JP2017113230A - 吸収性物品に係る連続シートの複合体の製造方法及び製造装置 - Google Patents
吸収性物品に係る連続シートの複合体の製造方法及び製造装置 Download PDFInfo
- Publication number
- JP2017113230A JP2017113230A JP2015251161A JP2015251161A JP2017113230A JP 2017113230 A JP2017113230 A JP 2017113230A JP 2015251161 A JP2015251161 A JP 2015251161A JP 2015251161 A JP2015251161 A JP 2015251161A JP 2017113230 A JP2017113230 A JP 2017113230A
- Authority
- JP
- Japan
- Prior art keywords
- holding pad
- rotational
- sheet
- delivery position
- holding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000002745 absorbent Effects 0.000 title claims abstract description 113
- 239000002250 absorbent Substances 0.000 title claims abstract description 113
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 66
- 238000000034 method Methods 0.000 title claims abstract description 13
- 239000002131 composite material Substances 0.000 claims description 41
- 238000011144 upstream manufacturing Methods 0.000 claims description 14
- 238000005520 cutting process Methods 0.000 claims description 5
- 238000010521 absorption reaction Methods 0.000 claims 1
- 239000000047 product Substances 0.000 description 14
- 238000010586 diagram Methods 0.000 description 10
- 239000006096 absorbing agent Substances 0.000 description 7
- 239000013067 intermediate product Substances 0.000 description 5
- 239000004745 nonwoven fabric Substances 0.000 description 5
- 230000002093 peripheral effect Effects 0.000 description 5
- 239000000463 material Substances 0.000 description 4
- 230000003187 abdominal effect Effects 0.000 description 3
- 238000005304 joining Methods 0.000 description 3
- 229920001971 elastomer Polymers 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 210000002700 urine Anatomy 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 1
- 229920006311 Urethane elastomer Polymers 0.000 description 1
- 210000001015 abdomen Anatomy 0.000 description 1
- 239000008280 blood Substances 0.000 description 1
- 210000004369 blood Anatomy 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000005489 elastic deformation Effects 0.000 description 1
- 230000007257 malfunction Effects 0.000 description 1
- 230000002175 menstrual effect Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- -1 polyethylene Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 229920000247 superabsorbent polymer Polymers 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images








Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15617—Making absorbent pads from fibres or pulverulent material with or without treatment of the fibres
- A61F13/15642—Making absorbent pads from fibres or pulverulent material with or without treatment of the fibres by depositing continuous layers or pads of fibrous material on single sheets or webs
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F2013/15821—Apparatus or processes for manufacturing characterized by the apparatus for manufacturing
- A61F2013/15934—Apparatus or processes for manufacturing characterized by the apparatus for manufacturing for making non-woven
- A61F2013/15991—Apparatus or processes for manufacturing characterized by the apparatus for manufacturing for making non-woven in making composite multi-layered product
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Vascular Medicine (AREA)
- Epidemiology (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Manufacturing & Machinery (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Abstract
【解決手段】連続搬送される連続シート10aに搬送方向に所定の取付ピッチで単票状シート10を取付て、吸収性物品に係る連続シートの複合体1aの製造方法で、回転体41が回転軸C41回りに回転することによって、複数の保持パッド51が、保持パッド毎に各単票状シートを回転方向に搬送することと、回転方向における引渡位置Qoutを通過する際に、保持パッドから単票状シートを回転方向に沿って搬送される連続シート20a,24aに引渡すこととを有する。回転方向の少なくとも2つの位置に引渡位置が択一的に選択可能に設けられ、回転方向の第1引渡位置Qout1と下流側の第2引渡位置Qout2間には、回転体の回転半径方向に保持パッドを移動することによって回転方向に隣合う保持パッド同士間のピッチを変更するピッチ変更域が設定される。
【選択図】図5
Description
しかしながら、製品サイズ毎に専用の装置を用いると、設備費が嵩み、また、装置の入れ替え作業も大掛かりになって製造ラインの稼働率を大幅に下げてしまう。
本発明は、上記のような従来の問題に鑑みてなされたものであって、その目的は、連続シートに単票状シートを取り付ける取り付けピッチを簡単に変更可能にすることにある。
連続して搬送される連続シートに、前記連続シートの搬送方向に所定の取り付けピッチで単票状シートを取り付けて吸収性物品に係る連続シートの複合体を製造する方法であって、
回転体が回転軸回りに回転することによって、回転方向に並んで前記回転体に設けられた複数の保持パッドが、前記保持パッド毎に保持する各単票状シートを前記回転方向に搬送することと、
前記回転方向における引き渡し位置を前記保持パッドが通過する際に、前記保持パッドから前記単票状シートを、前記回転方向に沿って搬送される前記連続シートに引き渡すことと、を有し、
前記回転方向の少なくとも2つの位置に前記引き渡し位置が択一的に選択可能に設けられており、
前記回転方向の第1引き渡し位置と、前記第1引き渡し位置よりも下流側の第2引き渡し位置との間には、前記回転体の回転半径方向に前記保持パッドを移動することによって、前記回転方向に隣り合う前記保持パッド同士の間のピッチを変更するピッチ変更域が設定されていることを特徴とする吸収性物品に係る連続シートの複合体の製造方法である。
また、
連続して搬送される連続シートに、前記連続シートの搬送方向に所定の取り付けピッチで単票状シートを取り付けて吸収性物品に係る連続シートの複合体を製造する装置であって、
回転体が回転軸回りに回転することによって、回転方向に並んで前記回転体に設けられた複数の保持パッドが、前記保持パッド毎に保持する各単票状シートを前記回転方向に搬送する搬送装置と、
前記回転方向における引き渡し位置を前記保持パッドが通過する際に、前記保持パッドから前記単票状シートを、前記回転方向に沿って搬送される前記連続シートに引き渡す引き渡し装置と、を有し、
前記回転方向の少なくとも2つの位置に前記引き渡し位置が択一的に選択可能に設けられており、
前記回転方向の第1引き渡し位置と、前記第1引き渡し位置よりも下流側の第2引き渡し位置との間には、前記回転体の回転半径方向に前記保持パッドを移動することによって、前記回転方向に隣り合う前記保持パッド同士の間のピッチを変更するピッチ変更域が設定されていることを特徴とする吸収性物品に係る連続シートの複合体の製造装置である。
