-N n-silylaniline Chemical compound [SiH3]NC1=CC=CC=C1 GLTDLAUASUFHNK-UHFFFAOYSA-N 0.000 description 3
- 125000002524 organometallic group Chemical group 0.000 description 3
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 3
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 3
- 229920002492 poly(sulfone) Polymers 0.000 description 3
- 229920002037 poly(vinyl butyral) polymer Polymers 0.000 description 3
- 229920000570 polyether Polymers 0.000 description 3
- 239000011112 polyethylene naphthalate Substances 0.000 description 3
- 239000009719 polyimide resin Substances 0.000 description 3
- 229920001955 polyphenylene ether Polymers 0.000 description 3
- CHQMHPLRPQMAMX-UHFFFAOYSA-L sodium persulfate Substances [Na+].[Na+].[O-]S(=O)(=O)OOS([O-])(=O)=O CHQMHPLRPQMAMX-UHFFFAOYSA-L 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 229910001868 water Inorganic materials 0.000 description 3
- GIWQSPITLQVMSG-UHFFFAOYSA-N 1,2-dimethylimidazole Chemical compound CC1=NC=CN1C GIWQSPITLQVMSG-UHFFFAOYSA-N 0.000 description 2
- ARXJGSRGQADJSQ-UHFFFAOYSA-N 1-methoxypropan-2-ol Chemical compound COCC(C)O ARXJGSRGQADJSQ-UHFFFAOYSA-N 0.000 description 2
- JWAZRIHNYRIHIV-UHFFFAOYSA-N 2-naphthol Chemical compound C1=CC=CC2=CC(O)=CC=C21 JWAZRIHNYRIHIV-UHFFFAOYSA-N 0.000 description 2
- CMLFRMDBDNHMRA-UHFFFAOYSA-N 2h-1,2-benzoxazine Chemical compound C1=CC=C2C=CNOC2=C1 CMLFRMDBDNHMRA-UHFFFAOYSA-N 0.000 description 2
- FVKFHMNJTHKMRX-UHFFFAOYSA-N 3,4,6,7,8,9-hexahydro-2H-pyrimido[1,2-a]pyrimidine Chemical compound C1CCN2CCCNC2=N1 FVKFHMNJTHKMRX-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- 229920002284 Cellulose triacetate Polymers 0.000 description 2
- HEDRZPFGACZZDS-UHFFFAOYSA-N Chloroform Chemical compound ClC(Cl)Cl HEDRZPFGACZZDS-UHFFFAOYSA-N 0.000 description 2
- 239000005749 Copper compound Substances 0.000 description 2
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 2
- QIGBRXMKCJKVMJ-UHFFFAOYSA-N Hydroquinone Chemical compound OC1=CC=C(O)C=C1 QIGBRXMKCJKVMJ-UHFFFAOYSA-N 0.000 description 2
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 2
- 239000005062 Polybutadiene Substances 0.000 description 2
- 239000004695 Polyether sulfone Substances 0.000 description 2
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 2
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 2
- NNLVGZFZQQXQNW-ADJNRHBOSA-N [(2r,3r,4s,5r,6s)-4,5-diacetyloxy-3-[(2s,3r,4s,5r,6r)-3,4,5-triacetyloxy-6-(acetyloxymethyl)oxan-2-yl]oxy-6-[(2r,3r,4s,5r,6s)-4,5,6-triacetyloxy-2-(acetyloxymethyl)oxan-3-yl]oxyoxan-2-yl]methyl acetate Chemical compound O([C@@H]1O[C@@H]([C@H]([C@H](OC(C)=O)[C@H]1OC(C)=O)O[C@H]1[C@@H]([C@@H](OC(C)=O)[C@H](OC(C)=O)[C@@H](COC(C)=O)O1)OC(C)=O)COC(=O)C)[C@@H]1[C@@H](COC(C)=O)O[C@@H](OC(C)=O)[C@H](OC(C)=O)[C@H]1OC(C)=O NNLVGZFZQQXQNW-ADJNRHBOSA-N 0.000 description 2
- ORLQHILJRHBSAY-UHFFFAOYSA-N [1-(hydroxymethyl)cyclohexyl]methanol Chemical compound OCC1(CO)CCCCC1 ORLQHILJRHBSAY-UHFFFAOYSA-N 0.000 description 2
- 239000002253 acid Substances 0.000 description 2
- 230000002378 acidificating effect Effects 0.000 description 2
- 239000002390 adhesive tape Substances 0.000 description 2
- 125000002723 alicyclic group Chemical group 0.000 description 2
- 239000003513 alkali Substances 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 239000002518 antifoaming agent Substances 0.000 description 2
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 2
- 229910021523 barium zirconate Inorganic materials 0.000 description 2
- DQBAOWPVHRWLJC-UHFFFAOYSA-N barium(2+);dioxido(oxo)zirconium Chemical compound [Ba+2].[O-][Zr]([O-])=O DQBAOWPVHRWLJC-UHFFFAOYSA-N 0.000 description 2
- WPYMKLBDIGXBTP-UHFFFAOYSA-N benzoic acid Chemical compound OC(=O)C1=CC=CC=C1 WPYMKLBDIGXBTP-UHFFFAOYSA-N 0.000 description 2
- 230000001588 bifunctional effect Effects 0.000 description 2
- YCIMNLLNPGFGHC-UHFFFAOYSA-N catechol Chemical compound OC1=CC=CC=C1O YCIMNLLNPGFGHC-UHFFFAOYSA-N 0.000 description 2
- 150000001869 cobalt compounds Chemical class 0.000 description 2
- JUPWRUDTZGBNEX-UHFFFAOYSA-N cobalt;pentane-2,4-dione Chemical compound [Co].CC(=O)CC(C)=O.CC(=O)CC(C)=O.CC(=O)CC(C)=O JUPWRUDTZGBNEX-UHFFFAOYSA-N 0.000 description 2
- 239000003086 colorant Substances 0.000 description 2
- 239000012141 concentrate Substances 0.000 description 2
- 239000013256 coordination polymer Substances 0.000 description 2
- 150000001880 copper compounds Chemical class 0.000 description 2
- QGBSISYHAICWAH-UHFFFAOYSA-N dicyandiamide Chemical compound NC(N)=NC#N QGBSISYHAICWAH-UHFFFAOYSA-N 0.000 description 2
- 238000007772 electroless plating Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 125000004185 ester group Chemical group 0.000 description 2
- 230000001747 exhibiting effect Effects 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- NIHNNTQXNPWCJQ-UHFFFAOYSA-N fluorene Chemical compound C1=CC=C2CC3=CC=CC=C3C2=C1 NIHNNTQXNPWCJQ-UHFFFAOYSA-N 0.000 description 2
- FFUAGWLWBBFQJT-UHFFFAOYSA-N hexamethyldisilazane Chemical compound C[Si](C)(C)N[Si](C)(C)C FFUAGWLWBBFQJT-UHFFFAOYSA-N 0.000 description 2
- 150000002440 hydroxy compounds Chemical class 0.000 description 2
- 150000002460 imidazoles Chemical class 0.000 description 2
- 229910052738 indium Inorganic materials 0.000 description 2
- APFVFJFRJDLVQX-UHFFFAOYSA-N indium atom Chemical compound [In] APFVFJFRJDLVQX-UHFFFAOYSA-N 0.000 description 2
- ZFSLODLOARCGLH-UHFFFAOYSA-N isocyanuric acid Chemical compound OC1=NC(O)=NC(O)=N1 ZFSLODLOARCGLH-UHFFFAOYSA-N 0.000 description 2
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 2
- 150000002576 ketones Chemical class 0.000 description 2
- 229910052749 magnesium Inorganic materials 0.000 description 2
- 239000011777 magnesium Substances 0.000 description 2
- 150000002736 metal compounds Chemical class 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 239000011259 mixed solution Substances 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 238000006386 neutralization reaction Methods 0.000 description 2
- 229910000623 nickel–chromium alloy Inorganic materials 0.000 description 2
- 239000004745 nonwoven fabric Substances 0.000 description 2
- 239000004843 novolac epoxy resin Substances 0.000 description 2
- QWVGKYWNOKOFNN-UHFFFAOYSA-N o-cresol Chemical compound CC1=CC=CC=C1O QWVGKYWNOKOFNN-UHFFFAOYSA-N 0.000 description 2
- IWDCLRJOBJJRNH-UHFFFAOYSA-N p-cresol Chemical compound CC1=CC=C(O)C=C1 IWDCLRJOBJJRNH-UHFFFAOYSA-N 0.000 description 2
- 238000000059 patterning Methods 0.000 description 2
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 2
- RMVRSNDYEFQCLF-UHFFFAOYSA-N phenyl mercaptan Natural products SC1=CC=CC=C1 RMVRSNDYEFQCLF-UHFFFAOYSA-N 0.000 description 2
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 2
- 229910052697 platinum Inorganic materials 0.000 description 2
- 229920002857 polybutadiene Polymers 0.000 description 2
- 239000004417 polycarbonate Substances 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920006393 polyether sulfone Polymers 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 239000004926 polymethyl methacrylate Substances 0.000 description 2
- 229920005672 polyolefin resin Polymers 0.000 description 2
- 229920001296 polysiloxane Polymers 0.000 description 2
- 239000012286 potassium permanganate Substances 0.000 description 2
- ODLMAHJVESYWTB-UHFFFAOYSA-N propylbenzene Chemical compound CCCC1=CC=CC=C1 ODLMAHJVESYWTB-UHFFFAOYSA-N 0.000 description 2
- CYIDZMCFTVVTJO-UHFFFAOYSA-N pyromellitic acid Chemical compound OC(=O)C1=CC(C(O)=O)=C(C(O)=O)C=C1C(O)=O CYIDZMCFTVVTJO-UHFFFAOYSA-N 0.000 description 2
- 238000001878 scanning electron micrograph Methods 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 239000011734 sodium Substances 0.000 description 2
- 229910052708 sodium Inorganic materials 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 238000004381 surface treatment Methods 0.000 description 2
- 239000002562 thickening agent Substances 0.000 description 2
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 2
- 229910052721 tungsten Inorganic materials 0.000 description 2
- 239000010937 tungsten Substances 0.000 description 2
- 238000005406 washing Methods 0.000 description 2
- 150000003752 zinc compounds Chemical class 0.000 description 2
- DEQUKPCANKRTPZ-UHFFFAOYSA-N (2,3-dihydroxyphenyl)-phenylmethanone Chemical compound OC1=CC=CC(C(=O)C=2C=CC=CC=2)=C1O DEQUKPCANKRTPZ-UHFFFAOYSA-N 0.000 description 1
- WYTZZXDRDKSJID-UHFFFAOYSA-N (3-aminopropyl)triethoxysilane Chemical compound CCO[Si](OCC)(OCC)CCCN WYTZZXDRDKSJID-UHFFFAOYSA-N 0.000 description 1
- SDUWQMDIQSWWIE-UHFFFAOYSA-N (3-cyanato-5-methylidenecyclohexa-1,3-dien-1-yl) cyanate Chemical compound C=C1CC(OC#N)=CC(OC#N)=C1 SDUWQMDIQSWWIE-UHFFFAOYSA-N 0.000 description 1
- AILUJKZWHGGGRF-UHFFFAOYSA-M (4-methylphenyl)-triphenylphosphanium;thiocyanate Chemical compound [S-]C#N.C1=CC(C)=CC=C1[P+](C=1C=CC=CC=1)(C=1C=CC=CC=1)C1=CC=CC=C1 AILUJKZWHGGGRF-UHFFFAOYSA-M 0.000 description 1
- RUEBPOOTFCZRBC-UHFFFAOYSA-N (5-methyl-2-phenyl-1h-imidazol-4-yl)methanol Chemical compound OCC1=C(C)NC(C=2C=CC=CC=2)=N1 RUEBPOOTFCZRBC-UHFFFAOYSA-N 0.000 description 1
- POILWHVDKZOXJZ-ARJAWSKDSA-M (z)-4-oxopent-2-en-2-olate Chemical compound C\C([O-])=C\C(C)=O POILWHVDKZOXJZ-ARJAWSKDSA-M 0.000 description 1
- ISNICOKBNZOJQG-UHFFFAOYSA-N 1,1,2,3,3-pentamethylguanidine Chemical compound CN=C(N(C)C)N(C)C ISNICOKBNZOJQG-UHFFFAOYSA-N 0.000 description 1
- MEBONNVPKOBPEA-UHFFFAOYSA-N 1,1,2-trimethylcyclohexane Chemical group CC1CCCCC1(C)C MEBONNVPKOBPEA-UHFFFAOYSA-N 0.000 description 1
- NQOFYFRKWDXGJP-UHFFFAOYSA-N 1,1,2-trimethylguanidine Chemical compound CN=C(N)N(C)C NQOFYFRKWDXGJP-UHFFFAOYSA-N 0.000 description 1
- KYVBNYUBXIEUFW-UHFFFAOYSA-N 1,1,3,3-tetramethylguanidine Chemical compound CN(C)C(=N)N(C)C KYVBNYUBXIEUFW-UHFFFAOYSA-N 0.000 description 1
- SSUJUUNLZQVZMO-UHFFFAOYSA-N 1,2,3,4,8,9,10,10a-octahydropyrimido[1,2-a]azepine Chemical compound C1CCC=CN2CCCNC21 SSUJUUNLZQVZMO-UHFFFAOYSA-N 0.000 description 1
- LINDOXZENKYESA-UHFFFAOYSA-N 1,2-dimethylguanidine Chemical compound CNC(N)=NC LINDOXZENKYESA-UHFFFAOYSA-N 0.000 description 1
- OWRCNXZUPFZXOS-UHFFFAOYSA-N 1,3-diphenylguanidine Chemical compound C=1C=CC=CC=1NC(=N)NC1=CC=CC=C1 OWRCNXZUPFZXOS-UHFFFAOYSA-N 0.000 description 1
- FRASJONUBLZVQX-UHFFFAOYSA-N 1,4-dioxonaphthalene Natural products C1=CC=C2C(=O)C=CC(=O)C2=C1 FRASJONUBLZVQX-UHFFFAOYSA-N 0.000 description 1
- BOKGTLAJQHTOKE-UHFFFAOYSA-N 1,5-dihydroxynaphthalene Chemical compound C1=CC=C2C(O)=CC=CC2=C1O BOKGTLAJQHTOKE-UHFFFAOYSA-N 0.000 description 1
- JLPWQEHTPOFCPG-UHFFFAOYSA-N 1-(diaminomethylidene)-2-methylguanidine Chemical compound CN=C(N)N=C(N)N JLPWQEHTPOFCPG-UHFFFAOYSA-N 0.000 description 1
- UBJPWXQSHUPNPG-UHFFFAOYSA-N 1-(diaminomethylidene)-2-prop-2-enylguanidine Chemical compound NC(N)=NC(N)=NCC=C UBJPWXQSHUPNPG-UHFFFAOYSA-N 0.000 description 1
- FBHPRUXJQNWTEW-UHFFFAOYSA-N 1-benzyl-2-methylimidazole Chemical compound CC1=NC=CN1CC1=CC=CC=C1 FBHPRUXJQNWTEW-UHFFFAOYSA-N 0.000 description 1
- OEBXWWBYZJNKRK-UHFFFAOYSA-N 1-methyl-2,3,4,6,7,8-hexahydropyrimido[1,2-a]pyrimidine Chemical compound C1CCN=C2N(C)CCCN21 OEBXWWBYZJNKRK-UHFFFAOYSA-N 0.000 description 1
- SEULWJSKCVACTH-UHFFFAOYSA-N 1-phenylimidazole Chemical compound C1=NC=CN1C1=CC=CC=C1 SEULWJSKCVACTH-UHFFFAOYSA-N 0.000 description 1
- HTQNYBBTZSBWKL-UHFFFAOYSA-N 2,3,4-trihydroxbenzophenone Chemical compound OC1=C(O)C(O)=CC=C1C(=O)C1=CC=CC=C1 HTQNYBBTZSBWKL-UHFFFAOYSA-N 0.000 description 1
- RUFZNDNBXKOZQV-UHFFFAOYSA-N 2,3-dihydro-1h-pyrrolo[1,2-a]benzimidazole Chemical compound C1=CC=C2N(CCC3)C3=NC2=C1 RUFZNDNBXKOZQV-UHFFFAOYSA-N 0.000 description 1
- OAYXUHPQHDHDDZ-UHFFFAOYSA-N 2-(2-butoxyethoxy)ethanol Chemical compound CCCCOCCOCCO OAYXUHPQHDHDDZ-UHFFFAOYSA-N 0.000 description 1
- FPZWZCWUIYYYBU-UHFFFAOYSA-N 2-(2-ethoxyethoxy)ethyl acetate Chemical compound CCOCCOCCOC(C)=O FPZWZCWUIYYYBU-UHFFFAOYSA-N 0.000 description 1
- VVFVRTNNLLZXAL-UHFFFAOYSA-N 2-(2-methylphenyl)guanidine Chemical compound CC1=CC=CC=C1N=C(N)N VVFVRTNNLLZXAL-UHFFFAOYSA-N 0.000 description 1
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- DJOYTAUERRJRAT-UHFFFAOYSA-N 2-(n-methyl-4-nitroanilino)acetonitrile Chemical compound N#CCN(C)C1=CC=C([N+]([O-])=O)C=C1 DJOYTAUERRJRAT-UHFFFAOYSA-N 0.000 description 1
- USGCMNLQYSXCDU-UHFFFAOYSA-N 2-cyclohexyl-1-(diaminomethylidene)guanidine Chemical compound NC(N)=NC(N)=NC1CCCCC1 USGCMNLQYSXCDU-UHFFFAOYSA-N 0.000 description 1
- AJGAPBXTFUSKNJ-UHFFFAOYSA-N 2-cyclohexylguanidine Chemical compound NC(=N)NC1CCCCC1 AJGAPBXTFUSKNJ-UHFFFAOYSA-N 0.000 description 1
- ZNQVEEAIQZEUHB-UHFFFAOYSA-N 2-ethoxyethanol Chemical compound CCOCCO ZNQVEEAIQZEUHB-UHFFFAOYSA-N 0.000 description 1
- SVONRAPFKPVNKG-UHFFFAOYSA-N 2-ethoxyethyl acetate Chemical compound CCOCCOC(C)=O SVONRAPFKPVNKG-UHFFFAOYSA-N 0.000 description 1
- KEWLVUBYGUZFKX-UHFFFAOYSA-N 2-ethylguanidine Chemical compound CCNC(N)=N KEWLVUBYGUZFKX-UHFFFAOYSA-N 0.000 description 1
- YTWBFUCJVWKCCK-UHFFFAOYSA-N 2-heptadecyl-1h-imidazole Chemical compound CCCCCCCCCCCCCCCCCC1=NC=CN1 YTWBFUCJVWKCCK-UHFFFAOYSA-N 0.000 description 1
- YTTFFPATQICAQN-UHFFFAOYSA-N 2-methoxypropan-1-ol Chemical compound COC(C)CO YTTFFPATQICAQN-UHFFFAOYSA-N 0.000 description 1
- LXBGSDVWAMZHDD-UHFFFAOYSA-N 2-methyl-1h-imidazole Chemical compound CC1=NC=CN1 LXBGSDVWAMZHDD-UHFFFAOYSA-N 0.000 description 1
- VWSLLSXLURJCDF-UHFFFAOYSA-N 2-methyl-4,5-dihydro-1h-imidazole Chemical compound CC1=NCCN1 VWSLLSXLURJCDF-UHFFFAOYSA-N 0.000 description 1
- ZCUJYXPAKHMBAZ-UHFFFAOYSA-N 2-phenyl-1h-imidazole Chemical compound C1=CNC(C=2C=CC=CC=2)=N1 ZCUJYXPAKHMBAZ-UHFFFAOYSA-N 0.000 description 1
- RJIQELZAIWFNTQ-UHFFFAOYSA-N 2-phenyl-1h-imidazole;1,3,5-triazinane-2,4,6-trione Chemical compound O=C1NC(=O)NC(=O)N1.C1=CNC(C=2C=CC=CC=2)=N1 RJIQELZAIWFNTQ-UHFFFAOYSA-N 0.000 description 1
- BKCCAYLNRIRKDJ-UHFFFAOYSA-N 2-phenyl-4,5-dihydro-1h-imidazole Chemical compound N1CCN=C1C1=CC=CC=C1 BKCCAYLNRIRKDJ-UHFFFAOYSA-N 0.000 description 1
- QRJZGVVKGFIGLI-UHFFFAOYSA-N 2-phenylguanidine Chemical compound NC(=N)NC1=CC=CC=C1 QRJZGVVKGFIGLI-UHFFFAOYSA-N 0.000 description 1
- LLEASVZEQBICSN-UHFFFAOYSA-N 2-undecyl-1h-imidazole Chemical compound CCCCCCCCCCCC1=NC=CN1 LLEASVZEQBICSN-UHFFFAOYSA-N 0.000 description 1
- UIDDPPKZYZTEGS-UHFFFAOYSA-N 3-(2-ethyl-4-methylimidazol-1-yl)propanenitrile Chemical compound CCC1=NC(C)=CN1CCC#N UIDDPPKZYZTEGS-UHFFFAOYSA-N 0.000 description 1
- SESYNEDUKZDRJL-UHFFFAOYSA-N 3-(2-methylimidazol-1-yl)propanenitrile Chemical compound CC1=NC=CN1CCC#N SESYNEDUKZDRJL-UHFFFAOYSA-N 0.000 description 1
- BVYPJEBKDLFIDL-UHFFFAOYSA-N 3-(2-phenylimidazol-1-yl)propanenitrile Chemical compound N#CCCN1C=CN=C1C1=CC=CC=C1 BVYPJEBKDLFIDL-UHFFFAOYSA-N 0.000 description 1
- SZUPZARBRLCVCB-UHFFFAOYSA-N 3-(2-undecylimidazol-1-yl)propanenitrile Chemical compound CCCCCCCCCCCC1=NC=CN1CCC#N SZUPZARBRLCVCB-UHFFFAOYSA-N 0.000 description 1
- JYLNVJYYQQXNEK-UHFFFAOYSA-N 3-amino-2-(4-chlorophenyl)-1-propanesulfonic acid Chemical compound OS(=O)(=O)CC(CN)C1=CC=C(Cl)C=C1 JYLNVJYYQQXNEK-UHFFFAOYSA-N 0.000 description 1
- JIGUICYYOYEXFS-UHFFFAOYSA-N 3-tert-butylbenzene-1,2-diol Chemical compound CC(C)(C)C1=CC=CC(O)=C1O JIGUICYYOYEXFS-UHFFFAOYSA-N 0.000 description 1
- TYOXIFXYEIILLY-UHFFFAOYSA-N 5-methyl-2-phenyl-1h-imidazole Chemical compound N1C(C)=CN=C1C1=CC=CC=C1 TYOXIFXYEIILLY-UHFFFAOYSA-N 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 108010054404 Adenylyl-sulfate kinase Proteins 0.000 description 1
- 229910052582 BN Inorganic materials 0.000 description 1
- 239000005711 Benzoic acid Substances 0.000 description 1
- XNCOSPRUTUOJCJ-UHFFFAOYSA-N Biguanide Chemical compound NC(N)=NC(N)=N XNCOSPRUTUOJCJ-UHFFFAOYSA-N 0.000 description 1
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 1
- DKPFZGUDAPQIHT-UHFFFAOYSA-N Butyl acetate Natural products CCCCOC(C)=O DKPFZGUDAPQIHT-UHFFFAOYSA-N 0.000 description 1
- VEXZGXHMUGYJMC-UHFFFAOYSA-M Chloride anion Chemical compound [Cl-] VEXZGXHMUGYJMC-UHFFFAOYSA-M 0.000 description 1
- 229920000106 Liquid crystal polymer Polymers 0.000 description 1
- 239000004977 Liquid-crystal polymers (LCPs) Substances 0.000 description 1
- 241001147149 Lucina Species 0.000 description 1
- FXHOOIRPVKKKFG-UHFFFAOYSA-N N,N-Dimethylacetamide Chemical compound CN(C)C(C)=O FXHOOIRPVKKKFG-UHFFFAOYSA-N 0.000 description 1
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 1
- 239000004727 Noryl Substances 0.000 description 1
- 229920001207 Noryl Polymers 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- ZKTFNWPPVIAFDC-UHFFFAOYSA-N OB(O)O.P.P.P Chemical class OB(O)O.P.P.P ZKTFNWPPVIAFDC-UHFFFAOYSA-N 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- FFFPYJTVNSSLBQ-UHFFFAOYSA-N Phenolphthalin Chemical compound OC(=O)C1=CC=CC=C1C(C=1C=CC(O)=CC=1)C1=CC=C(O)C=C1 FFFPYJTVNSSLBQ-UHFFFAOYSA-N 0.000 description 1
- 101100410148 Pinus taeda PT30 gene Proteins 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000004697 Polyetherimide Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 102100039024 Sphingosine kinase 1 Human genes 0.000 description 1
- KDYFGRWQOYBRFD-UHFFFAOYSA-N Succinic acid Natural products OC(=O)CCC(O)=O KDYFGRWQOYBRFD-UHFFFAOYSA-N 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 1
- UUQQGGWZVKUCBD-UHFFFAOYSA-N [4-(hydroxymethyl)-2-phenyl-1h-imidazol-5-yl]methanol Chemical compound N1C(CO)=C(CO)N=C1C1=CC=CC=C1 UUQQGGWZVKUCBD-UHFFFAOYSA-N 0.000 description 1
- JNCRKOQSRHDNIO-UHFFFAOYSA-N [4-[(4-cyanato-3,5-dimethylphenyl)methyl]-2,6-dimethylphenyl] cyanate Chemical compound CC1=C(OC#N)C(C)=CC(CC=2C=C(C)C(OC#N)=C(C)C=2)=C1 JNCRKOQSRHDNIO-UHFFFAOYSA-N 0.000 description 1
- INHGSGHLQLYYND-UHFFFAOYSA-N [4-[2-(4-cyanatophenyl)-1,1,1,3,3,3-hexafluoropropan-2-yl]phenyl] cyanate Chemical compound C=1C=C(OC#N)C=CC=1C(C(F)(F)F)(C(F)(F)F)C1=CC=C(OC#N)C=C1 INHGSGHLQLYYND-UHFFFAOYSA-N 0.000 description 1
- 150000001242 acetic acid derivatives Chemical class 0.000 description 1
- 150000008065 acid anhydrides Chemical class 0.000 description 1
- 229920006397 acrylic thermoplastic Polymers 0.000 description 1
- ORILYTVJVMAKLC-UHFFFAOYSA-N adamantane Chemical group C1C(C2)CC3CC1CC2C3 ORILYTVJVMAKLC-UHFFFAOYSA-N 0.000 description 1
- 239000004844 aliphatic epoxy resin Substances 0.000 description 1
- OJMOMXZKOWKUTA-UHFFFAOYSA-N aluminum;borate Chemical compound [Al+3].[O-]B([O-])[O-] OJMOMXZKOWKUTA-UHFFFAOYSA-N 0.000 description 1
- 150000001408 amides Chemical class 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 125000005577 anthracene group Chemical group 0.000 description 1
- 239000004760 aramid Substances 0.000 description 1
- 150000004945 aromatic hydrocarbons Chemical class 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- RRZKHZBOZDIQJG-UHFFFAOYSA-N azane;manganese Chemical compound N.[Mn] RRZKHZBOZDIQJG-UHFFFAOYSA-N 0.000 description 1
- JRPBQTZRNDNNOP-UHFFFAOYSA-N barium titanate Chemical compound [Ba+2].[Ba+2].[O-][Ti]([O-])([O-])[O-] JRPBQTZRNDNNOP-UHFFFAOYSA-N 0.000 description 1
- 229910002113 barium titanate Inorganic materials 0.000 description 1
- AYJRCSIUFZENHW-DEQYMQKBSA-L barium(2+);oxomethanediolate Chemical compound [Ba+2].[O-][14C]([O-])=O AYJRCSIUFZENHW-DEQYMQKBSA-L 0.000 description 1
- 239000003637 basic solution Substances 0.000 description 1
- 235000010233 benzoic acid Nutrition 0.000 description 1
- 229910002115 bismuth titanate Inorganic materials 0.000 description 1
- 238000007664 blowing Methods 0.000 description 1
- 229910001593 boehmite Inorganic materials 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- XSEUMFJMFFMCIU-UHFFFAOYSA-N buformin Chemical compound CCCC\N=C(/N)N=C(N)N XSEUMFJMFFMCIU-UHFFFAOYSA-N 0.000 description 1
- KDYFGRWQOYBRFD-NUQCWPJISA-N butanedioic acid Chemical compound O[14C](=O)CC[14C](O)=O KDYFGRWQOYBRFD-NUQCWPJISA-N 0.000 description 1
- DAQREMPZDNTSMS-UHFFFAOYSA-M butyl(triphenyl)phosphanium;thiocyanate Chemical compound [S-]C#N.C=1C=CC=CC=1[P+](C=1C=CC=CC=1)(CCCC)C1=CC=CC=C1 DAQREMPZDNTSMS-UHFFFAOYSA-M 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- AOWKSNWVBZGMTJ-UHFFFAOYSA-N calcium titanate Chemical compound [Ca+2].[O-][Ti]([O-])=O AOWKSNWVBZGMTJ-UHFFFAOYSA-N 0.000 description 1
- 238000011088 calibration curve Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000004927 clay Substances 0.000 description 1
- 229910052570 clay Inorganic materials 0.000 description 1
- 150000001868 cobalt Chemical class 0.000 description 1
- FCEOGYWNOSBEPV-FDGPNNRMSA-N cobalt;(z)-4-hydroxypent-3-en-2-one Chemical compound [Co].C\C(O)=C\C(C)=O.C\C(O)=C\C(C)=O FCEOGYWNOSBEPV-FDGPNNRMSA-N 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000006482 condensation reaction Methods 0.000 description 1
- 150000001879 copper Chemical class 0.000 description 1
- PMHQVHHXPFUNSP-UHFFFAOYSA-M copper(1+);methylsulfanylmethane;bromide Chemical compound Br[Cu].CSC PMHQVHHXPFUNSP-UHFFFAOYSA-M 0.000 description 1
- ZKXWKVVCCTZOLD-FDGPNNRMSA-N copper;(z)-4-hydroxypent-3-en-2-one Chemical compound [Cu].C\C(O)=C\C(C)=O.C\C(O)=C\C(C)=O ZKXWKVVCCTZOLD-FDGPNNRMSA-N 0.000 description 1
- 229910052878 cordierite Inorganic materials 0.000 description 1
- 238000003851 corona treatment Methods 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 239000011353 cycloaliphatic epoxy resin Substances 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- GDVKFRBCXAPAQJ-UHFFFAOYSA-A dialuminum;hexamagnesium;carbonate;hexadecahydroxide Chemical compound [OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[OH-].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Mg+2].[Al+3].[Al+3].[O-]C([O-])=O GDVKFRBCXAPAQJ-UHFFFAOYSA-A 0.000 description 1
- 229940028356 diethylene glycol monobutyl ether Drugs 0.000 description 1
- JSKIRARMQDRGJZ-UHFFFAOYSA-N dimagnesium dioxido-bis[(1-oxido-3-oxo-2,4,6,8,9-pentaoxa-1,3-disila-5,7-dialuminabicyclo[3.3.1]nonan-7-yl)oxy]silane Chemical compound [Mg++].[Mg++].[O-][Si]([O-])(O[Al]1O[Al]2O[Si](=O)O[Si]([O-])(O1)O2)O[Al]1O[Al]2O[Si](=O)O[Si]([O-])(O1)O2 JSKIRARMQDRGJZ-UHFFFAOYSA-N 0.000 description 1
- XXBDWLFCJWSEKW-UHFFFAOYSA-N dimethylbenzylamine Chemical compound CN(C)CC1=CC=CC=C1 XXBDWLFCJWSEKW-UHFFFAOYSA-N 0.000 description 1
- OJLGWNFZMTVNCX-UHFFFAOYSA-N dioxido(dioxo)tungsten;zirconium(4+) Chemical compound [Zr+4].[O-][W]([O-])(=O)=O.[O-][W]([O-])(=O)=O OJLGWNFZMTVNCX-UHFFFAOYSA-N 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 239000013013 elastic material Substances 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 125000003983 fluorenyl group Chemical group C1(=CC=CC=2C3=CC=CC=C3CC12)* 0.000 description 1
- 125000000524 functional group Chemical group 0.000 description 1
- 230000009477 glass transition Effects 0.000 description 1
- 239000004845 glycidylamine epoxy resin Substances 0.000 description 1
- FUZZWVXGSFPDMH-UHFFFAOYSA-N hexanoic acid Chemical compound CCCCCC(O)=O FUZZWVXGSFPDMH-UHFFFAOYSA-N 0.000 description 1
- 238000007731 hot pressing Methods 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 229910001701 hydrotalcite Inorganic materials 0.000 description 1
- 229960001545 hydrotalcite Drugs 0.000 description 1
- FAHBNUUHRFUEAI-UHFFFAOYSA-M hydroxidooxidoaluminium Chemical compound O[Al]=O FAHBNUUHRFUEAI-UHFFFAOYSA-M 0.000 description 1
- BDAGIHXWWSANSR-NJFSPNSNSA-N hydroxyformaldehyde Chemical compound O[14CH]=O BDAGIHXWWSANSR-NJFSPNSNSA-N 0.000 description 1
- 238000010884 ion-beam technique Methods 0.000 description 1
- AQBLLJNPHDIAPN-LNTINUHCSA-K iron(3+);(z)-4-oxopent-2-en-2-olate Chemical compound [Fe+3].C\C([O-])=C\C(C)=O.C\C([O-])=C\C(C)=O.C\C([O-])=C\C(C)=O AQBLLJNPHDIAPN-LNTINUHCSA-K 0.000 description 1
- 238000007561 laser diffraction method Methods 0.000 description 1
- RLSSMJSEOOYNOY-UHFFFAOYSA-N m-cresol Chemical compound CC1=CC=CC(O)=C1 RLSSMJSEOOYNOY-UHFFFAOYSA-N 0.000 description 1
- ZLNQQNXFFQJAID-UHFFFAOYSA-L magnesium carbonate Chemical compound [Mg+2].[O-]C([O-])=O ZLNQQNXFFQJAID-UHFFFAOYSA-L 0.000 description 1
- 239000001095 magnesium carbonate Substances 0.000 description 1
- 229910000021 magnesium carbonate Inorganic materials 0.000 description 1
- VTHJTEIRLNZDEV-UHFFFAOYSA-L magnesium dihydroxide Chemical compound [OH-].[OH-].[Mg+2] VTHJTEIRLNZDEV-UHFFFAOYSA-L 0.000 description 1
- 239000000347 magnesium hydroxide Substances 0.000 description 1
- 229910001862 magnesium hydroxide Inorganic materials 0.000 description 1
- 239000000395 magnesium oxide Substances 0.000 description 1
- CPLXHLVBOLITMK-UHFFFAOYSA-N magnesium oxide Inorganic materials [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 1
- AXZKOIWUVFPNLO-UHFFFAOYSA-N magnesium;oxygen(2-) Chemical compound [O-2].[Mg+2] AXZKOIWUVFPNLO-UHFFFAOYSA-N 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 150000002696 manganese Chemical class 0.000 description 1
