JP2017003094A - 締結ボルト及び締結ボルトの挿入方法 - Google Patents
締結ボルト及び締結ボルトの挿入方法 Download PDFInfo
- Publication number
- JP2017003094A JP2017003094A JP2015120749A JP2015120749A JP2017003094A JP 2017003094 A JP2017003094 A JP 2017003094A JP 2015120749 A JP2015120749 A JP 2015120749A JP 2015120749 A JP2015120749 A JP 2015120749A JP 2017003094 A JP2017003094 A JP 2017003094A
- Authority
- JP
- Japan
- Prior art keywords
- fastening bolt
- bolt
- hole
- smooth surface
- fastening
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images






Landscapes
- Connection Of Plates (AREA)
Abstract
【課題】食い違った状態で連通している貫通穴でも挿通することを可能にする締結ボルト及び締結ボルトの挿入方法を実現する。
【解決手段】複数の部材に形成されている貫通穴Hが食い違った状態で連通している場合、雄ネジ部1aに傾斜面11と第1平滑面12が形成されている締結ボルト10を、ボルトの軸線を中心に回転させて、貫通穴Hの縁に第1平滑面12を摺接させる向きに調整しつつ、締結ボルト10を奥の部材に向けて挿し込むようにすることで、雄ネジ部1aのネジ山が貫通穴Hの縁に引っ掛かったり、そのネジ山が潰れたりすることなく、締結ボルト10を貫通穴Hに無理なく挿通させることを可能にした。
【選択図】図1
【解決手段】複数の部材に形成されている貫通穴Hが食い違った状態で連通している場合、雄ネジ部1aに傾斜面11と第1平滑面12が形成されている締結ボルト10を、ボルトの軸線を中心に回転させて、貫通穴Hの縁に第1平滑面12を摺接させる向きに調整しつつ、締結ボルト10を奥の部材に向けて挿し込むようにすることで、雄ネジ部1aのネジ山が貫通穴Hの縁に引っ掛かったり、そのネジ山が潰れたりすることなく、締結ボルト10を貫通穴Hに無理なく挿通させることを可能にした。
【選択図】図1
Description
本発明は、締結ボルト及び締結ボルトの挿入方法に関する。
従来、鉄道のレール同士をその長手方向に接続したレール継目部には、図7に示すように、レールR端部の側面間に跨る継目板Tが配設されている(例えば、特許文献1参照。)。
具体的には、レールRと継目板Tの貫通穴Hを位置合わせするように、端部をつき合わせたレールRの側面に継目板Tを配置し、連なった貫通穴Hに締結ボルトBを挿し込み、一方の継目板T側からレールRを貫けて他方の継目板T側へ締結ボルトBを挿通させ(図8参照)、他方の継目板T側へ突き出た締結ボルトBにナットを螺合して継目板Tを固設している。
具体的には、レールRと継目板Tの貫通穴Hを位置合わせするように、端部をつき合わせたレールRの側面に継目板Tを配置し、連なった貫通穴Hに締結ボルトBを挿し込み、一方の継目板T側からレールRを貫けて他方の継目板T側へ締結ボルトBを挿通させ(図8参照)、他方の継目板T側へ突き出た締結ボルトBにナットを螺合して継目板Tを固設している。
ところで、レールの保守点検によって継目板の締結ボルトが折損した箇所が見つかった際、直ちに新たな締結ボルトに交換することになるが、レールがふく進したことにより、レールと継目板の貫通穴にずれが生じてしまっているため、締結ボルトを貫通穴にスムーズに挿し込めないことがある。
そのような場合、他のボルトを貫通穴の位置合わせを行い、それでも駄目な場合はボルシン(ヨセポンチ)を使って貫通穴の位置合わせを行うことがある。
そのような場合、他のボルトを貫通穴の位置合わせを行い、それでも駄目な場合はボルシン(ヨセポンチ)を使って貫通穴の位置合わせを行うことがある。
しかしながら、折損していない締結ボルトのナットを緩めてレールと継目板の貫通穴の位置合わせを行った後に、新たな締結ボルトを貫通穴に挿し込み、全ての締結ボルトのナットを締め込み直すことは、交換作業が煩雑になることにつながる。
また、締結ボルトの折損を見つけた際にボルシンを携帯していないことがあり、新たな締結ボルトを無理矢理貫通穴に打ち込むことがあるが、その締結ボルトのネジ山が潰れてしまってナットを螺合させることができないために、別の締結ボルトに付け替えなければならないことがある。つまり、ボルシン代わりに使ってしまった締結ボルトを1本無駄にしてしまうことがあった。
このように、折損した締結ボルトを交換する際、貫通穴の食い違いがあるために、その交換作業が煩雑になってしまうことがあった。
また、締結ボルトの折損を見つけた際にボルシンを携帯していないことがあり、新たな締結ボルトを無理矢理貫通穴に打ち込むことがあるが、その締結ボルトのネジ山が潰れてしまってナットを螺合させることができないために、別の締結ボルトに付け替えなければならないことがある。つまり、ボルシン代わりに使ってしまった締結ボルトを1本無駄にしてしまうことがあった。
このように、折損した締結ボルトを交換する際、貫通穴の食い違いがあるために、その交換作業が煩雑になってしまうことがあった。
本発明の目的は、食い違った状態で連通している貫通穴でも挿通することを可能にする締結ボルト及び締結ボルトの挿入方法を提供することである。
上記目的を達成するため、本出願に係る一の発明は、
複数の部材に形成されている貫通穴が食い違った状態で連通している箇所に挿通させる締結ボルトであって、
ネジ山が形成されている雄ネジ部の先端の一部をボルトの軸線に対し斜めにカットすることにより形成された傾斜面と、
前記傾斜面における当該締結ボルトの後端寄りの部分と連続するように、前記雄ネジ部のネジ山がボルトの軸線に沿ってカットされた状態に形成された第1平滑面と、を有しているようにした。
複数の部材に形成されている貫通穴が食い違った状態で連通している箇所に挿通させる締結ボルトであって、
ネジ山が形成されている雄ネジ部の先端の一部をボルトの軸線に対し斜めにカットすることにより形成された傾斜面と、
前記傾斜面における当該締結ボルトの後端寄りの部分と連続するように、前記雄ネジ部のネジ山がボルトの軸線に沿ってカットされた状態に形成された第1平滑面と、を有しているようにした。
かかる構成の締結ボルトであれば、複数の部材に形成されている貫通穴が食い違った状態で連通している箇所であっても、ボルトの軸線を中心に回転させて、貫通穴の縁に第1平滑面を摺接させる向きに調整しつつ、締結ボルトを奥の部材に向けて挿し込むようにすることで、締結ボルトを無理なく挿通させることができる。
つまり、締結ボルトの雄ネジ部に第1平滑面が形成されているので、その第1平滑面を貫通穴の縁に摺接させるようにすれば、雄ネジ部のネジ山が貫通穴の縁に引っ掛かることなく、締結ボルトを無理なく挿通させることが可能になっている。
特に、雄ネジ部のネジ山が貫通穴の縁に強く擦られるなどして、ネジ山が潰れてしまうことがないので、貫通穴を突き抜けた締結ボルトの雄ネジ部にナットを確実に螺合させることができる。
つまり、締結ボルトの雄ネジ部に第1平滑面が形成されているので、その第1平滑面を貫通穴の縁に摺接させるようにすれば、雄ネジ部のネジ山が貫通穴の縁に引っ掛かることなく、締結ボルトを無理なく挿通させることが可能になっている。
特に、雄ネジ部のネジ山が貫通穴の縁に強く擦られるなどして、ネジ山が潰れてしまうことがないので、貫通穴を突き抜けた締結ボルトの雄ネジ部にナットを確実に螺合させることができる。
また、前記第1平滑面と軸線を挟んだ反対側のネジ山がボルトの軸線に沿ってカットされた状態に形成された第2平滑面を有している締結ボルトであってもよい。
さらに、前記第1平滑面側が凸曲面、前記第2平滑面側が凹曲面になるように、前記雄ネジ部に反りが加えられている締結ボルトであってもよい。
このような締結ボルトであっても、食い違った状態で連通している貫通穴に挿通することができる。
さらに、前記第1平滑面側が凸曲面、前記第2平滑面側が凹曲面になるように、前記雄ネジ部に反りが加えられている締結ボルトであってもよい。
このような締結ボルトであっても、食い違った状態で連通している貫通穴に挿通することができる。
また、本出願に係る他の発明は、
3つの部材に形成されている貫通穴が食い違った状態で連通している箇所に請求項1に記載の締結ボルトを挿通させる締結ボルトの挿入方法であって、
手前側の部材と奥側の部材の間に介装されている中間の部材の貫通穴に対し、手前側の部材と奥側の部材の貫通穴がともに同じ方向にずれている場合、
前記傾斜面が形成されているボルト先端を貫通穴を通じて手前側の部材と中間の部材の間に挿し入れ、中間の部材の貫通穴の縁に前記第1平滑面を摺接させつつ前記締結ボルトを奥側の部材に向けて挿し込む工程と、
前記ボルト先端が奥側の部材に突き当たった後、ボルトの軸線を中心に前記締結ボルトを半回転(ほぼ180°回転)させる工程と、
前記傾斜面が形成されているボルト先端を中間の部材と奥側の部材の間に挿し入れ、手前側の部材と奥側の部材の貫通穴の縁に前記第1平滑面を摺接させつつ前記締結ボルトを更に奥に向けて挿し込む工程と、
を備えているようにした。
3つの部材に形成されている貫通穴が食い違った状態で連通している箇所に請求項1に記載の締結ボルトを挿通させる締結ボルトの挿入方法であって、
手前側の部材と奥側の部材の間に介装されている中間の部材の貫通穴に対し、手前側の部材と奥側の部材の貫通穴がともに同じ方向にずれている場合、
前記傾斜面が形成されているボルト先端を貫通穴を通じて手前側の部材と中間の部材の間に挿し入れ、中間の部材の貫通穴の縁に前記第1平滑面を摺接させつつ前記締結ボルトを奥側の部材に向けて挿し込む工程と、
前記ボルト先端が奥側の部材に突き当たった後、ボルトの軸線を中心に前記締結ボルトを半回転(ほぼ180°回転)させる工程と、
前記傾斜面が形成されているボルト先端を中間の部材と奥側の部材の間に挿し入れ、手前側の部材と奥側の部材の貫通穴の縁に前記第1平滑面を摺接させつつ前記締結ボルトを更に奥に向けて挿し込む工程と、
を備えているようにした。
このように締結ボルトをボルトの軸線を中心に回転させて、貫通穴の縁に第1平滑面を摺接させる向きに調整しつつ、締結ボルトを奥の部材に向けて挿し込むようにすることで、3つの部材に形成されている貫通穴が食い違った状態で連通していても、雄ネジ部のネジ山が貫通穴の縁に引っ掛かることなく、締結ボルトを無理なく挿通させることができる。
特に、雄ネジ部のネジ山が貫通穴の縁に強く擦られるなどして、ネジ山が潰れてしまうことがないので、貫通穴を突き抜けた締結ボルトの雄ネジ部にナットを確実に螺合させることができる。
特に、雄ネジ部のネジ山が貫通穴の縁に強く擦られるなどして、ネジ山が潰れてしまうことがないので、貫通穴を突き抜けた締結ボルトの雄ネジ部にナットを確実に螺合させることができる。
また、複数の部材に形成されている貫通穴が食い違った状態で連通している箇所に請求項1に記載の締結ボルトを挿通させる締結ボルトの挿入方法であって、
前記締結ボルトの先端を前記貫通穴に挿し入れた後、前記締結ボルトをボルトの軸線を中心に回転させることで、前記貫通穴の縁に前記第1平滑面を摺接させる向きに調整しつつ、前記締結ボルトを奥の部材に向けて押し込むようにしてもよい。
こうすることで、複数の部材に形成されている貫通穴が食い違った状態で連通し、通常のボルトでは挿通できない程度に狭まっている箇所であっても、締結ボルトを無理なく挿通させることができる。また、雄ネジ部のネジ山が貫通穴の縁に強く擦られるなどして、ネジ山が潰れてしまうことがないので、貫通穴を突き抜けた締結ボルトの雄ネジ部にナットを確実に螺合させることができる。
前記締結ボルトの先端を前記貫通穴に挿し入れた後、前記締結ボルトをボルトの軸線を中心に回転させることで、前記貫通穴の縁に前記第1平滑面を摺接させる向きに調整しつつ、前記締結ボルトを奥の部材に向けて押し込むようにしてもよい。
こうすることで、複数の部材に形成されている貫通穴が食い違った状態で連通し、通常のボルトでは挿通できない程度に狭まっている箇所であっても、締結ボルトを無理なく挿通させることができる。また、雄ネジ部のネジ山が貫通穴の縁に強く擦られるなどして、ネジ山が潰れてしまうことがないので、貫通穴を突き抜けた締結ボルトの雄ネジ部にナットを確実に螺合させることができる。
本発明によれば、食い違った状態で連通している貫通穴に締結ボルトを挿通することができる。
以下、図面を参照して、本発明に係る締結ボルト及び締結ボルトの挿入方法の実施形態について詳細に説明する。但し、以下に述べる実施形態には、本発明を実施するために技術的に好ましい種々の限定が付されているが、本発明の範囲を以下の実施形態及び図示例に限定するものではない。
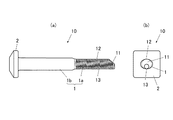
図1は、本実施形態の締結ボルト10を示す斜視図である。図2(a)は締結ボルト10を示す側面図、図2(b)は締結ボルト10を示す正面図である。
本実施形態の締結ボルト10は、図1、図2(a)(b)に示すように、ボルト本体1と、ボルト本体1の後端部に設けられているボルト頭部2とを備えている。
ボルト本体1は、略円柱状の軸体であって、ネジ山が形成されている先端側の雄ネジ部1aと、ネジ山が形成されていないボルト頭部2側の胴部1bを備えている。
本実施形態の締結ボルト10は、図1、図2(a)(b)に示すように、ボルト本体1と、ボルト本体1の後端部に設けられているボルト頭部2とを備えている。
ボルト本体1は、略円柱状の軸体であって、ネジ山が形成されている先端側の雄ネジ部1aと、ネジ山が形成されていないボルト頭部2側の胴部1bを備えている。
締結ボルト10は、雄ネジ部1aの先端の一部をボルトの軸線に対し斜めにカットすることにより形成された傾斜面11と、傾斜面11におけるボルト頭部2寄りの部分と連続するように、雄ネジ部1aのネジ山をボルトの軸線に沿ってカットすることにより形成された第1平滑面12とを有している。
雄ネジ部1aの先端に傾斜面11を形成したことで、締結ボルト10の先端が先細り、やや尖った形になっている。なお、本実施形態では、ボルトの軸線に対し斜めにカットしてなる切削面の周囲を面取りするように丸みをつけた態様に傾斜面11を形成している。
雄ネジ部1aの先端に傾斜面11を形成したことで、締結ボルト10の先端が先細り、やや尖った形になっている。なお、本実施形態では、ボルトの軸線に対し斜めにカットしてなる切削面の周囲を面取りするように丸みをつけた態様に傾斜面11を形成している。
本実施形態の締結ボルト10は、レールRと継目板Tを締結するための継目板ボルトである。
図3に示すように、レールRの両側面に対を成す継目板Tが配置された状態で連なっている貫通穴Hに締結ボルト10を挿し込み、一方の継目板T側からレールRを貫けて他方の継目板T側へ締結ボルト10を挿通させて、突き出た締結ボルト10の雄ネジ部1aにばね座金Wを取り付けた後にナットNを螺合することで、レールRと継目板Tを締結することができる。
例えば、レールRと継目板Tの貫通穴Hの直径は24mmであり、締結ボルト10の太さは19mmである。具体的には、締結ボルト10の胴部1bの直径が19mmであり、雄ネジ部1aの直径方向の太さ(ここでは軸心を通り、第1平滑面12とネジ山の頂部を結ぶ方向の太さ)が17mmである。なお、傾斜面11はボルトの軸線に対し45°の角度を成すように形成されている。
図3に示すように、レールRの両側面に対を成す継目板Tが配置された状態で連なっている貫通穴Hに締結ボルト10を挿し込み、一方の継目板T側からレールRを貫けて他方の継目板T側へ締結ボルト10を挿通させて、突き出た締結ボルト10の雄ネジ部1aにばね座金Wを取り付けた後にナットNを螺合することで、レールRと継目板Tを締結することができる。
例えば、レールRと継目板Tの貫通穴Hの直径は24mmであり、締結ボルト10の太さは19mmである。具体的には、締結ボルト10の胴部1bの直径が19mmであり、雄ネジ部1aの直径方向の太さ(ここでは軸心を通り、第1平滑面12とネジ山の頂部を結ぶ方向の太さ)が17mmである。なお、傾斜面11はボルトの軸線に対し45°の角度を成すように形成されている。
このように締結ボルト10は、直径19mmであったボルト本体1に第1平滑面12を形成したことで、その部分の太さが17mmとサイズダウンしている。
そこで、この締結ボルト10の強度を確認するために引張試験を実施した。引張試験は、JIS E 1107:2008の方法に則って行った。なお、JIS E 1107では「継目板ボルトの試験は、JIS B 1051-4による。」とされ「B40N、B50N及びB60の引張試験は、くさび引張り試験とし、くさびの角度は10°とする。」と規定されている。
この試験結果を表1に示す。
そこで、この締結ボルト10の強度を確認するために引張試験を実施した。引張試験は、JIS E 1107:2008の方法に則って行った。なお、JIS E 1107では「継目板ボルトの試験は、JIS B 1051-4による。」とされ「B40N、B50N及びB60の引張試験は、くさび引張り試験とし、くさびの角度は10°とする。」と規定されている。
この試験結果を表1に示す。
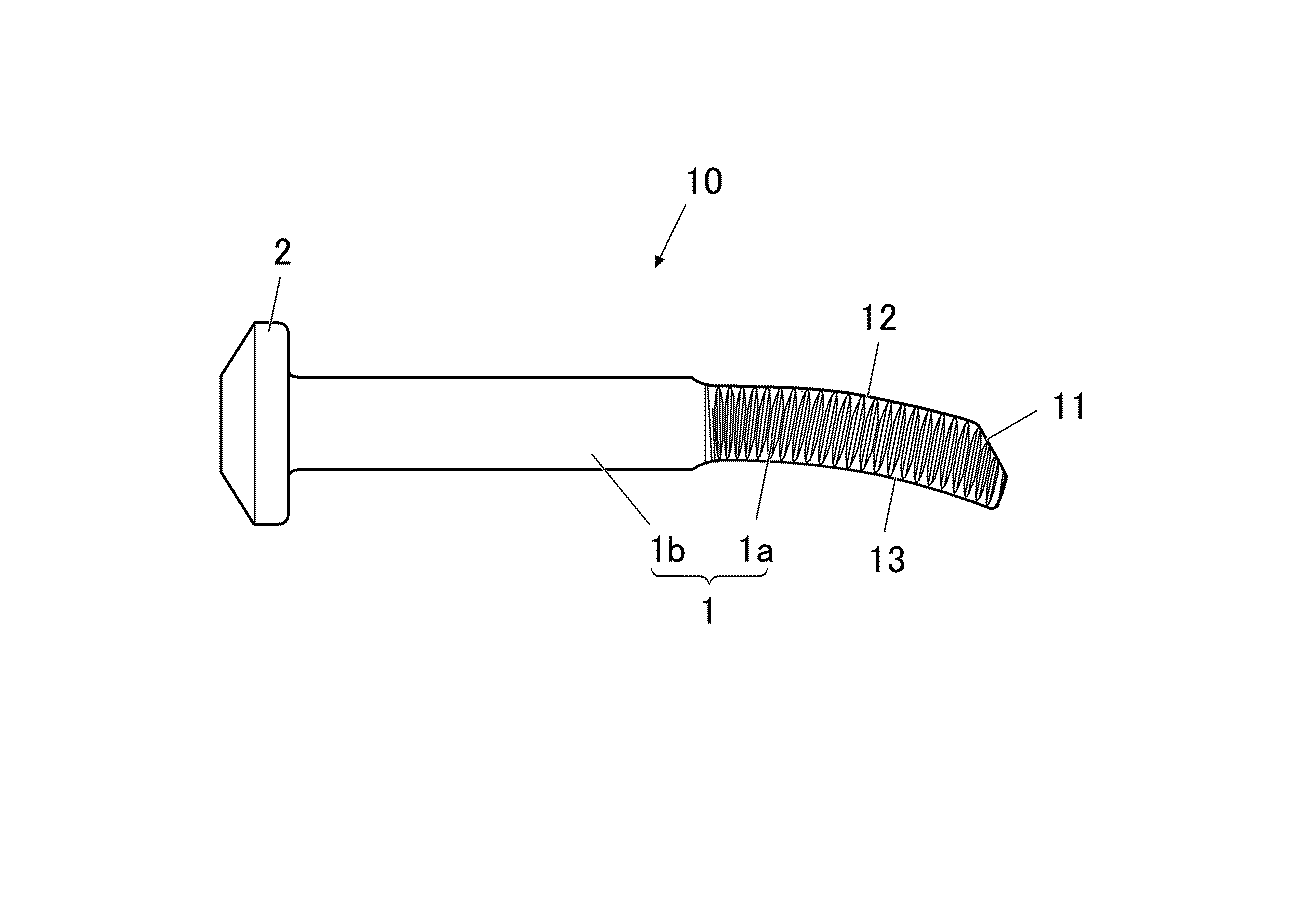
表1に示したように、5点の試験体の最大荷重の平均値は239[kN]であり、222[kN]以上というJISの規格値を満たすものであった。
なお、第1平滑面12と傾斜面11を形成していない直径19mmの締結ボルトに対して同様の引張試験を行ったところ、最大荷重の平均値(5点の試験体の平均値)は245[kN]であった。
なお、第1平滑面12と傾斜面11を形成していない直径19mmの締結ボルトに対して同様の引張試験を行ったところ、最大荷重の平均値(5点の試験体の平均値)は245[kN]であった。
次に、複数の部材に形成されている貫通穴Hが食い違った状態で連通している箇所に締結ボルト10を挿通させる、締結ボルトの挿入方法について説明する。
本実施形態では、対を成す継目板TがレールRの両側面に配置された状態で食い違っている貫通穴Hに締結ボルト10を挿通させる方法を例に説明する。
本実施形態では、対を成す継目板TがレールRの両側面に配置された状態で食い違っている貫通穴Hに締結ボルト10を挿通させる方法を例に説明する。
レールの保守点検によって締結ボルトが折損した箇所が見つかり、直ちに新たな締結ボルトに交換することになった際、例えば、レールがふく進したことにより、手前側の継目板Tと奥側の継目板Tの間に介装されているレールRの貫通穴Hに対し、対を成す継目板Tの貫通穴Hがともに同じ方向にずれて食い違っている場合(図4(a)参照)に、これまで使用していた通常の締結ボルトをその食い違っている貫通穴Hに挿し込み難いことがある。
このような場合に、傾斜面11と第1平滑面12が形成されている、本実施形態の締結ボルト10を使用する。
このような場合に、傾斜面11と第1平滑面12が形成されている、本実施形態の締結ボルト10を使用する。
まず、図4(a)に示すように、傾斜面11が形成されているボルト先端を貫通穴Hを通じて手前側の継目板TとレールRの間に挿し入れ、締結ボルト10の向きを調整し、レールRの貫通穴Hの縁に第1平滑面12を摺接させつつ締結ボルト10を奥側の継目板Tに向けて挿し込む。
このとき、手前側の継目板TとレールRの貫通穴Hの縁に第1平滑面12を摺接させた状態で、締結ボルト10をハンマーなどで貫通穴Hへ打ち込むようにして、貫通穴Hの位置合わせをするようにしてもよい。
そして、図4(b)に示すように、締結ボルト10のボルト先端を奥側の継目板Tに突き当てる。
このとき、手前側の継目板TとレールRの貫通穴Hの縁に第1平滑面12を摺接させた状態で、締結ボルト10をハンマーなどで貫通穴Hへ打ち込むようにして、貫通穴Hの位置合わせをするようにしてもよい。
そして、図4(b)に示すように、締結ボルト10のボルト先端を奥側の継目板Tに突き当てる。
次いで、ボルト先端が奥側の継目板Tに突き当たった後、図4(c)に示すように、ボルトの軸線を中心に締結ボルト10を半回転(約180°回転)させる。
次いで、図4(d)に示すように、傾斜面11が形成されているボルト先端をレールRと奥側の継目板Tの間に挿し入れ、手前側の継目板Tと奥側の継目板Tの貫通穴Hの縁に第1平滑面12を摺接させつつ締結ボルト10を更に奥に向けて挿し込む。
このとき、手前側の継目板Tと奥側の継目板Tの貫通穴Hの縁に第1平滑面12を摺接させた状態で、締結ボルト10をハンマーなどで貫通穴Hへ打ち込むようにして、貫通穴Hの位置合わせをするようにしてもよい。
そして、3つの部材の貫通穴Hを突き抜けた締結ボルト10の雄ネジ部1aにばね座金Wを取り付け、ナットNを螺合すれば、レールRと継目板Tの締結が完了する。
次いで、図4(d)に示すように、傾斜面11が形成されているボルト先端をレールRと奥側の継目板Tの間に挿し入れ、手前側の継目板Tと奥側の継目板Tの貫通穴Hの縁に第1平滑面12を摺接させつつ締結ボルト10を更に奥に向けて挿し込む。
このとき、手前側の継目板Tと奥側の継目板Tの貫通穴Hの縁に第1平滑面12を摺接させた状態で、締結ボルト10をハンマーなどで貫通穴Hへ打ち込むようにして、貫通穴Hの位置合わせをするようにしてもよい。
そして、3つの部材の貫通穴Hを突き抜けた締結ボルト10の雄ネジ部1aにばね座金Wを取り付け、ナットNを螺合すれば、レールRと継目板Tの締結が完了する。
このように、締結ボルト10をボルトの軸線を中心に回転させて、貫通穴Hの縁に第1平滑面12を摺接させる向きに調整しつつ、締結ボルト10を奥に向けて挿し込むようにすることで、複数の部材に形成されている貫通穴Hが食い違った状態で連通している箇所であっても、締結ボルト10を無理なく挿通させることができる。
つまり、締結ボルト10の雄ネジ部1aに第1平滑面12が形成されているので、その第1平滑面12を貫通穴Hの縁に摺接させるようにすれば、雄ネジ部1aのネジ山が貫通穴Hの縁に引っ掛かることなく、締結ボルト10を無理なく挿通させることが可能になっている。
特に、雄ネジ部1aのネジ山が貫通穴Hの縁に強く擦られるなどして、ネジ山が潰れてしまうことがないので、貫通穴Hを突き抜けた締結ボルト10の雄ネジ部1aにナットNを確実に螺合させることができる。
つまり、締結ボルト10の雄ネジ部1aに第1平滑面12が形成されているので、その第1平滑面12を貫通穴Hの縁に摺接させるようにすれば、雄ネジ部1aのネジ山が貫通穴Hの縁に引っ掛かることなく、締結ボルト10を無理なく挿通させることが可能になっている。
特に、雄ネジ部1aのネジ山が貫通穴Hの縁に強く擦られるなどして、ネジ山が潰れてしまうことがないので、貫通穴Hを突き抜けた締結ボルト10の雄ネジ部1aにナットNを確実に螺合させることができる。
なお、レール継目部では、例えば図8に示したように、複数(図8では4本)の締結ボルトで継目板TとレールRを締結しているので、締結ボルトの折損が見つかる際、そのレール継目部の全ての締結ボルトが折損していることはない。つまり、折損することなく継目板TとレールRの締結に寄与している締結ボルトが残っているので、継目板TとレールRの貫通穴Hが食い違っていたとしても、締結ボルト10の挿入が不可能になるほど複数の貫通穴Hが連通した箇所は狭まっていない。
但し、これまで使用していた通常の締結ボルトでは、雄ネジ部1aのネジ山が貫通穴Hの縁に引っ掛かってしまったり、そのネジ山が潰れてしまったりするため、新たな締結ボルトに交換することが困難であった。
そこで、傾斜面11と第1平滑面12が形成されている締結ボルト10を使用し、第1平滑面12を貫通穴Hの縁に摺接させるように締結ボルト10を貫通穴Hに挿入する手法をとることで、継目板TとレールRの貫通穴Hが食い違っていても締結ボルト10を比較的スムーズに挿通させることを可能にした。
但し、これまで使用していた通常の締結ボルトでは、雄ネジ部1aのネジ山が貫通穴Hの縁に引っ掛かってしまったり、そのネジ山が潰れてしまったりするため、新たな締結ボルトに交換することが困難であった。
そこで、傾斜面11と第1平滑面12が形成されている締結ボルト10を使用し、第1平滑面12を貫通穴Hの縁に摺接させるように締結ボルト10を貫通穴Hに挿入する手法をとることで、継目板TとレールRの貫通穴Hが食い違っていても締結ボルト10を比較的スムーズに挿通させることを可能にした。
以上のように、傾斜面11と第1平滑面12が形成されている締結ボルト10であれば、食い違った状態で連通している貫通穴Hでも挿通することができる。
なお、本発明は上記実施形態に限られるものではない。
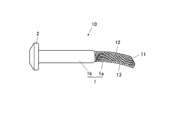
例えば、図5(a)(b)に示すように、第1平滑面12と軸線を挟んだ反対側のネジ山をボルトの軸線に沿ってカットすることにより形成された第2平滑面13を有する締結ボルト10であっても、食い違った状態で連通している貫通穴Hに無理なく挿通することができる。
また、図6に示すように、第1平滑面12側が凸曲面、第2平滑面13側が凹曲面になるように、雄ネジ部1aに反りが加えられている締結ボルト10であっても、食い違った状態で連通している貫通穴Hに無理なく挿通することができる。
例えば、図5(a)(b)に示すように、第1平滑面12と軸線を挟んだ反対側のネジ山をボルトの軸線に沿ってカットすることにより形成された第2平滑面13を有する締結ボルト10であっても、食い違った状態で連通している貫通穴Hに無理なく挿通することができる。
また、図6に示すように、第1平滑面12側が凸曲面、第2平滑面13側が凹曲面になるように、雄ネジ部1aに反りが加えられている締結ボルト10であっても、食い違った状態で連通している貫通穴Hに無理なく挿通することができる。
なお、以上の実施の形態においては、太さが19mmの締結ボルト10に第1平滑面12を形成し、雄ネジ部1aの直径方向の太さ(ここでは軸心を通り、第1平滑面12とネジ山の頂部を結ぶ方向の太さ)を17mmにした場合を例示したが、本発明はこれに限定されるものではなく、締結ボルト10が所定の強度(例えば、JISの規格値)を満たすのであれば、各部位のサイズは任意であり、任意のサイズの締結ボルトに、任意の切削加工を施して平滑面を形成するようにしてもよい。また、傾斜面11の角度も45°に限らず任意である。
また、以上の実施の形態においては、レールRと継目板Tを締結する締結ボルト10を例に説明したが、本発明はこれに限定されるものではなく、任意の部材を締結するため、それら部材に形成されている貫通穴Hを連通させた箇所に挿通させる締結ボルトやその挿入方法に、本発明を適用してもよい。
また、その他、具体的な細部構造等についても適宜に変更可能であることは勿論である。
1 ボルト本体
1a 雄ネジ部
1b 胴部
11 傾斜面
12 第1平滑面
13 第2平滑面
2 ボルト頭部
10 締結ボルト
H 貫通穴
R レール(中間の部材)
T 継目板(手前側の部材、奥側の部材)
1a 雄ネジ部
1b 胴部
11 傾斜面
12 第1平滑面
13 第2平滑面
2 ボルト頭部
10 締結ボルト
H 貫通穴
R レール(中間の部材)
T 継目板(手前側の部材、奥側の部材)
Claims (5)
- 複数の部材に形成されている貫通穴が食い違った状態で連通している箇所に挿通させる締結ボルトであって、
ネジ山が形成されている雄ネジ部の先端の一部をボルトの軸線に対し斜めにカットすることにより形成された傾斜面と、
前記傾斜面における当該締結ボルトの後端寄りの部分と連続するように、前記雄ネジ部のネジ山がボルトの軸線に沿ってカットされた状態に形成された第1平滑面と、
を有することを特徴とする締結ボルト。 - 前記第1平滑面と軸線を挟んだ反対側のネジ山がボルトの軸線に沿ってカットされた状態に形成された第2平滑面を有することを特徴とする請求項1に記載の締結ボルト。
- 前記第1平滑面側が凸曲面、前記第2平滑面側が凹曲面になるように、前記雄ネジ部に反りが加えられていることを特徴とする請求項2に記載の締結ボルト。
- 3つの部材に形成されている貫通穴が食い違った状態で連通している箇所に請求項1に記載の締結ボルトを挿通させる締結ボルトの挿入方法であって、
手前側の部材と奥側の部材の間に介装されている中間の部材の貫通穴に対し、手前側の部材と奥側の部材の貫通穴がともに同じ方向にずれている場合、
前記傾斜面が形成されているボルト先端を貫通穴を通じて手前側の部材と中間の部材の間に挿し入れ、中間の部材の貫通穴の縁に前記第1平滑面を摺接させつつ前記締結ボルトを奥側の部材に向けて挿し込む工程と、
前記ボルト先端が奥側の部材に突き当たった後、ボルトの軸線を中心に前記締結ボルトを半回転させる工程と、
前記傾斜面が形成されているボルト先端を中間の部材と奥側の部材の間に挿し入れ、手前側の部材と奥側の部材の貫通穴の縁に前記第1平滑面を摺接させつつ前記締結ボルトを更に奥に向けて挿し込む工程と、
を備えたことを特徴とする締結ボルトの挿入方法。 - 複数の部材に形成されている貫通穴が食い違った状態で連通している箇所に請求項1に記載の締結ボルトを挿通させる締結ボルトの挿入方法であって、
前記締結ボルトの先端を前記貫通穴に挿し入れた後、前記締結ボルトをボルトの軸線を中心に回転させることで、前記貫通穴の縁に前記第1平滑面を摺接させる向きに調整しつつ、前記締結ボルトを奥に向けて押し込むことを特徴とする締結ボルトの挿入方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015120749A JP2017003094A (ja) | 2015-06-16 | 2015-06-16 | 締結ボルト及び締結ボルトの挿入方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015120749A JP2017003094A (ja) | 2015-06-16 | 2015-06-16 | 締結ボルト及び締結ボルトの挿入方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017003094A true JP2017003094A (ja) | 2017-01-05 |
Family
ID=57753696
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015120749A Pending JP2017003094A (ja) | 2015-06-16 | 2015-06-16 | 締結ボルト及び締結ボルトの挿入方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2017003094A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020105823A (ja) * | 2018-12-27 | 2020-07-09 | 大和ハウス工業株式会社 | 固定具及びそれを用いた目地幅調整治具 |
| JP7460986B2 (ja) | 2020-10-19 | 2024-04-03 | 東鉄工業株式会社 | レール継目板取付作業用治具 |
-
2015
- 2015-06-16 JP JP2015120749A patent/JP2017003094A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020105823A (ja) * | 2018-12-27 | 2020-07-09 | 大和ハウス工業株式会社 | 固定具及びそれを用いた目地幅調整治具 |
| JP7237573B2 (ja) | 2018-12-27 | 2023-03-13 | 大和ハウス工業株式会社 | 固定具及びそれを用いた目地幅調整治具 |
| JP7460986B2 (ja) | 2020-10-19 | 2024-04-03 | 東鉄工業株式会社 | レール継目板取付作業用治具 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| DE112009004906B4 (de) | Auswechselbares Bearbeitungskopfdrehwerkzeug | |
| EP0706606B1 (de) | Schneidkörper für eine schrämmaschine | |
| KR102232065B1 (ko) | 록킹 와셔 어셈블리 | |
| US7988397B2 (en) | Fastening element | |
| EP2724817B1 (de) | Spannbacke oder Spannelement | |
| US8707590B2 (en) | Failure mechanism for mechanical connection | |
| WO2011085978A1 (de) | Zerspanungswerkzeug sowie schneidkopf für das zerspanungswerkzeug | |
| WO2012072802A2 (de) | MEIßELHALTER UND MEIßELHALTERSYSTEM MIT EINEM MEIßELHALTER UND EINEM BASISTEIL | |
| EP3130417B1 (de) | Drehwerkzeug | |
| JP2017003094A (ja) | 締結ボルト及び締結ボルトの挿入方法 | |
| DE3912503A1 (de) | Spanneinrichtung fuer auswechselbare werkzeugkoepfe | |
| DE102015104057A1 (de) | Spanabhebendes Werkzeug | |
| DE102010046132A1 (de) | Werkzeug zur spannenden Bearbeitung eines Werkstücks | |
| EP1336767A2 (de) | Kupplung für modular aufgebaute Werkzeughalterarme | |
| US20200238405A1 (en) | Cutting tool assembly | |
| JPH05253712A (ja) | 複合工具を形成するために2個の円筒部材を正確に連結する装置 | |
| KR20090036682A (ko) | 고정용 너트 혹은 볼트 | |
| EP2470322A1 (de) | Bohrwerkzeug | |
| US9993880B2 (en) | Tool holder | |
| EP1683596B1 (de) | Spanneinsatz für Spannbacken | |
| KR101741047B1 (ko) | 셀프 드릴형 나사못 | |
| KR20130090595A (ko) | 인서트 팁을 가지는 절삭공구 | |
| DE3204245A1 (de) | Halter fuer ein zerspanungselement | |
| WO2018162478A1 (de) | RUNDSCHAFTMEIßEL UND VERFAHREN ZUM LAGERN EINES RUNDSCHAFTMEIßELS | |
| KR102036734B1 (ko) | 일방향 작업용 볼트 |