本発明の他の特徴については、本明細書及び添付図面の記載により明らかにする。
連続して搬送される連続シートに、前記連続シートの搬送方向に所定の取り付けピッチで単票状シートを取り付けて吸収性物品に係る連続シートの複合体を製造する方法であって、
回転体が回転軸回りに回転することによって、回転方向に並んで前記回転体に設けられた複数の保持パッドが、前記保持パッド毎に保持する各単票状シートを前記回転方向に搬送することと、
前記回転方向における引き渡し位置を前記保持パッドが通過する際に、前記保持パッドから前記単票状シートを、前記回転方向に沿って搬送される前記連続シートに引き渡すことと、を有し、
前記回転方向の少なくとも2つの位置に前記引き渡し位置が択一的に選択可能に設けられており、
前記回転方向の第1引き渡し位置と、前記第1引き渡し位置よりも下流側の第2引き渡し位置との間には、前記回転体の回転半径方向に前記保持パッドを移動することによって、前記回転方向に隣り合う前記保持パッド同士の間のピッチを変更するピッチ変更域が設定されていることを特徴とする吸収性物品に係る連続シートの複合体の製造方法である。
また、保持パッドを上記回転半径方向に移動することによって上記ピッチを変更するので、当該ピッチの変更を安定して行うことができる。
前記保持パッドは、前記回転体の前記回転方向に所定角度おきに設けられており、
前記第1取り付け位置と前記第2取り付け位置とは、前記回転方向において前記所定角度以上離れているのが望ましい。
前記回転方向には、前記保持パッドが前記回転半径方向に移動せずに停止した状態となる第1停留域が、前記第1引き渡し位置を含むように設定されているとともに、前記保持パッドが前記回転半径方向に移動せずに停止した状態となる第2停留域が、前記第2引き渡し位置を含むように設定されているのが望ましい。
前記保持パッドが、前記回転方向における受け取り位置を通過する際に、前記保持パッドが、連続シート状部材を受け取ることと、
前記保持パッドが受け取った前記連続シート状部材を、カッター装置で切断することにより、前記保持パッド上に前記単票状シートを生成することと、を有し、
前記カッター装置は、前記受け取り位置よりも前記回転方向の下流の位置であって前記保持パッドよりも前記回転半径方向の外方に配置されたカッターロールと、前記回転体において前記回転方向に隣り合う前記保持パッド同士の間の各位置にそれぞれ設けられて前記カッターロールのカッター刃を受ける受け刃と、を有し、
前記受け刃が、前記回転方向における前記カッターロールの位置を通過する際に、前記受け刃と前記カッターロールの前記カッター刃とで共同して前記連続シート状部材を切断して前記保持パッド上に前記単票状シートを生成し、
前記受け刃は、前記回転方向の位置に応じて前記回転半径方向に移動し、
前記受け取り位置、前記第1引き渡し位置、及び前記第2引き渡し位置では、それぞれ、前記受け刃は、前記保持パッドよりも前記回転半径方向の外方に突出しない状態になっているのが望ましい。
前記保持パッドは、前記単票状シートを保持する保持面を、前記回転半径方向の外側に向けて配置されているとともに、前記回転半径方向に沿う軸心周りに旋回可能に設けられており、
前記保持パッドが前記カッターロールの位置から前記第1引き渡し位置までを前記回転方向に移動する間に、前記保持パッドが前記軸心周りに旋回動作をすることにより、前記単票状シートの向きを変更するとともに、当該変更した状態を、前記保持パッドが前記第1引き渡し位置及び前記第2引き渡し位置を通過するまでは維持し、
前記保持パッドが前記旋回動作をする前に、前記保持パッドは前記回転半径方向の外方への移動を開始するとともに、少なくとも前記保持パッドの前記回転方向の下流側に隣り合う前記受け刃は、前記回転半径方向の内方への移動を開始するのが望ましい。
また、保持パッドが上記の旋回動作をする前に、同保持パッドは回転半径方向の外方への移動を開始するとともに、少なくとも当該保持パッドの回転方向の下流側に隣り合う受け刃は、回転半径方向の内方への移動を開始する。よって、上記の旋回動作の際に起こり得る不具合、すなわち、当該旋回動作をする保持パッドが、回転方向に隣り合う保持パッドや、回転方向の下流側に隣り合う受け刃と干渉することを有効に防ぐことができる。
前記第2引き渡し位置を通過した前記保持パッドが前記受け取り位置に到達するまでに、前記保持パッドが前記軸心周りに再度の旋回動作をして当該保持パッドは元の向きに戻り、
前記保持パッドが前記再度の旋回動作を完了した後に、前記保持パッドは、前記受け取り位置で前記保持パッドが位置すべき前記回転半径方向の位置へと戻るための前記回転半径方向の内方への移動動作を完了するとともに、少なくとも前記保持パッドの前記回転方向の上流側に隣り合う前記受け刃は、前記受け取り位置で前記受け刃が位置すべき前記回転半径方向の位置へと戻るための前記回転半径方向の外方への移動動作を完了するのが望ましい。
前記ピッチ変更域を移動中の前記保持パッドの前記回転方向の上流側に隣り合う前記受け刃は、前記受け取り位置で位置すべき前記回転半径方向の位置よりも前記回転半径方向の内方に位置しており、
前記ピッチ変更域を移動中に前記保持パッドが行う前記回転半径方向の外方への移動動作に連動して、前記受け刃は、前記回転半径方向の外方に移動するのが望ましい。
連続して搬送される連続シートに、前記連続シートの搬送方向に所定の取り付けピッチで単票状シートを取り付けて吸収性物品に係る連続シートの複合体を製造する装置であって、
回転体が回転軸回りに回転することによって、回転方向に並んで前記回転体に設けられた複数の保持パッドが、前記保持パッド毎に保持する各単票状シートを前記回転方向に搬送する搬送装置と、