- ZQZQURFYFJBOCE-FDGPNNRMSA-L manganese(2+);(z)-4-oxopent-2-en-2-olate Chemical compound [Mn+2].C\C([O-])=C\C(C)=O.C\C([O-])=C\C(C)=O ZQZQURFYFJBOCE-FDGPNNRMSA-L 0.000 description 1
- WPBNNNQJVZRUHP-UHFFFAOYSA-L manganese(2+);methyl n-[[2-(methoxycarbonylcarbamothioylamino)phenyl]carbamothioyl]carbamate;n-[2-(sulfidocarbothioylamino)ethyl]carbamodithioate Chemical compound [Mn+2].[S-]C(=S)NCCNC([S-])=S.COC(=O)NC(=S)NC1=CC=CC=C1NC(=S)NC(=O)OC WPBNNNQJVZRUHP-UHFFFAOYSA-L 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 229910000000 metal hydroxide Inorganic materials 0.000 description 1
- 150000004692 metal hydroxides Chemical class 0.000 description 1
- XZWYZXLIPXDOLR-UHFFFAOYSA-N metformin Chemical compound CN(C)C(=N)NC(N)=N XZWYZXLIPXDOLR-UHFFFAOYSA-N 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- GEMHFKXPOCTAIP-UHFFFAOYSA-N n,n-dimethyl-n'-phenylcarbamimidoyl chloride Chemical compound CN(C)C(Cl)=NC1=CC=CC=C1 GEMHFKXPOCTAIP-UHFFFAOYSA-N 0.000 description 1
- KBJFYLLAMSZSOG-UHFFFAOYSA-N n-(3-trimethoxysilylpropyl)aniline Chemical compound CO[Si](OC)(OC)CCCNC1=CC=CC=C1 KBJFYLLAMSZSOG-UHFFFAOYSA-N 0.000 description 1
- FZZQNEVOYIYFPF-UHFFFAOYSA-N naphthalene-1,6-diol Chemical compound OC1=CC=CC2=CC(O)=CC=C21 FZZQNEVOYIYFPF-UHFFFAOYSA-N 0.000 description 1
- MNZMMCVIXORAQL-UHFFFAOYSA-N naphthalene-2,6-diol Chemical compound C1=C(O)C=CC2=CC(O)=CC=C21 MNZMMCVIXORAQL-UHFFFAOYSA-N 0.000 description 1
- 150000002815 nickel Chemical class 0.000 description 1
- BMGNSKKZFQMGDH-FDGPNNRMSA-L nickel(2+);(z)-4-oxopent-2-en-2-olate Chemical compound [Ni+2].C\C([O-])=C\C(C)=O.C\C([O-])=C\C(C)=O BMGNSKKZFQMGDH-FDGPNNRMSA-L 0.000 description 1
- 229910017464 nitrogen compound Inorganic materials 0.000 description 1
- 150000002830 nitrogen compounds Chemical class 0.000 description 1
- QJGQUHMNIGDVPM-UHFFFAOYSA-N nitrogen group Chemical group [N] QJGQUHMNIGDVPM-UHFFFAOYSA-N 0.000 description 1
- 125000003518 norbornenyl group Chemical group C12(C=CC(CC1)C2)* 0.000 description 1
- JFOJYGMDZRCSPA-UHFFFAOYSA-J octadecanoate;tin(4+) Chemical compound [Sn+4].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O JFOJYGMDZRCSPA-UHFFFAOYSA-J 0.000 description 1
- WWZKQHOCKIZLMA-UHFFFAOYSA-N octanoic acid Chemical compound CCCCCCCC(O)=O WWZKQHOCKIZLMA-UHFFFAOYSA-N 0.000 description 1
- 125000001477 organic nitrogen group Chemical group 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- JCGNDDUYTRNOFT-UHFFFAOYSA-N oxolane-2,4-dione Chemical compound O=C1COC(=O)C1 JCGNDDUYTRNOFT-UHFFFAOYSA-N 0.000 description 1
- RVTZCBVAJQQJTK-UHFFFAOYSA-N oxygen(2-);zirconium(4+) Chemical compound [O-2].[O-2].[Zr+4] RVTZCBVAJQQJTK-UHFFFAOYSA-N 0.000 description 1
- PRCNQQRRDGMPKS-UHFFFAOYSA-N pentane-2,4-dione;zinc Chemical compound [Zn].CC(=O)CC(C)=O.CC(=O)CC(C)=O PRCNQQRRDGMPKS-UHFFFAOYSA-N 0.000 description 1
- CUQCMXFWIMOWRP-UHFFFAOYSA-N phenyl biguanide Chemical compound NC(N)=NC(N)=NC1=CC=CC=C1 CUQCMXFWIMOWRP-UHFFFAOYSA-N 0.000 description 1
- LYKRPDCJKSXAHS-UHFFFAOYSA-N phenyl-(2,3,4,5-tetrahydroxyphenyl)methanone Chemical compound OC1=C(O)C(O)=CC(C(=O)C=2C=CC=CC=2)=C1O LYKRPDCJKSXAHS-UHFFFAOYSA-N 0.000 description 1
- QCDYQQDYXPDABM-UHFFFAOYSA-N phloroglucinol Chemical compound OC1=CC(O)=CC(O)=C1 QCDYQQDYXPDABM-UHFFFAOYSA-N 0.000 description 1
- 229960001553 phloroglucinol Drugs 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- 238000000206 photolithography Methods 0.000 description 1
- 229920002120 photoresistant polymer Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920005668 polycarbonate resin Polymers 0.000 description 1
- 239000004431 polycarbonate resin Substances 0.000 description 1
- 125000003367 polycyclic group Chemical group 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920001601 polyetherimide Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- LLHKCFNBLRBOGN-UHFFFAOYSA-N propylene glycol methyl ether acetate Chemical compound COCC(C)OC(C)=O LLHKCFNBLRBOGN-UHFFFAOYSA-N 0.000 description 1
- WQGWDDDVZFFDIG-UHFFFAOYSA-N pyrogallol Chemical compound OC1=CC=CC(O)=C1O WQGWDDDVZFFDIG-UHFFFAOYSA-N 0.000 description 1
- GHMLBKRAJCXXBS-UHFFFAOYSA-N resorcinol Chemical compound OC1=CC=CC(O)=C1 GHMLBKRAJCXXBS-UHFFFAOYSA-N 0.000 description 1
- 229960001755 resorcinol Drugs 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 238000000790 scattering method Methods 0.000 description 1
- 229910000077 silane Inorganic materials 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 229910052814 silicon oxide Inorganic materials 0.000 description 1
- 229920002050 silicone resin Polymers 0.000 description 1
- WSFQLUVWDKCYSW-UHFFFAOYSA-M sodium;2-hydroxy-3-morpholin-4-ylpropane-1-sulfonate Chemical compound [Na+].[O-]S(=O)(=O)CC(O)CN1CCOCC1 WSFQLUVWDKCYSW-UHFFFAOYSA-M 0.000 description 1
- PANBYUAFMMOFOV-UHFFFAOYSA-N sodium;sulfuric acid Chemical compound [Na].OS(O)(=O)=O PANBYUAFMMOFOV-UHFFFAOYSA-N 0.000 description 1
- 125000003003 spiro group Chemical group 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 229910000018 strontium carbonate Inorganic materials 0.000 description 1
- VEALVRVVWBQVSL-UHFFFAOYSA-N strontium titanate Chemical compound [Sr+2].[O-][Ti]([O-])=O VEALVRVVWBQVSL-UHFFFAOYSA-N 0.000 description 1
- TXDNPSYEJHXKMK-UHFFFAOYSA-N sulfanylsilane Chemical compound S[SiH3] TXDNPSYEJHXKMK-UHFFFAOYSA-N 0.000 description 1
- 239000006228 supernatant Substances 0.000 description 1
- 239000004094 surface-active agent Substances 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 150000003505 terpenes Chemical class 0.000 description 1
- 235000007586 terpenes Nutrition 0.000 description 1
- ISXSCDLOGDJUNJ-UHFFFAOYSA-N tert-butyl prop-2-enoate Chemical compound CC(C)(C)OC(=O)C=C ISXSCDLOGDJUNJ-UHFFFAOYSA-N 0.000 description 1
- GHPYAGKTTCKKDF-UHFFFAOYSA-M tetraphenylphosphanium;thiocyanate Chemical compound [S-]C#N.C1=CC=CC=C1[P+](C=1C=CC=CC=1)(C=1C=CC=CC=1)C1=CC=CC=C1 GHPYAGKTTCKKDF-UHFFFAOYSA-M 0.000 description 1
- 150000003536 tetrazoles Chemical class 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 150000003568 thioethers Chemical class 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 1
- 125000005270 trialkylamine group Chemical group 0.000 description 1
- IMFACGCPASFAPR-UHFFFAOYSA-N tributylamine Chemical compound CCCCN(CCCC)CCCC IMFACGCPASFAPR-UHFFFAOYSA-N 0.000 description 1
- 239000013638 trimer Substances 0.000 description 1
- ZNOCGWVLWPVKAO-UHFFFAOYSA-N trimethoxy(phenyl)silane Chemical compound CO[Si](OC)(OC)C1=CC=CC=C1 ZNOCGWVLWPVKAO-UHFFFAOYSA-N 0.000 description 1
- BPSIOYPQMFLKFR-UHFFFAOYSA-N trimethoxy-[3-(oxiran-2-ylmethoxy)propyl]silane Chemical compound CO[Si](OC)(OC)CCCOCC1CO1 BPSIOYPQMFLKFR-UHFFFAOYSA-N 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
- 230000003313 weakening effect Effects 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
- 150000003751 zinc Chemical class 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
- XOOUIPVCVHRTMJ-UHFFFAOYSA-L zinc stearate Chemical compound [Zn+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O XOOUIPVCVHRTMJ-UHFFFAOYSA-L 0.000 description 1
- CHJMFFKHPHCQIJ-UHFFFAOYSA-L zinc;octanoate Chemical compound [Zn+2].CCCCCCCC([O-])=O.CCCCCCCC([O-])=O CHJMFFKHPHCQIJ-UHFFFAOYSA-L 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
- 229910001928 zirconium oxide Inorganic materials 0.000 description 1
- 229910000166 zirconium phosphate Inorganic materials 0.000 description 1
- LEHFSLREWWMLPU-UHFFFAOYSA-B zirconium(4+);tetraphosphate Chemical compound [Zr+4].[Zr+4].[Zr+4].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O LEHFSLREWWMLPU-UHFFFAOYSA-B 0.000 description 1
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L63/00—Compositions of epoxy resins; Compositions of derivatives of epoxy resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/092—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising epoxy resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/26—Layered products comprising a layer of synthetic resin characterised by the use of special additives using curing agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/38—Layered products comprising a layer of synthetic resin comprising epoxy resins
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K1/00—Printed circuits
- H05K1/02—Details
- H05K1/03—Use of materials for the substrate
- H05K1/0313—Organic insulating material
- H05K1/0353—Organic insulating material consisting of two or more materials, e.g. two or more polymers, polymer + filler, + reinforcement
- H05K1/036—Multilayers with layers of different types
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/20—Properties of the layers or laminate having particular electrical or magnetic properties, e.g. piezoelectric
- B32B2307/206—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/08—PCBs, i.e. printed circuit boards
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2203/00—Applications
- C08L2203/20—Applications use in electrical or conductive gadgets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/02—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group
- C08L2205/025—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group containing two or more polymers of the same hierarchy C08L, and differing only in parameters such as density, comonomer content, molecular weight, structure
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/03—Polymer mixtures characterised by other features containing three or more polymers in a blend
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/03—Polymer mixtures characterised by other features containing three or more polymers in a blend
- C08L2205/035—Polymer mixtures characterised by other features containing three or more polymers in a blend containing four or more polymers in a blend
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Laminated Bodies (AREA)
- Epoxy Resins (AREA)
Abstract
Description
本発明は、支持体付き樹脂シートに関する。さらには、プリント配線板、及び半導体装置に関する。 The present invention relates to a resin sheet with a support. Furthermore, the present invention relates to a printed wiring board and a semiconductor device.
プリント配線板(以下、「配線板」ともいう)の製造方法としては、回路形成された導体層と絶縁層を交互に積み上げていくビルドアップ方式が広く用いられており、絶縁層は、2層からなる樹脂組成物層を硬化して形成されることが知られている(例えば特許文献1参照)。 As a method of manufacturing a printed wiring board (hereinafter also referred to as “wiring board”), a build-up method in which a conductor layer and an insulating layer on which a circuit is formed is alternately stacked is widely used. It is known that it is formed by curing a resin composition layer made of (see, for example, Patent Document 1).
ところで、近年情報通信量が増大していることから、高周波帯域に対応した配線板が求められるようになってきているが、高周波領域においては、導体層及び絶縁層の厚み等の影響を受けやすく、より精密な設計が必要である。 By the way, since the amount of information communication has increased in recent years, a wiring board corresponding to a high frequency band has been demanded. However, in the high frequency region, it is easily affected by the thickness of the conductor layer and the insulating layer. More precise design is needed.
高周波帯域に対応した配線板において、2層からなる絶縁層の界面のインサーションロスが大きいと、電気信号が熱及び/又はノイズに変わり、信号及び情報を正確に伝えることができなくなるという問題がある。また、インサーションロスが小さくても、インサーションロスのばらつきが大きいと高速信号の安定性に欠けてしまい、デバイスが設計通りに作動せず、誤作動を引き起こしやすくなるという問題もある。 In a wiring board corresponding to a high frequency band, if the insertion loss at the interface between two insulating layers is large, the electrical signal changes to heat and / or noise, and the signal and information cannot be accurately transmitted. is there. In addition, even if the insertion loss is small, there is a problem that if the variation in the insertion loss is large, the stability of the high-speed signal is lacking, the device does not operate as designed, and malfunction is likely to occur.
本発明の課題は、インサーションロスを低減し、且つインサーションロスのばらつきを抑える支持体付き樹脂シート、プリント配線板、及び半導体装置を提供することを課題とする。 An object of the present invention is to provide a resin sheet with a support, a printed wiring board, and a semiconductor device that reduce insertion loss and suppress variation in insertion loss.
本発明者らは、上記課題につき鋭意検討した結果、組成の相違する第1の樹脂組成物層及び第2の樹脂組成物層を備える支持体付き樹脂シートにおいて、第1の樹脂組成物層を構成する第1の樹脂組成物の熱硬化物及び第2の樹脂組成物層を構成する第2の樹脂組成物の熱硬化物の23℃における5.8GHzでの誘電率が3.6以下、23℃における5.8GHzでの誘電正接が0.01以下であり、それぞれの熱硬化物の誘電正接の差を0.005以下とすることにおり、上記課題を解決できることを見出し、本発明を完成するに至った。 As a result of intensive studies on the above problems, the present inventors have determined that the first resin composition layer in the resin sheet with a support including the first resin composition layer and the second resin composition layer having different compositions. The dielectric constant at 5.8 GHz at 23 ° C. of the thermoset of the first resin composition constituting the thermoset of the second resin composition constituting the second resin composition layer is 3.6 or less, The dielectric loss tangent at 5.8 GHz at 23 ° C. is 0.01 or less, and the difference in dielectric loss tangent of each thermosetting product is set to 0.005 or less. It came to be completed.
すなわち、本発明は以下の内容を含む。
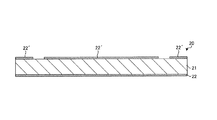
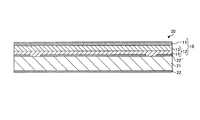
[1] 支持体と、支持体上に設けられた樹脂シートと、を備える支持体付き樹脂シートであって、
樹脂シートは、支持体側に設けられた、第1の樹脂組成物により形成される第1の樹脂組成物層と、
支持体側とは反対側に設けられた、第2の樹脂組成物により形成される第2の樹脂組成物層と、を有し、
第1の樹脂組成物及び第2の樹脂組成物の組成はそれぞれ相違し、
第1の樹脂組成物を200℃で90分間熱硬化させて得られる第1の熱硬化物、及び第2の樹脂組成物を200℃で90分間熱硬化させて得られる第2の熱硬化物の、23℃における5.8GHzでの誘電率が共に3.6以下であり、
第1及び第2の熱硬化物の23℃における5.8GHzでの誘電正接が共に0.01以下であり、
第1及び第2の熱硬化物の誘電正接の差が0.005以下であることを特徴とする、支持体付き樹脂シート。
[2] 第1の樹脂組成物及び第2の樹脂組成物は、(a)エポキシ樹脂を含み、(a)成分は、芳香族構造を有するエポキシ樹脂である、[1]に記載の支持体付き樹脂シート。
[3] 第1の樹脂組成物及び第2の樹脂組成物は、(b)硬化剤を含み、(b)成分の少なくとも1種は、活性エステル硬化剤である、[1]又は[2]に記載の支持体付き樹脂シート。
[4] 第1の樹脂組成物及び第2の樹脂組成物は、(c)無機充填材を含み、第1の樹脂組成物中の(c)成分の含有量をA1、第2の樹脂組成物中の(c)成分の含有量をA2としたとき、A1<A2の関係を満たす、[1]〜[3]のいずれかに記載の支持体付き樹脂シート。
[5] 第1及び第2の熱硬化物の23℃における5.8GHzでの誘電率が共に3.5以下である、[1]〜[4]のいずれかに記載の支持体付き樹脂シート。
[6] 第1及び第2の熱硬化物の23℃における5.8GHzでの誘電正接が共に0.0095以下である、[1]〜[5]のいずれかに記載の支持体付き樹脂シート。
[7] 1GHz以上の高周波帯域で使用される、[1]〜[6]のいずれかに記載の支持体付き樹脂シート。
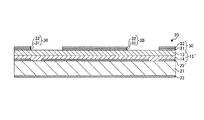
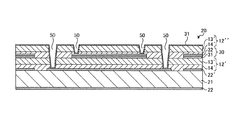
[8] [1]〜[7]のいずれかに記載の支持体付き樹脂シートにおける樹脂シートの硬化物により形成された絶縁層を含む、プリント配線板。
[9] ストリップライン構造を備える、[8]に記載のプリント配線板。
[10] [8]又は[9]に記載のプリント配線板を含む、半導体装置。
That is, the present invention includes the following contents.
[1] A resin sheet with a support comprising a support and a resin sheet provided on the support,
The resin sheet is provided on the support side, the first resin composition layer formed of the first resin composition,
A second resin composition layer formed by the second resin composition provided on the side opposite to the support side,
The compositions of the first resin composition and the second resin composition are different from each other,
A first thermoset obtained by thermosetting the first resin composition at 200 ° C. for 90 minutes, and a second thermoset obtained by thermosetting the second resin composition at 200 ° C. for 90 minutes Both of which have a dielectric constant at 5.8 GHz at 23 ° C. of 3.6 or less,
The dielectric loss tangent at 5.8 GHz at 23 ° C. of the first and second thermosets is both 0.01 or less,
The resin sheet with a support, wherein the difference in dielectric loss tangent between the first and second thermosets is 0.005 or less.
[2] The support according to [1], wherein the first resin composition and the second resin composition include (a) an epoxy resin, and the component (a) is an epoxy resin having an aromatic structure. With resin sheet.
[3] The first resin composition and the second resin composition include (b) a curing agent, and at least one of the components (b) is an active ester curing agent, [1] or [2] The resin sheet with a support according to 1.
[4] The first resin composition and the second resin composition include (c) an inorganic filler, the content of the component (c) in the first resin composition is A1, and the second resin composition The resin sheet with a support according to any one of [1] to [3], which satisfies a relationship of A1 <A2 when the content of the component (c) in the product is A2.
[5] The resin sheet with a support according to any one of [1] to [4], wherein the first and second thermosets each have a dielectric constant at 5.8 GHz at 23 ° C. of 3.5 or less. .
[6] The resin sheet with a support according to any one of [1] to [5], wherein the first and second thermosets each have a dielectric loss tangent at 5.8 GHz at 23 ° C. of 0.0095 or less. .
[7] The resin sheet with a support according to any one of [1] to [6], which is used in a high frequency band of 1 GHz or more.
[8] A printed wiring board including an insulating layer formed of a cured product of the resin sheet in the resin sheet with a support according to any one of [1] to [7].
[9] The printed wiring board according to [8], comprising a stripline structure.
[10] A semiconductor device including the printed wiring board according to [8] or [9].
本発明によれば、インサーションロスを低減し、且つインサーションロスのばらつきを抑える支持体付き樹脂シート、プリント配線板、及び半導体装置を提供することができるようになった。 According to the present invention, it is possible to provide a resin sheet with a support, a printed wiring board, and a semiconductor device that reduce insertion loss and suppress variation in insertion loss.
以下、本発明の支持体付き樹脂シート、プリント配線板、及び半導体装置について詳細に説明する。 Hereinafter, the resin sheet with a support, the printed wiring board, and the semiconductor device of the present invention will be described in detail.
本発明の支持体付き樹脂シートについて詳細に説明する前に、本発明の支持体付き樹脂シートにおいて、樹脂シートに含まれる第1の樹脂組成物層及び第2の樹脂組成物層を形成する際に使用する、第1の樹脂組成物及び第2の樹脂組成物について説明する。 Before describing the resin sheet with a support of the present invention in detail, in the resin sheet with a support of the present invention, when forming the first resin composition layer and the second resin composition layer included in the resin sheet The first resin composition and the second resin composition used in the above will be described.
(第1の樹脂組成物)
第1の樹脂組成物層を形成する第1の樹脂組成物は、特に限定されず、その硬化物が十分な絶縁性を有するものであればよい。第1の樹脂組成物としては、例えば、硬化性樹脂とその硬化剤を含む組成物が挙げられる。硬化性樹脂としては、プリント配線板の絶縁層を形成する際に使用される従来公知の硬化性樹脂を用いることができ、中でもエポキシ樹脂が好ましい。したがって一実施形態において、第1の樹脂組成物は、(a)エポキシ樹脂、(b)硬化剤及び(c)無機充填材を含む。第1の樹脂組成物は、必要に応じて、さらに、熱可塑性樹脂、硬化促進剤、難燃剤及び有機充填剤を含んでいてもよい。
(First resin composition)
The first resin composition forming the first resin composition layer is not particularly limited as long as the cured product has sufficient insulation. As a 1st resin composition, the composition containing curable resin and its hardening | curing agent is mentioned, for example. As curable resin, the conventionally well-known curable resin used when forming the insulating layer of a printed wiring board can be used, and an epoxy resin is especially preferable. Accordingly, in one embodiment, the first resin composition includes (a) an epoxy resin, (b) a curing agent, and (c) an inorganic filler. The 1st resin composition may contain the thermoplastic resin, the hardening accelerator, the flame retardant, and the organic filler further as needed.
以下、第1の樹脂組成物の材料として使用し得る各成分について詳細に説明する。 Hereinafter, each component that can be used as the material of the first resin composition will be described in detail.
−(a)エポキシ樹脂−
エポキシ樹脂としては、例えば、ビキシレノール型エポキシ樹脂、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、ビスフェノールAF型エポキシ樹脂、ジシクロペンタジエン型エポキシ樹脂、トリスフェノール型エポキシ樹脂、ナフトールノボラック型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、tert−ブチル−カテコール型エポキシ樹脂、ナフタレン型エポキシ樹脂、ナフトール型エポキシ樹脂、アントラセン型エポキシ樹脂、グリシジルアミン型エポキシ樹脂、グリシジルエステル型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、ビフェニル型エポキシ樹脂、線状脂肪族エポキシ樹脂、ブタジエン構造を有するエポキシ樹脂、脂環式エポキシ樹脂、複素環式エポキシ樹脂、スピロ環含有エポキシ樹脂、シクロヘキサンジメタノール型エポキシ樹脂、ナフチレンエーテル型エポキシ樹脂、トリメチロール型エポキシ樹脂、テトラフェニルエタン型エポキシ樹脂等が挙げられる。エポキシ樹脂は1種単独で用いてもよく、2種以上を組み合わせて用いてもよい。(a)成分は、芳香族構造を有するエポキシ樹脂であることが好ましく、ビキシレノール型エポキシ樹脂、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビフェニル型エポキシ樹脂、及びナフタレン型エポキシ樹脂から選択される1種以上であることがより好ましい。芳香族構造とは、一般に芳香族と定義される化学構造であり、多環芳香族及び芳香族複素環をも含む。
-(A) Epoxy resin-
Examples of the epoxy resin include bixylenol type epoxy resin, bisphenol A type epoxy resin, bisphenol F type epoxy resin, bisphenol S type epoxy resin, bisphenol AF type epoxy resin, dicyclopentadiene type epoxy resin, trisphenol type epoxy resin, Naphthol novolac epoxy resin, phenol novolac epoxy resin, tert-butyl-catechol epoxy resin, naphthalene epoxy resin, naphthol epoxy resin, anthracene epoxy resin, glycidyl amine epoxy resin, glycidyl ester epoxy resin, cresol novolac Type epoxy resin, biphenyl type epoxy resin, linear aliphatic epoxy resin, epoxy resin having butadiene structure, alicyclic epoxy resin, complex Wherein the epoxy resin, spiro ring-containing epoxy resins, cyclohexanedimethanol type epoxy resins, naphthylene ether type epoxy resin, trimethylol type epoxy resin, tetraphenyl ethane epoxy resin and the like. An epoxy resin may be used individually by 1 type, and may be used in combination of 2 or more type. The component (a) is preferably an epoxy resin having an aromatic structure, and is selected from a bixylenol type epoxy resin, a bisphenol A type epoxy resin, a bisphenol F type epoxy resin, a biphenyl type epoxy resin, and a naphthalene type epoxy resin. It is more preferable that it is 1 type or more. The aromatic structure is a chemical structure generally defined as aromatic, and includes polycyclic aromatics and aromatic heterocycles.
エポキシ樹脂は、1分子中に2個以上のエポキシ基を有するエポキシ樹脂を含むことが好ましい。エポキシ樹脂の不揮発成分を100質量%とした場合に、少なくとも50質量%以上は1分子中に2個以上のエポキシ基を有するエポキシ樹脂であるのが好ましい。中でも、1分子中に2個以上のエポキシ基を有し、温度20℃で液状のエポキシ樹脂(以下「液状エポキシ樹脂」という。)と、1分子中に3個以上のエポキシ基を有し、温度20℃で固体状のエポキシ樹脂(以下「固体状エポキシ樹脂」という。)とを含むことが好ましい。エポキシ樹脂として、液状エポキシ樹脂と固体状エポキシ樹脂とを併用することで、優れた可撓性を有する樹脂組成物が得られる。また、樹脂組成物の硬化物の破断強度も向上する。 The epoxy resin preferably contains an epoxy resin having two or more epoxy groups in one molecule. When the nonvolatile component of the epoxy resin is 100% by mass, at least 50% by mass or more is preferably an epoxy resin having two or more epoxy groups in one molecule. Among them, it has two or more epoxy groups in one molecule, and has a liquid epoxy resin (hereinafter referred to as “liquid epoxy resin”) at a temperature of 20 ° C. and three or more epoxy groups in one molecule, It is preferable to contain a solid epoxy resin (hereinafter referred to as “solid epoxy resin”) at a temperature of 20 ° C. By using a liquid epoxy resin and a solid epoxy resin in combination as an epoxy resin, a resin composition having excellent flexibility can be obtained. Moreover, the breaking strength of the cured product of the resin composition is also improved.
液状エポキシ樹脂としては、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールAF型エポキシ樹脂、ナフタレン型エポキシ樹脂、グリシジルエステル型エポキシ樹脂、グリシジルアミン型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、エステル骨格を有する脂環式エポキシ樹脂、シクロヘキサンジメタノール型エポキシ樹脂、グリシジルアミン型エポキシ樹脂、及びブタジエン構造を有するエポキシ樹脂が好ましく、グリシジルアミン型エポキシ樹脂、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールAF型エポキシ樹脂及びナフタレン型エポキシ樹脂がより好ましい。液状エポキシ樹脂の具体例としては、DIC(株)製の「HP4032」、「HP4032D」、「HP4032SS」(ナフタレン型エポキシ樹脂)、三菱化学(株)製の「828US」、「jER828EL」、「825」(ビスフェノールA型エポキシ樹脂)、「jER807」、「1750」(ビスフェノールF型エポキシ樹脂)、「jER152」(フェノールノボラック型エポキシ樹脂)、「630」、「630LSD」(グリシジルアミン型エポキシ樹脂)、新日鉄住金化学(株)製の「ZX1059」(ビスフェノールA型エポキシ樹脂とビスフェノールF型エポキシ樹脂の混合品)、ナガセケムテックス(株)製の「EX−721」(グリシジルエステル型エポキシ樹脂)、(株)ダイセル製の「セロキサイド2021P」(エステル骨格を有する脂環式エポキシ樹脂)、「PB−3600」(ブタジエン構造を有するエポキシ樹脂)、新日鐵化学(株)製の「ZX1658」、「ZX1658GS」(液状1,4−グリシジルシクロヘキサン)、三菱化学(株)製の「630LSD」(グリシジルアミン型エポキシ樹脂)等が挙げられる。これらは1種単独で用いてもよく、2種以上を組み合わせて用いてもよい。 Liquid epoxy resins include bisphenol A type epoxy resins, bisphenol F type epoxy resins, bisphenol AF type epoxy resins, naphthalene type epoxy resins, glycidyl ester type epoxy resins, glycidyl amine type epoxy resins, phenol novolac type epoxy resins, and ester skeletons. Preferred are cycloaliphatic epoxy resins, cyclohexanedimethanol type epoxy resins, glycidylamine type epoxy resins, and epoxy resins having a butadiene structure. Glycidylamine type epoxy resins, bisphenol A type epoxy resins, bisphenol F type epoxy resins, bisphenol AF Type epoxy resin and naphthalene type epoxy resin are more preferable. Specific examples of the liquid epoxy resin include “HP4032”, “HP4032D”, “HP4032SS” (naphthalene type epoxy resin) manufactured by DIC Corporation, “828US”, “jER828EL”, “825” manufactured by Mitsubishi Chemical Corporation. "(Bisphenol A type epoxy resin)", "jER807", "1750" (bisphenol F type epoxy resin), "jER152" (phenol novolac type epoxy resin), "630", "630LSD" (glycidylamine type epoxy resin), "ZX1059" (mixed product of bisphenol A type epoxy resin and bisphenol F type epoxy resin) manufactured by Nippon Steel & Sumikin Chemical Co., Ltd., "EX-721" (glycidyl ester type epoxy resin) manufactured by Nagase ChemteX Corporation, "Celoxide 2021P" manufactured by Daicel Corporation (Alicyclic epoxy resin having an ester skeleton), "PB-3600" (epoxy resin having a butadiene structure), "ZX1658", "ZX1658GS" (liquid 1,4-glycidylcyclohexane) manufactured by Nippon Steel Chemical Co., Ltd. ), “630LSD” (glycidylamine type epoxy resin) manufactured by Mitsubishi Chemical Corporation. These may be used alone or in combination of two or more.
固体状エポキシ樹脂としては、ナフタレン型4官能エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、ジシクロペンタジエン型エポキシ樹脂、トリスフェノール型エポキシ樹脂、ナフトール型エポキシ樹脂、ビフェニル型エポキシ樹脂、ナフチレンエーテル型エポキシ樹脂、アントラセン型エポキシ樹脂、ビスフェノールA型エポキシ樹脂、テトラフェニルエタン型エポキシ樹脂が好ましく、ナフタレン型4官能エポキシ樹脂、ナフトール型エポキシ樹脂、及びビフェニル型エポキシ樹脂がより好ましい。固体状エポキシ樹脂の具体例としては、DIC(株)製の「HP4032H」(ナフタレン型エポキシ樹脂)、「HP−4700」、「HP−4710」(ナフタレン型4官能エポキシ樹脂)、「N−690」(クレゾールノボラック型エポキシ樹脂)、「N−695」(クレゾールノボラック型エポキシ樹脂)、「HP−7200」(ジシクロペンタジエン型エポキシ樹脂)、「HP−7200HH」、「HP−7200H」、「EXA−7311」、「EXA−7311−G3」、「EXA−7311−G4」、「EXA−7311−G4S」、「HP6000」(ナフチレンエーテル型エポキシ樹脂)、日本化薬(株)製の「EPPN−502H」(トリスフェノール型エポキシ樹脂)、「NC7000L」(ナフトールノボラック型エポキシ樹脂)、「NC3000H」、「NC3000」、「NC3000L」、「NC3100」(ビフェニル型エポキシ樹脂)、新日鉄住金化学(株)製の「ESN475V」(ナフタレン型エポキシ樹脂)、「ESN485」(ナフトールノボラック型エポキシ樹脂)、三菱化学(株)製の「YX4000H」、「YL6121」(ビフェニル型エポキシ樹脂)、「YX4000HK」(ビキシレノール型エポキシ樹脂)、「YX8800」(アントラセン型エポキシ樹脂)、大阪ガスケミカル(株)製の「PG−100」、「CG−500」、三菱化学(株)製の「YL7760」(ビスフェノールAF型エポキシ樹脂)、「YL7800」(フルオレン型エポキシ樹脂)、三菱化学(株)製の「jER1010」(固体状ビスフェノールA型エポキシ樹脂)、「jER1031S」(テトラフェニルエタン型エポキシ樹脂)等が挙げられる。これらは1種単独で用いてもよく、2種以上を組み合わせて用いてもよい。 Solid epoxy resins include naphthalene type tetrafunctional epoxy resin, cresol novolac type epoxy resin, dicyclopentadiene type epoxy resin, trisphenol type epoxy resin, naphthol type epoxy resin, biphenyl type epoxy resin, naphthylene ether type epoxy resin, Anthracene type epoxy resin, bisphenol A type epoxy resin, and tetraphenylethane type epoxy resin are preferable, and naphthalene type tetrafunctional epoxy resin, naphthol type epoxy resin, and biphenyl type epoxy resin are more preferable. Specific examples of the solid epoxy resin include “HP4032H” (naphthalene type epoxy resin), “HP-4700”, “HP-4710” (naphthalene type tetrafunctional epoxy resin), “N-690” manufactured by DIC Corporation. "(Cresol novolac type epoxy resin)", "N-695" (Cresol novolac type epoxy resin), "HP-7200" (Dicyclopentadiene type epoxy resin), "HP-7200HH", "HP-7200H", "EXA -7311 "," EXA-7311-G3 "," EXA-7311-G4 "," EXA-7311-G4S "," HP6000 "(naphthylene ether type epoxy resin)," EPPN "manufactured by Nippon Kayaku Co., Ltd. -502H "(trisphenol type epoxy resin)," NC7000L "(naphthol novolak type) Poxy resin), “NC3000H”, “NC3000”, “NC3000L”, “NC3100” (biphenyl type epoxy resin), “ESN475V” (naphthalene type epoxy resin) manufactured by Nippon Steel & Sumikin Chemical Co., Ltd., “ESN485” (naphthol novolak) Type epoxy resin), "YX4000H", "YL6121" (biphenyl type epoxy resin), "YX4000HK" (bixylenol type epoxy resin), "YX8800" (anthracene type epoxy resin), manufactured by Mitsubishi Chemical Corporation, Osaka Gas Chemical “PG-100”, “CG-500” manufactured by Mitsubishi Chemical Corporation, “YL7760” (bisphenol AF type epoxy resin) manufactured by Mitsubishi Chemical Corporation, “YL7800” (fluorene type epoxy resin), Mitsubishi Chemical Corporation “JER1010” (solid bisfer Lumpur A type epoxy resin), "jER1031S" (tetraphenyl ethane epoxy resin) and the like. These may be used alone or in combination of two or more.
エポキシ樹脂として、液状エポキシ樹脂と固体状エポキシ樹脂とを併用する場合、それらの量比(液状エポキシ樹脂:固体状エポキシ樹脂)は、質量比で、0:0.1〜1:15の範囲が好ましい。液状エポキシ樹脂と固体状エポキシ樹脂との量比を斯かる範囲とすることにより、i)樹脂シートの形態で使用する場合に適度な粘着性がもたらされる、ii)樹脂シートの形態で使用する場合に十分な可撓性が得られ、取り扱い性が向上する、並びにiii)十分な破断強度を有する硬化物を得ることができる等の効果が得られる。上記i)〜iii)の効果の観点から、液状エポキシ樹脂と固体状エポキシ樹脂の量比(液状エポキシ樹脂:固体状エポキシ樹脂)は、質量比で、0:0.3〜1:10の範囲がより好ましく、0:0.6〜1:8の範囲がさらに好ましい。 When the liquid epoxy resin and the solid epoxy resin are used in combination as the epoxy resin, the quantitative ratio thereof (liquid epoxy resin: solid epoxy resin) is in the range of 0: 0.1 to 1:15 by mass ratio. preferable. By making the quantity ratio of the liquid epoxy resin and the solid epoxy resin within such a range, i) suitable adhesiveness is obtained when used in the form of a resin sheet, ii) when used in the form of a resin sheet Sufficient flexibility can be obtained, handling properties can be improved, and iii) a cured product having sufficient breaking strength can be obtained. From the viewpoint of the effects i) to iii), the quantitative ratio of the liquid epoxy resin to the solid epoxy resin (liquid epoxy resin: solid epoxy resin) is in the range of 0: 0.3 to 1:10 by mass ratio. Is more preferable, and the range of 0: 0.6 to 1: 8 is even more preferable.
第1の樹脂組成物中のエポキシ樹脂の含有量は、良好な機械強度、絶縁信頼性を示す絶縁層を得る観点から、好ましくは1質量%以上、より好ましくは2質量%以上、さらに好ましくは3質量%以上である。エポキシ樹脂の含有量の上限は、本発明の効果が奏される限りにおいて特に限定されないが、好ましくは50質量%以下、より好ましくは40質量%以下、さらに好ましくは30質量%以下である。 The content of the epoxy resin in the first resin composition is preferably 1% by mass or more, more preferably 2% by mass or more, and still more preferably, from the viewpoint of obtaining an insulating layer exhibiting good mechanical strength and insulation reliability. 3% by mass or more. Although the upper limit of content of an epoxy resin is not specifically limited as long as the effect of this invention is show | played, Preferably it is 50 mass% or less, More preferably, it is 40 mass% or less, More preferably, it is 30 mass% or less.
なお、本発明において、樹脂組成物中の各成分の含有量は、別途明示のない限り、樹脂組成物中の不揮発成分を100質量%としたときの値である。 In addition, in this invention, content of each component in a resin composition is a value when the non-volatile component in a resin composition is 100 mass% unless there is separate description.
エポキシ樹脂のエポキシ当量は、好ましくは50〜5000、より好ましくは50〜3000、さらに好ましくは80〜2000、さらにより好ましくは110〜1000である。この範囲となることで、硬化物の架橋密度が十分となり表面粗さの小さい絶縁層をもたらすことができる。なお、エポキシ当量は、JIS K7236に従って測定することができ、1当量のエポキシ基を含む樹脂の質量である。 The epoxy equivalent of the epoxy resin is preferably 50 to 5000, more preferably 50 to 3000, still more preferably 80 to 2000, and even more preferably 110 to 1000. By becoming this range, the crosslinked density of hardened | cured material becomes sufficient and it can bring about an insulating layer with small surface roughness. The epoxy equivalent can be measured according to JIS K7236, and is the mass of a resin containing 1 equivalent of an epoxy group.
エポキシ樹脂の重量平均分子量は、好ましくは100〜5000、より好ましくは250〜3000、さらに好ましくは400〜1500である。ここで、エポキシ樹脂の重量平均分子量は、ゲルパーミエーションクロマトグラフィー(GPC)法により測定されるポリスチレン換算の重量平均分子量である。 The weight average molecular weight of an epoxy resin becomes like this. Preferably it is 100-5000, More preferably, it is 250-3000, More preferably, it is 400-1500. Here, the weight average molecular weight of the epoxy resin is a weight average molecular weight in terms of polystyrene measured by a gel permeation chromatography (GPC) method.
−(b)硬化剤−
硬化剤としては、エポキシ樹脂を硬化する機能を有する限り特に限定されず、例えば、フェノール系硬化剤、ナフトール系硬化剤、活性エステル系硬化剤、ベンゾオキサジン系硬化剤、シアネートエステル系硬化剤、及びカルボジイミド系硬化剤などが挙げられる。硬化剤は1種単独で用いてもよく、又は2種以上を併用してもよい。(b)成分は、フェノール系硬化剤、ナフトール系硬化剤、活性エステル系硬化剤、カルボジイミド系硬化剤及びシアネートエステル系硬化剤から選択される1種以上であることが好ましく、フェノール系硬化剤、活性エステル系硬化剤及びカルボジイミド系硬化剤から選択される1種以上であることがより好ましく、誘電率及び誘電正接を低くする観点から活性エステル系硬化剤であることがさらに好ましい。
-(B) Curing agent-
The curing agent is not particularly limited as long as it has a function of curing the epoxy resin. For example, a phenolic curing agent, a naphthol curing agent, an active ester curing agent, a benzoxazine curing agent, a cyanate ester curing agent, and Examples thereof include carbodiimide curing agents. A hardening | curing agent may be used individually by 1 type, or may use 2 or more types together. The component (b) is preferably at least one selected from a phenolic curing agent, a naphthol curing agent, an active ester curing agent, a carbodiimide curing agent, and a cyanate ester curing agent, a phenol curing agent, One or more selected from an active ester curing agent and a carbodiimide curing agent is more preferable, and an active ester curing agent is more preferable from the viewpoint of lowering the dielectric constant and dielectric loss tangent.
フェノール系硬化剤及びナフトール系硬化剤としては、耐熱性及び耐水性の観点から、ノボラック構造を有するフェノール系硬化剤、又はノボラック構造を有するナフトール系硬化剤が好ましい。また、導体層との密着性の観点から、含窒素フェノール系硬化剤が好ましく、トリアジン骨格含有フェノール系硬化剤がより好ましい。中でも、耐熱性、耐水性、及び導体層との密着性を高度に満足させる観点から、トリアジン骨格含有フェノールノボラック硬化剤が好ましい。 As the phenol-based curing agent and the naphthol-based curing agent, a phenol-based curing agent having a novolak structure or a naphthol-based curing agent having a novolak structure is preferable from the viewpoint of heat resistance and water resistance. Moreover, from a viewpoint of adhesiveness with a conductor layer, a nitrogen-containing phenol type hardening | curing agent is preferable and a triazine frame | skeleton containing phenol type hardening | curing agent is more preferable. Among these, a triazine skeleton-containing phenol novolac curing agent is preferable from the viewpoint of highly satisfying heat resistance, water resistance, and adhesion to the conductor layer.
フェノール系硬化剤及びナフトール系硬化剤の具体例としては、例えば、明和化成(株)製の「MEH−7700」、「MEH−7810」、「MEH−7851」、日本化薬(株)製の「NHN」、「CBN」、「GPH」、新日鉄住金化学(株)製の「SN170」、「SN180」、「SN190」、「SN475」、「SN485」、「SN495」、「SN375」、「SN395」、DIC(株)製の「TD−2090」、「LA−7052」、「LA−7054」、「LA−1356」、「LA−3018−50P」、「EXB−9500」等が挙げられる。 Specific examples of the phenol-based curing agent and the naphthol-based curing agent include, for example, “MEH-7700”, “MEH-7810”, “MEH-7785” manufactured by Meiwa Kasei Co., Ltd., and Nippon Kayaku Co., Ltd. “NHN”, “CBN”, “GPH”, “SN170”, “SN180”, “SN190”, “SN475”, “SN485”, “SN495”, “SN375”, “SN395” manufactured by Nippon Steel & Sumikin Chemical Co., Ltd. ”,“ TD-2090 ”,“ LA-7052 ”,“ LA-7054 ”,“ LA-1356 ”,“ LA-3018-50P ”,“ EXB-9500 ”and the like manufactured by DIC Corporation.
導体層との密着性に優れる絶縁層を得る観点から、活性エステル系硬化剤も好ましい。活性エステル系硬化剤としては、特に制限はないが、一般にフェノールエステル類、チオフェノールエステル類、N−ヒドロキシアミンエステル類、複素環ヒドロキシ化合物のエステル類等の、反応活性の高いエステル基を1分子中に2個以上有する化合物が好ましく用いられる。当該活性エステル系硬化剤は、カルボン酸化合物及び/又はチオカルボン酸化合物とヒドロキシ化合物及び/又はチオール化合物との縮合反応によって得られるものが好ましい。特に耐熱性向上の観点から、カルボン酸化合物とヒドロキシ化合物とから得られる活性エステル系硬化剤が好ましく、カルボン酸化合物とフェノール化合物及び/又はナフトール化合物とから得られる活性エステル系硬化剤がより好ましい。カルボン酸化合物としては、例えば安息香酸、酢酸、コハク酸、マレイン酸、イタコン酸、フタル酸、イソフタル酸、テレフタル酸、ピロメリット酸等が挙げられる。フェノール化合物又はナフトール化合物としては、例えば、ハイドロキノン、レゾルシン、ビスフェノールA、ビスフェノールF、ビスフェノールS、フェノールフタリン、メチル化ビスフェノールA、メチル化ビスフェノールF、メチル化ビスフェノールS、フェノール、o−クレゾール、m−クレゾール、p−クレゾール、カテコール、α−ナフトール、β−ナフトール、1,5−ジヒドロキシナフタレン、1,6−ジヒドロキシナフタレン、2,6−ジヒドロキシナフタレン、ジヒドロキシベンゾフェノン、トリヒドロキシベンゾフェノン、テトラヒドロキシベンゾフェノン、フロログルシン、ベンゼントリオール、ジシクロペンタジエン型ジフェノール化合物、フェノールノボラック等が挙げられる。ここで、「ジシクロペンタジエン型ジフェノール化合物」とは、ジシクロペンタジエン1分子にフェノール2分子が縮合して得られるジフェノール化合物をいう。 From the viewpoint of obtaining an insulating layer having excellent adhesion to the conductor layer, an active ester curing agent is also preferable. Although there is no restriction | limiting in particular as an active ester type hardening | curing agent, Generally 1 molecule of ester groups with high reaction activity, such as phenol ester, thiophenol ester, N-hydroxyamine ester, ester of a heterocyclic hydroxy compound, are carried out. A compound having two or more thereof is preferably used. The active ester curing agent is preferably obtained by a condensation reaction between a carboxylic acid compound and / or a thiocarboxylic acid compound and a hydroxy compound and / or a thiol compound. In particular, from the viewpoint of improving heat resistance, an active ester curing agent obtained from a carboxylic acid compound and a hydroxy compound is preferable, and an active ester curing agent obtained from a carboxylic acid compound and a phenol compound and / or a naphthol compound is more preferable. Examples of the carboxylic acid compound include benzoic acid, acetic acid, succinic acid, maleic acid, itaconic acid, phthalic acid, isophthalic acid, terephthalic acid, and pyromellitic acid. Examples of the phenol compound or naphthol compound include hydroquinone, resorcin, bisphenol A, bisphenol F, bisphenol S, phenolphthaline, methylated bisphenol A, methylated bisphenol F, methylated bisphenol S, phenol, o-cresol, m- Cresol, p-cresol, catechol, α-naphthol, β-naphthol, 1,5-dihydroxynaphthalene, 1,6-dihydroxynaphthalene, 2,6-dihydroxynaphthalene, dihydroxybenzophenone, trihydroxybenzophenone, tetrahydroxybenzophenone, phloroglucin, Benzenetriol, dicyclopentadiene type diphenol compound, phenol novolac and the like can be mentioned. Here, the “dicyclopentadiene type diphenol compound” refers to a diphenol compound obtained by condensing two molecules of phenol with one molecule of dicyclopentadiene.
具体的には、ジシクロペンタジエン型ジフェノール構造を含む活性エステル化合物、ナフタレン構造を含む活性エステル化合物、フェノールノボラックのアセチル化物を含む活性エステル化合物、フェノールノボラックのベンゾイル化物を含む活性エステル化合物が好ましく、中でもナフタレン構造を含む活性エステル化合物、ジシクロペンタジエン型ジフェノール構造を含む活性エステル化合物がより好ましい。「ジシクロペンタジエン型ジフェノール構造」とは、フェニレン−ジシクロペンチレン−フェニレンからなる2価の構造単位を表す。 Specifically, an active ester compound containing a dicyclopentadiene-type diphenol structure, an active ester compound containing a naphthalene structure, an active ester compound containing an acetylated product of a phenol novolac, and an active ester compound containing a benzoylated product of a phenol novolac are preferred, Of these, active ester compounds having a naphthalene structure and active ester compounds having a dicyclopentadiene type diphenol structure are more preferred. The “dicyclopentadiene type diphenol structure” represents a divalent structural unit composed of phenylene-dicyclopentylene-phenylene.
活性エステル系硬化剤の市販品としては、ジシクロペンタジエン型ジフェノール構造を含む活性エステル化合物として、「EXB9451」、「EXB9460」、「EXB9460S」、「HPC−8000−65T」、「HPC−8000H−65TM」、「EXB−8000L−65TM」(DIC(株)製)、ナフタレン構造を含む活性エステル化合物として「EXB9416−70BK」(DIC(株)製)、フェノールノボラックのアセチル化物を含む活性エステル化合物として「DC808」(三菱化学(株)製)、フェノールノボラックのベンゾイル化物を含む活性エステル化合物として「YLH1026」(三菱化学(株)製)、フェノールノボラックのアセチル化物である活性エステル系硬化剤として「DC808」(三菱化学(株)製)、フェノールノボラックのベンゾイル化物である活性エステル系硬化剤として「YLH1026」(三菱化学(株)製)、「YLH1030」(三菱化学(株)製)、「YLH1048」(三菱化学(株)製)等が挙げられる。 Commercially available active ester curing agents include "EXB9451", "EXB9460", "EXB9460S", "HPC-8000-65T", "HPC-8000H-" as active ester compounds containing a dicyclopentadiene type diphenol structure. 65TM "," EXB-8000L-65TM "(manufactured by DIC Corporation)," EXB9416-70BK "(manufactured by DIC Corporation) as an active ester compound containing a naphthalene structure, and as an active ester compound containing an acetylated product of phenol novolac “DC808” (manufactured by Mitsubishi Chemical Corporation), “YLH1026” (manufactured by Mitsubishi Chemical Corporation) as an active ester compound containing a benzoylated product of phenol novolac, and “DC808” as an active ester curing agent which is an acetylated product of phenol novolac. "( "YLH1026" (Mitsubishi Chemical Corporation), "YLH1030" (Mitsubishi Chemical Corporation), "YLH1048" (Mitsubishi Chemical Corporation) as active ester-based curing agents that are benzoylated phenol novolaks Chemical Co., Ltd.).
ベンゾオキサジン系硬化剤の具体例としては、昭和高分子(株)製の「HFB2006M」、四国化成工業(株)製の「P−d」、「F−a」が挙げられる。 Specific examples of the benzoxazine-based curing agent include “HFB2006M” manufactured by Showa Polymer Co., Ltd., “Pd” and “Fa” manufactured by Shikoku Kasei Kogyo Co., Ltd.
シアネートエステル系硬化剤としては、例えば、ビスフェノールAジシアネート、ポリフェノールシアネート、オリゴ(3−メチレン−1,5−フェニレンシアネート)、4,4’−メチレンビス(2,6−ジメチルフェニルシアネート)、4,4’−エチリデンジフェニルジシアネート、ヘキサフルオロビスフェノールAジシアネート、2,2−ビス(4−シアネート)フェニルプロパン、1,1−ビス(4−シアネートフェニルメタン)、ビス(4−シアネート−3,5−ジメチルフェニル)メタン、1,3−ビス(4−シアネートフェニル−1−(メチルエチリデン))ベンゼン、ビス(4−シアネートフェニル)チオエーテル、及びビス(4−シアネートフェニル)エーテル等の2官能シアネート樹脂、フェノールノボラック及びクレゾールノボラック等から誘導される多官能シアネート樹脂、これらシアネート樹脂が一部トリアジン化したプレポリマーなどが挙げられる。シアネートエステル系硬化剤の具体例としては、ロンザジャパン(株)製の「PT30」及び「PT60」(いずれもフェノールノボラック型多官能シアネートエステル樹脂)、「BA230」、「BA230S75」(ビスフェノールAジシアネートの一部又は全部がトリアジン化され三量体となったプレポリマー)等が挙げられる。 Examples of the cyanate ester curing agent include bisphenol A dicyanate, polyphenol cyanate, oligo (3-methylene-1,5-phenylene cyanate), 4,4′-methylenebis (2,6-dimethylphenyl cyanate), 4,4. '-Ethylidene diphenyl dicyanate, hexafluorobisphenol A dicyanate, 2,2-bis (4-cyanate) phenylpropane, 1,1-bis (4-cyanatephenylmethane), bis (4-cyanate-3,5-dimethyl) Bifunctional cyanate resins such as phenyl) methane, 1,3-bis (4-cyanatephenyl-1- (methylethylidene)) benzene, bis (4-cyanatephenyl) thioether, and bis (4-cyanatephenyl) ether, phenol Novolac and K Polyfunctional cyanate resin derived from tetrazole novolac, these cyanate resins and partially triazine of prepolymer. Specific examples of the cyanate ester curing agent include “PT30” and “PT60” (both phenol novolac polyfunctional cyanate ester resins), “BA230”, “BA230S75” (bisphenol A dicyanate) manufactured by Lonza Japan Co., Ltd. For example, a prepolymer partially or wholly converted into a trimer).
カルボジイミド系硬化剤の具体例としては、日清紡ケミカル(株)製の「V−03」、「V−07」等が挙げられる。 Specific examples of the carbodiimide curing agent include “V-03” and “V-07” manufactured by Nisshinbo Chemical Co., Ltd.
エポキシ樹脂と硬化剤との量比は、[エポキシ樹脂のエポキシ基の合計数]:[硬化剤の反応基の合計数]の比率で、1:0.01〜1:2の範囲が好ましく、1:0.015〜1:1.5がより好ましく、1:0.02〜1:1がさらに好ましい。ここで、硬化剤の反応基とは、活性水酸基、活性エステル基等であり、硬化剤の種類によって異なる。また、エポキシ樹脂のエポキシ基の合計数とは、各エポキシ樹脂の固形分質量をエポキシ当量で除した値をすべてのエポキシ樹脂について合計した値であり、硬化剤の反応基の合計数とは、各硬化剤の固形分質量を反応基当量で除した値をすべての硬化剤について合計した値である。エポキシ樹脂と硬化剤との量比を斯かる範囲とすることにより、樹脂組成物の硬化物の耐熱性がより向上する。 The amount ratio of the epoxy resin and the curing agent is preferably a ratio of [total number of epoxy groups of the epoxy resin]: [total number of reactive groups of the curing agent] in the range of 1: 0.01 to 1: 2. 1: 0.015 to 1: 1.5 are more preferable, and 1: 0.02 to 1: 1 are more preferable. Here, the reactive group of the curing agent is an active hydroxyl group, an active ester group or the like, and varies depending on the type of the curing agent. Moreover, the total number of epoxy groups of the epoxy resin is a value obtained by dividing the value obtained by dividing the solid mass of each epoxy resin by the epoxy equivalent for all epoxy resins, and the total number of reactive groups of the curing agent is: The value obtained by dividing the solid mass of each curing agent by the reactive group equivalent is the total value for all curing agents. By setting the amount ratio of the epoxy resin and the curing agent in such a range, the heat resistance of the cured product of the resin composition is further improved.
一実施形態において、第1の樹脂組成物は、先述の(a)エポキシ樹脂及び(b)硬化剤を含む。樹脂組成物は、(a)エポキシ樹脂として液状エポキシ樹脂と固体状エポキシ樹脂との混合物(液状エポキシ樹脂:固体状エポキシ樹脂の質量比は好ましくは0:0.1〜1:15、より好ましくは0:0.3〜1:12、さらに好ましくは0:0.6〜1:10)を、(b)硬化剤としてフェノール系硬化剤、ナフトール系硬化剤、活性エステル系硬化剤、カルボジイミド系硬化剤及びシアネートエステル系硬化剤からなる群から選択される1種以上(好ましくは活性エステル系硬化剤)を、それぞれ含むことが好ましい。 In one embodiment, the first resin composition includes the aforementioned (a) epoxy resin and (b) a curing agent. The resin composition is a mixture of a liquid epoxy resin and a solid epoxy resin (a) as an epoxy resin (mass ratio of liquid epoxy resin: solid epoxy resin is preferably 0: 0.1 to 1:15, more preferably 0: 0.3-1: 12, more preferably 0: 0.6-1: 10), (b) a phenolic curing agent, a naphthol curing agent, an active ester curing agent, a carbodiimide curing as a curing agent One or more selected from the group consisting of an agent and a cyanate ester curing agent (preferably an active ester curing agent) are preferably included.
第1の樹脂組成物中の硬化剤の含有量は特に限定されないが、好ましくは30質量%以下、より好ましくは25質量%以下、さらに好ましくは20質量%以下である。また、下限は特に制限はないが2質量%以上が好ましい。 Although content of the hardening | curing agent in a 1st resin composition is not specifically limited, Preferably it is 30 mass% or less, More preferably, it is 25 mass% or less, More preferably, it is 20 mass% or less. The lower limit is not particularly limited but is preferably 2% by mass or more.
−(c)無機充填材−
無機充填材の材料は特に限定されないが、例えば、シリカ、アルミナ、ガラス、コーディエライト、シリコン酸化物、硫酸バリウム、炭酸バリウム、タルク、クレー、雲母粉、酸化亜鉛、ハイドロタルサイト、ベーマイト、水酸化アルミニウム、水酸化マグネシウム、炭酸カルシウム、炭酸マグネシウム、酸化マグネシウム、窒化ホウ素、窒化アルミニウム、窒化マンガン、ホウ酸アルミニウム、炭酸ストロンチウム、チタン酸ストロンチウム、チタン酸カルシウム、チタン酸マグネシウム、チタン酸ビスマス、酸化チタン、酸化ジルコニウム、チタン酸バリウム、チタン酸ジルコン酸バリウム、ジルコン酸バリウム、ジルコン酸カルシウム、リン酸ジルコニウム、及びリン酸タングステン酸ジルコニウム等が挙げられる。これらの中でもシリカが特に好適である。またシリカとしては球形シリカが好ましい。無機充填材は1種単独で用いてもよく、2種以上を組み合わせて用いてもよい。
-(C) Inorganic filler-
The material of the inorganic filler is not particularly limited. For example, silica, alumina, glass, cordierite, silicon oxide, barium sulfate, barium carbonate, talc, clay, mica powder, zinc oxide, hydrotalcite, boehmite, water Aluminum oxide, magnesium hydroxide, calcium carbonate, magnesium carbonate, magnesium oxide, boron nitride, aluminum nitride, manganese nitride, aluminum borate, strontium carbonate, strontium titanate, calcium titanate, magnesium titanate, bismuth titanate, titanium oxide , Zirconium oxide, barium titanate, barium zirconate titanate, barium zirconate, calcium zirconate, zirconium phosphate, and zirconium tungstate phosphate. Of these, silica is particularly preferred. As silica, spherical silica is preferable. An inorganic filler may be used individually by 1 type, and may be used in combination of 2 or more type.
無機充填材の平均粒径は特に限定されないが、表面粗さの小さい絶縁層を得る観点や微細配線形成性向上の観点から、好ましくは2μm以下、より好ましくは1.5μm以下、さらに好ましくは1μm以下である。該平均粒径の下限は、特に限定されないが、好ましくは0.01μm以上、より好ましくは0.1μm以上、さらに好ましくは0.3μm以上である。このような平均粒径を有する無機充填材の市販品としては、例えば、(株)アドマテックス製「YC100C」、「YA050C」、「YA050C−MJE」、「YA010C」、電気化学工業(株)製「UFP−30」、(株)トクヤマ製「シルフィルNSS−3N」、「シルフィルNSS−4N」、「シルフィルNSS−5N」、(株)アドマテックス製「SC2500SQ」、「SO−C4」、「SO−C2」、「SO−C1」等が挙げられる。 The average particle size of the inorganic filler is not particularly limited, but is preferably 2 μm or less, more preferably 1.5 μm or less, and even more preferably 1 μm from the viewpoint of obtaining an insulating layer having a small surface roughness and improving the fine wiring formability. It is as follows. Although the minimum of this average particle diameter is not specifically limited, Preferably it is 0.01 micrometer or more, More preferably, it is 0.1 micrometer or more, More preferably, it is 0.3 micrometer or more. Examples of commercially available inorganic fillers having such an average particle size include, for example, “YC100C”, “YA050C”, “YA050C-MJE”, “YA010C” manufactured by Admatechs, manufactured by Denki Kagaku Kogyo Co., Ltd. “UFP-30”, “Silfil NSS-3N”, “Silfil NSS-4N”, “Silfil NSS-5N” manufactured by Tokuyama Corporation, “SC2500SQ”, “SO-C4”, “SO-C4” manufactured by Admatechs Co., Ltd. -C2 "," SO-C1 "and the like.
無機充填材の平均粒径はミー(Mie)散乱理論に基づくレーザー回折・散乱法により測定することができる。具体的にはレーザー回折散乱式粒度分布測定装置により、無機充填材の粒度分布を体積基準で作成し、そのメディアン径を平均粒径とすることで測定することができる。測定サンプルは、無機充填材を超音波によりメチルエチルケトン中に分散させたものを好ましく使用することができる。レーザー回折散乱式粒度分布測定装置としては、(株)島津製作所製「SALD−2200」等を使用することができる。 The average particle diameter of the inorganic filler can be measured by a laser diffraction / scattering method based on Mie scattering theory. Specifically, the particle size distribution of the inorganic filler can be prepared on a volume basis by a laser diffraction / scattering particle size distribution measuring apparatus, and the median diameter can be measured as the average particle diameter. As the measurement sample, an inorganic filler dispersed in methyl ethyl ketone by ultrasonic waves can be preferably used. As a laser diffraction scattering type particle size distribution measuring apparatus, “SALD-2200” manufactured by Shimadzu Corporation can be used.
無機充填材は、耐湿性及び分散性を高める観点から、シランカップリング剤、アルコキシシラン化合物、及びオルガノシラザン化合物の少なくとも1種の表面処理剤で表面処理されていることが好ましい。これらは、オリゴマーであってもよい。表面処理剤の例としては、アミノシラン系カップリング剤、エポキシシラン系カップリング剤、メルカプトシラン系カップリング剤、シラン系カップリング剤、オルガノシラザン化合物、チタネート系カップリング剤等が挙げられる。表面処理剤の市販品としては、例えば、信越化学工業(株)製「KBM403」(3−グリシドキシプロピルトリメトキシシラン)、信越化学工業(株)製「KBM803」(3−メルカプトプロピルトリメトキシシラン)、信越化学工業(株)製「KBE903」(3−アミノプロピルトリエトキシシラン)、信越化学工業(株)製「KBM573」(N−フェニル−3−アミノプロピルトリメトキシシラン)、信越化学工業(株)製「SZ−31」(ヘキサメチルジシラザン)、信越化学工業(株)製「KBM103」(フェニルトリメトキシシラン)、信越化学工業(株)製「KBM−4803」(長鎖エポキシ型シランカップリング剤)等が挙げられる。表面処理剤は、1種類単独で用いてもよく、2種類以上を組み合わせて用いてもよい。 The inorganic filler is preferably surface-treated with at least one surface treatment agent of a silane coupling agent, an alkoxysilane compound, and an organosilazane compound from the viewpoint of improving moisture resistance and dispersibility. These may be oligomers. Examples of the surface treatment agent include aminosilane coupling agents, epoxysilane coupling agents, mercaptosilane coupling agents, silane coupling agents, organosilazane compounds, titanate coupling agents, and the like. Examples of commercially available surface treatment agents include “KBM403” (3-glycidoxypropyltrimethoxysilane) manufactured by Shin-Etsu Chemical Co., Ltd., and “KBM803” (3-mercaptopropyltrimethoxy manufactured by Shin-Etsu Chemical Co., Ltd.). Silane), Shin-Etsu Chemical "KBE903" (3-aminopropyltriethoxysilane), Shin-Etsu Chemical "KBM573" (N-phenyl-3-aminopropyltrimethoxysilane), Shin-Etsu Chemical "SZ-31" (hexamethyldisilazane) manufactured by KK, "KBM103" (phenyltrimethoxysilane) manufactured by Shin-Etsu Chemical Co., Ltd., "KBM-4803" manufactured by Shin-Etsu Chemical Co., Ltd. (long-chain epoxy type) Silane coupling agent). A surface treating agent may be used individually by 1 type, and may be used in combination of 2 or more types.
表面処理剤による表面処理の程度は、無機充填材の単位表面積当たりのカーボン量によって評価することができる。無機充填材の単位表面積当たりのカーボン量は、無機充填材の分散性向上の観点から、0.02mg/m2以上が好ましく、0.1mg/m2以上がより好ましく、0.2mg/m2以上が更に好ましい。一方、樹脂ワニスの溶融粘度及びシート形態での溶融粘度の上昇を抑制する観点から、1mg/m2以下が好ましく、0.8mg/m2以下がより好ましく、0.5mg/m2以下が更に好ましい。 The degree of surface treatment with the surface treatment agent can be evaluated by the amount of carbon per unit surface area of the inorganic filler. Carbon content per unit surface area of the inorganic filler, from the viewpoint of improving dispersibility of the inorganic filler is preferably 0.02 mg / m 2 or more, 0.1 mg / m 2 or more preferably, 0.2 mg / m 2 The above is more preferable. On the other hand, 1 mg / m 2 or less is preferable, 0.8 mg / m 2 or less is more preferable, and 0.5 mg / m 2 or less is more preferable from the viewpoint of suppressing the increase in melt viscosity of the resin varnish and the sheet form. preferable.
無機充填材の単位表面積当たりのカーボン量は、表面処理後の無機充填材を溶剤(例えば、メチルエチルケトン(MEK))により洗浄処理した後に測定することができる。具体的には、溶剤として十分な量のMEKを表面処理剤で表面処理された無機充填材に加えて、25℃で5分間超音波洗浄する。上澄液を除去し、固形分を乾燥させた後、カーボン分析計を用いて無機充填材の単位表面積当たりのカーボン量を測定することができる。カーボン分析計としては、(株)堀場製作所製「EMIA−320V」等を使用することができる。 The amount of carbon per unit surface area of the inorganic filler can be measured after the surface-treated inorganic filler is washed with a solvent (for example, methyl ethyl ketone (MEK)). Specifically, a sufficient amount of MEK as a solvent is added to the inorganic filler surface-treated with the surface treatment agent and ultrasonically cleaned at 25 ° C. for 5 minutes. After removing the supernatant and drying the solid, the carbon amount per unit surface area of the inorganic filler can be measured using a carbon analyzer. As the carbon analyzer, “EMIA-320V” manufactured by Horiba, Ltd. can be used.
第1の樹脂組成物中の無機充填材の含有量は、めっきピール性を向上させる観点から、第1の樹脂組成物中の不揮発成分を100質量%としたとき、好ましくは70質量%以下、より好ましくは60質量%以下、50質量%以下、又は40質量%以下である。第1の樹脂組成物中の(c)成分の含有量の下限は特に限定されず、0質量%であってもよいが、誘電正接を低下させるという観点から、5質量%以上、10質量%以上、20質量%以上などとし得る。 The content of the inorganic filler in the first resin composition is preferably 70% by mass or less when the nonvolatile component in the first resin composition is 100% by mass from the viewpoint of improving plating peelability. More preferably, it is 60 mass% or less, 50 mass% or less, or 40 mass% or less. The lower limit of the content of the component (c) in the first resin composition is not particularly limited and may be 0% by mass, but from the viewpoint of reducing the dielectric loss tangent, it is 5% by mass or more and 10% by mass. As mentioned above, it may be 20 mass% or more.
−(d)熱可塑性樹脂−
第1の樹脂組成物は、(a)〜(c)成分の他に(d)熱可塑性樹脂を含有していてもよい。
-(D) Thermoplastic resin-
The first resin composition may contain (d) a thermoplastic resin in addition to the components (a) to (c).
熱可塑性樹脂としては、例えば、フェノキシ樹脂、ポリビニルアセタール樹脂、ポリオレフィン樹脂、ポリブタジエン樹脂、ポリイミド樹脂、ポリアミドイミド樹脂、ポリエーテルイミド樹脂、ポリスルホン樹脂、ポリエーテルスルホン樹脂、ポリフェニレンエーテル樹脂、ポリカーボネート樹脂、ポリエーテルエーテルケトン樹脂、ポリエステル樹脂が挙げられ、フェノキシ樹脂が好ましい。熱可塑性樹脂は、1種単独で用いてもよく、又は2種以上を組み合わせて用いてもよい。 Examples of the thermoplastic resin include phenoxy resin, polyvinyl acetal resin, polyolefin resin, polybutadiene resin, polyimide resin, polyamideimide resin, polyetherimide resin, polysulfone resin, polyethersulfone resin, polyphenylene ether resin, polycarbonate resin, and polyether. Examples include ether ketone resins and polyester resins, and phenoxy resins are preferred. A thermoplastic resin may be used individually by 1 type, or may be used in combination of 2 or more type.
熱可塑性樹脂のポリスチレン換算の重量平均分子量は8,000〜70,000の範囲が好ましく、10,000〜60,000の範囲がより好ましく、20,000〜60,000の範囲がさらに好ましい。熱可塑性樹脂のポリスチレン換算の重量平均分子量は、ゲルパーミエーションクロマトグラフィー(GPC)法で測定される。具体的には、熱可塑性樹脂のポリスチレン換算の重量平均分子量は、測定装置として(株)島津製作所製LC−9A/RID−6Aを、カラムとして昭和電工(株)製Shodex K−800P/K−804L/K−804Lを、移動相としてクロロホルム等を用いて、カラム温度を40℃にて測定し、標準ポリスチレンの検量線を用いて算出することができる。 The weight average molecular weight in terms of polystyrene of the thermoplastic resin is preferably in the range of 8,000 to 70,000, more preferably in the range of 10,000 to 60,000, and still more preferably in the range of 20,000 to 60,000. The weight average molecular weight in terms of polystyrene of the thermoplastic resin is measured by a gel permeation chromatography (GPC) method. Specifically, the polystyrene-reduced weight average molecular weight of the thermoplastic resin is LC-9A / RID-6A manufactured by Shimadzu Corporation as a measuring device, and Shodex K-800P / K- manufactured by Showa Denko KK as a column. 804L / K-804L can be calculated using a standard polystyrene calibration curve by measuring the column temperature at 40 ° C. using chloroform or the like as a mobile phase.
フェノキシ樹脂としては、例えば、ビスフェノールA骨格、ビスフェノールF骨格、ビスフェノールS骨格、ビスフェノールアセトフェノン骨格、ノボラック骨格、ビフェニル骨格、フルオレン骨格、ジシクロペンタジエン骨格、ノルボルネン骨格、ナフタレン骨格、アントラセン骨格、アダマンタン骨格、テルペン骨格、及びトリメチルシクロヘキサン骨格からなる群から選択される1種以上の骨格を有するフェノキシ樹脂が挙げられる。フェノキシ樹脂の末端は、フェノール性水酸基、エポキシ基等のいずれの官能基でもよい。フェノキシ樹脂は1種単独で用いてもよく、2種以上を組み合わせて用いてもよい。フェノキシ樹脂の具体例としては、三菱化学(株)製の「1256」及び「4250」(いずれもビスフェノールA骨格含有フェノキシ樹脂)、「YX8100」(ビスフェノールS骨格含有フェノキシ樹脂)、及び「YX6954」(ビスフェノールアセトフェノン骨格含有フェノキシ樹脂)が挙げられ、その他にも、新日鉄住金化学(株)製の「FX280」及び「FX293」、三菱化学(株)製の「YX6954BH30」、「YX7553BH30」、「YX7553BH30」、「YL7769BH30」、「YL6794」、「YL7213」、「YL7290」、「YL7891BH30」及び「YL7482」等が挙げられる。 Examples of the phenoxy resin include bisphenol A skeleton, bisphenol F skeleton, bisphenol S skeleton, bisphenolacetophenone skeleton, novolac skeleton, biphenyl skeleton, fluorene skeleton, dicyclopentadiene skeleton, norbornene skeleton, naphthalene skeleton, anthracene skeleton, adamantane skeleton, terpene Examples thereof include phenoxy resins having a skeleton and one or more skeletons selected from the group consisting of a trimethylcyclohexane skeleton. The terminal of the phenoxy resin may be any functional group such as a phenolic hydroxyl group or an epoxy group. A phenoxy resin may be used individually by 1 type, and may be used in combination of 2 or more type. Specific examples of the phenoxy resin include “1256” and “4250” (both bisphenol A skeleton-containing phenoxy resin), “YX8100” (bisphenol S skeleton-containing phenoxy resin), and “YX6954” (manufactured by Mitsubishi Chemical Corporation). In addition to these, “FX280” and “FX293” manufactured by Nippon Steel & Sumikin Chemical Co., Ltd., “YX6954BH30”, “YX7553BH30”, “YX7553BH30” manufactured by Mitsubishi Chemical Corporation, “YL7769BH30”, “YL6794”, “YL7213”, “YL7290”, “YL7891BH30”, “YL7482” and the like.
ポリビニルアセタール樹脂としては、例えば、ポリビニルホルマール樹脂、ポリビニルブチラール樹脂が挙げられ、ポリビニルブチラール樹脂が好ましい。ポリビニルアセタール樹脂の具体例としては、例えば、電気化学工業(株)製の「電化ブチラール4000−2」、「電化ブチラール5000−A」、「電化ブチラール6000−C」、「電化ブチラール6000−EP」、積水化学工業(株)製のエスレックBHシリーズ、BXシリーズ(例えばBX−5Z)、KSシリーズ(例えばKS−1)、BLシリーズ、BMシリーズ等が挙げられる。 Examples of the polyvinyl acetal resin include a polyvinyl formal resin and a polyvinyl butyral resin, and a polyvinyl butyral resin is preferable. Specific examples of the polyvinyl acetal resin include, for example, “Electrical butyral 4000-2”, “Electrical butyral 5000-A”, “Electrical butyral 6000-C”, and “Electrical butyral 6000-EP” manufactured by Denki Kagaku Kogyo Co., Ltd. , Sreck BH series, BX series (for example, BX-5Z), KS series (for example, KS-1), BL series, and BM series manufactured by Sekisui Chemical Co., Ltd.
ポリイミド樹脂の具体例としては、新日本理化(株)製の「リカコートSN20」及び「リカコートPN20」が挙げられる。ポリイミド樹脂の具体例としてはまた、2官能性ヒドロキシル基末端ポリブタジエン、ジイソシアネート化合物及び四塩基酸無水物を反応させて得られる線状ポリイミド(特開2006−37083号公報記載のポリイミド)、ポリシロキサン骨格含有ポリイミド(特開2002−12667号公報及び特開2000−319386号公報等に記載のポリイミド)等の変性ポリイミドが挙げられる。 Specific examples of the polyimide resin include “Rika Coat SN20” and “Rika Coat PN20” manufactured by Shin Nippon Rika Co., Ltd. Specific examples of the polyimide resin include linear polyimide obtained by reacting a bifunctional hydroxyl group-terminated polybutadiene, a diisocyanate compound and a tetrabasic acid anhydride (polyimide described in JP-A-2006-37083), a polysiloxane skeleton. Examples thereof include modified polyimides such as containing polyimide (polyimides described in JP-A Nos. 2002-12667 and 2000-319386).
ポリアミドイミド樹脂の具体例としては、東洋紡績(株)製の「バイロマックスHR11NN」及び「バイロマックスHR16NN」が挙げられる。ポリアミドイミド樹脂の具体例としてはまた、日立化成工業(株)製の「KS9100」、「KS9300」(ポリシロキサン骨格含有ポリアミドイミド)等の変性ポリアミドイミドが挙げられる。 Specific examples of the polyamide-imide resin include “Bilomax HR11NN” and “Bilomax HR16NN” manufactured by Toyobo Co., Ltd. Specific examples of the polyamideimide resin also include modified polyamideimides such as “KS9100” and “KS9300” (polysiloxane skeleton-containing polyamideimide) manufactured by Hitachi Chemical Co., Ltd.
ポリエーテルスルホン樹脂の具体例としては、住友化学(株)製の「PES5003P」等が挙げられる。 Specific examples of the polyethersulfone resin include “PES5003P” manufactured by Sumitomo Chemical Co., Ltd.
ポリスルホン樹脂の具体例としては、ソルベイアドバンストポリマーズ(株)製のポリスルホン「P1700」、「P3500」等が挙げられる。 Specific examples of the polysulfone resin include polysulfone “P1700” and “P3500” manufactured by Solvay Advanced Polymers Co., Ltd.
ポリフェニレンエーテル樹脂の具体例としては、三菱ガス化学(株)製のオリゴフェニレンエーテル・スチレン樹脂「OPE−2St1200」、「OPE−2St2200」、SABIC製「NORYL SA90」等が挙げられる。 Specific examples of the polyphenylene ether resin include oligophenylene ether / styrene resins “OPE-2St1200” and “OPE-2St2200” manufactured by Mitsubishi Gas Chemical Co., Ltd., “NORYL SA90” manufactured by SABIC, and the like.
中でも、熱可塑性樹脂としては、フェノキシ樹脂、ポリビニルアセタール樹脂が好ましい。したがって好適な一実施形態において、熱可塑性樹脂は、フェノキシ樹脂及びポリビニルアセタール樹脂からなる群から選択される1種以上を含む。 Of these, phenoxy resin and polyvinyl acetal resin are preferable as the thermoplastic resin. Accordingly, in a preferred embodiment, the thermoplastic resin includes one or more selected from the group consisting of a phenoxy resin and a polyvinyl acetal resin.
第1の樹脂組成物が熱可塑性樹脂を含有する場合、熱可塑性樹脂の含有量は、好ましくは0.5質量%〜10質量%、より好ましくは0.6質量%〜6質量%、さらに好ましくは0.7質量%〜5質量%である。 When the first resin composition contains a thermoplastic resin, the content of the thermoplastic resin is preferably 0.5% by mass to 10% by mass, more preferably 0.6% by mass to 6% by mass, and still more preferably. Is 0.7% by mass to 5% by mass.
−(e)硬化促進剤−
第1の樹脂組成物は、(a)〜(c)成分の他に(e)硬化促進剤を含有していてもよい。
-(E) Curing accelerator-
The first resin composition may contain (e) a curing accelerator in addition to the components (a) to (c).
硬化促進剤としては、例えば、リン系硬化促進剤、アミン系硬化促進剤、イミダゾール系硬化促進剤、グアニジン系硬化促進剤、金属系硬化促進剤等が挙げられ、リン系硬化促進剤、アミン系硬化促進剤、イミダゾール系硬化促進剤、金属系硬化促進剤が好ましく、アミン系硬化促進剤、イミダゾール系硬化促進剤、金属系硬化促進剤がより好ましい。硬化促進剤は、1種単独で用いてもよく、2種以上を組み合わせて用いてもよい。 Examples of the curing accelerator include a phosphorus-based curing accelerator, an amine-based curing accelerator, an imidazole-based curing accelerator, a guanidine-based curing accelerator, a metal-based curing accelerator, and the like. A curing accelerator, an imidazole curing accelerator, and a metal curing accelerator are preferable, and an amine curing accelerator, an imidazole curing accelerator, and a metal curing accelerator are more preferable. A hardening accelerator may be used individually by 1 type, and may be used in combination of 2 or more type.
リン系硬化促進剤としては、例えば、トリフェニルホスフィン、ホスホニウムボレート化合物、テトラフェニルホスホニウムテトラフェニルボレート、n−ブチルホスホニウムテトラフェニルボレート、テトラブチルホスホニウムデカン酸塩、(4−メチルフェニル)トリフェニルホスホニウムチオシアネート、テトラフェニルホスホニウムチオシアネート、ブチルトリフェニルホスホニウムチオシアネート等が挙げられ、トリフェニルホスフィン、テトラブチルホスホニウムデカン酸塩が好ましい。 Examples of phosphorus curing accelerators include triphenylphosphine, phosphonium borate compounds, tetraphenylphosphonium tetraphenylborate, n-butylphosphonium tetraphenylborate, tetrabutylphosphonium decanoate, (4-methylphenyl) triphenylphosphonium thiocyanate. , Tetraphenylphosphonium thiocyanate, butyltriphenylphosphonium thiocyanate and the like, and triphenylphosphine and tetrabutylphosphonium decanoate are preferable.
アミン系硬化促進剤としては、例えば、トリエチルアミン、トリブチルアミン等のトリアルキルアミン、4−ジメチルアミノピリジン、ベンジルジメチルアミン、2,4,6,−トリス(ジメチルアミノメチル)フェノール、1,8−ジアザビシクロ(5,4,0)−ウンデセン等が挙げられ、4−ジメチルアミノピリジン、1,8−ジアザビシクロ(5,4,0)−ウンデセンが好ましい。 Examples of amine curing accelerators include trialkylamines such as triethylamine and tributylamine, 4-dimethylaminopyridine, benzyldimethylamine, 2,4,6, -tris (dimethylaminomethyl) phenol, 1,8-diazabicyclo. (5,4,0) -undecene and the like are mentioned, and 4-dimethylaminopyridine and 1,8-diazabicyclo (5,4,0) -undecene are preferable.
イミダゾール系硬化促進剤としては、例えば、2−メチルイミダゾール、2−ウンデシルイミダゾール、2−ヘプタデシルイミダゾール、1,2−ジメチルイミダゾール、2−エチル−4−メチルイミダゾール、1,2−ジメチルイミダゾール、2−エチル−4−メチルイミダゾール、2−フェニルイミダゾール、2−フェニル−4−メチルイミダゾール、1−ベンジル−2−メチルイミダゾール、1−ベンジル−2−フェニルイミダゾール、1−シアノエチル−2−メチルイミダゾール、1−シアノエチル−2−ウンデシルイミダゾール、1−シアノエチル−2−エチル−4−メチルイミダゾール、1−シアノエチル−2−フェニルイミダゾール、1−シアノエチル−2−ウンデシルイミダゾリウムトリメリテイト、1−シアノエチル−2−フェニルイミダゾリウムトリメリテイト、2,4−ジアミノ−6−[2’−メチルイミダゾリル−(1’)]−エチル−s−トリアジン、2,4−ジアミノ−6−[2’−ウンデシルイミダゾリル−(1’)]−エチル−s−トリアジン、2,4−ジアミノ−6−[2’−エチル−4’−メチルイミダゾリル−(1’)]−エチル−s−トリアジン、2,4−ジアミノ−6−[2’−メチルイミダゾリル−(1’)]−エチル−s−トリアジンイソシアヌル酸付加物、2−フェニルイミダゾールイソシアヌル酸付加物、2−フェニル−4,5−ジヒドロキシメチルイミダゾール、2−フェニル−4−メチル−5−ヒドロキシメチルイミダゾール、2,3−ジヒドロ−1H−ピロロ[1,2−a]ベンズイミダゾール、1−ドデシル−2−メチル−3−ベンジルイミダゾリウムクロライド、2−メチルイミダゾリン、2−フェニルイミダゾリン等のイミダゾール化合物及びイミダゾール化合物とエポキシ樹脂とのアダクト体が挙げられ、2−エチル−4−メチルイミダゾール、1−ベンジル−2−フェニルイミダゾールが好ましい。 Examples of the imidazole curing accelerator include 2-methylimidazole, 2-undecylimidazole, 2-heptadecylimidazole, 1,2-dimethylimidazole, 2-ethyl-4-methylimidazole, 1,2-dimethylimidazole, 2-ethyl-4-methylimidazole, 2-phenylimidazole, 2-phenyl-4-methylimidazole, 1-benzyl-2-methylimidazole, 1-benzyl-2-phenylimidazole, 1-cyanoethyl-2-methylimidazole, 1-cyanoethyl-2-undecylimidazole, 1-cyanoethyl-2-ethyl-4-methylimidazole, 1-cyanoethyl-2-phenylimidazole, 1-cyanoethyl-2-undecylimidazolium trimellitate, 1-cyanoethyl- 2 Phenylimidazolium trimellitate, 2,4-diamino-6- [2'-methylimidazolyl- (1 ')]-ethyl-s-triazine, 2,4-diamino-6- [2'-undecylimidazolyl- (1 ′)]-ethyl-s-triazine, 2,4-diamino-6- [2′-ethyl-4′-methylimidazolyl- (1 ′)]-ethyl-s-triazine, 2,4-diamino- 6- [2′-Methylimidazolyl- (1 ′)]-ethyl-s-triazine isocyanuric acid adduct, 2-phenylimidazole isocyanuric acid adduct, 2-phenyl-4,5-dihydroxymethylimidazole, 2-phenyl- 4-methyl-5-hydroxymethylimidazole, 2,3-dihydro-1H-pyrrolo [1,2-a] benzimidazole, 1-dodecyl-2-methyl Examples include imidazole compounds such as -3-benzylimidazolium chloride, 2-methylimidazoline, and 2-phenylimidazoline, and adducts of imidazole compounds and epoxy resins, such as 2-ethyl-4-methylimidazole and 1-benzyl-2- Phenylimidazole is preferred.
イミダゾール系硬化促進剤としては、市販品を用いてもよく、例えば、三菱化学(株)製の「P200−H50」等が挙げられる。 Commercially available products may be used as the imidazole curing accelerator, and examples thereof include “P200-H50” manufactured by Mitsubishi Chemical Corporation.
グアニジン系硬化促進剤としては、例えば、ジシアンジアミド、1−メチルグアニジン、1−エチルグアニジン、1−シクロヘキシルグアニジン、1−フェニルグアニジン、1−(o−トリル)グアニジン、ジメチルグアニジン、ジフェニルグアニジン、トリメチルグアニジン、テトラメチルグアニジン、ペンタメチルグアニジン、1,5,7−トリアザビシクロ[4.4.0]デカ−5−エン、7−メチル−1,5,7−トリアザビシクロ[4.4.0]デカ−5−エン、1−メチルビグアニド、1−エチルビグアニド、1−n−ブチルビグアニド、1−n−オクタデシルビグアニド、1,1−ジメチルビグアニド、1,1−ジエチルビグアニド、1−シクロヘキシルビグアニド、1−アリルビグアニド、1−フェニルビグアニド、1−(o−トリル)ビグアニド等が挙げられ、ジシアンジアミド、1,5,7−トリアザビシクロ[4.4.0]デカ−5−エンが好ましい。 Examples of the guanidine curing accelerator include dicyandiamide, 1-methylguanidine, 1-ethylguanidine, 1-cyclohexylguanidine, 1-phenylguanidine, 1- (o-tolyl) guanidine, dimethylguanidine, diphenylguanidine, trimethylguanidine, Tetramethylguanidine, pentamethylguanidine, 1,5,7-triazabicyclo [4.4.0] dec-5-ene, 7-methyl-1,5,7-triazabicyclo [4.4.0] Deca-5-ene, 1-methyl biguanide, 1-ethyl biguanide, 1-n-butyl biguanide, 1-n-octadecyl biguanide, 1,1-dimethyl biguanide, 1,1-diethyl biguanide, 1-cyclohexyl biguanide, 1 -Allyl biguanide, 1-phenyl biguanide, 1- ( - tolyl) biguanide, and the like, dicyandiamide, 1,5,7-triazabicyclo [4.4.0] dec-5-ene are preferred.
金属系硬化促進剤としては、例えば、コバルト、銅、亜鉛、鉄、ニッケル、マンガン、スズ等の金属の、有機金属錯体又は有機金属塩が挙げられる。有機金属錯体の具体例としては、コバルト(II)アセチルアセトナート、コバルト(III)アセチルアセトナート等の有機コバルト錯体、銅(II)アセチルアセトナート等の有機銅錯体、亜鉛(II)アセチルアセトナート等の有機亜鉛錯体、鉄(III)アセチルアセトナート等の有機鉄錯体、ニッケル(II)アセチルアセトナート等の有機ニッケル錯体、マンガン(II)アセチルアセトナート等の有機マンガン錯体等が挙げられる。有機金属塩としては、例えば、オクチル酸亜鉛、オクチル酸錫、ナフテン酸亜鉛、ナフテン酸コバルト、ステアリン酸スズ、ステアリン酸亜鉛等が挙げられる。 As a metal type hardening accelerator, the organometallic complex or organometallic salt of metals, such as cobalt, copper, zinc, iron, nickel, manganese, tin, is mentioned, for example. Specific examples of the organometallic complex include organic cobalt complexes such as cobalt (II) acetylacetonate and cobalt (III) acetylacetonate, organic copper complexes such as copper (II) acetylacetonate, and zinc (II) acetylacetonate. Organic zinc complexes such as iron (III) acetylacetonate, organic nickel complexes such as nickel (II) acetylacetonate, and organic manganese complexes such as manganese (II) acetylacetonate. Examples of the organic metal salt include zinc octylate, tin octylate, zinc naphthenate, cobalt naphthenate, tin stearate, and zinc stearate.
第1の樹脂組成物中の硬化促進剤の含有量は特に限定されないが、エポキシ樹脂と硬化剤の不揮発成分を100質量%としたとき、0.01質量%〜3質量%が好ましい。 Although content of the hardening accelerator in a 1st resin composition is not specifically limited, 0.01 mass%-3 mass% are preferable when the non-volatile component of an epoxy resin and a hardening | curing agent is 100 mass%.
−(f)難燃剤−
第1の樹脂組成物は、(f)難燃剤を含んでもよい。難燃剤としては、例えば、有機リン系難燃剤、有機系窒素含有リン化合物、窒素化合物、シリコーン系難燃剤、金属水酸化物等が挙げられる。難燃剤は1種単独で用いてもよく、又は2種以上を併用してもよい。
-(F) Flame retardant-
The first resin composition may contain a flame retardant (f). Examples of the flame retardant include an organic phosphorus flame retardant, an organic nitrogen-containing phosphorus compound, a nitrogen compound, a silicone flame retardant, and a metal hydroxide. A flame retardant may be used individually by 1 type, or may use 2 or more types together.
難燃剤としては、市販品を用いてもよく、例えば、三光(株)製の「HCA−HQ」、大八化学工業(株)製の「PX−200」等が挙げられる。 Commercially available products may be used as the flame retardant, for example, “HCA-HQ” manufactured by Sanko Co., Ltd., “PX-200” manufactured by Daihachi Chemical Industry Co., Ltd., and the like.
第1の樹脂組成物が難燃剤を含有する場合、難燃剤の含有量は特に限定されないが、好ましくは0.5質量%〜20質量%、より好ましくは0.5質量%〜15質量%、さらに好ましくは0.5質量%〜10質量%がさらに好ましい。 When the first resin composition contains a flame retardant, the content of the flame retardant is not particularly limited, but is preferably 0.5% by mass to 20% by mass, more preferably 0.5% by mass to 15% by mass, More preferably, 0.5 mass%-10 mass% are further more preferable.
−(g)有機充填材−
樹脂組成物は、伸びを向上させる観点から、(g)有機充填材を含んでもよい。有機充填材としては、プリント配線板の絶縁層を形成するに際し使用し得る任意の有機充填材を使用してよく、例えば、ゴム粒子、ポリアミド微粒子、シリコーン粒子等が挙げられる。
-(G) Organic filler-
The resin composition may include (g) an organic filler from the viewpoint of improving elongation. As the organic filler, any organic filler that can be used in forming the insulating layer of the printed wiring board may be used, and examples thereof include rubber particles, polyamide fine particles, and silicone particles.
ゴム粒子としては、市販品を用いてもよく、例えば、ダウ・ケミカル日本(株)製の「EXL2655」、ガンツ化成(株)製の「AC3816N」等が挙げられる。 As the rubber particles, commercially available products may be used, and examples thereof include “EXL2655” manufactured by Dow Chemical Japan Co., Ltd., “AC3816N” manufactured by Ganz Kasei Co., Ltd., and the like.
第1の樹脂組成物が有機充填材を含有する場合、有機充填材の含有量は、好ましくは0.1質量%〜20質量%、より好ましくは0.2質量%〜10質量%、さらに好ましくは0.3質量%〜5質量%、又は0.5質量%〜3質量%である。 When the first resin composition contains an organic filler, the content of the organic filler is preferably 0.1% by mass to 20% by mass, more preferably 0.2% by mass to 10% by mass, and still more preferably. Is 0.3% by mass to 5% by mass, or 0.5% by mass to 3% by mass.
−(h)任意の添加剤−
第1の樹脂組成物は、さらに必要に応じて、他の添加剤を含んでいてもよく、斯かる他の添加剤としては、例えば、有機銅化合物、有機亜鉛化合物及び有機コバルト化合物等の有機金属化合物、並びに増粘剤、消泡剤、レベリング剤、密着性付与剤、及び着色剤等の樹脂添加剤等が挙げられる。
-(H) Optional additives-
The first resin composition may further contain other additives as necessary. Examples of such other additives include organic copper compounds, organic zinc compounds, and organic cobalt compounds. Examples of the metal compound include thickeners, antifoaming agents, leveling agents, adhesion imparting agents, and resin additives such as coloring agents.
(第2の樹脂組成物)
第2の樹脂組成物層を形成する第2の樹脂組成物は、第1の樹脂組成物と組成が相違すればよく、特に限定されないが、第2の樹脂組成物としては無機充填材を含むものが好ましく、無機充填材とエポキシ樹脂を含むものがより好ましい。
(Second resin composition)
The second resin composition forming the second resin composition layer is not particularly limited as long as the composition is different from that of the first resin composition, and the second resin composition contains an inorganic filler. The thing containing an inorganic filler and an epoxy resin is more preferable.
第2の樹脂組成物としては、反りを抑制する観点や誘電正接を低下させる観点から、第2の樹脂組成物中の不揮発成分を100質量%とした場合の無機充填材の含有量が60質量%以上であるのが好ましく、70質量%以上であるのがより好ましく、72質量%以上、74質量%以上、又は76質量%以上であるのがさらに好ましい。第2の樹脂組成物中の無機充填材の含有量の上限は、好ましくは95質量%以下、より好ましくは90質量%以下である。 As a 2nd resin composition, content of an inorganic filler when the non-volatile component in a 2nd resin composition is 100 mass% from a viewpoint which suppresses curvature and reduces a dielectric loss tangent is 60 mass. % Or more, preferably 70% by mass or more, more preferably 72% by mass or more, 74% by mass or more, or 76% by mass or more. The upper limit of the content of the inorganic filler in the second resin composition is preferably 95% by mass or less, more preferably 90% by mass or less.
第2の樹脂組成物中の無機充填材としては(第1の樹脂組成物)欄において説明した無機充填材と同様のものが挙げられる。第1の樹脂組成物中の無機充填材の含有量をA1(質量%)、第2の樹脂組成物中の無機充填材の含有量をA2(質量%)としたとき、A1<A2の関係を満たすことが好ましい。また、A1及びA2の差(A2−A1)は、好ましくは5質量%以上、より好ましくは8質量%以上、さらに好ましくは10質量%以上である。差(A2−A1)の上限は特に限定されないが、通常、90質量%以下、80質量%以下等とし得る。 Examples of the inorganic filler in the second resin composition include the same inorganic filler as described in the section (First resin composition). When the content of the inorganic filler in the first resin composition is A1 (mass%) and the content of the inorganic filler in the second resin composition is A2 (mass%), the relationship of A1 <A2 It is preferable to satisfy. Moreover, the difference (A2-A1) between A1 and A2 is preferably 5% by mass or more, more preferably 8% by mass or more, and further preferably 10% by mass or more. The upper limit of the difference (A2-A1) is not particularly limited, but can be usually 90% by mass or less, 80% by mass or less, and the like.
一実施形態において、第2の樹脂組成物は、無機充填材とともに、エポキシ樹脂及び硬化剤を含む。第2の樹脂組成物は、必要に応じて、さらに、熱可塑性樹脂、硬化促進剤、難燃剤及び有機充填材等の添加剤を含んでいてもよい。 In one embodiment, the second resin composition includes an epoxy resin and a curing agent together with an inorganic filler. The second resin composition may further contain additives such as a thermoplastic resin, a curing accelerator, a flame retardant, and an organic filler as necessary.
第2の樹脂組成物に含まれるエポキシ樹脂、硬化剤及び添加剤としては(第1の樹脂組成物)欄において説明した(a)エポキシ樹脂、(b)硬化剤、及び添加剤と同様のものが挙げられる。 The epoxy resin, curing agent and additive contained in the second resin composition are the same as the (a) epoxy resin, (b) curing agent and additive described in the (first resin composition) column. Is mentioned.
第2の樹脂組成物中のエポキシ樹脂の含有量は、良好な機械強度、絶縁信頼性を示す絶縁層を得る観点から、好ましくは0.1質量%以上、より好ましくは5質量%以上、さらに好ましくは10質量%以上である。エポキシ樹脂の含有量の上限は、本発明の効果が奏される限りにおいて特に限定されないが、好ましくは30質量%以下、より好ましくは25質量%以下、さらに好ましくは22質量%以下である。したがって第2の樹脂組成物中の(a)エポキシ樹脂の含有量は、好ましくは0.1〜30質量%、より好ましくは5〜25質量%、さらに好ましくは10〜22質量%である。 The content of the epoxy resin in the second resin composition is preferably 0.1% by mass or more, more preferably 5% by mass or more, from the viewpoint of obtaining an insulating layer exhibiting good mechanical strength and insulation reliability. Preferably it is 10 mass% or more. Although the upper limit of content of an epoxy resin is not specifically limited as long as the effect of this invention is show | played, Preferably it is 30 mass% or less, More preferably, it is 25 mass% or less, More preferably, it is 22 mass% or less. Therefore, the content of the (a) epoxy resin in the second resin composition is preferably 0.1 to 30% by mass, more preferably 5 to 25% by mass, and still more preferably 10 to 22% by mass.
第2の樹脂組成物中のエポキシ樹脂が、固形エポキシ樹脂と液状エポキシ樹脂を含んでいる場合、液状エポキシ樹脂の質量MLに対する固形エポキシ樹脂の質量MSの比(MS/ML)は、1〜10の範囲が好ましい。MS/MLを、斯かる範囲とすることにより、i)樹脂シートの形態で使用する場合に適度な粘着性がもたらされる、ii)樹脂シートの形態で使用する場合に十分な可撓性が得られ、取り扱い性が向上する、並びにiii)十分な破断強度を有する硬化物を得ることができる等の効果が得られる。また、溶融粘度を低下させるために、無機充填材を100質量部とした場合、液状エポキシ樹脂を2質量部以上含むことが好ましい。 Epoxy resin of the second resin composition is, if it contains solid epoxy resin and a liquid epoxy resin, the ratio of the mass M S of a solid epoxy resin to the weight M L of the liquid epoxy resin (M S / M L) is A range of 1 to 10 is preferred. The M S / M L, With such a range, i) moderate tackiness is brought when used in the form of a resin sheet, ii) sufficient flexibility when used in the form of a resin sheet Is obtained, the handleability is improved, and iii) a cured product having sufficient breaking strength can be obtained. Moreover, in order to reduce melt viscosity, when an inorganic filler is 100 mass parts, it is preferable that 2 mass parts or more of liquid epoxy resins are included.
なお、第2の樹脂組成物中の、エポキシ樹脂のエポキシ当量及びエポキシ樹脂の重量平均分子量の好適な範囲は、第1の樹脂組成物中に含まれるエポキシ樹脂と同様である。 In addition, the suitable range of the epoxy equivalent of an epoxy resin and the weight average molecular weight of an epoxy resin in a 2nd resin composition is the same as that of the epoxy resin contained in a 1st resin composition.
第2の樹脂組成物中の硬化剤の含有量は特に限定されないが、低誘電正接の絶縁層を得る観点から、好ましくは0.1質量%以上、より好ましくは1質量%以上、さらに好ましくは5質量%以上である。硬化剤の含有量の上限は、本発明の効果が奏される限りにおいて特に限定されないが、好ましくは20質量%以下、より好ましくは15質量%以下、さらに好ましくは12質量%以下である。したがって第2の樹脂組成物中の硬化剤の含有量は、好ましくは0.1〜20質量%、より好ましくは1〜15質量%、さらに好ましくは5〜12質量%である。 The content of the curing agent in the second resin composition is not particularly limited, but is preferably 0.1% by mass or more, more preferably 1% by mass or more, and still more preferably, from the viewpoint of obtaining a low dielectric loss tangent insulating layer. It is 5 mass% or more. Although the upper limit of content of a hardening | curing agent is not specifically limited as long as the effect of this invention is show | played, Preferably it is 20 mass% or less, More preferably, it is 15 mass% or less, More preferably, it is 12 mass% or less. Therefore, content of the hardening | curing agent in 2nd resin composition becomes like this. Preferably it is 0.1-20 mass%, More preferably, it is 1-15 mass%, More preferably, it is 5-12 mass%.
第2の樹脂組成物中の、エポキシ樹脂と硬化剤との量比は、[エポキシ樹脂のエポキシ基の合計数]:[硬化剤の反応基の合計数]の比率で、1:0.2〜1:2の範囲が好ましく、1:0.3〜1:1.5がより好ましく、1:0.4〜1:1がさらに好ましい。エポキシ樹脂と硬化剤との量比を斯かる範囲とすることにより、第2の樹脂組成物の硬化物の耐熱性がより向上する。 The amount ratio of the epoxy resin and the curing agent in the second resin composition is a ratio of [total number of epoxy groups of epoxy resin]: [total number of reactive groups of curing agent], which is 1: 0.2. The range of ˜1: 2 is preferable, 1: 0.3 to 1: 1.5 is more preferable, and 1: 0.4 to 1: 1 is more preferable. By making the quantity ratio of an epoxy resin and a hardening | curing agent into such a range, the heat resistance of the hardened | cured material of a 2nd resin composition improves more.
第2の樹脂組成物中の熱可塑性樹脂の含有量は、特に限定されないが、好ましくは0質量%〜10質量%、より好ましくは0.2質量%〜8質量%、さらに好ましくは0.5質量%〜5質量%である。 Although content of the thermoplastic resin in a 2nd resin composition is not specifically limited, Preferably it is 0 mass%-10 mass%, More preferably, it is 0.2 mass%-8 mass%, More preferably, it is 0.5. It is 5 mass%-5 mass%.
第2の樹脂組成物中の硬化促進剤の含有量は特に限定されないが、0.001質量%〜3質量%の範囲で使用することが好ましい。 Although content of the hardening accelerator in a 2nd resin composition is not specifically limited, It is preferable to use in 0.001 mass%-3 mass%.
第2の樹脂組成物中の難燃剤の含有量は特に限定されないが、好ましくは0.2質量%〜20質量%、より好ましくは0.5質量%〜15質量%、さらに好ましくは0.8質量%〜10質量%がさらに好ましい。 The content of the flame retardant in the second resin composition is not particularly limited, but is preferably 0.2% by mass to 20% by mass, more preferably 0.5% by mass to 15% by mass, and still more preferably 0.8%. More preferably, 10% by mass to 10% by mass.
第2の樹脂組成物中の有機充填材の含有量は、好ましくは0.1質量%〜20質量%、より好ましくは0.2質量%〜10質量%である。 The content of the organic filler in the second resin composition is preferably 0.1% by mass to 20% by mass, more preferably 0.2% by mass to 10% by mass.
第2の樹脂組成物は、第1の樹脂組成物と同様に、必要に応じ、任意の添加剤、例えば、有機銅化合物、有機亜鉛化合物及び有機コバルト化合物等の有機金属化合物、並びに有機フィラー、増粘剤、消泡剤、レベリング剤、密着性付与剤、及び着色剤等の樹脂添加剤等を含んでいてもよい。 Similarly to the first resin composition, the second resin composition may be optionally added, for example, an organic metal compound such as an organic copper compound, an organic zinc compound and an organic cobalt compound, and an organic filler, A resin additive such as a thickener, an antifoaming agent, a leveling agent, an adhesion imparting agent, and a coloring agent may be included.
[支持体付き樹脂シート]
本発明の支持体付き樹脂シートは、支持体と、支持体上に設けられた樹脂シートと、を備える支持体付き樹脂シートであって、樹脂シートは、支持体側に設けられた、第1の樹脂組成物により形成される第1の樹脂組成物層と、支持体側とは反対側に設けられた、第2の樹脂組成物により形成される第2の樹脂組成物層と、を有し、第1の樹脂組成物及び第2の樹脂組成物の組成はそれぞれ相違し、第1の樹脂組成物を200℃で90分間熱硬化させて得られる第1の熱硬化物、及び第2の樹脂組成物を200℃で90分間熱硬化させて得られる第2の熱硬化物の、23℃における5.8GHzでの誘電率が共に3.6以下であり、第1及び第2の熱硬化物の23℃における5.8GHzでの誘電正接が共に0.01以下であり、第1及び第2の熱硬化物の誘電正接の差が0.005以下である。
[Resin sheet with support]
The resin sheet with a support according to the present invention is a resin sheet with a support including a support and a resin sheet provided on the support, and the resin sheet is provided on the support side. A first resin composition layer formed by the resin composition, and a second resin composition layer formed by the second resin composition provided on the side opposite to the support side, The first resin composition and the second resin composition are different from each other, and the first thermoset obtained by thermosetting the first resin composition at 200 ° C. for 90 minutes, and the second resin The second thermosetting product obtained by thermosetting the composition at 200 ° C. for 90 minutes has a dielectric constant of 3.6 or less at 5.8 GHz at 23 ° C., and the first and second thermosetting products The dielectric loss tangent at 5.8 GHz at 23 ° C. is 0.01 or less, and the first and second The difference in dielectric loss tangent of the heat cured product is 0.005 or less.
本発明の支持体付き樹脂シートの一例を図1に示す。図1において、支持体付き樹脂シート10は、支持体11と、支持体11の上に設けられた樹脂シート12と、を備える。図1において、樹脂シート12は、支持体側に設けられた第1の樹脂組成物層13と、支持体とは反対側に設けられた第2の樹脂組成物層14とからなる。なお、後述するとおり、本発明の支持体付き樹脂シートにおいて、樹脂シートは、第1の樹脂組成物層と第2の樹脂組成物層との間に追加の樹脂組成物層を含んでいてもよい。
An example of the resin sheet with a support of the present invention is shown in FIG. In FIG. 1, a
以下、本発明の支持体付き樹脂シートの支持体及び樹脂シートについて詳細に説明する。 Hereinafter, the support and the resin sheet of the resin sheet with a support of the present invention will be described in detail.
<支持体>
支持体としては、例えば、プラスチック材料からなるフィルム、金属箔、離型紙が挙げられ、プラスチック材料からなるフィルム、金属箔が好ましい。
<Support>
Examples of the support include a film made of a plastic material, a metal foil, and a release paper, and a film made of a plastic material and a metal foil are preferable.
支持体としてプラスチック材料からなるフィルムを使用する場合、プラスチック材料としては、例えば、ポリエチレンテレフタレート(以下「PET」と略称することがある。)、ポリエチレンナフタレート(以下「PEN」と略称することがある。)等のポリエステル、ポリカーボネート(以下「PC」と略称することがある。)、ポリメチルメタクリレート(PMMA)等のアクリル、環状ポリオレフィン、トリアセチルセルロース(TAC)、ポリエーテルサルファイド(PES)、ポリエーテルケトン、ポリイミド等が挙げられる。中でも、ポリエチレンテレフタレート、ポリエチレンナフタレートが好ましく、安価なポリエチレンテレフタレートが特に好ましい。 When a film made of a plastic material is used as the support, examples of the plastic material include polyethylene terephthalate (hereinafter sometimes abbreviated as “PET”) and polyethylene naphthalate (hereinafter abbreviated as “PEN”). .) Polyester, polycarbonate (hereinafter sometimes abbreviated as “PC”), polymethyl methacrylate (PMMA) and other acrylics, cyclic polyolefin, triacetyl cellulose (TAC), polyether sulfide (PES), polyether Examples include ketones and polyimides. Among these, polyethylene terephthalate and polyethylene naphthalate are preferable, and inexpensive polyethylene terephthalate is particularly preferable.
支持体として金属箔を使用する場合、金属箔としては、例えば、銅箔、アルミニウム箔等が挙げられ、銅箔が好ましい。銅箔としては、銅の単金属からなる箔を用いてもよく、銅と他の金属(例えば、スズ、クロム、銀、マグネシウム、ニッケル、ジルコニウム、ケイ素、チタン等)との合金からなる箔を用いてもよい。 When using metal foil as a support body, as metal foil, copper foil, aluminum foil, etc. are mentioned, for example, Copper foil is preferable. As the copper foil, a foil made of a single metal of copper may be used, and a foil made of an alloy of copper and another metal (for example, tin, chromium, silver, magnesium, nickel, zirconium, silicon, titanium, etc.). It may be used.
支持体は、第1の樹脂組成物層と接合する面にマット処理、コロナ処理を施してあってもよい。 The support may be subjected to mat treatment and corona treatment on the surface to be bonded to the first resin composition layer.
また、支持体としては、第1の樹脂組成物層と接合する面に離型層を有する離型層付き支持体を使用してもよい。離型層付き支持体の離型層に使用する離型剤としては、例えば、アルキド樹脂、ポリオレフィン樹脂、ウレタン樹脂、及びシリコーン樹脂からなる群から選択される1種以上の離型剤が挙げられる。離型層付き支持体は、市販品を用いてもよく、例えば、アルキド樹脂系離型剤を主成分とする離型層を有するPETフィルムである、リンテック(株)製の「SK−1」、「AL−5」、「AL−7」などが挙げられる。 Further, as the support, a support with a release layer having a release layer on the surface to be bonded to the first resin composition layer may be used. Examples of the release agent used for the release layer of the support with a release layer include one or more release agents selected from the group consisting of alkyd resins, polyolefin resins, urethane resins, and silicone resins. . As the support with a release layer, a commercially available product may be used. For example, “SK-1” manufactured by Lintec Corporation, which is a PET film having a release layer mainly composed of an alkyd resin release agent. , “AL-5”, “AL-7”, and the like.
支持体の厚みとしては、特に限定されないが、5μm〜75μmの範囲が好ましく、10μm〜60μmの範囲がより好ましい。なお、離型層付き支持体を使用する場合、離型層付き支持体全体の厚さが上記範囲であることが好ましい。 Although it does not specifically limit as thickness of a support body, The range of 5 micrometers-75 micrometers is preferable, and the range of 10 micrometers-60 micrometers is more preferable. In addition, when using a support body with a release layer, it is preferable that the thickness of the whole support body with a release layer is the said range.
<樹脂シート>
樹脂シートは、支持体側に設けられた第1の樹脂組成物層と、支持体とは反対側に設けられ、第1の樹脂組成物層を形成する第1の樹脂組成物とは相違する組成の第2の樹脂組成物により形成される第2の樹脂組成物層と、を有する。
<Resin sheet>
The resin sheet has a composition different from the first resin composition layer provided on the support side and the first resin composition provided on the opposite side of the support and forming the first resin composition layer. And a second resin composition layer formed of the second resin composition.
本発明の支持体付き樹脂シートにおいて、樹脂シートの厚みは、好ましくは3μm以上、より好ましくは5μm以上である。樹脂シートの厚みの上限は、導体上樹脂層の厚み設定の観点から考慮されるが、好ましくは70μm以下、より好ましくは50μm以下である。 In the resin sheet with a support of the present invention, the thickness of the resin sheet is preferably 3 μm or more, more preferably 5 μm or more. The upper limit of the thickness of the resin sheet is considered from the viewpoint of setting the thickness of the resin layer on the conductor, but is preferably 70 μm or less, more preferably 50 μm or less.
第1の樹脂組成物からなる第1の樹脂組成物層の厚みは、好ましくは6μm以下であり、さらに好ましくは5μm以下である。第1の樹脂組成物層の厚みの下限は、特に限定されないが、粗化処理後に導体層に対し優れた剥離強度を呈する絶縁層を得る観点、支持体付き樹脂シートの製造容易性の観点から、通常、0.05μm以上、0.1μm以上などとし得る。第1の樹脂組成物層が存在することにより、めっきピール強度を向上させることができる。 The thickness of the 1st resin composition layer which consists of a 1st resin composition becomes like this. Preferably it is 6 micrometers or less, More preferably, it is 5 micrometers or less. Although the minimum of the thickness of a 1st resin composition layer is not specifically limited, From a viewpoint of obtaining the insulating layer which exhibits the outstanding peeling strength with respect to a conductor layer after a roughening process, from a viewpoint of the ease of manufacture of the resin sheet with a support body. Usually, it may be 0.05 μm or more, 0.1 μm or more, and the like. The presence of the first resin composition layer can improve the plating peel strength.
第2の樹脂組成物からなる第2の樹脂組成物層の厚みは、特に限定されず、第1の樹脂組成物層及び後述する追加の樹脂組成物層(存在すれば)の厚みを考慮しつつ、得られる樹脂シートの厚みが所望の範囲となるように決定すればよい。一実施形態において、第2の樹脂組成物層の厚みは、好ましくは3μm以上、より好ましくは5μm以上、さらに好ましくは7μm以上、8μm以上、9μm以上又は10μm以上である。第2の樹脂組成物層の厚みの上限は、好ましくは100μm以下、より好ましくは80μm以下、さらに好ましくは60μm以下、50μm以下、又は40μm以下である。第2の樹脂組成物層が存在することにより、反りが抑制される。 The thickness of the 2nd resin composition layer which consists of a 2nd resin composition is not specifically limited, The thickness of the 1st resin composition layer and the additional resin composition layer (if it exists) mentioned later is considered. However, what is necessary is just to determine so that the thickness of the resin sheet obtained may become a desired range. In one embodiment, the thickness of the second resin composition layer is preferably 3 μm or more, more preferably 5 μm or more, still more preferably 7 μm or more, 8 μm or more, 9 μm or more, or 10 μm or more. The upper limit of the thickness of the second resin composition layer is preferably 100 μm or less, more preferably 80 μm or less, still more preferably 60 μm or less, 50 μm or less, or 40 μm or less. Warpage is suppressed by the presence of the second resin composition layer.
本発明において、樹脂シートは、第1の樹脂組成物層(支持体側)と第2の樹脂組成物層(支持体とは反対側)との間に、第1及び第2の樹脂組成物層とは相違する組成の樹脂組成物層(図示せず)を含んでいてもよい。斯かる追加の樹脂組成物層は、(第1の樹脂組成物)欄において説明した成分と同様の材料を使用して形成してよい。 In the present invention, the resin sheet includes first and second resin composition layers between the first resin composition layer (support side) and the second resin composition layer (side opposite the support). A resin composition layer (not shown) having a composition different from that of the resin composition layer may be included. Such an additional resin composition layer may be formed using the same material as the component described in the (first resin composition) column.
本発明の支持体付き樹脂シートは、樹脂シートの支持体と接合していない面(即ち、支持体とは反対側の面)に、保護フィルムをさらに含んでもよい。保護フィルムは、樹脂シートの表面へのゴミ等の付着やキズの防止に寄与する。保護フィルムの材料としては、支持体について説明した材料と同じものを用いてよい。保護フィルムの厚みは、特に限定されるものではないが、例えば、1μm〜40μmである。支持体付き樹脂シートは、プリント配線板を製造する際には、保護フィルムを剥がすことによって使用可能となる。 The resin sheet with a support of the present invention may further include a protective film on the surface of the resin sheet that is not joined to the support (that is, the surface opposite to the support). The protective film contributes to the prevention of scratches and adhesion of dust and the like on the surface of the resin sheet. As the material for the protective film, the same materials as described for the support may be used. Although the thickness of a protective film is not specifically limited, For example, they are 1 micrometer-40 micrometers. The resin sheet with a support can be used by peeling off the protective film when producing a printed wiring board.
第1の樹脂組成物を200℃で90分間熱硬化させて得られる第1の熱硬化物、及び第2の樹脂組成物を200℃で90分間熱硬化させて得られる第2の熱硬化物は、23℃における5.8GHzでの誘電率が低いので、インサーションロスを低く抑えることが可能な絶縁層をもたらす。第1及び第2の熱硬化物の23℃における5.8GHzでの誘電率は3.6以下であり、3.5以下が好ましく、3.4以下、3.3以下、又は3.2以下がさらに好ましい。下限値は特に限定されないが、0以上、1.0以上等とし得る。誘電率は、後述する(各硬化物の誘電率及び誘電正接の測定)の手順に従って測定することができる。 A first thermoset obtained by thermosetting the first resin composition at 200 ° C. for 90 minutes, and a second thermoset obtained by thermosetting the second resin composition at 200 ° C. for 90 minutes Has a low dielectric constant at 5.8 GHz at 23 ° C., thus providing an insulating layer capable of suppressing insertion loss to a low level. The dielectric constant at 5.8 GHz at 23 ° C. of the first and second thermosets is 3.6 or less, preferably 3.5 or less, 3.4 or less, 3.3 or less, or 3.2 or less. Is more preferable. Although a lower limit is not specifically limited, It can be set to 0 or more, 1.0 or more, etc. The dielectric constant can be measured according to the procedure described later (measurement of dielectric constant and dielectric loss tangent of each cured product).
第1及び第2の熱硬化物は、23℃における5.8GHzでの誘電正接が低いので、インサーションロスを低く抑えることが可能な絶縁層をもたらす。第1及び第2の熱硬化物の23℃における5.8GHzでの誘電正接は共に0.01以下であり、0.0095以下が好ましく、0.009以下がより好ましく、0.008以下、又は0.007以下がさらに好ましい。下限値は特に限定されないが、0以上、0.001以上等とし得る。誘電正接は、後述する(各硬化物の誘電率及び誘電正接の測定)の手順に従って測定することができる。 Since the first and second thermosets have a low dielectric loss tangent at 5.8 GHz at 23 ° C., an insulating layer that can keep the insertion loss low is provided. The dielectric loss tangent at 5.8 GHz at 23 ° C. of the first and second thermosets is both 0.01 or less, preferably 0.0095 or less, more preferably 0.009 or less, or 0.008 or less, or 0.007 or less is more preferable. Although a lower limit is not specifically limited, It can be set to 0 or more, 0.001 or more, etc. The dielectric loss tangent can be measured according to the procedure described later (measurement of dielectric constant and dielectric loss tangent of each cured product).
本発明では、第1及び第2の熱硬化物の誘電正接の差が小さいので、インサーションロスのばらつきを抑えることが可能な絶縁層をもたらす。第1及び第2の熱硬化物の誘電正接の差は0.005以下であり、0.0045以下が好ましく、0.004以下、0.003以下、0.002以下、又は0.0015以下がさらに好ましい。下限値は特に限定されないが、0以上等とし得る。誘電正接の差は、後述する(各硬化物の誘電率及び誘電正接の測定)の手順に従って測定することができる。 In this invention, since the difference of the dielectric loss tangent of the 1st and 2nd thermosetting products is small, the insulating layer which can suppress the dispersion | variation in insertion loss is brought about. The difference in dielectric loss tangent between the first and second thermosets is 0.005 or less, preferably 0.0045 or less, 0.004 or less, 0.003 or less, 0.002 or less, or 0.0015 or less. Further preferred. The lower limit is not particularly limited, but may be 0 or more. The difference in dielectric loss tangent can be measured according to the procedure described later (measurement of dielectric constant and dielectric loss tangent of each cured product).
本発明の支持体付き樹脂シートは、インサーションロスを低減し、且つインサーションロスのばらつきを抑えることが可能であることから、高周波帯域で使用される、プリント配線板の絶縁層用に使用することができる。また、本発明の支持体付き樹脂シートは、その上に微細な配線を形成し得る絶縁層をもたらすことができるため、高周波用途におけるビルドアップ方式によるプリント配線板の製造において、絶縁層を形成するため(プリント配線板のビルドアップ絶縁層用)に好適に使用することができ、めっきにより導体層を形成するため(めっきにより導体層を形成するプリント配線板のビルドアップ絶縁層用)により好適に使用することができる。なお、高周波帯域とは、1GHz以上(好ましくは1.5GHz以上、より好ましくは3GHz以上)の高周波帯域を意味する。 The resin sheet with a support of the present invention can be used for an insulating layer of a printed wiring board used in a high frequency band because it can reduce insertion loss and suppress variations in insertion loss. be able to. Moreover, since the resin sheet with a support of the present invention can provide an insulating layer on which fine wiring can be formed, an insulating layer is formed in the production of a printed wiring board by a build-up method for high frequency applications. Therefore, it can be suitably used for (for a build-up insulating layer of a printed wiring board) and more suitably for forming a conductor layer by plating (for a build-up insulating layer of a printed wiring board in which a conductor layer is formed by plating). Can be used. The high frequency band means a high frequency band of 1 GHz or higher (preferably 1.5 GHz or higher, more preferably 3 GHz or higher).
[支持体付き樹脂シートの製造方法]
以下、本発明の支持体付き樹脂シートの製造方法の一例を説明する。
[Method for producing resin sheet with support]
Hereinafter, an example of the manufacturing method of the resin sheet with a support of the present invention will be described.
まず、支持体上に、第1の樹脂組成物からなる第1の樹脂組成物層と、第2の樹脂組成物からなる第2の樹脂組成物層とを形成する。 First, a first resin composition layer made of a first resin composition and a second resin composition layer made of a second resin composition are formed on a support.
第1の樹脂組成物層及び第2の樹脂組成物層を形成する方法としては、例えば、第1の樹脂組成物層と第2の樹脂組成物層とを互いに接合するように積層する方法が挙げられる。第1の樹脂組成物層と第2の樹脂組成物層とを互いに接合するように積層する方法としては、例えば、支持体に第1の樹脂組成物を塗布して塗布膜を乾燥して第1の樹脂組成物層を形成した後、第1の樹脂組成物層上に第2の樹脂組成物を塗布し、塗布膜を乾燥して第2の樹脂組成物層を設ける方法が挙げられる。 As a method of forming the first resin composition layer and the second resin composition layer, for example, there is a method of laminating the first resin composition layer and the second resin composition layer so as to be bonded to each other. Can be mentioned. As a method of laminating the first resin composition layer and the second resin composition layer so as to be bonded to each other, for example, the first resin composition is applied to a support, the coating film is dried, After forming the 1 resin composition layer, the 2nd resin composition is apply | coated on the 1st resin composition layer, the coating film is dried and the method of providing a 2nd resin composition layer is mentioned.
この方法において、第1の樹脂組成物層は、有機溶剤に第1の樹脂組成物を溶解した樹脂ワニスを調製し、この樹脂ワニスを、ダイコーターなどを用いて支持体上に塗布し、樹脂ワニスを乾燥させることによって作製することができる。 In this method, the first resin composition layer is prepared by preparing a resin varnish obtained by dissolving the first resin composition in an organic solvent, and applying the resin varnish on a support using a die coater or the like. It can be produced by drying the varnish.
有機溶剤としては、例えば、アセトン、メチルエチルケトン及びシクロヘキサノン等のケトン類、酢酸エチル、酢酸ブチル、セロソルブアセテート、プロピレングリコールモノメチルエーテルアセテート及びカルビトールアセテート等の酢酸エステル類、セロソルブ及びブチルカルビトール等のカルビトール類、トルエン及びキシレン等の芳香族炭化水素類、ジメチルホルムアミド、ジメチルアセトアミド及びN−メチルピロリドン等のアミド系溶媒等を挙げることができる。有機溶剤は1種単独で用いてもよく、又は2種以上を併用してもよい。 Examples of the organic solvent include ketones such as acetone, methyl ethyl ketone and cyclohexanone, acetates such as ethyl acetate, butyl acetate, cellosolve acetate, propylene glycol monomethyl ether acetate and carbitol acetate, and carbitols such as cellosolve and butyl carbitol. And aromatic hydrocarbons such as toluene and xylene, amide solvents such as dimethylformamide, dimethylacetamide and N-methylpyrrolidone. An organic solvent may be used individually by 1 type, or may use 2 or more types together.
樹脂ワニスの乾燥は、加熱、熱風吹きつけ等の公知の乾燥方法により実施してよい。樹脂ワニス中の有機溶剤の沸点によっても異なるが、例えば30質量%〜60質量%の有機溶剤を含む樹脂ワニスを用いる場合、50℃〜150℃で3分間〜10分間乾燥させることにより、支持体上に第1の樹脂組成物層を形成することができる。 The resin varnish may be dried by a known drying method such as heating or hot air blowing. Depending on the boiling point of the organic solvent in the resin varnish, for example, when a resin varnish containing 30% by mass to 60% by mass of the organic solvent is used, the support is obtained by drying at 50 ° C. to 150 ° C. for 3 minutes to 10 minutes. A first resin composition layer can be formed thereon.
上記方法において、第2の樹脂組成物層は、有機溶剤に第2の樹脂組成物を溶解した樹脂ワニスを調製し、この樹脂ワニスを、ダイコーターなどを用いて支持体上に形成した第1の樹脂組成物層上に塗布し、樹脂ワニスを乾燥させることによって作製することができる。乾燥条件を弱めることにより、溶融粘度を低下させることもできる。 In the above method, the second resin composition layer is prepared by preparing a resin varnish in which the second resin composition is dissolved in an organic solvent, and forming the resin varnish on a support using a die coater or the like. It can apply | coat on the resin composition layer of this, and can produce it by drying a resin varnish. The melt viscosity can also be lowered by weakening the drying conditions.
第2の樹脂組成物を溶解した樹脂ワニスの調製に用いる有機溶剤としては第1の樹脂組成物を溶解した樹脂ワニスの調製に用いたものと同様のものを用いることができ、第2の樹脂組成物を溶解した樹脂ワニスは、第1の樹脂組成物を溶解した樹脂ワニスの乾燥方法と同様の方法により乾燥することができる。 As the organic solvent used for the preparation of the resin varnish in which the second resin composition is dissolved, the same organic solvent as that used for the preparation of the resin varnish in which the first resin composition is dissolved can be used. The resin varnish in which the composition is dissolved can be dried by the same method as the method for drying the resin varnish in which the first resin composition is dissolved.
なお、樹脂シートは、上記の塗工法以外に、1つの塗工ライン上で2種類の樹脂ワニスを順次塗工するタンデム塗工法により形成してもよい。また、樹脂シートは、第2の樹脂組成物層上に第1の樹脂組成物を塗布し、塗布膜を乾燥して第1の樹脂組成物層を設ける方法、ならびに、別個に用意した第1の樹脂組成物層と第2の樹脂組成物層とを互いに接合するように積層する方法等により形成することもできる。 The resin sheet may be formed by a tandem coating method in which two types of resin varnish are sequentially coated on one coating line, in addition to the above coating method. The resin sheet is a method in which the first resin composition is applied on the second resin composition layer, the coating film is dried to provide the first resin composition layer, and the first prepared separately. The resin composition layer and the second resin composition layer can also be formed by a method of laminating them so as to be bonded to each other.
さらに、本発明においては、例えば、保護フィルム上に第2の樹脂組成物層及び第1の樹脂組成物層を順に形成した後に、第1の樹脂組成物層上に支持体を積層して支持体付き樹脂シートを作製してもよい。 Furthermore, in the present invention, for example, after the second resin composition layer and the first resin composition layer are formed in order on the protective film, a support is laminated on the first resin composition layer for support. You may produce a resin sheet with a body.
第2の樹脂組成物層は、プリプレグであってもよい。プリプレグは、シート状繊維基材に第2の樹脂組成物を含浸させて形成される。 The second resin composition layer may be a prepreg. The prepreg is formed by impregnating a sheet-like fiber base material with the second resin composition.
プリプレグに用いるシート状繊維基材は特に限定されず、ガラスクロス、アラミド不織布、液晶ポリマー不織布等のプリプレグ用基材として常用されているものを用いることができる。 The sheet-like fiber base material used for a prepreg is not specifically limited, What is used normally as base materials for prepregs, such as a glass cloth, an aramid nonwoven fabric, a liquid crystal polymer nonwoven fabric, can be used.
プリプレグは、ホットメルト法、ソルベント法等の公知の方法により製造することができる。 The prepreg can be produced by a known method such as a hot melt method or a solvent method.
プリプレグの厚さは、上述の樹脂シートにおける第2の樹脂組成物層と同様の範囲とし得る。 The thickness of the prepreg can be in the same range as the second resin composition layer in the resin sheet.
[プリント配線板]
本発明のプリント配線板は、本発明の支持体付き樹脂シートにおける樹脂シートの硬化物により形成された絶縁層を含む。また、本発明のプリント配線板で使用する支持体付き樹脂シートは、インサーションロスを低減し、且つインサーションロスのばらつきを抑えることができるので、高周波帯域で動作するストリップライン構造の導体層を備えることが好ましい。
[Printed wiring board]
The printed wiring board of the present invention includes an insulating layer formed of a cured product of the resin sheet in the resin sheet with a support of the present invention. In addition, the resin sheet with a support used in the printed wiring board of the present invention can reduce insertion loss and suppress variation in insertion loss, so that a conductor layer having a stripline structure that operates in a high frequency band can be provided. It is preferable to provide.
本発明のプリント配線板は、例えば、上述の支持体付き樹脂シートを用いて、下記(1)〜(4)の工程を含む方法により製造することができる。
(1)基材と、該基材の少なくとも一方の面に設けられた配線層とを有する配線層付き基材(内層回路基板)を準備する工程、
(2)本発明の支持体付き樹脂シートを、配線層が第2の樹脂組成物層が配線層付き基材と接合するように配線層付き基材上に積層させ、熱硬化させて絶縁層を形成する工程、
(3)絶縁層を粗化処理する工程、及び
(4)導体層を形成する工程、を含む。
The printed wiring board of this invention can be manufactured by the method including the process of following (1)-(4), for example using the above-mentioned resin sheet with a support body.
(1) A step of preparing a substrate with a wiring layer (inner layer circuit board) having a substrate and a wiring layer provided on at least one surface of the substrate;
(2) The resin sheet with a support of the present invention is laminated on a substrate with a wiring layer so that the second resin composition layer of the wiring layer is bonded to the substrate with the wiring layer, and is thermally cured to be an insulating layer. Forming a process,
(3) a step of roughening the insulating layer, and (4) a step of forming a conductor layer.
<工程(1)>
工程(1)は、基材と、該基材の少なくとも一方の面に設けられた配線層とを有する配線層付き基材を準備する工程である。図2に一例を示すように、配線層付き基材20は、基材21の少なくとも一方の面に基材21の一部である配線層22を有する。
<Step (1)>
Step (1) is a step of preparing a substrate with a wiring layer having a substrate and a wiring layer provided on at least one surface of the substrate. As shown in FIG. 2, the wiring layer-attached
工程(1)の詳細は、図3に一例を示すように、配線層付き基材の配線層にパターニングを行う。パターニングされた配線層22’は、基板21の特性を考慮して、例えば、ドライフィルムを用いたフォトリソグラフィ、ドリル、レーザー、プラズマ、エッチング媒体等を用いる公知の方法により形成することができる。
The details of the step (1) are performed by patterning the wiring layer of the substrate with the wiring layer as shown in FIG. The patterned
配線層に使用する材料は特に限定されない。好適な実施形態では、配線層は、金、白金、パラジウム、銀、銅、アルミニウム、コバルト、クロム、亜鉛、ニッケル、チタン、タングステン、鉄、スズ及びインジウムからなる群から選択される1種以上の金属を含む。配線層は、単金属層であっても合金層であってもよく、合金層としては、例えば、上記の群から選択される2種以上の金属の合金(例えば、ニッケル・クロム合金、銅・ニッケル合金及び銅・チタン合金)から形成されたものが挙げられ、銅が好ましい。 The material used for the wiring layer is not particularly limited. In a preferred embodiment, the wiring layer is one or more selected from the group consisting of gold, platinum, palladium, silver, copper, aluminum, cobalt, chromium, zinc, nickel, titanium, tungsten, iron, tin, and indium. Contains metal. The wiring layer may be a single metal layer or an alloy layer. As the alloy layer, for example, an alloy of two or more metals selected from the above group (for example, nickel-chromium alloy, copper- A nickel alloy and a copper / titanium alloy), and copper is preferable.
基材としては、工程(1)〜(4)を実施し得る限り特に限定されない。基材としては、例えば、ガラスエポキシ基板、金属基板、ポリエステル基板、ポリイミド基板、BTレジン基板、熱硬化型ポリフェニレンエーテル基板等の基板が挙げられ、基板表面に銅箔等の金属層が形成されていてもよい。 The substrate is not particularly limited as long as the steps (1) to (4) can be performed. Examples of the base material include a glass epoxy substrate, a metal substrate, a polyester substrate, a polyimide substrate, a BT resin substrate, and a thermosetting polyphenylene ether substrate, and a metal layer such as a copper foil is formed on the substrate surface. May be.
基材の厚みは、薄型化の観点から、薄い方が好適であり、好ましくは1000μm未満、より好ましくは800μm以下、さらに好ましくは700μm以下、さらにより好ましくは600μm以下である。基板の厚みの下限は特に制限されないが、搬送時の取り扱い性向上の観点から、好ましくは30μm以上、より好ましくは50μm以上、さらに好ましくは100μm以上である。 The thickness of the substrate is preferably thinner from the viewpoint of thinning, and is preferably less than 1000 μm, more preferably 800 μm or less, still more preferably 700 μm or less, and even more preferably 600 μm or less. The lower limit of the thickness of the substrate is not particularly limited, but is preferably 30 μm or more, more preferably 50 μm or more, and even more preferably 100 μm or more, from the viewpoint of improving the handleability during transportation.
配線層の厚みは、薄型化の観点から、好ましくは40μm以下、より好ましくは35μm以下、さらに好ましくは30μm以下、さらにより好ましくは25μm以下、特に好ましくは20μm以下、19μm以下、又は18μm以下である。表面配線の厚みの下限は特に制限されないが、通常、1μm以上、3μm以上、5μm以上などである。 The thickness of the wiring layer is preferably 40 μm or less, more preferably 35 μm or less, even more preferably 30 μm or less, even more preferably 25 μm or less, particularly preferably 20 μm or less, 19 μm or less, or 18 μm or less from the viewpoint of thinning. . The lower limit of the thickness of the surface wiring is not particularly limited, but is usually 1 μm or more, 3 μm or more, 5 μm or more, and the like.
配線層のライン(回路幅)/スペース(回路間の幅)比は特に制限されないが、好ましくは100/100μm以下(即ちピッチが200μm以下)、好ましくは25/25μm以下(ピッチ50μm以下)、好ましくは20/20μm以下(即ちピッチが40μm以下)、より好ましくは18/18μm以下(ピッチ36μm以下)、さらに好ましくは15/15μm以下(ピッチ30μm以下)である。配線層のライン/スペース比の下限は特に制限されないが、好ましくは0.5/0.5μm以上、より好ましくは1/1μm以上である。ピッチは、配線層の全体にわたって同一である必要はない。 The line (circuit width) / space (inter-circuit width) ratio of the wiring layer is not particularly limited, but is preferably 100/100 μm or less (that is, the pitch is 200 μm or less), preferably 25/25 μm or less (pitch 50 μm or less), preferably Is 20/20 μm or less (that is, the pitch is 40 μm or less), more preferably 18/18 μm or less (pitch 36 μm or less), and even more preferably 15/15 μm or less (pitch 30 μm or less). The lower limit of the line / space ratio of the wiring layer is not particularly limited, but is preferably 0.5 / 0.5 μm or more, more preferably 1/1 μm or more. The pitch need not be the same throughout the wiring layer.
配線層付き基材は、必要に応じて所定の大きさに切断してから、次の工程を行ってもよい。 The substrate with a wiring layer may be cut into a predetermined size as necessary, and then the next step may be performed.
<工程(2)>
工程(2)は、本発明の支持体付き樹脂シートを、配線層が第2の樹脂組成物層が配線層付き基材と接合するように配線層付き基材上に積層させ、熱硬化させて絶縁層を形成する工程である。詳細は、図4に一例を示すように、前述の工程(1)で得られた配線層付き基材の配線層22’を埋め込むように、支持体付き樹脂シート10の第2の樹脂組成物層14を積層させ、支持体付き樹脂シート10の樹脂シート12を熱硬化させる。
<Step (2)>
In step (2), the resin sheet with a support of the present invention is laminated on a substrate with a wiring layer and thermally cured so that the wiring layer is bonded to the substrate with the wiring layer. And forming an insulating layer. For details, as shown in FIG. 4, the second resin composition of the
配線層と支持体付き樹脂シートの積層は、支持体付き樹脂シートの保護フィルムを除去後、例えば、支持体側から支持体付き樹脂シートを配線層に加熱圧着することにより行うことができる。支持体付き樹脂シートを配線層に加熱圧着する部材(以下、「加熱圧着部材」ともいう。)としては、例えば、加熱された金属板(SUS鏡板等)又は金属ロール(SUSロール)等が挙げられる。なお、加熱圧着部材を支持体付き樹脂シートに直接プレスするのではなく、配線層の表面凹凸に支持体付き樹脂シートが十分に追随するよう、耐熱ゴム等の弾性材を介してプレスするのが好ましい。 Lamination | stacking of a resin layer with a wiring layer and a support body can be performed by, for example, heat-pressing the resin sheet with a support body to a wiring layer from the support body side after removing the protective film of the resin sheet with a support body. Examples of the member that heat-presses the resin sheet with a support to the wiring layer (hereinafter also referred to as “heat-pressing member”) include a heated metal plate (SUS end plate, etc.) or a metal roll (SUS roll). It is done. It is not necessary to press the thermocompression bonding member directly on the resin sheet with the support, but to press it through an elastic material such as heat resistant rubber so that the resin sheet with the support sufficiently follows the surface irregularities of the wiring layer. preferable.
配線層と支持体付き樹脂シートの積層は、支持体付き樹脂シートの保護フィルムを除去後、真空ラミネート法により実施してよい。真空ラミネート法において、加熱圧着温度は、好ましくは60℃〜160℃、より好ましくは80℃〜140℃の範囲であり、加熱圧着圧力は、好ましくは0.098MPa〜1.77MPa、より好ましくは0.29MPa〜1.47MPaの範囲であり、加熱圧着時間は、好ましくは20秒間〜400秒間、より好ましくは30秒間〜300秒間の範囲である。積層は、好ましくは圧力13hPa以下の減圧条件下で実施する。 Lamination of the wiring layer and the resin sheet with a support may be performed by vacuum lamination after removing the protective film of the resin sheet with a support. In the vacuum laminating method, the thermocompression bonding temperature is preferably in the range of 60 ° C to 160 ° C, more preferably 80 ° C to 140 ° C, and the thermocompression bonding pressure is preferably 0.098 MPa to 1.77 MPa, more preferably 0. The thermocompression bonding time is preferably in the range of 20 seconds to 400 seconds, more preferably in the range of 30 seconds to 300 seconds. Lamination is preferably performed under reduced pressure conditions with a pressure of 13 hPa or less.
積層は、市販の真空ラミネーターによって行うことができる。市販の真空ラミネーターとしては、例えば、ニッコー・マテリアルズ(株)製の真空加圧式ラミネーター、(株)名機製作所製の真空加圧式ラミネーター、ニッコー・マテリアルズ(株)製のバキュームアップリケーター等が挙げられる。 Lamination can be performed with a commercially available vacuum laminator. As a commercially available vacuum laminator, for example, a vacuum pressure laminator manufactured by Nikko Materials, a vacuum pressure laminator manufactured by Meiki Seisakusho, a vacuum applicator manufactured by Nikko Materials, etc. Can be mentioned.
積層の後に、常圧下(大気圧下)、例えば、加熱圧着部材を支持体側からプレスすることにより、積層された支持体付き樹脂シートの平滑化処理を行ってもよい。平滑化処理のプレス条件は、上記積層の加熱圧着条件と同様の条件とすることができる。平滑化処理は、市販のラミネーターによって行うことができる。なお、積層と平滑化処理は、上記の市販の真空ラミネーターを用いて連続的に行ってもよい。 After lamination, the laminated resin sheet with the support may be smoothed by pressing the thermocompression bonding member from the support side under normal pressure (under atmospheric pressure), for example. The pressing conditions for the smoothing treatment can be the same conditions as the thermocompression bonding conditions for the laminate. The smoothing treatment can be performed with a commercially available laminator. In addition, you may perform lamination | stacking and a smoothing process continuously using said commercially available vacuum laminator.
第2の樹脂組成物層を、配線層が埋め込まれるように配線層付き基材上に積層した後、樹脂シートを熱硬化して絶縁層を形成する。樹脂シートの熱硬化条件は特に限定されず、配線板の絶縁層を形成するに際して通常採用される条件を使用してよい。 After laminating the second resin composition layer on the substrate with the wiring layer so that the wiring layer is embedded, the resin sheet is thermoset to form an insulating layer. The thermosetting conditions for the resin sheet are not particularly limited, and the conditions normally employed when forming the insulating layer of the wiring board may be used.
例えば、樹脂シートの熱硬化条件は、第1及び第2の樹脂組成物の種類等によっても異なるが、硬化温度は120℃〜240℃の範囲(好ましくは150℃〜220℃の範囲、より好ましくは170℃〜200℃の範囲)、硬化時間は5分間〜120分間の範囲(好ましくは10分間〜100分間、より好ましくは15分間〜90分間)とすることができる。 For example, the thermosetting conditions of the resin sheet vary depending on the types of the first and second resin compositions, but the curing temperature is in the range of 120 ° C to 240 ° C (preferably in the range of 150 ° C to 220 ° C, more preferably. Is in the range of 170 ° C. to 200 ° C., and the curing time is in the range of 5 minutes to 120 minutes (preferably 10 minutes to 100 minutes, more preferably 15 minutes to 90 minutes).
樹脂シートを熱硬化させる前に、樹脂シートを硬化温度よりも低い温度にて予備加熱してもよい。例えば、樹脂シートを熱硬化させるのに先立ち、50℃以上120℃未満(好ましくは60℃以上110℃以下、より好ましくは70℃以上100℃以下)の温度にて、樹脂シートを5分間以上(好ましくは5分間〜150分間、より好ましくは15分間〜120分間)予備加熱してもよい。 Before the resin sheet is thermally cured, the resin sheet may be preheated at a temperature lower than the curing temperature. For example, prior to thermosetting the resin sheet, the resin sheet is kept at a temperature of 50 ° C. or higher and lower than 120 ° C. (preferably 60 ° C. or higher and 110 ° C. or lower, more preferably 70 ° C. or higher and 100 ° C. or lower) for 5 minutes or longer ( (Preferably 5 minutes to 150 minutes, more preferably 15 minutes to 120 minutes).
支持体付き樹脂シートの支持体は、配線層付き基材上に支持体付き樹脂シートを積層し熱硬化した後に剥離してもよく、配線層付き基材上に支持体付き樹脂シートを積層する前に支持体を剥離してもよい。また、後述する租化処理工程の前に、支持体を剥離してもよい。 The support of the resin sheet with the support may be peeled after the resin sheet with the support is laminated on the substrate with the wiring layer and thermally cured, or the resin sheet with the support is laminated on the substrate with the wiring layer. You may peel a support body previously. Moreover, you may peel a support body before the taxation process process mentioned later.
絶縁層の厚みは、樹脂シートの厚みと同様であり、好ましい範囲も同様である。 The thickness of the insulating layer is the same as the thickness of the resin sheet, and the preferred range is also the same.
<工程(3)>
工程(3)は、絶縁層を粗化処理する工程である。粗化処理の手順、条件は特に限定されず、プリント配線板の絶縁層を形成するに際して通常使用される公知の手順、条件を採用することができる。例えば、膨潤液による膨潤処理、酸化剤による粗化処理、中和液による中和処理をこの順に実施して絶縁層を粗化処理することができる。膨潤液としては特に限定されないが、アルカリ溶液、界面活性剤溶液等が挙げられ、好ましくはアルカリ溶液であり、該アルカリ溶液としては、水酸化ナトリウム溶液、水酸化カリウム溶液がより好ましい。市販されている膨潤液としては、例えば、アトテックジャパン(株)製の「スウェリング・ディップ・セキュリガンスP」、「スウェリング・ディップ・セキュリガンスSBU」等が挙げられる。膨潤液による膨潤処理は、特に限定されないが、例えば、30℃〜90℃の膨潤液に絶縁層を1分間〜20分間浸漬することにより行うことができる。絶縁層の樹脂の膨潤を適度なレベルに抑える観点から、40℃〜80℃の膨潤液に硬化体を5分間〜15分間浸漬させることが好ましい。酸化剤としては、特に限定されないが、例えば、水酸化ナトリウムの水溶液に過マンガン酸カリウムや過マンガン酸ナトリウムを溶解したアルカリ性過マンガン酸溶液が挙げられる。アルカリ性過マンガン酸溶液等の酸化剤による粗化処理は、60℃〜80℃に加熱した酸化剤溶液に絶縁層を10分間〜30分間浸漬させて行うことが好ましい。また、アルカリ性過マンガン酸溶液における過マンガン酸塩の濃度は5質量%〜10質量%が好ましい。市販されている酸化剤としては、例えば、アトテックジャパン(株)製の「コンセントレート・コンパクトCP」、「ドージングソリューション・セキュリガンスP」等のアルカリ性過マンガン酸溶液が挙げられる。また、中和液としては、酸性の水溶液が好ましく、市販品としては、例えば、アトテックジャパン(株)製の「リダクションソリューション・セキュリガントP」が挙げられる。中和液による処理は、酸化剤による粗化処理がなされた処理面を30℃〜80℃の中和液に5分間〜30分間浸漬させることにより行うことができる。作業性等の点から、酸化剤による粗化処理がなされた対象物を、40℃〜70℃の中和液に5分間〜20分間浸漬する方法が好ましい。
<Step (3)>
Step (3) is a step of roughening the insulating layer. The procedure and conditions for the roughening treatment are not particularly limited, and known procedures and conditions that are usually used when forming an insulating layer of a printed wiring board can be employed. For example, the insulating layer can be roughened by performing a swelling treatment with a swelling liquid, a roughening treatment with an oxidizing agent, and a neutralization treatment with a neutralizing liquid in this order. Although it does not specifically limit as a swelling liquid, An alkaline solution, surfactant solution, etc. are mentioned, Preferably it is an alkaline solution, As this alkaline solution, a sodium hydroxide solution and a potassium hydroxide solution are more preferable. Examples of commercially available swelling liquids include “Swelling Dip Securigans P” and “Swelling Dip Securigans SBU” manufactured by Atotech Japan Co., Ltd. Although the swelling process by a swelling liquid is not specifically limited, For example, it can perform by immersing an insulating layer for 1 minute-20 minutes in 30 degreeC-90 degreeC swelling liquid. From the viewpoint of suppressing the swelling of the resin of the insulating layer to an appropriate level, it is preferable to immerse the cured body in a swelling liquid at 40 ° C. to 80 ° C. for 5 minutes to 15 minutes. Although it does not specifically limit as an oxidizing agent, For example, the alkaline permanganate solution which melt | dissolved potassium permanganate and sodium permanganate in the aqueous solution of sodium hydroxide is mentioned. The roughening treatment with an oxidizing agent such as an alkaline permanganic acid solution is preferably performed by immersing the insulating layer in an oxidizing agent solution heated to 60 to 80 ° C. for 10 to 30 minutes. The concentration of permanganate in the alkaline permanganate solution is preferably 5% by mass to 10% by mass. Examples of commercially available oxidizing agents include alkaline permanganic acid solutions such as “Concentrate Compact CP” and “Dosing Solution Securigans P” manufactured by Atotech Japan Co., Ltd. The neutralizing solution is preferably an acidic aqueous solution. Examples of commercially available products include “Reduction Solution Securigant P” manufactured by Atotech Japan Co., Ltd. The treatment with the neutralizing solution can be performed by immersing the treated surface subjected to the roughening treatment with the oxidizing agent in the neutralizing solution at 30 to 80 ° C. for 5 to 30 minutes. From the viewpoint of workability and the like, a method of immersing an object subjected to roughening treatment with an oxidizing agent in a neutralizing solution at 40 ° C. to 70 ° C. for 5 minutes to 20 minutes is preferable.
一実施形態において、粗化処理後の絶縁層表面の算術平均粗さRaは、好ましくは400nm以下、より好ましくは350nm以下、さらに好ましくは300nm以下、250nm以下、200nm以下、150nm以下、又は100nm以下である。絶縁層表面の算術平均粗さ(Ra)は、非接触型表面粗さ計を用いて測定することができる。非接触型表面粗さ計の具体例としては、ビーコインスツルメンツ社製の「WYKO NT3300」が挙げられる。 In one embodiment, the arithmetic average roughness Ra of the surface of the insulating layer after the roughening treatment is preferably 400 nm or less, more preferably 350 nm or less, further preferably 300 nm or less, 250 nm or less, 200 nm or less, 150 nm or less, or 100 nm or less. It is. The arithmetic average roughness (Ra) of the insulating layer surface can be measured using a non-contact type surface roughness meter. As a specific example of the non-contact type surface roughness meter, “WYKO NT3300” manufactured by Becoins Instruments is cited.
工程(3)の粗化処理を行う前に、例えば、絶縁層にビアホールを形成する工程を行ってもよい。これにより絶縁層にビアホール、スルーホール等のホールを形成することができる。 Before performing the roughening treatment in the step (3), for example, a step of forming a via hole in the insulating layer may be performed. Thereby, holes such as via holes and through holes can be formed in the insulating layer.
ビアホールの形成は特に限定されないが、絶縁層の形成に使用した第1及び第2の樹脂組成物の組成等に応じて、例えば、ドリル、レーザー、プラズマ等を使用して実施してよい。ホールの寸法や形状は、プリント配線板のデザインに応じて適宜決定してよい。 Although formation of a via hole is not specifically limited, For example, a drill, a laser, plasma, etc. may be used according to the composition etc. of the 1st and 2nd resin composition used for formation of an insulating layer. The dimensions and shape of the holes may be appropriately determined according to the design of the printed wiring board.
<工程(4)>
工程(4)は、導体層を形成する工程である。導体層に使用する導体材料は特に限定されない。好適な実施形態では、導体層は、金、白金、パラジウム、銀、銅、アルミニウム、コバルト、クロム、亜鉛、ニッケル、チタン、タングステン、鉄、スズ及びインジウムからなる群から選択される1種以上の金属を含む。導体層は、単金属層であっても合金層であってもよく、合金層としては、例えば、上記の群から選択される2種以上の金属の合金(例えば、ニッケル・クロム合金、銅・ニッケル合金及び銅・チタン合金)から形成された層が挙げられる。中でも、導体層形成の汎用性、コスト、パターニングの容易性等の観点から、クロム、ニッケル、チタン、アルミニウム、亜鉛、金、パラジウム、銀若しくは銅の単金属層、又はニッケル・クロム合金、銅・ニッケル合金、銅・チタン合金の合金層が好ましく、クロム、ニッケル、チタン、アルミニウム、亜鉛、金、パラジウム、銀若しくは銅の単金属層、又はニッケル・クロム合金の合金層がより好ましく、銅の単金属層が更に好ましい。
<Process (4)>
Step (4) is a step of forming a conductor layer. The conductor material used for the conductor layer is not particularly limited. In a preferred embodiment, the conductor layer is one or more selected from the group consisting of gold, platinum, palladium, silver, copper, aluminum, cobalt, chromium, zinc, nickel, titanium, tungsten, iron, tin and indium. Contains metal. The conductor layer may be a single metal layer or an alloy layer. As the alloy layer, for example, an alloy of two or more metals selected from the above group (for example, nickel-chromium alloy, copper- A layer formed from a nickel alloy and a copper / titanium alloy). Among them, from the viewpoint of versatility of conductor layer formation, cost, ease of patterning, etc., single metal layer of chromium, nickel, titanium, aluminum, zinc, gold, palladium, silver or copper, or nickel / chromium alloy, copper / An alloy layer of nickel alloy or copper / titanium alloy is preferable, and a single metal layer of chromium, nickel, titanium, aluminum, zinc, gold, palladium, silver or copper, or an alloy layer of nickel / chromium alloy is more preferable, and a single layer of copper is preferable. A metal layer is more preferred.
導体層は、単層構造であっても、異なる種類の金属若しくは合金からなる単金属層又は合金層が2層以上積層した複層構造であってもよい。導体層が複層構造である場合、絶縁層と接する層は、クロム、亜鉛若しくはチタンの単金属層、又はニッケル・クロム合金の合金層であることが好ましい。 The conductor layer may have a single layer structure or a multilayer structure in which two or more single metal layers or alloy layers made of different types of metals or alloys are laminated. When the conductor layer has a multilayer structure, the layer in contact with the insulating layer is preferably a single metal layer of chromium, zinc or titanium, or an alloy layer of nickel / chromium alloy.
導体層の厚さは、所望のプリント配線板のデザインによるが、一般に3μm〜35μm、好ましくは5μm〜30μmである。 Although the thickness of a conductor layer is based on the design of a desired printed wiring board, generally it is 3 micrometers-35 micrometers, Preferably it is 5 micrometers-30 micrometers.
導体層は、めっき、スパッタ、蒸着等従来公知の任意好適な方法により形成することができ、めっきにより形成することが好ましい。好適な一実施形態は、例えば、セミアディティブ法、フルアディティブ法等の従来公知の技術により絶縁層の表面にめっきして、所望の配線パターンを有する導体層を形成することができる。また、支持体付き樹脂シートにおける支持体が金属箔である場合、サブトラクティブ法等の従来公知の技術により、所望の配線パターンを有する導体層を形成することができる。 The conductor layer can be formed by any suitable method known in the art, such as plating, sputtering, or vapor deposition, and is preferably formed by plating. In a preferred embodiment, the surface of the insulating layer can be plated by a conventionally known technique such as a semi-additive method or a full additive method to form a conductor layer having a desired wiring pattern. Moreover, when the support body in a resin sheet with a support body is metal foil, the conductor layer which has a desired wiring pattern can be formed by conventionally well-known techniques, such as a subtractive method.
詳細は、樹脂シートを熱硬化させて形成した絶縁層の表面に、無電解めっきによりめっきシード層を形成する。次いで、形成されためっきシード層上に、所望の配線パターンに対応してめっきシード層の一部を露出させるマスクパターンを形成する。露出しためっきシード層上に、電解めっきにより電界めっき層を形成した後、マスクパターンを除去する。その後、不要なめっきシード層をエッチング等により除去して、所望の配線パターンを有する導体層を形成することができる。 Specifically, a plating seed layer is formed by electroless plating on the surface of an insulating layer formed by thermosetting a resin sheet. Next, a mask pattern that exposes a part of the plating seed layer corresponding to a desired wiring pattern is formed on the formed plating seed layer. An electroplating layer is formed on the exposed plating seed layer by electrolytic plating, and then the mask pattern is removed. Thereafter, an unnecessary plating seed layer can be removed by etching or the like to form a conductor layer having a desired wiring pattern.
図5に一例を示すように、露出した、熱硬化した第1の樹脂組成物層13’及び熱硬化した第2の樹脂組成物層14’からなる絶縁層12’の表面に接合するめっきシード層31を形成する。まず、絶縁層12’の表面の洗浄と電荷調整のためのアルカリクリーニングを行う。次にソフトエッチング工程を行う(ビアホールがある場合はビアホール内の洗浄のためにソフトエッチング工程を行う)。具体的には、硫酸酸性ペルオキソ二硫酸ナトリウム水溶液などのエッチャントを用いて、任意好適な条件で処理すればよい。次いでPd(パラジウム)を絶縁層12’の表面に付与するための、絶縁層12’の表面の電荷を調整するプレディップ工程を行う。次に該表面にアクティヴェーターであるPdを付与し、絶縁層12’に付与されたPdを還元する。次に、銅(Cu)を絶縁層12’の表面に析出させてめっきシード層31を形成する。ビアホールが形成されている場合、めっきシード層31は、ビアホール内、すなわち側壁及びビアホールから露出した配線層を覆うように形成される。
As shown in an example in FIG. 5, the plating seed bonded to the surface of the insulating
図6に一例を示すように、めっきシード層31を形成後、めっきシード層31の一部を露出させるマスクパターン40を形成する。マスクパターン40の形成は、例えば、ドライフィルムをめっきシード層31に接合させて所定の条件で露光、現像及び洗浄を行うことにより形成することができる。
As shown in FIG. 6, after forming the
工程(4)で使用し得るドライフィルムとしては、フォトレジスト組成物からなる感光性のドライフィルムである限り特に限定されず、例えば、ノボラック樹脂、アクリル樹脂等のドライフィルムを用いることができる。ドライフィルムは市販品を用いてもよく、例えば、PETフィルム付きドライフィルムであるニッコー・マテリアルズ(株)製「ALPHO 20A263」、日立化成(株)製「RD1225」等を用いることができる。 The dry film that can be used in the step (4) is not particularly limited as long as it is a photosensitive dry film made of a photoresist composition. For example, a dry film such as a novolak resin or an acrylic resin can be used. Commercially available products may be used as the dry film, for example, “ALPHO 20A263” manufactured by Nikko Materials Co., Ltd., “RD1225” manufactured by Hitachi Chemical Co., Ltd., etc., which are dry films with a PET film.
図7に一例を示すように、露出しためっきシード層31上に、電解めっき処理により電界めっき層32を形成する。ビアホールが形成されている場合、併せてビアホールを電界めっき処理により埋め込んでフィルドビアを形成する。
As shown in FIG. 7, an
図8に一例を示すように、次いで、マスクパターンを剥離して除去し、露出しためっきシード層31のみを除去する任意好適な条件でのフラッシュエッチングを行って導体層30を形成する。
Next, as shown in FIG. 8, the
本発明では、工程(2)〜(4)の絶縁層及び導体層の形成を繰り返し実施し、複数の絶縁層及び複数の導体層を備える多層配線板を形成してもよい。以下、多層配線板の製造方法について説明するが、上記した内容と重複する箇所の説明は適宜省略する。 In the present invention, the formation of the insulating layer and the conductor layer in steps (2) to (4) may be repeatedly performed to form a multilayer wiring board including a plurality of insulating layers and a plurality of conductor layers. Hereinafter, although the manufacturing method of a multilayer wiring board is demonstrated, description of the location which overlaps with the above-mentioned content is abbreviate | omitted suitably.
図9に一例を示すように、支持体付き樹脂シートの第2の樹脂組成物層が、作製した導体層30と接合するように導体層30上に積層させ、熱硬化させて第2の絶縁層12’’を形成する。即ち工程(2)を行う。この工程で使用する本発明の支持体付き樹脂シートは、配線層付き基材上に積層させた、本発明の支持体付き樹脂シートと同一のものを使用してもよく、異なるものを使用してもよい。
As shown in an example in FIG. 9, the second resin composition layer of the resin sheet with a support is laminated on the
図10に一例を示すように、第2の絶縁層12’’にビアホール50を形成した後に粗化処理を行い、図11に一例を示すように、めっきシード層31を形成する。めっきシード層31を形成後、図12に一例を示すように、めっきシード層31の一部を露出させるマスクパターン(図示せず)を形成し、露出しためっきシード層31上に、電界めっき層32を形成し、併せてビアホールを電界めっき処理により埋め込んでフィルドビア51を形成することで導体層30’を形成する。
As shown in FIG. 10, the via
また、図13に一例を示すように、本発明のプリント配線板の最外面上にソルダーレジスト膜60を形成し、ソルダーレジスト膜60から露出した導体層にニッケル、めっき処理、及びはんだ処理等の必要な表面処理を施してもよい。
Further, as shown in FIG. 13, a solder resist
このように製造した多層配線板は、図14に一例を示すように、導体層が絶縁層20’に埋設されており、所定のパターンに従って配設されるストリップライン構造となっている。即ち絶縁層の内部に導体層が配置されている。このような構成にすることで、高周波帯域での使用であっても、特性インピーダンスの変動を抑えることができ、インサーションロスを低減することができる。なお、図14は、図12に示した断面に直交する方向の一部を示した模式断面図である。 The multilayer wiring board manufactured as described above has a stripline structure in which a conductor layer is embedded in an insulating layer 20 'and arranged according to a predetermined pattern, as shown in FIG. That is, the conductor layer is disposed inside the insulating layer. By adopting such a configuration, fluctuations in characteristic impedance can be suppressed even when used in a high frequency band, and insertion loss can be reduced. FIG. 14 is a schematic cross-sectional view showing a part in a direction orthogonal to the cross section shown in FIG.
以上、基材の一方の面に配線層、絶縁層、及び導体層を有するプリント配線板について説明したが、基材の両面に、それぞれ配線層、絶縁層、及び導体層を有するプリント配線板であってもよい。また、基材の両面に複数の絶縁層及び導体層を有する多層の配線板であってもよい。 The printed wiring board having the wiring layer, the insulating layer, and the conductor layer on one surface of the base material has been described above. However, the printed wiring board having the wiring layer, the insulating layer, and the conductive layer on both surfaces of the base material, respectively. There may be. Moreover, the multilayer wiring board which has a some insulating layer and conductor layer on both surfaces of a base material may be sufficient.
[半導体装置]
本発明の半導体装置は、本発明のプリント配線板を含む。本発明の半導体装置は、本発明のプリント配線板を用いて製造することができる。
[Semiconductor device]
The semiconductor device of the present invention includes the printed wiring board of the present invention. The semiconductor device of the present invention can be manufactured using the printed wiring board of the present invention.
半導体装置としては、電気製品(例えば、コンピューター、携帯電話、デジタルカメラ及びテレビ等)及び乗物(例えば、自動二輪車、自動車、電車、船舶及び航空機等)等に供される各種半導体装置が挙げられる。 Examples of the semiconductor device include various semiconductor devices used for electrical products (for example, computers, mobile phones, digital cameras, and televisions) and vehicles (for example, motorcycles, automobiles, trains, ships, and aircrafts).
本発明の半導体装置は、プリント配線板の導通箇所に、部品(半導体チップ)を実装することにより製造することができる。「導通箇所」とは、「プリント配線板における電気信号を伝える箇所」であって、その場所は表面であっても、埋め込まれた箇所であってもいずれでも構わない。また、半導体チップは半導体を材料とする電気回路素子であれば特に限定されない。 The semiconductor device of the present invention can be manufactured by mounting a component (semiconductor chip) on a conductive portion of a printed wiring board. The “conduction location” is a “location where an electrical signal is transmitted on a printed wiring board”, and the location may be a surface or an embedded location. The semiconductor chip is not particularly limited as long as it is an electric circuit element made of a semiconductor.
本発明の半導体装置を製造する際の半導体チップの実装方法は、半導体チップが有効に機能しさえすれば、特に限定されないが、具体的には、ワイヤボンディング実装方法、フリップチップ実装方法、バンプなしビルドアップ層(BBUL)による実装方法、異方性導電フィルム(ACF)による実装方法、非導電性フィルム(NCF)による実装方法、等が挙げられる。ここで、「バンプなしビルドアップ層(BBUL)による実装方法」とは、「半導体チップをプリント配線板の凹部に直接埋め込み、半導体チップとプリント配線板上の配線とを接続させる実装方法」のことである。 The semiconductor chip mounting method for manufacturing the semiconductor device of the present invention is not particularly limited as long as the semiconductor chip functions effectively, but specifically, a wire bonding mounting method, a flip chip mounting method, and no bumps. Examples include a mounting method using a build-up layer (BBUL), a mounting method using an anisotropic conductive film (ACF), and a mounting method using a non-conductive film (NCF). Here, “a mounting method using a build-up layer without a bump (BBUL)” means “a mounting method in which a semiconductor chip is directly embedded in a recess of a printed wiring board and the semiconductor chip and wiring on the printed wiring board are connected”. It is.
以下、本発明を実施例により具体的に説明するが、本発明はこれらの実施例に限定されるものではない。なお、以下の記載において、「部」及び「%」は、別途明示のない限り、それぞれ「質量部」及び「質量%」を意味する。 EXAMPLES The present invention will be specifically described below with reference to examples, but the present invention is not limited to these examples. In the following description, “parts” and “%” mean “parts by mass” and “% by mass”, respectively, unless otherwise specified.
[支持体付き樹脂シートの作製]
以下の手順により調製した樹脂ワニス(樹脂組成物)を用いて、実施例及び比較例の支持体付き樹脂シートを作製した。
[Preparation of resin sheet with support]
Using the resin varnish (resin composition) prepared by the following procedure, resin sheets with supports of Examples and Comparative Examples were produced.
(樹脂ワニス1の調製)
ビキシレノール型エポキシ樹脂(三菱化学(株)製「YX4000HK」、エポキシ当量約185)10部、ビフェニル型エポキシ樹脂(日本化薬(株)製「NC3000L」、エポキシ当量288)25部、及びフェノキシ樹脂(三菱化学(株)製「YX7553BH30」、固形分30質量%のシクロヘキサノン:メチルエチルケトン(MEK)の1:1溶液)15部を、ソルベントナフサ12部及びシクロヘキサノン5部の混合溶媒に撹拌しながら加熱溶解させた。室温にまで冷却した後、そこへ、トリアジン骨格含有フェノールノボラック系硬化剤(水酸基当量125、DIC(株)製「LA−7054」、固形分60%のMEK溶液)6部、活性エステル化合物(DIC(株)製「HPC−8000−65T」、重量平均分子量が約2700、活性基当量約223の不揮発分65質量%のトルエン溶液)20部、アミン系硬化促進剤(4−ジメチルアミノピリジン(DMAP)、固形分5質量%のMEK溶液)2部、イミダゾール系硬化促進剤(三菱化学(株)製「P200−H50」、固形分50質量%のプロピレングリコールモノメチルエーテル溶液)1部、アミノシラン系カップリング剤(信越化学工業(株)製「KBM573」)で表面処理された球状シリカ((株)アドマテックス製「SO−C2」、平均粒径0.5μm、単位表面積当たりのカーボン量0.38mg/m2)60部を混合し、高速回転ミキサーで均一に分散した後に、カートリッジフィルター(ROKITECHNO製「SHP050」)で濾過して、樹脂ワニス1を調製した。
(Preparation of resin varnish 1)
10 parts of bixylenol type epoxy resin (“YX4000HK” manufactured by Mitsubishi Chemical Corporation, epoxy equivalent of about 185), 25 parts of biphenyl type epoxy resin (“NC3000L” manufactured by Nippon Kayaku Co., Ltd., epoxy equivalent of 288), and phenoxy resin (Mitsubishi Chemical Corporation "YX7553BH30", 30 parts by weight of cyclohexanone: methyl ethyl ketone (MEK) 1: 1 solution) 15 parts is heated and dissolved in a mixed solvent of 12 parts of solvent naphtha and 5 parts of cyclohexanone with stirring. I let you. After cooling to room temperature, 6 parts of a triazine skeleton-containing phenol novolac curing agent (hydroxyl equivalent: 125, “LA-7054” manufactured by DIC Corporation, MEK solution having a solid content of 60%), active ester compound (DIC) "HPC-8000-65T" manufactured by KK, 20 parts of a toluene solution having a weight average molecular weight of about 2700 and an active group equivalent of about 223 with a non-volatile content of 65% by mass, an amine curing accelerator (4-dimethylaminopyridine (DMAP) ), 2 parts by weight of MEK solution with a solid content of 5% by weight, 1 part of an imidazole curing accelerator ("P200-H50" manufactured by Mitsubishi Chemical Corporation, propylene glycol monomethyl ether solution with a solid content of 50% by weight), an aminosilane cup Spherical silica surface-treated with a ring agent ("KBM573" manufactured by Shin-Etsu Chemical Co., Ltd.) ("SO-" manufactured by Admatechs Co., Ltd.) 2 ", average particle size 0.5 [mu] m, the carbon amount 0.38 mg / m 2) 60 parts were mixed per unit surface area, after uniformly dispersed in a high-speed rotary mixer, filtered through a cartridge filter (ROKITECHNO manufactured" SHP050 ") Thus, a resin varnish 1 was prepared.
(樹脂ワニス2の調製)
ビスフェノール型エポキシ樹脂(新日鉄住金化学(株)製「ZX1059」、エポキシ当量約169、ビスフェノールA型とビスフェノールF型の1:1混合品)5部、ビキシレノール型エポキシ樹脂(三菱化学(株)製「YX4000HK」、エポキシ当量約185)5部、ビスフェノールAF型エポキシ樹脂(三菱化学(株)製「YL7760」、エポキシ当量238)5部、ナフタレン型エポキシ樹脂(新日鉄住金化学(株)製「ESN475V」、エポキシ当量330)20部、及びフェノキシ樹脂(三菱化学(株)製「YX7553BH30」、固形分30質量%のシクロヘキサノン:メチルエチルケトン(MEK)の1:1溶液)5部を、ソルベントナフサ25部及びシクロヘキサノン5部の混合溶媒に撹拌しながら加熱溶解させた。室温にまで冷却した後、そこへ、トリアジン骨格含有クレゾールノボラック系硬化剤(水酸基当量151、DIC(株)製「LA−3018−50P」、固形分50%の2−メトキシプロパノール溶液)5部、活性エステル化合物(DIC(株)製「HPC−8000−65T」、重量平均分子量が約2700、活性基当量約223の不揮発分65質量%のトルエン溶液)20部、カルボジイミド樹脂(日清紡ケミカル(株)製「V−03」、不揮発成分50質量%のトルエン溶液)10部、アミン系硬化促進剤(4−ジメチルアミノピリジン(DMAP)、固形分5質量%のMEK溶液)2部、難燃剤(三光(株)製「HCA−HQ」、10−(2,5−ジヒドロキシフェニル)−10−ヒドロ−9−オキサ−10−フォスファフェナンスレン−10−オキサイド、平均粒径2μm)2部、アミノシラン系カップリング剤(信越化学工業(株)製「KBM573」)で表面処理された球状シリカ((株)アドマテックス製「SO−C2」、平均粒径0.5μm、単位表面積当たりのカーボン量0.38mg/m2)170部を混合し、高速回転ミキサーで均一に分散した後に、カートリッジフィルター(ROKITECHNO製「SHP050」)で濾過して、樹脂ワニス2を調製した。
(Preparation of resin varnish 2)
Bisphenol type epoxy resin (“ZX1059” manufactured by Nippon Steel & Sumikin Chemical Co., Ltd., epoxy equivalent of about 169, 1: 1 mixture of bisphenol A type and bisphenol F type), 5 parts, bixylenol type epoxy resin (manufactured by Mitsubishi Chemical Corporation) 5 parts of “YX4000HK”, epoxy equivalent of about 185), 5 parts of bisphenol AF type epoxy resin (“YL7760” manufactured by Mitsubishi Chemical Corporation, epoxy equivalent of 238), naphthalene type epoxy resin (“ESN475V” manufactured by Nippon Steel & Sumikin Chemical Co., Ltd.) , Epoxy equivalent 330) 20 parts, and 5 parts of phenoxy resin (“YX7553BH30” manufactured by Mitsubishi Chemical Corporation, 1: 1 solution of cyclohexanone: methyl ethyl ketone (MEK) with a solid content of 30% by mass), 25 parts of solvent naphtha and cyclohexanone Dissolve by heating in 5 parts of mixed solvent with stirring It was. After cooling to room temperature, 5 parts of a triazine skeleton-containing cresol novolac-based curing agent (hydroxyl equivalent 151, “LA-3018-50P” manufactured by DIC Corporation, 2-methoxypropanol solution with a solid content of 50%), 20 parts of an active ester compound (“HPC-8000-65T” manufactured by DIC Corporation, a toluene solution having a weight average molecular weight of about 2700 and an active group equivalent of about 223 with a nonvolatile content of 65% by mass), a carbodiimide resin (Nisshinbo Chemical Co., Ltd.) "V-03" manufactured, 10 parts of a non-volatile component 50 mass% toluene solution), 2 parts of an amine curing accelerator (4-dimethylaminopyridine (DMAP), 5 mass% solid content MEK solution), flame retardant (Sanko) "HCA-HQ", 10- (2,5-dihydroxyphenyl) -10-hydro-9-oxa-10-phosphafenance manufactured by KK -10-oxide, average particle size 2 μm) 2 parts, spherical silica surface-treated with an aminosilane coupling agent (“KBM573” manufactured by Shin-Etsu Chemical Co., Ltd.) (“SO-C2” manufactured by Admatechs Co., Ltd.) , 170 parts of an average particle size of 0.5 μm, carbon amount per unit surface area of 0.38 mg / m 2 ) were mixed and dispersed uniformly with a high-speed rotary mixer, and then filtered with a cartridge filter (“SHP050” manufactured by ROKITECHNO) Resin varnish 2 was prepared.
(樹脂ワニス3の調製)
液状ナフタレン型エポキシ樹脂(エポキシ当量144、DIC(株)製「HP4032SS」)5部、ビキシレノール型エポキシ樹脂(三菱化学(株)製「YX4000HK」、エポキシ当量約185)5部、ナフタレン型エポキシ樹脂(新日鉄住金化学(株)製「ESN475V」、エポキシ当量330)15部、及びフェノキシ樹脂(三菱化学(株)製「YX7553BH30」、固形分30質量%のシクロヘキサノン:メチルエチルケトン(MEK)の1:1溶液)7部を、ソルベントナフサ20部及びシクロヘキサノン5部の混合溶媒に撹拌しながら加熱溶解させた。室温にまで冷却した後、活性エステル化合物(DIC(株)製「HPC−8000−65T」、重量平均分子量が約2700、活性基当量約223の不揮発分65質量%のトルエン溶液)10部、カルボジイミド樹脂(日清紡ケミカル(株)製「V−03」、不揮発成分50質量%のトルエン溶液)5部、ビスフェノールAジシアネートのプレポリマー(ロンザジャパン(株)製「BA230S75」、シアネート当量約232、不揮発分75質量%のMEK溶液)20部、硬化促進剤(4−ジメチルアミノピリジン(DMAP)、固形分5質量%のMEK溶液)1.2部、硬化促進剤(東京化成(株)製、コバルト(III)アセチルアセトナート[Co(III)Ac、固形分1質量%のMEK溶液]3.5部、ゴム粒子(ダウ・ケミカル日本(株)製、PARALOID EXL2655)3部、フェニルアミノシラン系カップリング剤(信越化学工業(株)製、「KBM573」)で表面処理された球形シリカ(平均粒径0.24μm、(株)アドマテックス製「SO−C1」、単位面積当たりのカーボン量0.36mg/m2)80部を混合し、高速回転ミキサーで均一に分散した後に、カートリッジフィルター(ROKITECHNO製「SHP030」)で濾過して、樹脂ワニス3を調製した。
(Preparation of resin varnish 3)
5 parts of liquid naphthalene type epoxy resin (epoxy equivalent 144, “HP4032SS” manufactured by DIC Corporation), 5 parts of bixylenol type epoxy resin (“YX4000HK” manufactured by Mitsubishi Chemical Corporation, epoxy equivalent of about 185), naphthalene type epoxy resin (Nippon Steel & Sumikin Chemical Co., Ltd. "ESN475V", epoxy equivalent 330) 15 parts, and phenoxy resin (Mitsubishi Chemical Corporation "YX7553BH30",
(樹脂ワニス4の調製)
ビキシレノール型エポキシ樹脂(三菱化学(株)製「YX4000HK」、エポキシ当量約185)5部、ビスフェノールAF型エポキシ樹脂(三菱化学(株)製「YL7760」、エポキシ当量238)5部、ナフタレン型エポキシ樹脂(新日鉄住金化学(株)製「ESN475V」、エポキシ当量330)15部、及びフェノキシ樹脂(三菱化学(株)製「YX7553BH30」、固形分30質量%のシクロヘキサノン:メチルエチルケトン(MEK)の1:1溶液)5部を、ソルベントナフサ20部及びシクロヘキサノン5部の混合溶媒に撹拌しながら加熱溶解させた。室温にまで冷却した後、活性エステル化合物(DIC(株)製「HPC−8000−65T」、重量平均分子量が約2700、活性基当量約223の不揮発分65質量%のトルエン溶液)10部、ビスフェノールAジシアネートのプレポリマー(ロンザジャパン(株)製「BA230S75」、シアネート当量約232、不揮発分75質量%のMEK溶液)20部、硬化促進剤(4−ジメチルアミノピリジン(DMAP)、固形分5質量%のMEK溶液)0.5部、硬化促進剤(東京化成(株)製、コバルト(III)アセチルアセトナート[Co(III)Ac、固形分1質量%のMEK溶液])3部、難燃剤(三光(株)製「HCA−HQ」、10−(2,5−ジヒドロキシフェニル)−10−ヒドロ−9−オキサ−10−フォスファフェナンスレン−10−オキサイド、平均粒径2μm)2部、アミノシラン系カップリング剤(信越化学工業(株)製「KBM573」)で表面処理された球状シリカ((株)アドマテックス製「SO−C2」、平均粒径0.5μm、単位表面積当たりのカーボン量0.38mg/m2)120部を混合し、高速回転ミキサーで均一に分散した後に、カートリッジフィルター(ROKITECHNO製「SHP050」)で濾過して、樹脂ワニス4を調製した。
(Preparation of resin varnish 4)
5 parts of bixylenol type epoxy resin ("YX4000HK" manufactured by Mitsubishi Chemical Corporation, epoxy equivalent of about 185), 5 parts of bisphenol AF type epoxy resin ("YL7760" manufactured by Mitsubishi Chemical Corporation, epoxy equivalent of 238), naphthalene type epoxy Resin (Nippon Steel & Sumikin Chemical Co., Ltd. “ESN475V”, epoxy equivalent 330) 15 parts, and phenoxy resin (Mitsubishi Chemical Co., Ltd. “YX7553BH30”,
(樹脂ワニス5の調製)
ビフェニル型エポキシ樹脂(日本化薬(株)製「NC3000L」、エポキシ当量288)12部、ナフタレン型エポキシ樹脂(新日鉄住金化学(株)製「ESN475V」、エポキシ当量330)8部、及びフェノキシ樹脂(三菱化学(株)製「YX7553BH30」、固形分30質量%のシクロヘキサノン:メチルエチルケトン(MEK)の1:1溶液)6部、ソルベントナフサ25部及びシクロヘキサノン5部の混合溶媒に撹拌しながら加熱溶解させた。室温にまで冷却した後、そこへ、活性エステル系硬化剤(DIC(株)製「HPC−8000−65T」、活性基当量約223、不揮発成分65質量%のトルエン溶液)22部、アミン系硬化促進剤(4−ジメチルアミノピリジン(DMAP)、固形分5質量%のMEK溶液)1部、リン系硬化促進剤(北興化学工業(株)製「TBP−DA」テトラブチルホスホニウムデカン酸塩)0.3部、ゴム粒子(ダウ・ケミカル日本(株)製、PARALOID EXL2655)2部、フェニルアミノシラン系カップリング剤(信越化学工業(株)製、「KBM573」)で表面処理された球形シリカ(平均粒径0.24μm、(株)アドマテックス製「SO−C1」、単位面積当たりのカーボン量0.36mg/m2)30部、及び、フェニルトリメトキシシラン(信越化学工業(株)製「KBM103」)で表面処理された球状シリカ(平均粒径0.1μm、電気化学工業(株)製「UFP−30」、単位表面積当たりのカーボン量0.19mg/m2)40部を混合し、高速回転ミキサーで均一に分散した後に、カートリッジフィルター(ROKITECHNO製「SHP020」)で濾過して、樹脂ワニス5を調製した。
(Preparation of resin varnish 5)
12 parts biphenyl type epoxy resin (Nippon Kayaku Co., Ltd. “NC3000L”, epoxy equivalent 288), 8 parts naphthalene type epoxy resin (“ESN475V” manufactured by Nippon Steel & Sumikin Chemical Co., Ltd., epoxy equivalent 330), and phenoxy resin ( It was heated and dissolved in a mixed solvent of “YX7553BH30” manufactured by Mitsubishi Chemical Corp., 6 parts of a cyclohexanone: methyl ethyl ketone (MEK) 1: 1 solution having a solid content of 30% by mass, 25 parts of solvent naphtha and 5 parts of cyclohexanone with stirring. . After cooling to room temperature, 22 parts of an active ester curing agent (“HPC-8000-65T” manufactured by DIC Corporation, a toluene solution having an active group equivalent of about 223 and a non-volatile component of 65% by mass), amine-based curing Accelerator (4-dimethylaminopyridine (DMAP), MEK solution having a solid content of 5 mass%), phosphorus-based curing accelerator (“TBP-DA” tetrabutylphosphonium decanoate manufactured by Hokuko Chemical Co., Ltd.) 0 .3 parts, 2 parts of rubber particles (manufactured by Dow Chemical Japan Co., Ltd., PARALOID EXL2655), spherical silica surface treated with phenylaminosilane coupling agent (manufactured by Shin-Etsu Chemical Co., Ltd., “KBM573”) (average) particle size 0.24 .mu.m, (Ltd.) Admatechs Ltd., "SO-C1," carbon content 0.36 mg / m 2) 30 parts per unit area, and phenyl Spherical silica (average particle size 0.1 μm, Denki Kagaku Kogyo Co., Ltd. “UFP-30” surface treated with Limethoxysilane (“KBM103” manufactured by Shin-Etsu Chemical Co., Ltd.), amount of carbon per unit surface area 0 .19 mg / m 2 ) 40 parts were mixed and dispersed uniformly with a high-speed rotary mixer, and then filtered through a cartridge filter (“SHP020” manufactured by ROKITETECHNO) to prepare a resin varnish 5.
(樹脂ワニス6の調製)
ビスフェノール型エポキシ樹脂(新日鉄住金化学(株)製「ZX1059」、エポキシ当量約169、ビスフェノールA型とビスフェノールF型の1:1混合品)4部、ビスフェノールAF型エポキシ樹脂(三菱化学(株)製「YL7760」、エポキシ当量238)12部、ナフタレン型エポキシ樹脂(新日鉄住金化学(株)製「ESN475V」、エポキシ当量330)4部、及びフェノキシ樹脂(三菱化学(株)製「YL7891BH30」、固形分30質量%のシクロヘキサノン:メチルエチルケトン(MEK)の1:1溶液)6部、ソルベントナフサ20部及びシクロヘキサノン5部の混合溶媒に撹拌しながら加熱溶解させた。室温にまで冷却した後、そこへ、活性エステル系硬化剤(DIC(株)製「HPC−8000−65T」、活性基当量約223、不揮発成分65質量%のトルエン溶液)24部、オリゴフェニレンエーテル・スチレン樹脂(三菱ガス化学(株)製「OPE−2St 1200」、固形分72質量%のトルエン溶液)10部、アミン系硬化促進剤(4−ジメチルアミノピリジン(DMAP)、固形分5質量%のMEK溶液)2部、イミダゾール系硬化促進剤(四国化成工業(株)製「1B2PZ」1−ベンジル−2−フェニルイミダゾール、固形分5%のMEK溶液)0.5部、アミノシラン系カップリング剤(信越化学工業(株)製「KBM573」)で表面処理された球状シリカ((株)アドマテックス製「SO−C4」、平均粒径1μm、単位表面積当たりのカーボン量0.31mg/m2)150部を混合し、高速回転ミキサーで均一に分散した後に、カートリッジフィルター(ROKITECHNO製「SHP050」)で濾過して、樹脂ワニス6を調製した。
(Preparation of resin varnish 6)
Bisphenol type epoxy resin (“ZX1059” manufactured by Nippon Steel & Sumikin Chemical Co., Ltd., epoxy equivalent of about 169, 1: 1 mixture of bisphenol A type and bisphenol F type) 4 parts, bisphenol AF type epoxy resin (manufactured by Mitsubishi Chemical Corporation) 12 parts of “YL7760”, epoxy equivalent 238), 4 parts of naphthalene type epoxy resin (“ESN475V” manufactured by Nippon Steel & Sumikin Chemical Co., Ltd., epoxy equivalent 330), and phenoxy resin (“YL7891BH30” manufactured by Mitsubishi Chemical Corporation),
(樹脂ワニス7の調製)
ビスフェノール型エポキシ樹脂(新日鉄住金化学(株)製「ZX1059」、エポキシ当量約169、ビスフェノールA型とビスフェノールF型の1:1混合品)5部、ビキシレノール型エポキシ樹脂(三菱化学(株)製「YX4000HK」、エポキシ当量約185)10部、ビフェニル型エポキシ樹脂(日本化薬(株)製「NC3000L」、エポキシ当量288)25部、及びフェノキシ樹脂(三菱化学(株)製「YX7553BH30」、固形分30質量%のシクロヘキサノン:メチルエチルケトン(MEK)の1:1溶液)20部を、ソルベントナフサ15部及びシクロヘキサノン5部の混合溶媒に撹拌しながら加熱溶解させた。室温にまで冷却した後、そこへ、トリアジン骨格含有フェノールノボラック系硬化剤(水酸基当量125、DIC(株)製「LA−7054」、固形分60%のMEK溶液)12部、ナフトール系硬化剤(新日鉄住金化学(株)製「SN−485」、水酸基当量215、固形分60%のMEK溶液)15部、ポリビニルブチラール樹脂(ガラス転移温度105℃、積水化学工業(株)製「KS−1」)の固形分15%のエタノールとトルエンの1:1の混合溶液10部、アミン系硬化促進剤(4−ジメチルアミノピリジン(DMAP)、固形分5質量%のMEK溶液)1部、イミダゾール系硬化促進剤(三菱化学(株)製「P200−H50」、固形分50質量%のプロピレングリコールモノメチルエーテル溶液)2部、ゴム粒子(ダウ・ケミカル日本(株)製、PARALOID EXL2655)2部、アミノシラン系カップリング剤(信越化学工業(株)製「KBM573」)で表面処理された球状シリカ((株)アドマテックス製「SO−C2」、平均粒径0.5μm、単位表面積当たりのカーボン量0.38mg/m2)90部を混合し、高速回転ミキサーで均一に分散した後に、カートリッジフィルター(ROKITECHNO製「SHP050」)で濾過して、樹脂ワニス7を調製した。
(Preparation of resin varnish 7)
Bisphenol type epoxy resin (“ZX1059” manufactured by Nippon Steel & Sumikin Chemical Co., Ltd., epoxy equivalent of about 169, 1: 1 mixture of bisphenol A type and bisphenol F type), 5 parts, bixylenol type epoxy resin (manufactured by Mitsubishi Chemical Corporation) “YX4000HK”, 10 parts of epoxy equivalent of about 185), 25 parts of biphenyl type epoxy resin (“NC3000L” manufactured by Nippon Kayaku Co., Ltd., epoxy equivalent of 288), and phenoxy resin (“YX7553BH30” manufactured by Mitsubishi Chemical Corporation), solid 20 parts of a cyclohexanone: methyl ethyl ketone (MEK) 1: 1 solution having a content of 30% by mass was dissolved in a mixed solvent of 15 parts of solvent naphtha and 5 parts of cyclohexanone with stirring. After cooling to room temperature, 12 parts of a triazine skeleton-containing phenol novolac curing agent (hydroxyl equivalent 125, “LA-7054 manufactured by DIC Corporation, MEK solution with a solid content of 60%) 12 parts, naphthol curing agent ( “SN-485” manufactured by Nippon Steel & Sumikin Chemical Co., Ltd., 15 parts of MEK solution having a hydroxyl equivalent weight of 215 and a solid content of 60%, polyvinyl butyral resin (glass transition temperature of 105 ° C., “KS-1” manufactured by Sekisui Chemical Co., Ltd.) ) 10 parts of a 1: 1 mixed solution of ethanol and toluene with a solid content of 15%, 1 part of an amine curing accelerator (4-dimethylaminopyridine (DMAP), MEK solution with a solid content of 5% by mass), imidazole-based curing Accelerator (Mitsubishi Chemical Corporation “P200-H50”, 50 mass% solid content propylene glycol monomethyl ether solution) 2 parts, rubber particles (Dow Chemi 2 parts manufactured by Le Nippon Co., Ltd., PARALOID EXL2655), spherical silica surface-treated with an aminosilane coupling agent (“KBM573” manufactured by Shin-Etsu Chemical Co., Ltd.) (“SO-C2” manufactured by Admatechs Co., Ltd.) 90 parts of an average particle size of 0.5 μm and carbon amount per unit surface area of 0.38 mg / m 2 ) are mixed and dispersed uniformly with a high-speed rotary mixer, and then filtered with a cartridge filter (“SHP050” manufactured by ROKITECHNO) Resin varnish 7 was prepared.
(樹脂ワニス8の調製)
ビスフェノール型エポキシ樹脂(新日鉄住金化学(株)製「ZX1059」、エポキシ当量約169、ビスフェノールA型とビスフェノールF型の1:1混合品)5部、ビキシレノール型エポキシ樹脂(三菱化学(株)製「YX4000HK」、エポキシ当量約185)5部、ビフェニル型エポキシ樹脂(日本化薬(株)製「NC3000L」、エポキシ当量288)12部、ナフタレン型エポキシ樹脂(DIC(株)製「HP−4710」、エポキシ当量約170)5部、及びフェノキシ樹脂(三菱化学(株)製「YX7553BH30」、固形分30質量%のシクロヘキサノン:メチルエチルケトン(MEK)の1:1溶液)10部を、ソルベントナフサ20部及びシクロヘキサノン10部の混合溶媒に撹拌しながら加熱溶解させた。室温にまで冷却した後、そこへ、トリアジン骨格含有フェノールノボラック系硬化剤(水酸基当量125、DIC(株)製「LA−7054」、固形分60%のMEK溶液)10部、ナフトール系硬化剤(新日鉄住金化学(株)製「SN−485」、水酸基当量215、固形分60%のMEK溶液)10部、イミダゾール系硬化促進剤(四国化成工業(株)製「1B2PZ」1−ベンジル−2−フェニルイミダゾール、固形分5%のMEK溶液)0.5部、難燃剤(三光(株)製「HCA−HQ」、10−(2,5−ジヒドロキシフェニル)−10−ヒドロ−9−オキサ−10−フォスファフェナンスレン−10−オキサイド、平均粒径2μm)3部、アミノシラン系カップリング剤(信越化学工業(株)製「KBM573」)で表面処理された球状シリカ((株)アドマテックス製「SO−C4」、平均粒径1μm、単位表面積当たりのカーボン量0.31mg/m2)120部、及び、フェニルアミノシラン系カップリング剤(信越化学工業(株)製、「KBM573」)で表面処理された球状アルミナ(電気化学工業(株)製「DAW−01」、平均粒径1.5μm、単位表面積当たりのカーボン量0.1mg/m2)60部を混合し、高速回転ミキサーで均一に分散した後に、カートリッジフィルター(ROKITECHNO製「SHP050」)で濾過して、樹脂ワニス8を調製した。
(Preparation of resin varnish 8)
Bisphenol type epoxy resin (“ZX1059” manufactured by Nippon Steel & Sumikin Chemical Co., Ltd., epoxy equivalent of about 169, 1: 1 mixture of bisphenol A type and bisphenol F type), 5 parts, bixylenol type epoxy resin (manufactured by Mitsubishi Chemical Corporation) “YX4000HK”, epoxy equivalent of about 185) 5 parts, biphenyl type epoxy resin (“NC3000L” manufactured by Nippon Kayaku Co., Ltd., epoxy equivalent 288) 12 parts, naphthalene type epoxy resin (“HP-4710” manufactured by DIC Corporation) 5 parts of an epoxy equivalent of about 170) and 10 parts of phenoxy resin (“YX7553BH30” manufactured by Mitsubishi Chemical Corporation, 1: 1 solution of cyclohexanone: methyl ethyl ketone (MEK) having a solid content of 30% by mass), 20 parts of solvent naphtha and The mixture was dissolved in 10 parts of cyclohexanone by heating with stirring. After cooling to room temperature, 10 parts of a triazine skeleton-containing phenol novolac curing agent (hydroxyl equivalent 125, “LA-7054” manufactured by DIC Corporation, MEK solution with a solid content of 60%), naphthol curing agent ( “SN-485” manufactured by Nippon Steel & Sumikin Chemical Co., Ltd., 10 parts of a MEK solution having a hydroxyl equivalent weight of 215 and a solid content of 60%, an imidazole curing accelerator (“1B2PZ” 1-benzyl-2-2, manufactured by Shikoku Kasei Kogyo Co., Ltd.) Phenylimidazole, 0.5% solid content MEK solution) 0.5 part, flame retardant (“HCA-HQ” manufactured by Sanko Co., Ltd.), 10- (2,5-dihydroxyphenyl) -10-hydro-9-oxa-10 -Phosphophenanthrene-10-oxide, average particle size 2 μm) 3 parts, surface treated with aminosilane coupling agent (“KBM573” manufactured by Shin-Etsu Chemical Co., Ltd.) Spherical silica (Co. Admatechs Ltd., "SO-C4", average particle size 1 [mu] m, the carbon amount 0.31 mg / m 2 per unit surface area) 120 parts, and, phenylamino silane coupling agent (Shin-Etsu Chemical ( Co., Ltd., “KBM573”) spherical alumina (“DAW-01” manufactured by Denki Kagaku Kogyo Co., Ltd., average particle size 1.5 μm, carbon amount per unit surface area 0.1 mg / m 2 ) 60 The parts were mixed and uniformly dispersed with a high-speed rotary mixer, and then filtered through a cartridge filter (“SHP050” manufactured by ROKITECHNO) to prepare a resin varnish 8.
各樹脂ワニスの作製に用いた材料とその配合量(不揮発分の質量部)を下記表に示した。 The materials used for the production of each resin varnish and the blending amount (mass part of non-volatile content) are shown in the following table.
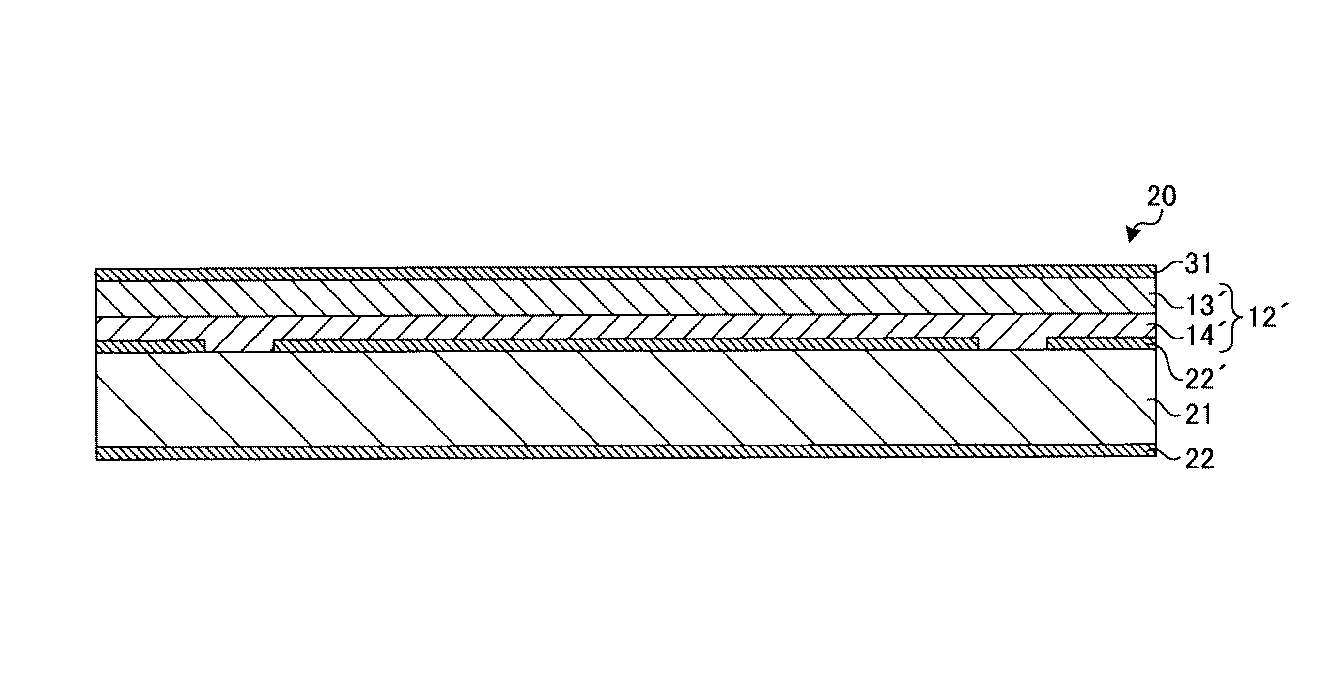
<実施例1:支持体付き樹脂シート1の作製>
支持体として、アルキド樹脂系離型剤(リンテック(株)製「AL−5」)で離型処理したPETフィルム(東レ(株)製「ルミラーR80」、厚み38μm、軟化点130℃、「離型PET」)を用意した。
<Example 1: Production of resin sheet 1 with support>
As a support, a PET film (“Lumirror R80” manufactured by Toray Industries, Inc.) having a release treatment with an alkyd resin release agent (“AL-5” manufactured by Lintec Corporation), a thickness of 38 μm, a softening point of 130 ° C. Type PET ").
樹脂ワニス1を離型PET上に、乾燥後の第1の樹脂組成物層の厚みが3μmになるよう、ダイコーターにて均一に塗布し、80℃から160℃で5分間乾燥することにより、離型PET上に第1の樹脂組成物層を得た。次いで、第1の樹脂組成物層の上に樹脂ワニス2を、乾燥後に第1の樹脂組成物層と合わせた厚みが40μmとなるように塗布し、70℃〜110℃(平均95℃)にて5分間乾燥させ、2層の樹脂組成物層(樹脂シート)を形成した。次いで、樹脂シートの支持体と接合していない面(すなわち第2の樹脂組成物層の第1の樹脂組成物層と接合していない面)に、保護フィルムとしてポリプロピレンフィルム(王子エフテックス(株)製「アルファンMA−411」、厚み15μm)の粗面を、第2の樹脂組成物層と接合するように積層した。これにより、支持体、第1の樹脂組成物層(樹脂ワニス1由来)、第2の樹脂組成物層(樹脂ワニス2由来)、及び保護フィルムの順からなる支持体付き樹脂シート1を得た。 By uniformly applying the resin varnish 1 on the release PET with a die coater so that the thickness of the first resin composition layer after drying is 3 μm, and drying at 80 ° C. to 160 ° C. for 5 minutes, A first resin composition layer was obtained on the release PET. Next, the resin varnish 2 is applied on the first resin composition layer so that the thickness combined with the first resin composition layer after drying is 40 μm, and is adjusted to 70 ° C. to 110 ° C. (average 95 ° C.). And dried for 5 minutes to form two resin composition layers (resin sheets). Next, a polypropylene film (Oji F-Tex Co., Ltd.) is used as a protective film on the surface of the resin sheet that is not bonded to the support (that is, the surface of the second resin composition layer that is not bonded to the first resin composition layer). The rough surface of “Alphan MA-411” (thickness: 15 μm) was laminated so as to be bonded to the second resin composition layer. Thereby, the resin sheet 1 with a support body which consists of a support body, the 1st resin composition layer (resin varnish 1 origin), the 2nd resin composition layer (resin varnish 2 origin), and the order of a protective film was obtained. .
<実施例2:支持体付き樹脂シート2の作製>
実施例1において、樹脂ワニス1に代えて樹脂ワニス3を、樹脂ワニス2に代えて樹脂ワニス4を使用した以外は、実施例1と同様にして支持体付き樹脂シート2を得た。
<Example 2: Production of resin sheet 2 with support>
A resin sheet 2 with a support was obtained in the same manner as in Example 1, except that the resin varnish 3 was used instead of the resin varnish 1 and the resin varnish 4 was used instead of the resin varnish 2.
<実施例3:支持体付き樹脂シート3の作製>
実施例1において、樹脂ワニス1に代えて樹脂ワニス5を、樹脂ワニス2に代えて樹脂ワニス6を使用した以外は、実施例1と同様にして支持体付き樹脂シート3を得た。
<Example 3: Production of resin sheet 3 with support>
A resin sheet 3 with a support was obtained in the same manner as in Example 1 except that the resin varnish 5 was used instead of the resin varnish 1 and the resin varnish 6 was used instead of the resin varnish 2.
<比較例1:支持体付き樹脂シート4の作製>
実施例1において、樹脂ワニス1に代えて樹脂ワニス7を使用した以外は、実施例1と同様にして支持体付き樹脂シート4を得た。
<Comparative Example 1: Production of resin sheet 4 with support>
In Example 1, a resin sheet 4 with a support was obtained in the same manner as in Example 1 except that the resin varnish 7 was used instead of the resin varnish 1.
<比較例2:支持体付き樹脂シート5の作製>
実施例1において、樹脂ワニス2に代えて樹脂ワニス6を使用した以外は、実施例1と同様にして支持体付き樹脂シート5を得た。
<Comparative Example 2: Production of resin sheet 5 with support>
A resin sheet 5 with a support was obtained in the same manner as in Example 1 except that the resin varnish 6 was used instead of the resin varnish 2 in Example 1.
<比較例3:支持体付き樹脂シート6の作製>
実施例1において、樹脂ワニス1に代えて樹脂ワニス7を、樹脂ワニス2に代えて樹脂ワニス8を使用した以外は、実施例1と同様にして支持体付き樹脂シート6を得た。
<Comparative Example 3: Production of Resin Sheet 6 with Support>
In Example 1, a resin sheet 6 with a support was obtained in the same manner as in Example 1 except that the resin varnish 7 was used instead of the resin varnish 1 and the resin varnish 8 was used instead of the resin varnish 2.
<比較例4:支持体付き樹脂シート7の作製>
実施例1において、樹脂ワニス2に代えて樹脂ワニス8を使用した以外は、実施例1と同様にして支持体付き樹脂シート7を得た。
<Comparative Example 4: Production of Resin Sheet 7 with Support>
In Example 1, except that the resin varnish 8 was used in place of the resin varnish 2, a resin sheet 7 with a support was obtained in the same manner as in Example 1.
<各樹脂組成物の硬化物の作製>
支持体として、硬化物作製用の離型PETフィルム(リンテック(株)製「501010」、厚み38μm、240mm角)を用意した。
<Preparation of cured product of each resin composition>
As a support, a release PET film (“501010” manufactured by Lintec Corporation, thickness 38 μm, 240 mm square) for preparing a cured product was prepared.
各樹脂ワニス1〜8を該離型PETフィルム上に、乾燥後の樹脂組成物層の厚みが35μmになるよう、ダイコーターにて均一に塗布し、70℃から110℃で5分間乾燥することにより、離型PETフィルム上に樹脂組成物層を得た。 Each resin varnish 1-8 is uniformly coated on the release PET film with a die coater so that the thickness of the resin composition layer after drying is 35 μm, and dried at 70 to 110 ° C. for 5 minutes. Thus, a resin composition layer was obtained on the release PET film.
その樹脂組成物層付離型PETフィルムを、樹脂組成物層/離型PETフィルム/ガラス布基材エポキシ樹脂両面銅張積層板(松下電工(株)製「R5715ES」、厚み0.7mm、255mm角)の構成になるように、ガラス布基材エポキシ樹脂両面銅張積層板上に設置し、該フィルムの四辺をポリイミド接着テープ(幅10mm)で固定した。
The release PET film with a resin composition layer was made into a resin composition layer / release PET film / glass cloth base epoxy resin double-sided copper-clad laminate (“R5715ES” manufactured by Matsushita Electric Works, Ltd., thickness 0.7 mm, 255 mm). (Corner) was placed on a glass cloth base epoxy resin double-sided copper-clad laminate, and the four sides of the film were fixed with a polyimide adhesive tape (
次いで、200℃で90分間の硬化条件で熱硬化させた。熱硬化後、ポリイミド接着テープを剥がし、樹脂組成物層付離型PETフィルムをガラス布基材エポキシ樹脂両面銅張積層板から取り外した。更に樹脂シートが積層されていた離型PETフィルム(リンテック(株)製「501010」)を剥離して、シート状の硬化物を得た。 Subsequently, it was heat-cured at 200 ° C. for 90 minutes. After thermosetting, the polyimide adhesive tape was peeled off, and the release PET film with a resin composition layer was removed from the glass cloth base epoxy resin double-sided copper-clad laminate. Further, the release PET film (“501010” manufactured by Lintec Corporation) on which the resin sheet was laminated was peeled off to obtain a sheet-like cured product.
(各硬化物の誘電率及び誘電正接の測定)
各硬化物を、幅2mm、長さ80mmの試験片に切断し、該試験片について、アジレントテクノロジーズ社製「HP8362B」を用いて、空洞共振摂動法により測定周波数5.8GHz、測定温度23℃にて誘電率(Dk)及び誘電正接(Df)を測定した。3本の試験片について測定を行い、平均値を算出し、結果を下記表に示した。また、このように算出した誘電正接をもとに、実施例及び比較例の支持体付き樹脂シートにおける第1及び第2の熱硬化物の誘電正接の差を算出し、結果を下記表に示した。
(Measurement of dielectric constant and dielectric loss tangent of each cured product)
Each cured product was cut into a test piece having a width of 2 mm and a length of 80 mm, and the test piece was set to a measurement frequency of 5.8 GHz and a measurement temperature of 23 ° C. by a cavity resonance perturbation method using “HP8362B” manufactured by Agilent Technologies. The dielectric constant (Dk) and dielectric loss tangent (Df) were measured. Three test pieces were measured, the average value was calculated, and the results are shown in the following table. Also, based on the calculated dielectric loss tangent, the difference between the dielectric tangents of the first and second thermosets in the resin sheets with support of Examples and Comparative Examples was calculated, and the results are shown in the table below. It was.
<評価試験>
1.高周波伝送損失測定の評価
図15は、ストリップライン伝送線路評価基板の模式的な断面図である。実施例及び比較例で作製した支持体付き樹脂シートを用いて、以下の手順に沿って、図15の構成のストリップライン伝送線路評価基板を作製し、高周波伝送損失測定を評価した。
<Evaluation test>
1. Evaluation of High Frequency Transmission Loss Measurement FIG. 15 is a schematic cross-sectional view of a stripline transmission line evaluation board. A stripline transmission line evaluation board having the configuration shown in FIG. 15 was produced according to the following procedure using the resin sheets with a support produced in Examples and Comparative Examples, and high-frequency transmission loss measurement was evaluated.
(1)内層回路基板の下地処理
内層回路基板として、スルーホールが形成された回路導体(銅)を両面に有するガラス布基材エポキシ樹脂両面銅張積層板(銅箔の厚さ18μm、基板の厚さ0.6mm、日立化成(株)製「MCL−M−679FGS」)を用意した。
(1) Ground treatment of inner layer circuit board As an inner layer circuit board, a glass cloth base epoxy resin double-sided copper-clad laminate (copper foil thickness 18 μm, having a circuit conductor (copper) with through holes formed on both sides, A thickness of 0.6 mm, “MCL-M-679FGS” manufactured by Hitachi Chemical Co., Ltd.) was prepared.
(2)支持体付き樹脂シートのラミネート
実施例及び比較例で作製した各支持体付き樹脂シートを、バッチ式真空加圧ラミネーター(ニッコー・マテリアルズ(株)製、2ステージビルドアップラミネーター、CVP700)を用いて、第2の樹脂組成物層が内層回路基板と接合するように、内層回路基板の両面にラミネートした。ラミネートは、30秒間減圧して気圧を13hPa以下とし、100℃、圧力0.74MPaにて30秒間圧着させることにより実施した。次いで、100℃、圧力0.5MPaにて60秒間熱プレスを行った。
(2) Lamination of resin sheet with support The batch-type vacuum pressure laminator (manufactured by Nikko Materials Co., Ltd., two-stage buildup laminator, CVP700) was prepared for each resin sheet with a support prepared in Examples and Comparative Examples. Was laminated on both surfaces of the inner circuit board so that the second resin composition layer was bonded to the inner circuit board. Lamination was performed by reducing the pressure for 30 seconds to a pressure of 13 hPa or less, and pressing the film at 100 ° C. and a pressure of 0.74 MPa for 30 seconds. Next, hot pressing was performed at 100 ° C. and a pressure of 0.5 MPa for 60 seconds.
(3)樹脂組成物層の熱硬化
支持体付き樹脂シートがラミネートされた内層回路基板を、100℃の温度条件で、100℃のオーブンに投入後30分間、次いで175℃の温度条件で、175℃のオーブンに移し替えた後30分間、熱硬化して絶縁層を形成した。
(3) Thermosetting of resin composition layer The inner layer circuit board on which the resin sheet with the support is laminated is placed in a 100 ° C. oven at 100 ° C. for 30 minutes, and then at 175 ° C. for 175 ° C. After being transferred to an oven at 0 ° C., the insulating layer was formed by thermosetting for 30 minutes.
(4)デスミア処理を行う工程
絶縁層が形成された回路基板から支持体を剥離し、デスミア処理を行った。なお、デスミア処理としては、下記の湿式デスミア処理を実施した。
(4) Process of performing desmear process The support body was peeled from the circuit board in which the insulating layer was formed, and the desmear process was performed. In addition, as a desmear process, the following wet desmear process was implemented.
湿式デスミア処理:
膨潤液(アトテックジャパン(株)製「スウェリングディップ・セキュリガントP」、ジエチレングリコールモノブチルエーテル及び水酸化ナトリウムの水溶液)に60℃で5分間、次いで酸化剤溶液(アトテックジャパン(株)製「コンセントレート・コンパクトCP」、過マンガン酸カリウム濃度約6%、水酸化ナトリウム濃度約4%の水溶液)に80℃で20分間、最後に中和液(アトテックジャパン(株)製「リダクションソリューション・セキュリガントP」、硫酸水溶液)に40℃で5分間、浸漬した後、80℃で15分間乾燥した。
Wet desmear treatment:
Swelling solution (“Swelling Dip Securigant P” manufactured by Atotech Japan Co., Ltd., diethylene glycol monobutyl ether and sodium hydroxide aqueous solution) at 60 ° C. for 5 minutes, and then an oxidant solution (“Concentrate” manufactured by Atotech Japan Co., Ltd.)・ Compact CP ”, aqueous solution with potassium permanganate concentration of about 6% and sodium hydroxide concentration of about 4%) at 80 ° C. for 20 minutes, and finally neutralization solution (“ Reduction Solution Securigant P manufactured by Atotech Japan Co., Ltd.) ”, Immersed in sulfuric acid aqueous solution) at 40 ° C. for 5 minutes, and then dried at 80 ° C. for 15 minutes.
(5)導体層を形成する工程
(5−1)無電解めっき工程
上記回路基板の表面に導体層を形成するため、下記1〜6の工程を含むめっき工程(アトテックジャパン(株)製の薬液を使用した銅めっき工程)を行って、狙い厚みが18μmである導体層を形成した。
(5) Step of forming conductor layer (5-1) Electroless plating step In order to form a conductor layer on the surface of the circuit board, a plating step including the following steps 1 to 6 (chemical solution manufactured by Atotech Japan Co., Ltd.) A copper plating step using the above was performed to form a conductor layer having a target thickness of 18 μm.
1.アルカリクリーニング(絶縁層の表面の洗浄と電荷調整)
Cleaning Cleaner Securiganth 902(商品名)を用いて60℃で5分間洗浄した。
2.ソフトエッチング
硫酸酸性ペルオキソ二硫酸ナトリウム水溶液を用いて、30℃で1分間処理した。
3.プレディップ(Pd付与のための絶縁層の表面の電荷の調整)
Pre. Dip Neoganth B(商品名)を用い、室温で1分間処理した。
4.アクティヴェーター付与(絶縁層の表面へのPdの付与)
Activator Neoganth 834(商品名)を用い、35℃で5分間処理した。
5.還元(絶縁層に付与されたPdを還元)
Reducer Neoganth WA(商品名)とReducer Acceralator 810 mod.(商品名)との混合液を用い、30℃で5分間処理した。
6.無電解銅めっき工程(Cuを絶縁層の表面(Pd表面)に析出)
Basic Solution Printganth MSK−DK(商品名)と、Copper solution Printganth MSK(商品名)と、Stabilizer Printganth MSK−DK(商品名)と、Reducer Cu(商品名)との混合液を用いて、35℃で20分間処理した。形成された無電解銅めっき層の厚さは0.8μmであった。
1. Alkali cleaning (insulating layer surface cleaning and charge adjustment)
Washing was performed at 60 ° C. for 5 minutes using a Cleaning Cleaner Security 902 (trade name).
2. Soft etching It processed for 1 minute at 30 degreeC using the sulfuric acid acidic sodium peroxodisulfate aqueous solution.
3. Pre-dip (adjustment of surface charge of insulating layer for Pd application)
Pre. Using Dip Neoganth B (trade name), it was treated at room temperature for 1 minute.
4). Activator application (Pd application to the surface of the insulating layer)
Using Activator Neoganth 834 (trade name), it was treated at 35 ° C. for 5 minutes.
5. Reduction (reduction of Pd applied to the insulating layer)
Reducer Neoganth WA (trade name) and Reducer Accelerator 810 mod. Using a mixed solution with (trade name), it was treated at 30 ° C. for 5 minutes.
6). Electroless copper plating process (Cu is deposited on the surface of the insulating layer (Pd surface))
Using a mixture of Basic Solution Print MSK-DK (trade name), Copper solution Print MS MS (trade name), Stabilizer Printganth MSK-DK (trade name), and Reducer Cu (trade name) at 35 ° C. Treated for 20 minutes. The thickness of the formed electroless copper plating layer was 0.8 μm.
(5−2)ドライフィルムパターンの形成
次いで、形成された無電解銅めっき層に、ドライフィルム(日立化成(株)製、「RD1225」を積層し、大日本スクリーン製造製の露光機「LI9500」による露光(露光量15mJ/cm2)、現像(1%Na2CO3水溶液、30℃、40s、スプレー圧0.15MPa)により、ドライフィルムパターンを形成した。
(5-2) Formation of Dry Film Pattern Next, a dry film (made by Hitachi Chemical Co., Ltd., “RD1225” is laminated on the formed electroless copper plating layer, and an exposure machine “LI9500” made by Dainippon Screen Manufacturing Co., Ltd. A dry film pattern was formed by exposure (exposure 15 mJ / cm 2 ) and development (1% Na 2 CO 3 aqueous solution, 30 ° C., 40 s, spray pressure 0.15 MPa).
(5−3)電解めっき工程
次いで、奥野製薬工業(株)製の薬液「トップルチナα」を使用して、電解銅めっき工程を行った。その後、ドライフィルムパターンを1%NaOH水溶液で剥離し、奥野製薬工業(株)製のエッチング液「OPC−HR ソフトエッチP」による不要な無電解銅めっき層を除去した。次に、アニール処理を190℃にて90分間行い、導体層を絶縁層上に形成した。
(5-3) Electrolytic Plating Step Next, an electrolytic copper plating step was performed using a chemical solution “Top Lucina α” manufactured by Okuno Pharmaceutical Co., Ltd. Thereafter, the dry film pattern was peeled off with a 1% NaOH aqueous solution, and an unnecessary electroless copper plating layer was removed by an etching solution “OPC-HR Soft Etch P” manufactured by Okuno Pharmaceutical Co., Ltd. Next, annealing was performed at 190 ° C. for 90 minutes, and a conductor layer was formed on the insulating layer.
(6)支持体付き樹脂シートのラミネート
上記基板を10%硫酸水溶液で30秒浸漬させ、130℃で15分乾燥させたのちに、実施例及び比較例で作製した各支持体付き樹脂シートを、(2)の支持体付き樹脂シートのラミネートと同様の方法で積層した。
(6) Lamination of resin sheet with support After the substrate is immersed in a 10% sulfuric acid aqueous solution for 30 seconds and dried at 130 ° C. for 15 minutes, each resin sheet with a support prepared in Examples and Comparative Examples is It laminated | stacked by the method similar to the lamination of the resin sheet with a support body of (2).
(7)樹脂組成物層の熱硬化
支持体付き樹脂シートがラミネートされた内層回路基板を、100℃の温度条件で、100℃のオーブンに投入後30分間、次いで175℃の温度条件で、175℃のオーブンに移し替えた後30分間、熱硬化して絶縁層を形成した。
(7) Thermosetting of resin composition layer The inner layer circuit board on which the resin sheet with the support is laminated is placed in a 100 ° C. oven at 100 ° C. for 30 minutes, and then at 175 ° C. for 175 ° C. After being transferred to an oven at 0 ° C., the insulating layer was formed by thermosetting for 30 minutes.
(8)ビアホールの形成
絶縁層及び支持体の上方から、三菱電機(株)製CO2レーザー加工機「605GTWIII(−P)」を使用して、支持体の上方からレーザーを照射して、格子パターンの導体上の絶縁層にトップ径(70μm)のビアホールを形成した。レーザーの照射条件は、マスク径が2.5mmであり、パルス幅が16μsであり、エネルギーが0.39mJ/ショットであり、ショット数が2であり、バーストモード(10kHz)で行った。
(8) Formation of via hole From the upper side of the insulating layer and the support, using a CO 2 laser processing machine “605GTWIII (-P)” manufactured by Mitsubishi Electric Corporation, the laser is irradiated from above the support to A via hole having a top diameter (70 μm) was formed in the insulating layer on the conductor of the pattern. The laser irradiation conditions were a mask diameter of 2.5 mm, a pulse width of 16 μs, an energy of 0.39 mJ / shot, a shot number of 2, and a burst mode (10 kHz).
(9)デスミア処理を行う工程
ビアホールが設けられた回路基板から支持体を剥離し、(4)と同様な方法でデスミア処理を行った。
(9) Process of performing desmear process The support body was peeled from the circuit board provided with the via hole, and the desmear process was performed by the method similar to (4).
(10)導体層を形成する工程
(5)導体層を形成する工程と同様の方法にて、狙い厚みが18μmである導体層を形成した。なお、ソフトエッチングはビアホール内の洗浄ために行った。
(10) Step of forming conductor layer (5) A conductor layer having a target thickness of 18 μm was formed by the same method as the step of forming the conductor layer. Soft etching was performed to clean the via hole.
(11)ソルダーレジストを形成する工程
太陽インキ製造(株)製のソルダーレジスト「PFR−800 AUS410」を積層し、大日本スクリーン製造(株)製の露光機「LI9500」による露光(露光量150mJ/cm2)、現像(1%Na2CO3水溶液、30℃、80s、スプレー圧0.15MPa)により、ソルダーレジストを形成した。
(11) Step of forming a solder resist A solder resist “PFR-800 AUS410” manufactured by Taiyo Ink Manufacturing Co., Ltd. is laminated and exposed by an exposure machine “LI9500” manufactured by Dainippon Screen Manufacturing Co., Ltd. (exposure 150 mJ / cm 2 ) and development (1% Na 2 CO 3 aqueous solution, 30 ° C., 80 s, spray pressure 0.15 MPa), a solder resist was formed.
(導体層間の絶縁層の厚みの測定)
ストリップライン伝送線路評価基板(以下、評価用基板ともいう)をFIB−SEM複合装置(SIIナノテクノロジー(株)製「SMI3050SE」)を用いて、断面観察を行った。詳細には、導体層の表面に垂直な方向における断面をFIB(集束イオンビーム)により削り出し、断面SEM画像から、導体層間の絶縁層の厚みを測定した。各サンプルにつき、無作為に選んだ5箇所の断面SEM画像を観察し、その平均値を導体層間の絶縁層の厚みとした。
(Measurement of insulation layer thickness between conductor layers)
The cross-section of the stripline transmission line evaluation substrate (hereinafter also referred to as an evaluation substrate) was observed using a FIB-SEM composite device (“SMI3050SE” manufactured by SII Nanotechnology Co., Ltd.). Specifically, the cross section in the direction perpendicular to the surface of the conductor layer was cut out by FIB (focused ion beam), and the thickness of the insulating layer between the conductor layers was measured from the cross-sectional SEM image. For each sample, five cross-sectional SEM images selected at random were observed, and the average value was taken as the thickness of the insulating layer between the conductor layers.
(高周波伝送損失測定)
作製された3つの評価用基板を使用し、インピーダンス50Ω設定、34mmの配線長に対して、
VNA(Agilent technology PNA−X):10MHz〜50GHz、
TDR/TDT system(Tektronix DSA8200):Characteristic impedance/eye−pattern
を使用して、高周波伝送損失測定を行った。
(High-frequency transmission loss measurement)
Using the three evaluation substrates that were produced, for an impedance of 50Ω setting and a wiring length of 34 mm,
VNA (Agilent technology PNA-X): 10 MHz to 50 GHz,
TDR / TDT system (Tektronix DSA8200): Characteristic impedance / eye-pattern
Was used to measure high-frequency transmission loss.
下記表には、30GHzにおけるインサーションロス値(dB)3点を記載し、その平均値、標準偏差、及びインサーションロスのcv値を示した。インサーションロスのcv値とは、(インサーションロスの標準偏差/インサーションロスの平均値)×100により求めたものをいう。 In the following table, three insertion loss values (dB) at 30 GHz are described, and the average value, standard deviation, and insertion loss cv value are shown. The cv value of the insertion loss means a value obtained by (standard deviation of insertion loss / average value of insertion loss) × 100.
10 支持体付き樹脂シート
11 支持体
12 樹脂シート
12’ 絶縁層
12’’ 第2の絶縁層
13 第1の樹脂組成物層
13’ 熱硬化した第1の樹脂組成物層
14 第2の樹脂組成物層
14’ 熱硬化した第2の樹脂組成物層
20 配線層付き基材
21 基材
22 配線層
22’ パターニングされた配線層
30 導体層
30’ 導体層
31 めっきシード層
32 電界めっき層
40 マスクパターン
50 ビアホール
51 フィルドビア
60 ソルダーレジスト膜
DESCRIPTION OF
Claims (10)
樹脂シートは、支持体側に設けられた、第1の樹脂組成物により形成される第1の樹脂組成物層と、
支持体側とは反対側に設けられた、第2の樹脂組成物により形成される第2の樹脂組成物層と、を有し、
第1の樹脂組成物及び第2の樹脂組成物の組成はそれぞれ相違し、
第1の樹脂組成物を200℃で90分間熱硬化させて得られる第1の熱硬化物、及び第2の樹脂組成物を200℃で90分間熱硬化させて得られる第2の熱硬化物の、23℃における5.8GHzでの誘電率が共に3.6以下であり、
第1及び第2の熱硬化物の23℃における5.8GHzでの誘電正接が共に0.01以下であり、
第1及び第2の熱硬化物の誘電正接の差が0.005以下であることを特徴とする、支持体付き樹脂シート。 A resin sheet with a support comprising a support and a resin sheet provided on the support,
The resin sheet is provided on the support side, the first resin composition layer formed of the first resin composition,
A second resin composition layer formed by the second resin composition provided on the side opposite to the support side,
The compositions of the first resin composition and the second resin composition are different from each other,
A first thermoset obtained by thermosetting the first resin composition at 200 ° C. for 90 minutes, and a second thermoset obtained by thermosetting the second resin composition at 200 ° C. for 90 minutes Both of which have a dielectric constant at 5.8 GHz at 23 ° C. of 3.6 or less,
The dielectric loss tangent at 5.8 GHz at 23 ° C. of the first and second thermosets is both 0.01 or less,
The resin sheet with a support, wherein the difference in dielectric loss tangent between the first and second thermosets is 0.005 or less.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016034435A JP6728760B2 (en) | 2016-02-25 | 2016-02-25 | Resin sheet with support |
| TW106103497A TWI726988B (en) | 2016-02-25 | 2017-02-02 | Resin sheet with support |
| CN201710092385.2A CN107118515B (en) | 2016-02-25 | 2017-02-21 | Resin sheet with support |
| KR1020170023675A KR102656740B1 (en) | 2016-02-25 | 2017-02-22 | Resin sheet with support |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016034435A JP6728760B2 (en) | 2016-02-25 | 2016-02-25 | Resin sheet with support |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017149861A true JP2017149861A (en) | 2017-08-31 |
| JP6728760B2 JP6728760B2 (en) | 2020-07-22 |
Family
ID=59717178
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016034435A Active JP6728760B2 (en) | 2016-02-25 | 2016-02-25 | Resin sheet with support |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP6728760B2 (en) |
| KR (1) | KR102656740B1 (en) |
| CN (1) | CN107118515B (en) |
| TW (1) | TWI726988B (en) |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018164259A1 (en) * | 2017-03-10 | 2018-09-13 | 積水化学工業株式会社 | Resin material, laminated film, and multilayer printed circuit board |
| JP2019157027A (en) * | 2018-03-15 | 2019-09-19 | 日立化成株式会社 | Thermosetting resin composition, resin film for interlayer insulation, composite film, printed wiring board and method for producing the same |
| JP2019167428A (en) * | 2018-03-22 | 2019-10-03 | 味の素株式会社 | Resin composition |
| JP2020082351A (en) * | 2018-11-14 | 2020-06-04 | 味の素株式会社 | Resin sheet with support and resin composition layer |
| JP2020094089A (en) * | 2018-12-10 | 2020-06-18 | 積水化学工業株式会社 | Resin material and multilayer printed wiring board |
| JP2021028699A (en) * | 2019-08-09 | 2021-02-25 | 味の素株式会社 | Photosensitive resin composition, cured product of photosensitive resin composition, resin sheet, printed wiring board, and semiconductor device |
| JP2021163767A (en) * | 2020-03-30 | 2021-10-11 | 味の素株式会社 | Method for manufacturing printed wiring board |
| WO2022196617A1 (en) * | 2021-03-17 | 2022-09-22 | Agc株式会社 | Metal-clad laminate and wiring board |
| JP7552315B2 (en) | 2020-12-07 | 2024-09-18 | 味の素株式会社 | Method for manufacturing printed wiring board |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021108955A1 (en) * | 2019-12-02 | 2021-06-10 | 中国科学院深圳先进技术研究院 | High frequency low-loss insulating adhesive film material and preparation method therefor |
| JP2024010578A (en) * | 2022-07-12 | 2024-01-24 | 富士フイルムビジネスイノベーション株式会社 | Image forming device resin belt, fixing belt, fixing device, and image forming device |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004200668A (en) * | 2002-12-03 | 2004-07-15 | Sanyo Electric Co Ltd | Semiconductor device, method of manufacturing the same, and sheet-like wiring member |
| US20040140551A1 (en) * | 2002-12-03 | 2004-07-22 | Ryosuke Usui | Semiconductor device, method for manufacturing same and thin plate interconnect line member |
| JP2013077590A (en) * | 2011-09-29 | 2013-04-25 | Tamura Seisakusho Co Ltd | Resin film for interlayer insulation and build-up wiring board |
| JP2014013854A (en) * | 2012-07-05 | 2014-01-23 | Ajinomoto Co Inc | Resin sheet with support body |
| JP2014069405A (en) * | 2012-09-28 | 2014-04-21 | Ajinomoto Co Inc | Support-containing prepolymer sheet |
| JP2015150885A (en) * | 2014-02-19 | 2015-08-24 | 味の素株式会社 | Resin sheet with support |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4825286B2 (en) * | 2009-08-07 | 2011-11-30 | ナミックス株式会社 | Manufacturing method of multilayer wiring board |
| JP6044139B2 (en) | 2012-07-06 | 2016-12-14 | 味の素株式会社 | Insulating resin sheet |
| KR102339434B1 (en) * | 2013-10-03 | 2021-12-14 | 주식회사 쿠라레 | Thermoplastic liquid crystal polymer film, circuit board, and methods respectively for manufacturing said film and said circuit board |
| JP5828881B2 (en) * | 2013-12-24 | 2015-12-09 | 日東電工株式会社 | Adhesive film, dicing die bond film, semiconductor device manufacturing method, and semiconductor device |
| JP6761224B2 (en) * | 2014-02-19 | 2020-09-23 | 味の素株式会社 | Printed wiring board, semiconductor device and resin sheet set |
| JP2016035969A (en) * | 2014-08-01 | 2016-03-17 | 味の素株式会社 | Circuit board and method for manufacturing the same |
-
2016
- 2016-02-25 JP JP2016034435A patent/JP6728760B2/en active Active
-
2017
- 2017-02-02 TW TW106103497A patent/TWI726988B/en active
- 2017-02-21 CN CN201710092385.2A patent/CN107118515B/en active Active
- 2017-02-22 KR KR1020170023675A patent/KR102656740B1/en active IP Right Grant
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004200668A (en) * | 2002-12-03 | 2004-07-15 | Sanyo Electric Co Ltd | Semiconductor device, method of manufacturing the same, and sheet-like wiring member |
| US20040140551A1 (en) * | 2002-12-03 | 2004-07-22 | Ryosuke Usui | Semiconductor device, method for manufacturing same and thin plate interconnect line member |
| JP2013077590A (en) * | 2011-09-29 | 2013-04-25 | Tamura Seisakusho Co Ltd | Resin film for interlayer insulation and build-up wiring board |
| JP2014013854A (en) * | 2012-07-05 | 2014-01-23 | Ajinomoto Co Inc | Resin sheet with support body |
| JP2014069405A (en) * | 2012-09-28 | 2014-04-21 | Ajinomoto Co Inc | Support-containing prepolymer sheet |
| JP2015150885A (en) * | 2014-02-19 | 2015-08-24 | 味の素株式会社 | Resin sheet with support |
Cited By (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6993324B2 (en) | 2017-03-10 | 2022-01-13 | 積水化学工業株式会社 | Resin material, laminated film and multilayer printed wiring board |
| JPWO2018164259A1 (en) * | 2017-03-10 | 2020-01-09 | 積水化学工業株式会社 | Resin material, laminated film and multilayer printed wiring board |
| WO2018164259A1 (en) * | 2017-03-10 | 2018-09-13 | 積水化学工業株式会社 | Resin material, laminated film, and multilayer printed circuit board |
| JP2019157027A (en) * | 2018-03-15 | 2019-09-19 | 日立化成株式会社 | Thermosetting resin composition, resin film for interlayer insulation, composite film, printed wiring board and method for producing the same |
| JP2019167428A (en) * | 2018-03-22 | 2019-10-03 | 味の素株式会社 | Resin composition |
| JP6992635B2 (en) | 2018-03-22 | 2022-01-13 | 味の素株式会社 | Resin composition |
| JP2020082351A (en) * | 2018-11-14 | 2020-06-04 | 味の素株式会社 | Resin sheet with support and resin composition layer |
| JP7196551B2 (en) | 2018-11-14 | 2022-12-27 | 味の素株式会社 | RESIN SHEET WITH SUPPORT AND RESIN COMPOSITION LAYER |
| JP2020094089A (en) * | 2018-12-10 | 2020-06-18 | 積水化学工業株式会社 | Resin material and multilayer printed wiring board |
| JP2021028699A (en) * | 2019-08-09 | 2021-02-25 | 味の素株式会社 | Photosensitive resin composition, cured product of photosensitive resin composition, resin sheet, printed wiring board, and semiconductor device |
| JP7363182B2 (en) | 2019-08-09 | 2023-10-18 | 味の素株式会社 | Photosensitive resin compositions, cured products of photosensitive resin compositions, resin sheets, printed wiring boards, and semiconductor devices |
| JP2021163767A (en) * | 2020-03-30 | 2021-10-11 | 味の素株式会社 | Method for manufacturing printed wiring board |
| JP7435165B2 (en) | 2020-03-30 | 2024-02-21 | 味の素株式会社 | Manufacturing method of printed wiring board |
| JP7552315B2 (en) | 2020-12-07 | 2024-09-18 | 味の素株式会社 | Method for manufacturing printed wiring board |
| WO2022196617A1 (en) * | 2021-03-17 | 2022-09-22 | Agc株式会社 | Metal-clad laminate and wiring board |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20170100434A (en) | 2017-09-04 |
| KR102656740B1 (en) | 2024-04-15 |
| CN107118515A (en) | 2017-09-01 |
| TW201801589A (en) | 2018-01-01 |
| JP6728760B2 (en) | 2020-07-22 |
| CN107118515B (en) | 2021-01-01 |
| TWI726988B (en) | 2021-05-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6582366B2 (en) | Resin composition, adhesive film, cured product, multilayer printed wiring board, semiconductor device, and resin composition for insulating layer | |
| JP6728760B2 (en) | Resin sheet with support | |
| JP6164113B2 (en) | Resin sheet with support | |
| TWI724026B (en) | Manufacturing method of wiring board, wiring board, and semiconductor device | |
| TWI717464B (en) | Resin sheet with support | |
| JP6672953B2 (en) | Resin sheet | |
| JP2017008204A (en) | Resin composition | |
| JP2017179058A (en) | Resin sheet | |
| JP6156020B2 (en) | Resin composition | |
| JP6672954B2 (en) | Resin sheet | |
| JP2017059779A (en) | Method for manufacturing printed wiring board | |
| WO2016117243A1 (en) | Method for producing resin sheet | |
| CN109749362B (en) | Resin composition | |
| JP2017110104A (en) | Prepreg | |
| JP2018021106A (en) | Resin composition | |
| CN110016203B (en) | Resin composition | |
| JP2016179564A (en) | Resin sheet | |
| JP6686394B2 (en) | Method for manufacturing semiconductor chip package | |
| JP7283498B2 (en) | Resin sheets, printed wiring boards and semiconductor devices | |
| JP2023033289A (en) | Resin composition layer | |
| JP7176556B2 (en) | Resin sheet with support | |
| JP7196551B2 (en) | RESIN SHEET WITH SUPPORT AND RESIN COMPOSITION LAYER | |
| JP6582807B2 (en) | Manufacturing method of resin sheet | |
| TW202015920A (en) | Cured body layer printed wiring board semiconductor device resin sheet method for manufacturing printed wiring board and method for manufacturing resin sheet | |
| JP7427455B2 (en) | Adhesive films, printed wiring boards and semiconductor devices |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180919 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190927 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191008 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20191205 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200204 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200602 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200615 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6728760 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |