JP2017018151A - 穿孔ヘッドを備えた刺繍ミシン - Google Patents
穿孔ヘッドを備えた刺繍ミシン Download PDFInfo
- Publication number
- JP2017018151A JP2017018151A JP2013243263A JP2013243263A JP2017018151A JP 2017018151 A JP2017018151 A JP 2017018151A JP 2013243263 A JP2013243263 A JP 2013243263A JP 2013243263 A JP2013243263 A JP 2013243263A JP 2017018151 A JP2017018151 A JP 2017018151A
- Authority
- JP
- Japan
- Prior art keywords
- embroidery
- head
- workpiece
- sewing machine
- perforation
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Classifications
-
- D—TEXTILES; PAPER
- D05—SEWING; EMBROIDERING; TUFTING
- D05C—EMBROIDERING; TUFTING
- D05C7/00—Special-purpose or automatic embroidering machines
- D05C7/04—Special-purpose or automatic embroidering machines for boring or jogging
-
- D—TEXTILES; PAPER
- D05—SEWING; EMBROIDERING; TUFTING
- D05B—SEWING
- D05B15/00—Machines for sewing leather goods
-
- D—TEXTILES; PAPER
- D05—SEWING; EMBROIDERING; TUFTING
- D05D—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES D05B AND D05C, RELATING TO SEWING, EMBROIDERING AND TUFTING
- D05D2209/00—Use of special materials
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Sewing Machines And Sewing (AREA)
Abstract
【課題】被加工物を二次元方向に移動制御しつつ縫いを行う刺繍ミシンにおいて、皮革等のように比較的に剛性が高く挿針抵抗の大きい被加工物に適した処理を行えるようにする。
【解決手段】刺繍ミシンにおいて、通常の刺繍ヘッド(3)のほかに、上下動する棒(4a)及び該棒の先端に設けられた穿孔具(21)を含む穿孔ヘッド(4)と、前記穿孔ヘッドの下方に配置され、前記棒の下動に伴い下降した前記穿孔具を受け止める受け台(35)とを備える。刺繍ヘッドと穿孔ヘッドの一方を選択的に使用して被加工物Hに対して刺繍縫い及び穿孔模様形成の少なくとも一方を行う。例えば、穿孔ヘッドを使用して被加工物に対して所望の穿孔模様形成を行い、その後に、刺繍ヘッドを使用して被加工物において形成済みの穿孔模様の少なくとも一部の穿孔に対して刺繍縫いを行う。
【選択図】 図3
【解決手段】刺繍ミシンにおいて、通常の刺繍ヘッド(3)のほかに、上下動する棒(4a)及び該棒の先端に設けられた穿孔具(21)を含む穿孔ヘッド(4)と、前記穿孔ヘッドの下方に配置され、前記棒の下動に伴い下降した前記穿孔具を受け止める受け台(35)とを備える。刺繍ヘッドと穿孔ヘッドの一方を選択的に使用して被加工物Hに対して刺繍縫い及び穿孔模様形成の少なくとも一方を行う。例えば、穿孔ヘッドを使用して被加工物に対して所望の穿孔模様形成を行い、その後に、刺繍ヘッドを使用して被加工物において形成済みの穿孔模様の少なくとも一部の穿孔に対して刺繍縫いを行う。
【選択図】 図3
Description
本発明は、複数本備えた針棒を選択することによって被加工物に複数色の刺繍柄を施すことが可能な刺繍ミシンにおいて、被加工物に穿孔するための穿孔刃(ポンス)を駆動する穿孔ヘッドを併設した刺繍ミシンに関する。
皮革等のように比較的に剛性が高く、挿針抵抗の大きい被加工物に刺繍等の縫製をする場合、下糸が表面に引き出されたり、糸締りが甘かったりして、縫い目が綺麗にならないことが多い。これは縫い針の皮革等に対する抜針時の抵抗が大きいため、抜針時に皮革等がばたつきを生じるのが一因と考えられる。
工業用ミシンにおいては上記の不具合を解消するための一つの手段として、皮革等に、針落ちする箇所に予め下孔を明けておくことで、挿針、抜針が抵抗無く行われるようにすることが考えられ、そのための手段として、特許文献1にあるように、針棒下端の縫い針を固定する針株に目打針を縫い針から水平方向に所定間隔を空けて設けたものがある。
これによれば、縫い針が下降したときその手前で目打針も下降することで、縫製物の進行方向手前位置に下孔が明けられるため、縫い針の挿針、抜針抵抗が小さくなり、上記のような不具合が無く、綺麗な縫い目が形成される。しかし、一次元的直線方向にのみ縫いを行う上述のような工業用ミシンとは異なり、刺繍ミシンにおいては、被縫製物(被加工物)を二次元方向に移動制御しつつ縫いを行うため、上記工業用ミシンのように、目打針を針株に設ける訳にはいかない。
本発明は、上述の点に鑑みてなされたもので、皮革等のように比較的に剛性が高く挿針抵抗の大きい被加工物に適した刺繍ミシンを提供することを目的とする。
本発明に係る刺繍ミシンは、上下動する針棒及び該針棒の先端に設けられた縫い針を含む刺繍ヘッドと、上下動する棒及び該棒の先端に設けられた穿孔具を含む穿孔ヘッドと、前記穿孔ヘッドの下方に配置され、前記棒の下動に伴い下降した前記穿孔具を受け止める受け台とを備え、前記刺繍ヘッドと前記穿孔ヘッドの一方を選択的に使用して被加工物に対して刺繍縫い及び穿孔模様形成の少なくとも一方を行うことを特徴する。
本発明によれば、刺繍ヘッドと穿孔ヘッドを併設しているため、皮革等のように比較的に剛性が高く挿針抵抗の大きい被加工物に対して刺繍縫いを行う場合、まず、穿孔ヘッドを使用して被加工物に対して所望の穿孔模様形成を行い、その後に、刺繍ヘッドを使用して被加工物において形成済みの穿孔模様の少なくとも一部の穿孔に対して刺繍縫いを行うことができる。従って、皮革等のように比較的に剛性が高く挿針抵抗の大きい被加工物に対する刺繍縫いを容易かつ高品質に行うことができる。すなわち、仕上がりの縫い目が綺麗な刺繍、縫製を行うことができる。
また、一実施例として、前記穿孔ヘッドは、それぞれ異なるタイプの前記穿孔具(ポンス)を先端に設けた複数の前記棒を含み、いずれか1つの前記棒が選択されて上下動するように構成してよい。これにより、例えば、穿孔ヘッドの各棒の下端に装着する穿孔具(ポンス)として孔径の異なるものを装着しておき、棒の選択によって任意径の穿孔具を選択することで、縫い糸の太さに応じた孔を明けることができる。また、穿孔ヘッドの各棒の下端に、孔形状や大きさの異なる種々の穿孔具(ポンス)を装着しておき、プログラムにしたがって棒選択により穿孔具を切り替えつつ穿孔することで、諸形状の穿孔を所望模様状に配置した装飾品を作成することもできる。
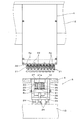
図1及び図2に示すように、刺繍ミシン本体1の上フレーム2の前面に、通常の刺繍を行うための刺繍ヘッド(本例では9針備えている)3と、その隣に、穿孔ヘッド4が適宜の間隔を空けて併設されている。刺繍ヘッド3の下方には、針棒と共同して縫いを行う周知の釜を支持した釜土台5がミシンテーブル6下に配置されており、その上面は針板7で覆われている。穿孔ヘッド4の下方には、後述するポンス台35を支持した受け土台8が同じくミシンテーブル6下に配置されており、その上面は蓋板10で覆われている。
テーブル6上にはX方向駆動体11、Y方向駆動体12が配置されている。X方向駆動体11は、ミシンテーブル6の下方において下フレーム13に固設されたX駆動部14に、テーブル蓋15を通して連結されている。Y方向駆動体12は、同じくミシンテーブル6の下方において下フレーム13に固設されたY駆動部16に、テーブル蓋17を通して連結されている。なお、図2から分かるように、X方向駆動体11とY方向駆動体12は立体交差しており、Y方向駆動体12がX方向駆動体11の上に位置している。両駆動体11、12には枠保持体18が連結されている(図8及び図10も参照されたい)。
枠保持体18はミシンテーブル6上に載置された矩形の枠状をなすものであり、隣り合う1対の各片が夫々X方向駆動部11、Y方向駆動部12に連結されている。その連結は、図8に示すように、右方片の連結具18aをX方向駆動部11に、後方片の連結具18bをY方向駆動部12に係合させることで行われている。この枠保持体18は、操作パネル20から選択指示したデータに基づいて送出される駆動信号によりX方向駆動部11、Y方向駆動部12が駆動されることで、X−Y方向に移動駆動される。
本実施例に係る刺繍ミシンは、ソフトウェアプログラムに従って動作するマイクロプロセッサあるいは専用の回路等を含む制御装置(図示せず)を備えており、本明細書で説明する種々の動作(刺繍縫い動作及び穿孔処理動作)は、該制御装置の制御に従って実行される。その場合、本明細書で説明する種々の動作は、ソフトウェアプログラム用の命令として記述され得、該命令はコンピュータ読み取り可能な記憶媒体において不揮発的に若しくは非一時的に記憶され得る。
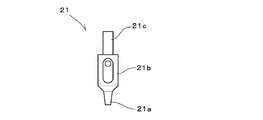
次に穿孔ヘッド4について、図1、図3〜図7等を参照して説明する。穿孔ヘッド4は、刺繍ヘッド3と略同様の外形を有するが、刺繍ヘッド3の針棒ケースにおいて天秤や糸道を取り除いた構造となっており、また、刺繍ヘッド3と同様に複数の針棒4aを具備しており、該針棒4aの駆動構造は刺繍ヘッド3と全く同じである。穿孔ヘッド4において、各針棒4aの下端には、縫針に替えてポンス(穿孔具)21が取り付けられている。なお、穿孔ヘッド4の針棒4aは、針が設けられないので、単に「棒」とも称することにする。図6に示すように、ポンス21は、本体21bの下端に穿孔刃21a(本例では平面円形の円形刃となっている)を形成し、該本体21bの上端に縮径した取付部21cを形成してなるものである。図7に示すように、ポンス21の取付部21cを棒4aの下端の中心孔4bに嵌入し、針ダキ22のネジ23を締め付けることで、該ポンス21が棒4aの下端に固定される。
図3では、一実施例として、穿孔ヘッド4のすべての針棒4aにポンス(穿孔具)21が取付けられているが、一部の針棒4aにのみ取付けるようにしてもよく、また、穿孔刃21aの平面形状が異なる(例えば、三角形、四角形、5角形、楕円形、星型、同じ円形でも径の異なるもの等)種々のポンス21を取付けるようにしてもよい。なお、図1に示すように、上フレーム2の前面には刺繍ヘッド3、穿孔ヘッド4の針棒4aを選択するための針棒チェンジ装置9が設置されている。
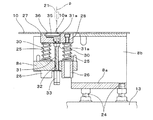
次に、穿孔ヘッド4の下方に設置されたポンス土台8について図3及び図4に基いて説明する。底板8aとその上面両側に立設固定された側板8bとこの側板8bに差し渡された支持板8cとでポンス土台8の土台が構成されており、底板8aがボルト24によって下フレーム13に固定されている。支持板8cには合計4本の案内ロッド25が所定間隔を空け、底板8aに打ち込まれたスリーブ26に案内されて上下方向のスライド可能に指示され、これら案内ロッド25の上端に保持板27がネジ28により取り付けられている。各案内ロッド25には支持板8cと保持板27との間に圧縮コイルバネ30が嵌装されており、その付勢力により保持板27は上方向きに移動付勢されている。
保持板27の下面には、4本の案内ロッド25の中央位置においてストッパネジ31が固定(ロックナット31aによりロック)され、その下端部が、支持板8cの透孔32を通して下方に突出しており、その突出部にナット33が螺合されている。このナット33の締め付けによって、上方に付勢された保持板27の位置が調整されるようになっている。保持板27の上面には盲孔(若しくは凹み)36が形成されており、この盲孔36に真鍮製のポンス台(受け台)35が嵌装されている。ポンス台35の上端は縮径されており、この縮径部が保持板27に被せられた蓋板10の窓孔10aに嵌合しており、これによりポンス台35は盲孔36からの脱落が防止されている。蓋板10は保持板27にネジ止めされている。
ポンス21のポンス台35に対する対応位置は、図4(側断面図)にp、図5(平面図)にqで示す位置であり、針棒4aの下動により下死点に至って、ポンス21の穿孔刃21aがポンス台35に当接した際、ポンス台35が僅かに下動(0.5ミリ程度)するよう、保持板27の高さをナット33の調整によって設定しておく。ここで、ポンス台35が下動すると、保持台27、これにネジ止めされた蓋板10、各案内ロッド25も共に下動する。
なお、穿孔動作が進む(穿孔回数が増す)にしたがって、穿孔刃21aの当接によりポンス台35の上面に窪み(穿孔刃21aの跡)が生じる(図5のqの位置)。よって、ある程度の穿孔回数を超えると、穿孔刃21aが下死点に至ってもポンス台35が下動しなくなることになる。ここに至ると当接音は発生しないが、穿孔は正しく行われる。穿孔刃21aの大きさ、形状が異なるポンス21を選択して穿孔する場合は、ポンス台35の上面に形成されているドライバ溝35aを利用してポンス土台35を少し回し、穿孔刃21aの当接位置を変える。
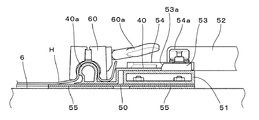
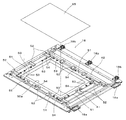
図2において、皮革等の被加工物を保持するための保持枠40は、前記枠保持体18に保持されて、該枠保持体18に伴って二次元的に移動する。図8の分解斜視図を参照して、被加工物の一例としての皮革シートHを保持枠40にセットする手順をまず説明する。保持枠40は角枠と称される周知の枠体であり、内周に被加工物を保持するための突条40aを有する。皮革シートHを保持枠40の上に敷き、保持枠40の4辺の突条40aの上に対応してクリップ60をそれぞれ被せてロックレバー60aを操作することで皮革Hを保持枠40に固定する。これにより、被加工物である皮革Hが保持枠40に展張される。なお、図8では、便宜上、1個のクリップ60だけが示されているが、各辺毎に皮革Hをクリップ止めするので、合計4個のクリップ60が用いられる。勿論、一辺を1個のクリップ60で止める例に限らず、短めのクリップ60を複数用いて一辺を止めてもよい。
枠保持体18にはX方向の枠サイズ調整バー41、Y方向の枠サイズ調整バー42が位置調整可能に取り付けられている。枠保持体18の内側において、これらの枠サイズ調整バー41、42を介して、保持盤50が設けられる。保持盤50は、大きな矩形の窓孔50aを有する薄板からなっており、その周囲(四辺)上面にそれぞれ保持片51がネジ止めされている。保持盤50において、隣接する二辺の保持片51が適宜数の取付けバー52を介して枠保持体18の対応する二辺にネジ固定され、別の隣接する二辺の保持片51が適宜数の取付けバー52を介して対応する枠サイズ調整バー41、42にネジ固定される。これにより、枠保持体18のサイズが許す限り、任意のサイズの保持盤50を枠保持体18の内側に固定することができる。なお、保持盤50は、使用する保持枠40のサイズに合ったものが準備され、保持枠40がセットされたとき窓孔50aから皮革シートHが露出されるようになっている。
ここに示す一実施例においては、保持枠40は、枠保持体18の保持盤50の上に載せることによりセットされる。保持枠40を保持盤50の上に載せると、保持枠40の周縁が、保持片51の上面の随所に固定された複数の案内部材53のテーパー面53aに当接することで自動的に位置決めされて保持盤50上に適正にセットされるようになっている(図9参照)。保持枠40を保持盤50にセットした後は、各保持片51に取付けられた複数のロック爪54のツマミ54aを図8において反時計方向に90度回転させることで、図9に示すように、ロック爪54が保持枠40を押さえ込み、これにより、保持枠40が保持盤50、つまり枠保持体18にしっかりと保持される。なお、保持盤50の下面には、ミシンテーブル6上に直接当らないようにフェルト、コルク等からなる滑り材55が貼設されている。
次に、被加工物への加工方法について説明する。被加工物である皮革シートHに施そうとする刺繍柄に応じて刺繍作成用データを予め作成し、作成した刺繍作成用データを刺繍ミシン1の操作パネル20を介して入力しておく。図11は、皮革シートHに施す刺繍柄の一例を示す。本例の刺繍柄は、図11(a)に示すように、多数の穿孔61とその一部の穿孔61に針落ちさせて刺繍糸62を縫い込むようにしたものとでなっている。
加工工程としては、まず、枠保持体18を穿孔ヘッド4に対応付けるように枠シフト制御を行い、かつ、刺繍柄データに従って枠保持体18を2次元的に移動しつつ、該穿孔ヘッド4により図11(b)に示すように必要なすべての穿孔処理を保持枠40上の皮革シートHに対して施す(穿孔模様の形成)。ついで、枠保持体18を刺繍ヘッド3に対応付けるように枠シフト制御を行い、かつ、刺繍柄データに従って枠保持体18を2次元的に移動しつつ、刺繍縫いを行うべき所定の穿孔(形成済の穿孔模様における少なくとも一部の穿孔)に対してのみ刺繍縫い動作を行う。なお、この一連の動作は刺繍用データに盛り込まれた緒情報に基いて自動的に行われる。
本発明によれば、刺繍糸による縫いを、予め穿孔した孔に針落ちさせて行うことにより、縫い針の挿針、抜針時の抵抗を小さくすることができるため、縫い糸の締りがよくなり、また、下糸が上に引き出されてしまうことがなく、綺麗な縫い目を形成することができる。
刺繍縫いする糸の太さに合わせた種々のポンスを穿孔ヘッド4の複数の針棒4aにセットしておき、針棒選択動作により、用いるポンスを切り替えることで最適な穿孔を行うことができ、これに伴い、最適な縫いを行うことができる。
上記実施例では穿孔後に刺繍糸による縫いを行う例を示したが、穿孔後に刺繍縫いすることなく、穿孔するだけに留めた装飾加工方法を選択することもできる。この場合、各針棒に大きさ、形の異なる種々なポンスをセットしておけば、針棒選択操作によって多種多様な穿孔装飾柄(穿孔模様のみからなる装飾柄)を形成することができる。
なお、図10に示すように、枠保持体18の保持盤50の上に、厚さが0.5ミリ程度の樹脂等からなる受けシート65を載せ、この受けシート65上に、皮革シートHを保持した保持枠40をセットするようにしても良い。この受けシート65は、皮革シートHを保持した保持枠40を変形することなく受理するのに必要な硬さを持ち、かつ、下降するポンス21によって容易に貫通され得る脆弱性を持つ材質からなっている。このような受けシート65を使用すると、ポンス台35の高さを上述した実施例における高さよりも低く設定しても、穿孔刃21aが受けシート65を貫通することで皮革Hには正しく穿孔され、かつ、穿孔時の騒音も抑えられる。穿孔作業が終了後、刺繍も行う場合は、一旦保持枠40を取り外し、この受けシートを取り除き、保持枠40をセットし直すものとする。受けシート65には穿孔されているので、皮革シートHの交換毎に新しいものと取り替えるのが好ましい。この方法であれば、ポンチ台35にポンス痕が付くことがない、という利点があり、また、ポンス痕が付いた部分を避けるために、ポンス21の切り替え毎にポンス台35の向きを変える、というような手間を省くこともできる。
このように、上記各実施例では、被加工物を保持する保持枠40を、枠保持体18に取り付けた保持盤50の上に載せるようにしたため、前記受けシート65を用いることができる利点がある。しかし、この受けシート65を用いる予定が無ければ、保持盤50を使用することなく、保持枠40を枠保持体18に直に装着するようにしても良い。その場合、保持盤50、保持片51、取付けバー52、枠サイズ調整バー41、42は不要であるが、保持枠40には、枠保持体18に連結するための適宜の取付け部材を備えさせる必要がある。
上記実施例では、刺繍ミシンにおいて、刺繍ヘッド3と穿孔ヘッド4が一対だけ設けられているが、これに限らず、1つの刺繍ミシンにおいて複数対の刺繍ヘッド3及び穿孔ヘッド4を設けてもよい。
1 刺繍ミシン本体
3 刺繍ヘッド
4 穿孔ヘッド
4a 針棒(棒)
5 釜土台
8 ポンス土台
11 X方向駆動体
12 Y方向駆動体
18 枠保持体
21 ポンス(穿孔具)
35 ポンス台(受け台)
40 保持枠
H 皮革シート(被加工物)
61 穿孔
62 縫い糸
3 刺繍ヘッド
4 穿孔ヘッド
4a 針棒(棒)
5 釜土台
8 ポンス土台
11 X方向駆動体
12 Y方向駆動体
18 枠保持体
21 ポンス(穿孔具)
35 ポンス台(受け台)
40 保持枠
H 皮革シート(被加工物)
61 穿孔
62 縫い糸
Claims (6)
- 上下動する針棒及び該針棒の先端に設けられた縫い針を含む刺繍ヘッドと、
上下動する棒及び該棒の先端に設けられた穿孔具を含む穿孔ヘッドと、
前記穿孔ヘッドの下方に配置され、前記棒の下動に伴い下降した前記穿孔具を受け止める受け台と
を備え、前記刺繍ヘッドと前記穿孔ヘッドの一方を選択的に使用して被加工物に対して刺繍縫い及び穿孔模様形成の少なくとも一方を行うことを特徴する刺繍ミシン。 - 前記穿孔ヘッドを使用して被加工物に穿孔模様を形成した後に、前記刺繍ヘッドを使用して前記被加工物において形成済みの前記穿孔模様の少なくとも一部の穿孔に対して刺繍縫いを行うよう制御する制御装置を更に備えた請求項1の刺繍ミシン。
- 前記穿孔ヘッドを使用して被加工物に穿孔模様を形成し、穿孔模様のみからなる装飾柄を作成するよう制御する制御装置を更に備えた請求項1の刺繍ミシン。
- 前記穿孔ヘッドは、それぞれ異なるタイプの前記穿孔具を先端に設けた複数の前記棒を含み、いずれか1つの前記棒が選択されて上下動する、請求項1乃至3のいずれかの刺繍ミシン。
- 前記受け台は、前記穿孔具を弾性的に受け止めるように構成されている、請求項1乃至4のいずれかの刺繍ミシン。
- 前記被加工物を展張して保持する保持枠と、
前記保持枠と一体的に動くように該保持枠を支持する受けシートであって、前記穿孔具の貫通を許す脆弱性を持つ材質からなる前記受けシートと
を更に備える請求項1乃至5のいずれかの刺繍ミシン。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013243263A JP2017018151A (ja) | 2013-11-25 | 2013-11-25 | 穿孔ヘッドを備えた刺繍ミシン |
| KR1020167012398A KR101968393B1 (ko) | 2013-11-25 | 2014-11-21 | 천공 헤드를 구비한 자수 미싱 |
| PCT/JP2014/080970 WO2015076389A1 (ja) | 2013-11-25 | 2014-11-21 | 穿孔ヘッドを備えた刺繍ミシン |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013243263A JP2017018151A (ja) | 2013-11-25 | 2013-11-25 | 穿孔ヘッドを備えた刺繍ミシン |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017018151A true JP2017018151A (ja) | 2017-01-26 |
Family
ID=53179648
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013243263A Pending JP2017018151A (ja) | 2013-11-25 | 2013-11-25 | 穿孔ヘッドを備えた刺繍ミシン |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP2017018151A (ja) |
| KR (1) | KR101968393B1 (ja) |
| WO (1) | WO2015076389A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110241523A (zh) * | 2018-03-08 | 2019-09-17 | Juki株式会社 | 开孔装置 |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2551184B (en) * | 2016-06-09 | 2019-10-16 | Aston Martin Lagonda Ltd | A device for perforating panels of material |
| GB2577630B (en) * | 2016-06-09 | 2021-02-17 | Aston Martin Lagonda Ltd | A device for perforating panels of material |
| WO2018101014A1 (ja) * | 2016-11-29 | 2018-06-07 | 東海工業ミシン株式会社 | 穿孔装置及びその穿孔装置を備えた刺繍ミシン |
| CN110651079B (zh) | 2017-04-25 | 2021-12-21 | 株式会社 Tism | 穿孔装置 |
| GB2569308B (en) * | 2017-12-12 | 2022-12-21 | Bayerische Motoren Werke Ag | Leather Embroidery |
| KR102137134B1 (ko) | 2019-07-22 | 2020-07-23 | 석정호 | 자동차 시트 원단의 펀칭 장치 |
| EP4037519A1 (en) * | 2019-10-04 | 2022-08-10 | Nike Innovate C.V. | Footwear midsole and method of manufacturing with embroidery machine |
| CN111748930B (zh) * | 2020-05-11 | 2022-03-08 | 福建永信数控科技股份有限公司 | 一种高速智能织带绣设备 |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS564762A (en) * | 1979-06-22 | 1981-01-19 | Toshio Miyamoto | Embroidering machine |
| JPS63120096A (ja) * | 1986-11-06 | 1988-05-24 | ブラザー工業株式会社 | パンチング装置 |
| JPS63123284U (ja) | 1987-02-03 | 1988-08-10 | ||
| JPH02251659A (ja) * | 1989-03-20 | 1990-10-09 | Minoru Kondo | ジャガード刺繍機の穴明け機構 |
| JPH0387600U (ja) * | 1989-12-27 | 1991-09-05 | ||
| JPH06101159A (ja) * | 1992-09-10 | 1994-04-12 | Tajima Shoji Kk | 刺繍加工方法 |
| JP4809883B2 (ja) * | 2008-10-21 | 2011-11-09 | 株式会社ミドリ安全縫技研究所 | シート加工装置、シート加工方法及び加工シート |
-
2013
- 2013-11-25 JP JP2013243263A patent/JP2017018151A/ja active Pending
-
2014
- 2014-11-21 WO PCT/JP2014/080970 patent/WO2015076389A1/ja active Application Filing
- 2014-11-21 KR KR1020167012398A patent/KR101968393B1/ko active IP Right Grant
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110241523A (zh) * | 2018-03-08 | 2019-09-17 | Juki株式会社 | 开孔装置 |
| JP2019155489A (ja) * | 2018-03-08 | 2019-09-19 | Juki株式会社 | 穴あけ装置 |
| JP7093204B2 (ja) | 2018-03-08 | 2022-06-29 | Juki株式会社 | 穴あけ装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR101968393B1 (ko) | 2019-04-11 |
| KR20160088868A (ko) | 2016-07-26 |
| WO2015076389A1 (ja) | 2015-05-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2015076389A1 (ja) | 穿孔ヘッドを備えた刺繍ミシン | |
| JP4720921B2 (ja) | 多針刺繍ミシン | |
| US7966955B2 (en) | Boring device and multi-needle embroidery sewing machine equipped with the same | |
| US11021823B2 (en) | Perforating apparatus and embroidery sewing machine with the perforating apparatus | |
| US20130298811A1 (en) | Method and device for punching a planar object using a sewing machine | |
| KR101743956B1 (ko) | 차량용 시트 커버 칼펀치시스템 | |
| JP2011006798A (ja) | ミシン | |
| KR20150095339A (ko) | 다양한 형태의 구멍을 형성할 수 있는 천공 장치 | |
| JP2019058572A (ja) | 枠保持装置及び刺繍枠セット | |
| CN102197172A (zh) | 在用于服饰的材料中制作锥子特征的锥子 | |
| JP2011055887A (ja) | 被加工物保持体、および、ミシン | |
| JP2012011683A (ja) | 打刻針保持装置及び打刻針保持装置を備えたミシン | |
| CN103774350A (zh) | 实现套结和锁眼功能快速切换的一体机 | |
| KR101828811B1 (ko) | 원단 타공장치 | |
| JP2757166B2 (ja) | ミシン縫い剌繍に於ける模様作成方法 | |
| CN203403257U (zh) | 锁眼机切钮扣孔装置的切刀抬升机构 | |
| KR101804399B1 (ko) | 천공 모양 변환이 가능한 펀칭기 | |
| JP4737313B2 (ja) | 被加工物保持体 | |
| KR20120079248A (ko) | 자동 재봉기 지그장치 | |
| CN108221187A (zh) | 多样线迹可调的包缝机及包边线迹调整方法 | |
| CN205099899U (zh) | 一种新型电子套结机 | |
| CN205950866U (zh) | 仿威图机柜边框冲孔装置 | |
| US20120222595A1 (en) | Punch needle and sewing machine | |
| JP7012327B2 (ja) | ミシン | |
| CN203713375U (zh) | 打花器 |