前記回転方向における引き渡し位置を前記保持パッドが通過する際に、前記保持パッドから前記単票状シートを、前記回転方向に沿って搬送される前記連続シートに引き渡す引き渡し装置と、を有し、
前記回転方向の少なくとも2つの位置に前記引き渡し位置が択一的に選択可能に設けられており、
前記回転方向の第1引き渡し位置と、前記第1引き渡し位置よりも下流側の第2引き渡し位置との間には、前記回転体の回転半径方向に前記保持パッドを移動することによって、前記回転方向に隣り合う前記保持パッド同士の間のピッチを変更するピッチ変更域が設定されていることを特徴とする吸収性物品に係る連続シートの複合体の製造装置である。
本実施形態の吸収性物品1に係る連続シートの複合体1aの製造方法及び製造装置31は、例えば、使い捨ておむつ1の製造ラインに適用されている。
図1A乃至図3は使い捨ておむつ1の説明図である。図1A及び図1Bは、それぞれSサイズ及びMサイズのおむつ1の概略平面図であり、図2は、図1A中のII−II断面図である。また、図3はおむつ1の概略斜視図である。
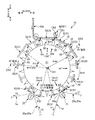
ちなみに、図5から明らかなように、この回転ドラム41の回転方向Dc41は、上述のMD方向に含まれている。よって、以下では、MD方向に代えて「回転方向Dc41」と言って説明することもある。
よって、当該外方移動域を通過中に保持パッド51は回転半径方向Dr41の外方へ移動されて、これにより、回転方向Dc41に隣り合う保持パッド51,51同士の間のピッチP51は拡大される。すなわち、外方移動域を通過後のピッチP51は、当該外方移動域を通過前のピッチP51よりも大きくなる。そして、その結果、第1引き渡し位置Qout1でのピッチP51よりも、その下流側の第2引き渡し位置Qout2でのピッチP51の方が大きくなって、これにより、Sサイズ用の第1引き渡し位置Qout1では、Sサイズ用の小さな取り付けピッチPSで吸収性本体10を取り付け可能であるとともに、Mサイズ用の第2引き渡し位置Qout2では、Mサイズ用の大きな取り付けピッチPMで吸収性本体10を取り付け可能となる。
以上、製造装置31について概略説明したが、以下では、製造装置31の各構成要素41,61,71,72等につき未説明の内容について説明する。
図5を参照して前述のように、カッター装置61は、カッター刃62cを有したカッターロール62と、回転ドラム41に支持された複数の受け刃63,63…と、を有している。そして、カッターロール62は、保持パッド51よりも回転半径方向Dr41の外方に配置されていて、CD方向に沿った回転軸C62回りに駆動回転する。また、各受け刃63は、回転ドラム41の回転方向Dc41の回転動作によって回転ドラム41と一体に回転方向Dc41に回転する。
また、この例では、前述のピッチP51の変更起因で、各引き渡し位置Qout1,Qout2での保持パッド51の回転半径方向Dr41の位置が、カッターロール62の位置Q62での保持パッド51の回転半径方向Dr41の位置よりも回転半径方向Dr41の内方に位置している。そのため、カッターロール62の位置での受け刃63の回転半径方向Dr41の位置を引き渡し位置Qout1,Qout2でも維持してしまうと、各引き渡し位置Qout1,Qout2で受け刃63が帯部材の連続体20a,24aに当たってしまって、これを傷つけてしまう恐れがある。故に、引き渡し位置Qout1,Qout2へ到達する前に、受け刃63は、回転半径方向Dr41の内方へ移動して逃げる必要があって、ここでは、そのようにしている。そして、主にこれら二つの理由に基づいて、この例では、受け刃63を回転半径方向Dr41に移動可能に構成している。
同図5を参照して既述のように、回転ドラム41は、CD方向に沿った回転軸C41回りに回転する。また、回転ドラム41の外周部には、回転方向Dc41に前述の配置角度θ51おきに複数の保持パッド51,51…が配されて支持されている。そして、回転ドラム41は、サーボモータ等を駆動源として回転する。例えば図5では、回転方向Dc41として時計回りに駆動回転する。そして、これにより、複数の保持パッド51,51…も、回転ドラム41と一体となって上記の回転方向Dc41に回転する。
保持パッド51は、吸収性本体10を面接触状態で保持する保持面53を有した略長方形のプレート状部材であり、図5に示すように保持面53を回転ドラム41の回転半径方向Dr41の外側に向けている。保持面53には、図6Aに示すように、そのほぼ全面に亘り複数の吸気孔53h,53h…が形成されていて、これら吸気孔53h,53h…は、保持パッド51内の圧力室SP51や適宜な管路(不図示)を経てブロワ等の負圧源(不図示)に連結されている。よって、これら吸気孔53h,53h…からの吸気によって、当該保持面53には吸収性本体10を保持するための吸着力が生じる。
一方、同アーム部材にはカムフォロワが設けられていて、当該カムフォロワは、地面側に移動不能に固定されたカム部材(不図示)の外周面の周面カムに係合している。そして、この周面カムとしての環状溝が、回転ドラム41の回転軸C41を囲むように形成されているとともに、環状溝の形状たるカム曲線は、上述のような90°旋回動作及び戻りの90°旋回動作を行うパターンに対応した形状に設定されている。よって、回転ドラム41が回転動作をすると、周面カムたる環状溝とカムフォロワとの係合に基づいて、保持パッド51は、90°旋回動作及び戻りの90°旋回動作を行う。
また、図8Aは、上述の保持パッド51の回転半径方向Dr41の移動動作のタイミング線図であり、図8Bは、保持パッド51の90°旋回動作のタイミング線図であり、図8Cは、受け刃63の回転半径方向Dr41の移動動作のタイミング線図である。なお、図8A及び図8Bのタイミング線図の横軸は、保持パッド51の回転方向Dc41の位置であり、図8Cのタイミング線図の横軸は、受け刃63の回転方向Dc41の位置である。また、この回転方向Dc41の位置は、回転ドラム41の回転軸C41回りの回転角度で示されている。そして、この回転角度は、図5及び図7に示すように回転ドラム41の上端位置を0°としているとともに、回転ドラム41が時計回りに回転することから、上記の上端位置を起点として時計回りで一周する際の各位置に対して、0°から360°(0°)までの角度を割り振っている。
すなわち、図7に示すように、受け取り位置Qin及びカッターロール62の位置Q62では、それぞれ、保持パッド51,51同士の間のピッチP51が、吸収性本体10の長手方向の長さL10(図1A)と概ね同値であることから、これら各位置Qin,Q62でのピッチP51は、Sサイズ用の第1引き渡し位置Qout1で吸収性本体10を引き渡す際の取り付けピッチPSとは異なっている。そのため、この取り付けピッチPSまで保持パッド51,51同士の間のピッチP51を変更する必要があって、この内方移動域1では、この変更を行っている。より詳しくは、この例では、受け取り位置Qin及びカッターロール62の位置Q62での保持パッド51,51同士の間のピッチP51の方が、第1引き渡し位置Qout1での取り付けピッチPSよりも大きいことから、この内方移動域1では、保持パッド51を内方へ移動することによって、保持パッド51,51同士の間のピッチP51を取り付けピッチPSまで縮小している。
なお、ここで、望ましくは、第1引き渡し位置Qout1と第2引き渡し位置Qout2とが、回転方向Dc41において前述の所定角度θ51(図5)、すなわち保持パッド51の回転方向Dc41の配置角度θ51以上離れていると良く、この例では、当該配置角度θ51の約2.3倍の角度分、離れている。そして、このようになっていれば、上記の外方移動域2を回転方向Dc41に大きく確保することができる。よって、当該外方移動域2で行うべき、保持パッド51の外方への移動動作を緩やかに行うことができて、結果、当該移動動作の安定化を図れる。
図5に示すように、各引き渡し位置Qout1,Qout2には、それぞれ、一対の帯部材の連続体20a,24aを搬送する搬送ローラー71,72が設けられている。なお、両者とも概ね同構造なので、ここでは下流側の第2引き渡し位置Qout2の搬送ローラー72について説明する。
搬送ローラー72は、所定のアーム部材73の一端部に回転自在に支持された従動ローラー72であり、その回転軸C72はCD方向を向いている。また、アーム部材73は、搬送ローラー72の回転軸C72とは異なる位置を支点C73として適宜なステー部材75に支持されていて、この支点C73回りにMD方向に平行な面内を揺動可能に設けられている。よって、エアーシリンダー等の適宜なアクチュエータ74を用いてアーム部材73を揺動させることにより、搬送ローラー72は、回転方向Dc41の第2引き渡し位置Qout2と、この第2引き渡し位置Qout2から離れた待機位置(図9中、二点鎖線で示す搬送ローラー72の位置)との間を進退される。すなわち、第1及び第2引き渡し位置Qout1,Qout2のうちで、選択されていない引き渡し位置Qout1(又はQout2)の搬送ローラー71(又は72)については、待機位置へと後退させ、選択されている引き渡し位置Qout2(又はQout1)の搬送ローラー72(又は71)については、引き渡し位置Qout2(又はQout1)へと前進させることができる。よって、選択された引き渡し位置Qout2(又はQout1)を流れる一対の帯部材の連続体20a,24aに対してのみ、吸収性本体10を確実に引き渡すことができる。
以上、本発明の実施形態について説明したが、上記の実施形態は、本発明の理解を容易にするためのものであり、本発明を限定して解釈するためのものではない。また、本発明は、その趣旨を逸脱することなく、変更や改良され得るとともに、本発明にはその等価物が含まれるのはいうまでもない。例えば、以下に示すような変形が可能である。
10 吸収性本体(単票状シート)、10e 端部、
10a 吸収性本体の連続体(連続シート状部材)、
11 吸収体、11c 吸収性コア、
12 表面シート部材、13 裏面シート部材、
14 防漏シート、15 外装シート、
17 弾性部材、
20 腹側帯部材、20a 帯部材の連続体(連続シート)、21 不織布、
24 背側帯部材、24a 帯部材の連続体(連続シート)、
31 製造装置、
41 回転ドラム(搬送装置)、
51 保持パッド、53 保持面、53h 吸気孔、55 ロッド、
61 カッター装置、62 カッターロール、62c カッター刃、63 受け刃、
71 搬送ローラー、72 搬送ローラー(引き渡し装置)、
73 アーム部材、74 アクチュエータ、75 ステー部材、
BH 胴回り開口、LH 脚回り開口、
SP51 圧力室、
C10 略中央部、C41 回転軸、
C53 旋回軸芯、C62 回転軸、C72 回転軸、C73 支点、
Qin 受け取り位置、Q62 カッターロールの位置、
Qout 引き渡し位置、
Qout1 第1引き渡し位置、Qout2 第2引き渡し位置、
Claims (8)
- 連続して搬送される連続シートに、前記連続シートの搬送方向に所定の取り付けピッチで単票状シートを取り付けて吸収性物品に係る連続シートの複合体を製造する方法であって、
回転体が回転軸回りに回転することによって、回転方向に並んで前記回転体に設けられた複数の保持パッドが、前記保持パッド毎に保持する各単票状シートを前記回転方向に搬送することと、
