JP2017103069A - 燃料電池セルの製造装置 - Google Patents
燃料電池セルの製造装置 Download PDFInfo
- Publication number
- JP2017103069A JP2017103069A JP2015234362A JP2015234362A JP2017103069A JP 2017103069 A JP2017103069 A JP 2017103069A JP 2015234362 A JP2015234362 A JP 2015234362A JP 2015234362 A JP2015234362 A JP 2015234362A JP 2017103069 A JP2017103069 A JP 2017103069A
- Authority
- JP
- Japan
- Prior art keywords
- separator
- laminate
- elevating
- membrane electrode
- seal member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/30—Hydrogen technology
- Y02E60/50—Fuel cells
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Fuel Cell (AREA)
Abstract
【課題】シール部材がセパレーターに溶着される工程に要する時間が長くなることを防止できる。【解決手段】燃料電池セルの製造装置であって、セパレーターとシール部材とが積層される位置を決めることによって積層体を準備する位置決め部と、前記積層体を把持できる把持部を含み、前記積層体を把持させた状態において、前記積層体を搬送する搬送部と、搬送された前記積層体を熱圧着する熱圧着部と、を備え、前記位置決め部は、前記積層体を支持するとともに昇降させる昇降部と、前記昇降部が上昇した際に前記把持部を開かせる第1の接触部と、を有し、前記熱圧着部は、前記積層体が載置される下型部と、前記積層体を前記下型部とともに挟むことによって熱圧着する上型部と、前記上型部が前記下型部とともに前記積層体を挟んでいる際に、前記把持部を開かせる第2の接触部と、を有する。【選択図】図1
Description
本発明は、燃料電池セルの製造装置に関する。
燃料電池セルは、電解質膜の両面に電極を接合された膜電極接合体や、膜電極接合体の両面にガス拡散層を接合された膜電極ガス拡散層接合体を、セパレーターで挟持することによって構成される。このような燃料電池セルには、膜電極ガス拡散層接合体の外周部に配されたシール部材がセパレーターに溶着されたものがある。
特許文献1の燃料電池セルの製造装置は、セパレーターとシール部材とが積層された状態(以下、積層体とする)でベルトコンベアにより搬送され、予熱を加えてからプレスされることによって、セパレーターにシール部材を溶着する装置である。このような燃料電池セルの製造においては、ベルトコンベアによる搬送に代えて、チャックによる搬送を採用した方が設備の小型化を実現できる場合がある。しかし、チャックによる搬送では、セパレーターとシール部材とが積層される際の位置決めと、積層体の搬送と、積層体におけるシール部材の溶着とに加え、積層体を把持するチャックの開閉が製造工程に含まれる。このため、ベルトコンベアによる搬送と比べて、シール部材がセパレーターに溶着される工程に要する時間が長くなる虞があるという課題があった。このような課題を解決するために、シール部材がセパレーターに溶着される工程においてチャックによる搬送を採用した燃料電池セルの製造装置において、シール部材がセパレーターに溶着される工程に要する時間が長くなることを防止できる技術が望まれていた。
本発明は、上述の課題の少なくとも一部を解決するためになされたものであり、以下の形態として実現することが可能である。
本発明の一形態によれば、燃料電池セルの製造装置が提供される。この燃料電池セルの製造装置は、膜電極接合体および前記膜電極接合体の両面に設けられたガス拡散層を有する膜電極ガス拡散層接合体を挟持するセパレーターと、前記セパレーターの間において前記膜電極ガス拡散層接合体の外周部に配されるとともに前記セパレーターと溶着できるシール部材と、を溶着する燃料電池セルの製造装置であって、前記セパレーターと前記シール部材とが積層される位置を決めることによって前記セパレーターと前記シール部材とが積層された積層体を準備する位置決め部と、前記積層体を把持できるとともに、重力方向下側から押圧された際に前記把持を開かせる被接触部を有する把持部を含み、前記積層体を前記把持部に把持させた状態において、前記積層体を搬送する搬送部と、前記搬送部によって搬送された前記積層体における前記セパレーターと前記シール部材とを熱圧着する熱圧着部と、を備え、前記位置決め部は、前記セパレーターと前記シール部材とが積層されるときの位置を決めるピンを含み、前記ピンに位置決めされた前記積層体を支持しつつ昇降する昇降部と、前記昇降部が上昇した際に、前記被接触部を押圧することによって前記把持部を開かせることができる第1の接触部と、を有し、前記熱圧着部は、前記積層体が載置される下型部と、前記下型部と向かい合う位置に配され、前記積層体を熱圧着する際に、前記下型部に載置された前記積層体を前記下型部とともに挟むことによって前記積層体における前記セパレーターと前記シール部材とを熱圧着する上型部と、前記上型部が前記下型部とともに前記積層体を挟んでいる際に、前記被接触部を押圧することによって前記把持部を開かせることができる第2の接触部と、を有する。この形態によれば、セパレーターとシール部材とが積層される際の位置決めと積層体を把持するチャック(把持部に相当する)の開閉とを並行して行うことができるとともに、積層体におけるシール部材の溶着と積層体を把持するチャックの開閉とを並行して行うことができる。よって、シール部材がセパレーターに溶着される工程においてチャックによる搬送を採用した燃料電池セルの製造装置において、ベルトコンベアによる搬送と比べて、シール部材がセパレーターに溶着される工程に要する時間が長くなることを防止できる。
本発明の形態は、燃料電池セルの製造装置に限るものではなく、例えば、燃料電池セルの製造方法などの種々の形態に適用することも可能である。また、本発明は、前述の形態に何ら限定されるものではなく、本発明の趣旨を逸脱しない範囲内において様々な形態で実施し得ることは勿論である。
A.第1実施形態:
図1は、本発明の実施形態における燃料電池セルの製造装置10が製造する燃料電池セル100を示した説明図である。図1には、相互に直交するXYZ軸が図示されている。図1のXYZ軸は、他の図のXYZ軸に対応する。燃料電池セル100は、反応ガスを用いた電気化学反応によって発電する。燃料電池セル100が用いる反応ガスは、水素および酸素である。燃料電池セル100は、膜電極ガス拡散層接合体110と、セパレーター120aと、セパレーター120bと、シール部材130と、を備える。
図1は、本発明の実施形態における燃料電池セルの製造装置10が製造する燃料電池セル100を示した説明図である。図1には、相互に直交するXYZ軸が図示されている。図1のXYZ軸は、他の図のXYZ軸に対応する。燃料電池セル100は、反応ガスを用いた電気化学反応によって発電する。燃料電池セル100が用いる反応ガスは、水素および酸素である。燃料電池セル100は、膜電極ガス拡散層接合体110と、セパレーター120aと、セパレーター120bと、シール部材130と、を備える。
膜電極ガス拡散層接合体110は、膜電極接合体112の両面にガス拡散層114およびガス拡散層116を設けられたユニットである。膜電極接合体112は、電解質膜を一対の電極層で挟んだ部材である。ガス拡散層114は、膜電極接合体112におけるアノード側(Z軸方向の+側)に設けられ、反応ガスである水素を膜電極接合体112へ拡散させる多孔質の層である。ガス拡散層116は、膜電極接合体112におけるカソード側(Z軸方向の−側)に設けられ、反応ガスである酸素を膜電極接合体112へ拡散させる多孔質の層である。
セパレーター120aは、ガス拡散層114の表面にZ軸方向の+側から積層される。セパレーター120bは、ガス拡散層116の表面にZ軸方向の−側から積層される。尚、本実施形態の説明では、セパレーター120aおよびセパレーター120bの各々を総称する場合には符号「120」を使用する。セパレーター120は、発電された電気を集電するのに十分な導電性を有するとともに、反応ガスおよび冷却水を流す上で十分な耐久性,耐熱性,ガス不透過性を有する材料から主に構成される。
シール部材130は、セパレーター120の間において膜電極ガス拡散層接合体110の外周部に配されるとともにセパレーター120と溶着されている。本実施形態では、シール部材130は、エチレン−プロピレンゴム(EPM)で構成される。他の実施形態では、シール部材130は、熱圧着することで硬化する他のゴム材料であってもよい。
燃料電池セル100は、以下の工程で作成される。すなわち、膜電極ガス拡散層接合体110とシール部材130とが接着されて一体化される。次に、一体化された膜電極ガス拡散層接合体110とシール部材130とが、セパレーター120で挟持される。その後、セパレーター120の外側から内側に向けて熱圧着されることによって、燃料電池セル100は作成される。
本実施形態では、膜電極ガス拡散層接合体110とシール部材130とが接着されて一体化されたものを、一体化部材103と呼ぶ。本実施形態では、一体化部材103がセパレーター120で挟持されて熱圧着される前のものを積層体105と呼ぶ。
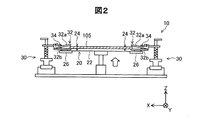
図2は、本発明の実施形態における燃料電池セルの製造装置10における位置決め部20および搬送部30を主に示す説明図である。燃料電池セルの製造装置10は、セパレーター120とシール部材130とを溶着する装置である。燃料電池セルの製造装置10は、位置決め部20と、搬送部30と、熱圧着部40とを備える。尚、熱圧着部40は、図2および図3には図示されていない。熱圧着部40については、図4にて説明する。
位置決め部20は、一体化部材103とセパレーター120とが積層される位置を決めることによって一体化部材103とセパレーター120とが積層された積層体105を準備する。位置決め部20は、昇降部22と、第1の接触部26とを備える。
昇降部22は、ピン24を有する。ピン24は、一体化部材103およびセパレーター120にそれぞれ形成されている位置決め孔に挿通されることによって、一体化部材103とセパレーター120とが積層されるときの位置を決める。本実施形態では、昇降部22は、ピン24を2本有する。他の実施形態では、昇降部22は、ピン24を1本有してもよいし、3本以上有してもよい。昇降部22は、ピン24に位置決めされた積層体105を支持しつつZ軸方向に沿って昇降する。
第1の接触部26は、昇降部22が上昇した際に、搬送部30における棒状部34をZ軸方向の−側から押圧することによって搬送部30における把持部32を開かせることができる。第1の接触部26は、昇降部22におけるX軸方向の両端部から外側方向に向けて突出して設けられている。
搬送部30は、積層体105を搬送する。本実施形態における搬送部30は、搬送部30からY軸方向の+側にある熱圧着部40に積層体105を搬送する。搬送部30は、把持部32を有する。
把持部32は、積層体105を把持できる。把持部32は、上爪部32aと、下爪部32bと、棒状部34と、を有する。把持部32は、バネが上爪部32aと下爪部32bとを閉じさせる向きに付勢する付勢力によって、積層体105を把持できる。棒状部34は、上爪部32aおよび下爪部32bにそれぞれ形成された貫通孔を挿通している。棒状部34は、Z軸方向の−側から押圧された際には、下爪部32bに対して上爪部32aをZ軸方向の+側に押し上げる。
図2における棒状部34は、昇降部22が上昇した際に第1の接触部26から押圧されて上爪部32aをZ軸方向の+側に押し上げている状態である。すなわち、図2における把持部32は、開いている状態である。本実施形態では、搬送部30は、昇降部22から見てX軸方向における外側に、把持部32を2つ有する。他の実施形態では、搬送部30は、把持部32を1つ有してもよいし、3つ以上有してもよい。
本実施形態では、昇降部22が上昇した際に把持部32が開いている状態になってから、一体化部材103とセパレーター120とがZ軸方向の+側から昇降部22上で積層される。
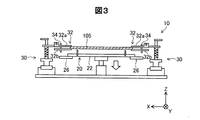
図3は、把持部32が積層体105を把持している状態を示す説明図である。図2における把持部32が開いている状態のときに昇降部22上で準備された積層体105は、昇降部22が下降するとともに把持部32に対する第1の接触部26からの押圧がなくなることで閉じる把持部32によって、把持される。
図4は、本発明の実施形態における燃料電池セルの製造装置10における熱圧着部40を主に示す説明図である。熱圧着部40は、搬送部30によって搬送された積層体105のうちのセパレーター120とシール部材130とを熱圧着する。熱圧着部40は、下型部42と、第2の接触部46と、上型部48とを備える。
下型部42は、搬送部30によって搬送された積層体105のうちのセパレーター120とシール部材130とが熱圧着される際に、積層体105が載置される構成である。本実施形態では、下型部42は、ピン44を有する。ピン44は、積層体105におけるセパレーター120とシール部材130とが熱圧着される際に、一体化部材103およびセパレーター120にそれぞれ形成されている位置決め孔に挿通されることによって、セパレーター120とシール部材130との間におけるズレが生じるのを防止する。
上型部48は、下型部42から見てZ軸方向の+側に配されている。上型部48は、Z軸方向の−側に下降することによって、積層体105を下型部42とともに挟む。上型部48は、積層体105を熱圧着する際に、下型部42に載置された積層体105を下型部42とともに挟むことによって積層体105のうちのセパレーター120とシール部材130とを熱圧着する。
上型部48は、押圧部49を有する。押圧部49は、下型部42と上型部48とが積層体105を挟む際に把持部32をZ軸方向の+側から押圧することによって、把持部32をZ軸方向の−側へ押し下げる。
第2の接触部46は、下型部42と上型部48とが積層体105を挟んでいる際に、棒状部34をZ軸方向の−側から押圧することによって把持部32を開かせることができる。第2の接触部46は、下型部42におけるX軸方向の両端部から外側方向に向けて突出して設けられている。
図5は、第2の接触部46からの押圧によって把持部32が積層体105に対する把持を開いている状態を示す説明図である。下型部42と上型部48とが積層体105を挟む際、図4の状態から上型部48が下降することで押圧部49が把持部32をZ軸方向の+側から押圧することによって、把持部32をZ軸方向の−側へ押し下げる。押し下げられた把持部32における棒状部34は、第2の接触部46から押圧されることによって積層体105に対する把持を開く。
下型部42と上型部48とが積層体105を挟む際、把持部32による積層体105に対する把持が開いていないと、下型部42および上型部48による積層体105の挟みと把持部32による積層体105の把持との間において積層体105への歪みが生じる場合がある。しかし、上述したように、下型部42と上型部48とが積層体105を挟む際、把持部32による積層体105に対する把持が開くことによって、そのような歪みが生じることを防止できる。
以上説明した実施形態によれば、セパレーター120とシール部材130とが積層される際の位置決めと積層体105を把持する把持部32の開閉とを並行して行うことができるとともに、積層体105におけるシール部材130の溶着と積層体105を把持する把持部32の開閉とを並行して行うことができる。よって、シール部材130がセパレーター120に溶着される工程において把持部32による搬送を採用した燃料電池セルの製造装置10において、ベルトコンベアによる搬送と比べて、シール部材130がセパレーター120に溶着される工程に要する時間が長くなることを防止できる。
B.参考例:
図6は、参考例における燃料電池セルの製造装置10aを示す説明図である。燃料電池セルの製造装置10aは、第1の接触部26と、第2の接触部46と、棒状部34とを備えていない点を除いて、燃料電池セルの製造装置10と同様の構成を備える。
図6は、参考例における燃料電池セルの製造装置10aを示す説明図である。燃料電池セルの製造装置10aは、第1の接触部26と、第2の接触部46と、棒状部34とを備えていない点を除いて、燃料電池セルの製造装置10と同様の構成を備える。
図6は、一体化部材103とセパレーター120とが昇降部22上で積層されるときの状態を示している。燃料電池セルの製造装置10aでは、昇降部22が上昇する動きを制御部(図示しない)が確認しながら、アクチュエータ(図示しない)によって把持部32は開いている状態となる。その状態において、一体化部材103とセパレーター120とが昇降部22上で積層される。
図7は、積層体105が熱圧着される際に、把持部32が積層体105に対する把持を開いている状態を示す説明図である。下型部42と上型部48とが積層体105を挟む際、上型部48の下降を制御部が確認しながら、アクチュエータ(図示しない)によって把持部32は開いている状態となる。
燃料電池セルの製造装置10aでは、把持部32の開閉動作にアクチュエータを用いていることによって、燃料電池セルの製造装置10と比べて、装置自体が大型化する場合がある。また、昇降部22が上昇する動きおよび上型部48の下降を制御部が確認しながら把持部32は開かれるため、シール部材130がセパレーター120に溶着される工程に要する時間が長くなる傾向にある。
これに対して、第1実施形態は、把持部32の開閉動作にアクチュエータを用いていないため、装置自体の大型化を防止できる。また、昇降部22が上昇する動きおよび上型部48の下降と、把持部32の開閉を並行して行うため、シール部材130がセパレーター120に溶着される工程に要する時間が長くなることを防止できる。
C.変形例:
第1実施形態では、燃料電池セル100は、セパレーター120とシール部材130とが熱圧着されて作成されていたが、本発明はこれに限られない。例えば、燃料電池セル100は、セパレーター120およびシール部材130に予熱を加えてからプレスされることによって作成されてもよい。
第1実施形態では、燃料電池セル100は、セパレーター120とシール部材130とが熱圧着されて作成されていたが、本発明はこれに限られない。例えば、燃料電池セル100は、セパレーター120およびシール部材130に予熱を加えてからプレスされることによって作成されてもよい。
本発明は、上述の実施形態や実施例、変形例に限られるものではなく、その趣旨を逸脱しない範囲において種々の構成で実現することができる。例えば、発明の概要の欄に記載した各形態中の技術的特徴に対応する実施形態、実施例、変形例中の技術的特徴は、上述の課題の一部または全部を解決するために、あるいは、上述の効果の一部または全部を達成するために、適宜、差し替えや、組み合わせを行うことが可能である。また、その技術的特徴が本明細書中に必須なものとして説明されていなければ、適宜、削除することが可能である。
10…製造装置
10a…製造装置
20…位置決め部
22…昇降部
24…ピン
26…第1の接触部
30…搬送部
32…把持部
32a…上爪部
32b…下爪部
34…棒状部
40…熱圧着部
42…下型部
44…ピン
46…第2の接触部
48…上型部
49…押圧部
100…燃料電池セル
103…一体化部材
105…積層体
110…膜電極ガス拡散層接合体
112…膜電極接合体
114…ガス拡散層
116…ガス拡散層
120…セパレーター
120a…セパレーター
120b…セパレーター
130…シール部材
10a…製造装置
20…位置決め部
22…昇降部
24…ピン
26…第1の接触部
30…搬送部
32…把持部
32a…上爪部
32b…下爪部
34…棒状部
40…熱圧着部
42…下型部
44…ピン
46…第2の接触部
48…上型部
49…押圧部
100…燃料電池セル
103…一体化部材
105…積層体
110…膜電極ガス拡散層接合体
112…膜電極接合体
114…ガス拡散層
116…ガス拡散層
120…セパレーター
120a…セパレーター
120b…セパレーター
130…シール部材
Claims (1)
- 膜電極接合体および前記膜電極接合体の両面に設けられたガス拡散層を有する膜電極ガス拡散層接合体を挟持するセパレーターと、前記セパレーターの間において前記膜電極ガス拡散層接合体の外周部に配されるとともに前記セパレーターと溶着できるシール部材と、を溶着する燃料電池セルの製造装置であって、
前記セパレーターと前記シール部材とが積層される位置を決めることによって前記セパレーターと前記シール部材とが積層された積層体を準備する位置決め部と、
前記積層体を把持できるとともに、重力方向下側から押圧された際に前記把持を開かせる被接触部を有する把持部を含み、前記積層体を前記把持部に把持させた状態において、前記積層体を搬送する搬送部と、
前記搬送部によって搬送された前記積層体における前記セパレーターと前記シール部材とを熱圧着する熱圧着部と、を備え、
前記位置決め部は、
前記セパレーターと前記シール部材とが積層されるときの位置を決めるピンを含み、前記ピンに位置決めされた前記積層体を支持しつつ昇降する昇降部と、
前記昇降部が上昇した際に、前記被接触部を押圧することによって前記把持部を開かせることができる第1の接触部と、を有し、
前記熱圧着部は、
前記積層体が載置される下型部と、
前記下型部と向かい合う位置に配され、前記積層体を熱圧着する際に、前記下型部に載置された前記積層体を前記下型部とともに挟むことによって前記積層体における前記セパレーターと前記シール部材とを熱圧着する上型部と、
前記上型部が前記下型部とともに前記積層体を挟んでいる際に、前記被接触部を押圧することによって前記把持部を開かせることができる第2の接触部と、を有する、燃料電池セルの製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015234362A JP2017103069A (ja) | 2015-12-01 | 2015-12-01 | 燃料電池セルの製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015234362A JP2017103069A (ja) | 2015-12-01 | 2015-12-01 | 燃料電池セルの製造装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017103069A true JP2017103069A (ja) | 2017-06-08 |
Family
ID=59018083
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015234362A Pending JP2017103069A (ja) | 2015-12-01 | 2015-12-01 | 燃料電池セルの製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017103069A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020077590A (ja) * | 2018-11-09 | 2020-05-21 | トヨタ自動車株式会社 | 燃料電池用熱圧着装置 |
| KR102255376B1 (ko) * | 2021-03-05 | 2021-05-24 | 주식회사 시스템알앤디 | 이차전지 스택셀의 미압착 영역 없이 분리막을 균일하게 가압하는 압착 장치 및 이에 포함되는 클램핑 장치 |
-
2015
- 2015-12-01 JP JP2015234362A patent/JP2017103069A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020077590A (ja) * | 2018-11-09 | 2020-05-21 | トヨタ自動車株式会社 | 燃料電池用熱圧着装置 |
| JP7070353B2 (ja) | 2018-11-09 | 2022-05-18 | トヨタ自動車株式会社 | 燃料電池用熱圧着装置 |
| KR102255376B1 (ko) * | 2021-03-05 | 2021-05-24 | 주식회사 시스템알앤디 | 이차전지 스택셀의 미압착 영역 없이 분리막을 균일하게 가압하는 압착 장치 및 이에 포함되는 클램핑 장치 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5217503B2 (ja) | シート積層装置およびシート積層方法 | |
| KR101846424B1 (ko) | 적층체 고정 지그, 적층 접합체 제조 시스템 및 적층 접합체의 제조 방법 | |
| JP5321014B2 (ja) | 燃料電池用金属セパレータの溶接装置、および燃料電池用金属セパレータの溶接方法 | |
| JP2006505096A (ja) | 燃料電池材料層を自動的に積重ねる装置および方法 | |
| JP6551220B2 (ja) | 全固体電池の製造方法 | |
| KR102414044B1 (ko) | 전지 셀에 부착 가능한 접착 테이프용 테이핑 장치 및 테이핑 방법 | |
| JP5223272B2 (ja) | 燃料電池用金属セパレータの溶接方法、および燃料電池用金属セパレータの溶接装置 | |
| JP5189758B2 (ja) | 双極型電池の製造装置および製造方法 | |
| JP2017103069A (ja) | 燃料電池セルの製造装置 | |
| KR100986484B1 (ko) | 연료전지 스택 자동 적층 장치 및 방법 | |
| JP6497109B2 (ja) | 燃料電池セルおよびその製造方法 | |
| JP5374825B2 (ja) | 燃料電池セルの製造装置 | |
| JP5494726B2 (ja) | 双極型電池の製造方法および製造装置 | |
| JP5290932B2 (ja) | 燃料電池用セパレータの製造方法および搬送装置 | |
| JP5298453B2 (ja) | 燃料電池セルの製造方法および製造装置 | |
| JP2021059374A (ja) | 搬送装置 | |
| JP5040272B2 (ja) | 双極型電池の製造方法および製造装置 | |
| KR20200031347A (ko) | 이차전지 적층장치 | |
| JP2020047511A (ja) | 燃料電池セルの製造装置 | |
| KR20230003995A (ko) | 파우치셀 이송 시스템 및 이를 이용한 이송 방법 | |
| KR102410892B1 (ko) | 리드탭 제작 시스템 | |
| JP2019036408A (ja) | 密閉型電池の組立装置 | |
| JP7042049B2 (ja) | パレット及びパレットを用いた検査方法 | |
| US20210162583A1 (en) | Handling device | |
| JP2021034306A (ja) | 燃料電池用板状部材の搬送装置 |