前記回転方向における引き渡し位置を前記保持パッドが通過する際に、前記保持パッドから前記単票状シートを、前記回転方向に沿って搬送される前記連続シートに引き渡すことと、を有し、
前記回転方向の少なくとも2つの位置に前記引き渡し位置が択一的に選択可能に設けられており、
前記回転方向の第1引き渡し位置と、前記第1引き渡し位置よりも下流側の第2引き渡し位置との間には、前記回転体の回転半径方向に前記保持パッドを移動することによって、前記回転方向に隣り合う前記保持パッド同士の間のピッチを変更するピッチ変更域が設定されていることを特徴とする吸収性物品に係る連続シートの複合体の製造方法。 - 請求項1に記載の吸収性物品に係る連続シートの複合体の製造方法であって、
前記保持パッドは、前記回転体の前記回転方向に所定角度おきに設けられており、
前記第1取り付け位置と前記第2取り付け位置とは、前記回転方向において前記所定角度以上離れていることを特徴とする吸収性物品に係る連続シートの複合体の製造方法。 - 請求項1又は2に記載の吸収性物品に係る連続シートの複合体の製造方法であって、
前記回転方向には、前記保持パッドが前記回転半径方向に移動せずに停止した状態となる第1停留域が、前記第1引き渡し位置を含むように設定されているとともに、前記保持パッドが前記回転半径方向に移動せずに停止した状態となる第2停留域が、前記第2引き渡し位置を含むように設定されていることを特徴とする吸収性物品に係る連続シートの複合体の製造方法。 - 請求項1乃至3の何れかに記載の吸収性物品に係る連続シートの複合体の製造方法であって、
前記保持パッドが、前記回転方向における受け取り位置を通過する際に、前記保持パッドが、連続シート状部材を受け取ることと、
前記保持パッドが受け取った前記連続シート状部材を、カッター装置で切断することにより、前記保持パッド上に前記単票状シートを生成することと、を有し、
前記カッター装置は、前記受け取り位置よりも前記回転方向の下流の位置であって前記保持パッドよりも前記回転半径方向の外方に配置されたカッターロールと、前記回転体において前記回転方向に隣り合う前記保持パッド同士の間の各位置にそれぞれ設けられて前記カッターロールのカッター刃を受ける受け刃と、を有し、
前記受け刃が、前記回転方向における前記カッターロールの位置を通過する際に、前記受け刃と前記カッターロールの前記カッター刃とで共同して前記連続シート状部材を切断して前記保持パッド上に前記単票状シートを生成し、
前記受け刃は、前記回転方向の位置に応じて前記回転半径方向に移動し、
前記受け取り位置、前記第1引き渡し位置、及び前記第2引き渡し位置では、それぞれ、前記受け刃は、前記保持パッドよりも前記回転半径方向の外方に突出しない状態になっていることを特徴とする吸収性物品に係る連続シートの複合体の製造方法。 - 請求項4に記載の吸収性物品に係る連続シートの複合体の製造方法であって、
前記保持パッドは、前記単票状シートを保持する保持面を、前記回転半径方向の外側に向けて配置されているとともに、前記回転半径方向に沿う軸心周りに旋回可能に設けられており、
前記保持パッドが前記カッターロールの位置から前記第1引き渡し位置までを前記回転方向に移動する間に、前記保持パッドが前記軸心周りに旋回動作をすることにより、前記単票状シートの向きを変更するとともに、当該変更した状態を、前記保持パッドが前記第1引き渡し位置及び前記第2引き渡し位置を通過するまでは維持し、
前記保持パッドが前記旋回動作をする前に、前記保持パッドは前記回転半径方向の外方への移動を開始するとともに、少なくとも前記保持パッドの前記回転方向の下流側に隣り合う前記受け刃は、前記回転半径方向の内方への移動を開始することを特徴とする吸収性物品に係る連続シートの複合体の製造方法。 - 請求項5に記載の吸収性物品に係る連続シートの複合体の製造方法であって、
前記第2引き渡し位置を通過した前記保持パッドが前記受け取り位置に到達するまでに、前記保持パッドが前記軸心周りに再度の旋回動作をして当該保持パッドは元の向きに戻り、
前記保持パッドが前記再度の旋回動作を完了した後に、前記保持パッドは、前記受け取り位置で前記保持パッドが位置すべき前記回転半径方向の位置へと戻るための前記回転半径方向の内方への移動動作を完了するとともに、少なくとも前記保持パッドの前記回転方向の上流側に隣り合う前記受け刃は、前記受け取り位置で前記受け刃が位置すべき前記回転半径方向の位置へと戻るための前記回転半径方向の外方への移動動作を完了することを特徴とする吸収性物品に係る連続シートの複合体の製造方法。 - 請求項4乃至6の何れかに記載の吸収性物品に係る連続シートの複合体の製造方法であって、
前記ピッチ変更域を移動中の前記保持パッドの前記回転方向の上流側に隣り合う前記受け刃は、前記受け取り位置で位置すべき前記回転半径方向の位置よりも前記回転半径方向の内方に位置しており、
前記ピッチ変更域を移動中に前記保持パッドが行う前記回転半径方向の外方への移動動作に連動して、前記受け刃は、前記回転半径方向の外方に移動することを特徴とする吸収性物品に係る連続シートの複合体の製造方法。 - 連続して搬送される連続シートに、前記連続シートの搬送方向に所定の取り付けピッチで単票状シートを取り付けて吸収性物品に係る連続シートの複合体を製造する装置であって、
回転体が回転軸回りに回転することによって、回転方向に並んで前記回転体に設けられた複数の保持パッドが、前記保持パッド毎に保持する各単票状シートを前記回転方向に搬送する搬送装置と、
前記回転方向における引き渡し位置を前記保持パッドが通過する際に、前記保持パッドから前記単票状シートを、前記回転方向に沿って搬送される前記連続シートに引き渡す引き渡し装置と、を有し、
前記回転方向の少なくとも2つの位置に前記引き渡し位置が択一的に選択可能に設けられており、
前記回転方向の第1引き渡し位置と、前記第1引き渡し位置よりも下流側の第2引き渡し位置との間には、前記回転体の回転半径方向に前記保持パッドを移動することによって、前記回転方向に隣り合う前記保持パッド同士の間のピッチを変更するピッチ変更域が設定されていることを特徴とする吸収性物品に係る連続シートの複合体の製造装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015251161A JP6483013B2 (ja) | 2015-12-24 | 2015-12-24 | 吸収性物品に係る連続シートの複合体の製造方法及び製造装置 |
| CN201680075576.1A CN108472161B (zh) | 2015-12-24 | 2016-07-25 | 用于制造与吸收性物品关联的连续片状物的组合体的方法和装置 |
| EP16878025.2A EP3395309A4 (en) | 2015-12-24 | 2016-07-25 | METHOD AND APPARATUS FOR MANUFACTURING CONTINUOUS SHEET COMPOSITE BODY BELONGING TO ABSORBENT ARTICLES |
| PCT/JP2016/071732 WO2017110122A1 (ja) | 2015-12-24 | 2016-07-25 | 吸収性物品に係る連続シートの複合体の製造方法及び製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015251161A JP6483013B2 (ja) | 2015-12-24 | 2015-12-24 | 吸収性物品に係る連続シートの複合体の製造方法及び製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017113230A true JP2017113230A (ja) | 2017-06-29 |
| JP6483013B2 JP6483013B2 (ja) | 2019-03-13 |
Family
ID=59089896
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015251161A Active JP6483013B2 (ja) | 2015-12-24 | 2015-12-24 | 吸収性物品に係る連続シートの複合体の製造方法及び製造装置 |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP3395309A4 (ja) |
| JP (1) | JP6483013B2 (ja) |
| CN (1) | CN108472161B (ja) |
| WO (1) | WO2017110122A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020137206A1 (ja) * | 2018-12-28 | 2020-07-02 | 株式会社瑞光 | 吸収性物品の製造装置および製造方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7038078B2 (ja) * | 2019-04-09 | 2022-03-17 | ユニ・チャーム株式会社 | 吸収性物品の製造方法 |
| CN114786894B (zh) * | 2019-12-26 | 2023-12-29 | 松下控股株式会社 | 切断装置、及层叠电极体的制造装置 |
| CN115004427A (zh) * | 2020-01-27 | 2022-09-02 | 松下控股株式会社 | 层叠装置、及层叠电极体的制造装置 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005075163A1 (ja) * | 2004-02-05 | 2005-08-18 | Zuiko Corporation | ウエブの加工装置および加工方法 |
| JP2010142414A (ja) * | 2008-12-18 | 2010-07-01 | Uni Charm Corp | 吸収性物品に係る連続シートの複合体の製造方法及び製造装置 |
| JP2015514050A (ja) * | 2012-04-16 | 2015-05-18 | ザ プロクター アンド ギャンブルカンパニー | 別個の物品を移送する装置 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3898195B2 (ja) * | 2004-04-15 | 2007-03-28 | 東亜機工株式会社 | ワーク搬送装置 |
| CN104427961B (zh) * | 2012-07-06 | 2016-11-02 | 株式会社瑞光 | 输送方法、一次性穿着用物品的制造方法以及穿着用物品和输送装置 |
-
2015
- 2015-12-24 JP JP2015251161A patent/JP6483013B2/ja active Active
-
2016
- 2016-07-25 EP EP16878025.2A patent/EP3395309A4/en not_active Withdrawn
- 2016-07-25 CN CN201680075576.1A patent/CN108472161B/zh active Active
- 2016-07-25 WO PCT/JP2016/071732 patent/WO2017110122A1/ja unknown
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2005075163A1 (ja) * | 2004-02-05 | 2005-08-18 | Zuiko Corporation | ウエブの加工装置および加工方法 |
| JP2010142414A (ja) * | 2008-12-18 | 2010-07-01 | Uni Charm Corp | 吸収性物品に係る連続シートの複合体の製造方法及び製造装置 |
| JP2015514050A (ja) * | 2012-04-16 | 2015-05-18 | ザ プロクター アンド ギャンブルカンパニー | 別個の物品を移送する装置 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020137206A1 (ja) * | 2018-12-28 | 2020-07-02 | 株式会社瑞光 | 吸収性物品の製造装置および製造方法 |
| JPWO2020137206A1 (ja) * | 2018-12-28 | 2021-11-11 | 株式会社瑞光 | 吸収性物品の製造装置および製造方法 |
| JP7216115B2 (ja) | 2018-12-28 | 2023-01-31 | 株式会社瑞光 | 吸収性物品の製造装置および製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN108472161B (zh) | 2021-03-16 |
| EP3395309A1 (en) | 2018-10-31 |
| EP3395309A4 (en) | 2019-01-16 |
| CN108472161A (zh) | 2018-08-31 |
| WO2017110122A1 (ja) | 2017-06-29 |
| JP6483013B2 (ja) | 2019-03-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5557626B2 (ja) | 吸収性物品に係るワークの受け渡し装置 | |
| EP2460499B1 (en) | Web conveying device and web conveying method | |
| JP6483013B2 (ja) | 吸収性物品に係る連続シートの複合体の製造方法及び製造装置 | |
| US9717634B2 (en) | Method and apparatus for rotating an absorbent article | |
| JP6220066B2 (ja) | 弾性部材を有するキャリア部材 | |
| JP5953453B1 (ja) | 吸収性物品に係る単票状シートの搬送方法 | |
| WO2010113610A1 (ja) | 吸収性物品に係る複合シートの製造方法、及び製造装置 | |
| JP5210848B2 (ja) | 吸収性物品に係る連続シートの複合体の製造方法及び製造装置 | |
| JP5409454B2 (ja) | 連続シート状部材の複合体の製造装置 | |
| JP2018518315A (ja) | 吸収性物品を選択的に折り畳むための方法及び装置 | |
| WO2015064286A1 (ja) | 吸収性物品に係る連続シートの複合体の製造装置、及び製造方法 | |
| TWI556800B (zh) | Apparatus for manufacturing absorbent articles | |
| US20140342894A1 (en) | Methods and Apparatuses for Folding Absorbent Articles | |
| US10004648B2 (en) | Method and apparatus for rotating an absorbent article | |
| JP5823710B2 (ja) | 切断装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170726 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180612 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180807 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20180904 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181204 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20181211 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190115 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190213 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6483013 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |