JP2016014121A - Epoxy resin composition for injection molding and sensor component - Google Patents
Epoxy resin composition for injection molding and sensor component Download PDFInfo
- Publication number
- JP2016014121A JP2016014121A JP2014137883A JP2014137883A JP2016014121A JP 2016014121 A JP2016014121 A JP 2016014121A JP 2014137883 A JP2014137883 A JP 2014137883A JP 2014137883 A JP2014137883 A JP 2014137883A JP 2016014121 A JP2016014121 A JP 2016014121A
- Authority
- JP
- Japan
- Prior art keywords
- epoxy resin
- resin composition
- less
- injection molding
- mass
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- KDQTUCKOAOGTLT-UHFFFAOYSA-N Cc(c(NC(N(C)C)=O)c1)ccc1NC(N(C)C)=O Chemical compound Cc(c(NC(N(C)C)=O)c1)ccc1NC(N(C)C)=O KDQTUCKOAOGTLT-UHFFFAOYSA-N 0.000 description 1
Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Epoxy Resins (AREA)
Abstract
Description
本発明は、センサ部品の封止に最適な射出成形用エポキシ樹脂組成物に関する。 The present invention relates to an epoxy resin composition for injection molding that is optimal for sealing sensor parts.
近年、センサ部品側にマイコンを搭載してインテリジェント化されたスマートセンサが普及してきている。これは、センサ部品自身がより高度な信号処理を受け持つことができ、センサの自己診断や自動校正、データの記憶、複合情報の提供などが可能となってきたことによる。このようなセンサ部品は、自動車の制御、店舗のエネルギー管理など、様々な用途に応用されてきている。 In recent years, smart sensors that are intelligent with a microcomputer mounted on the sensor component side have become widespread. This is because the sensor component itself can handle more advanced signal processing, and it has become possible to perform self-diagnosis and automatic calibration of the sensor, storage of data, provision of composite information, and the like. Such sensor parts have been applied to various uses such as automobile control and store energy management.
従来、センサ部品は、ポリブチレンテレフタレート樹脂(PBT)などのエンジニアリングプラスチック製のケースに、集積回路、センサ、ノイズ対策部品などの電子部品(実装部品)が実装された実装基板を配置した後、このケースの内部に液状樹脂を注入して、この液状樹脂を硬化させて製造されている。しかしながら、このようなケースの内部に液状樹脂を注入して硬化させる方法については、ケースが必須となることなどから、必ずしも生産性に優れていない。 Conventionally, sensor components are placed on a case made of engineering plastics such as polybutylene terephthalate resin (PBT) after mounting a mounting board on which electronic components (mounting components) such as integrated circuits, sensors, and noise countermeasure components are mounted. It is manufactured by injecting a liquid resin into the case and curing the liquid resin. However, the method of injecting and curing the liquid resin inside such a case is not necessarily excellent in productivity because the case is essential.
そこで、半導体の封止などに用いられているエポキシ樹脂組成物を用いて、射出成形により実装基板を封止してセンサ部品を製造することが検討されている。しかしながら、従来のエポキシ樹脂組成物については、これを射出する射出成形機のシリンダ内における安定性(シリンダ安定性)が必ずしも十分でなく、また射出された金型内における流動性などについても課題がある。このような課題を解決するために、特定のウレア系硬化促進剤を使用して、シリンダ安定性や流動性を向上させることが提案されている(特許文献1、2参照)。 Therefore, it has been studied to manufacture a sensor component by sealing a mounting substrate by injection molding using an epoxy resin composition used for semiconductor sealing or the like. However, the conventional epoxy resin composition does not necessarily have sufficient stability (cylinder stability) in the cylinder of the injection molding machine that injects the epoxy resin composition, and there are also problems with the fluidity in the injected mold. is there. In order to solve such a problem, it has been proposed to improve cylinder stability and fluidity by using a specific urea curing accelerator (see Patent Documents 1 and 2).
センサ部品には、過酷な環境下での使用にも耐えられる耐環境性能が要求される。センサ部品の耐環境性能を向上させる方法として、例えば、センサ部品を封止しているエポキシ樹脂組成物の硬化物の吸水率や線膨張係数を低くする方法が挙げられる。また、エポキシ樹脂組成物の硬化物の吸水率や線膨張係数を低くする方法として、例えば、エポキシ樹脂組成物に無機充填材を多量に含有させる方法が挙げられる。 Sensor parts are required to have environmental resistance that can withstand use in harsh environments. As a method for improving the environmental resistance performance of the sensor component, for example, there is a method of lowering the water absorption rate or the linear expansion coefficient of the cured product of the epoxy resin composition sealing the sensor component. Moreover, as a method of lowering the water absorption rate and linear expansion coefficient of the cured product of the epoxy resin composition, for example, a method of containing a large amount of an inorganic filler in the epoxy resin composition can be mentioned.
しかしながら、エポキシ樹脂組成物に無機充填材を多量に含有させると、射出成形時のエポキシ樹脂組成物の流動性が低下しやすくなる。例えば、流動性が低下したエポキシ樹脂組成物を用いて射出成形によりセンサ部品を製造した場合、センサ部品を構成する実装基板に実装されている多種多様な異形形状の実装部品の間にエポキシ樹脂組成物が充填されず、ボイドや未充填などの充填不良による成形不良、実装基板の変形、実装部品の割れなどの不具合が発生しやすい。 However, when the epoxy resin composition contains a large amount of an inorganic filler, the fluidity of the epoxy resin composition at the time of injection molding tends to decrease. For example, when a sensor component is manufactured by injection molding using an epoxy resin composition with reduced fluidity, an epoxy resin composition is mounted between a variety of irregularly shaped mounting components mounted on the mounting substrate constituting the sensor component. Objects are not filled, and defects such as molding defects due to filling defects such as voids and unfilling, deformation of the mounting substrate, and cracks in the mounted components are likely to occur.
本発明は、上記課題を解決するためになされたものであって、射出成形性に優れ、かつ硬化後の吸水率および線膨張係数が低い射出成形用エポキシ樹脂組成物の提供を目的とする。また、本発明は、このような射出成形用エポキシ樹脂組成物により実装基板が封止された生産性および信頼性の高いセンサ部品の提供を目的とする。 The present invention has been made to solve the above-described problems, and an object of the present invention is to provide an epoxy resin composition for injection molding that is excellent in injection moldability and has a low water absorption and linear expansion coefficient after curing. Another object of the present invention is to provide a highly productive and reliable sensor component in which a mounting substrate is sealed with such an epoxy resin composition for injection molding.
本発明の射出成形用エポキシ樹脂組成物は、(A)固形エポキシ樹脂、(B)固形フェノール樹脂硬化剤、(C)ジメチルウレア系硬化促進剤、および(D)球状シリカを必須成分として含有する。本発明の射出成形用エポキシ樹脂組成物は、(D)球状シリカを75質量%以上95質量%以下含有する。また、本発明の射出成形用エポキシ樹脂組成物は、25秒以上50秒以下のゲルタイム、20Pa・s以上45Pa・s以下の溶融粘度、80cm以上165cm以下のスパイラルフローを有する。なお、溶融粘度は、高化式フローテスターを用いて175℃で測定される。また、スパイラルフローは、EMMI−1−66の規格に準じて175℃×100kg/cm2の条件で測定される。 The epoxy resin composition for injection molding of the present invention contains (A) a solid epoxy resin, (B) a solid phenol resin curing agent, (C) a dimethylurea-based curing accelerator, and (D) spherical silica as essential components. . The epoxy resin composition for injection molding according to the present invention contains (D) 75% by mass or more and 95% by mass or less of spherical silica. The epoxy resin composition for injection molding of the present invention has a gel time of 25 seconds to 50 seconds, a melt viscosity of 20 Pa · s to 45 Pa · s, and a spiral flow of 80 cm to 165 cm. The melt viscosity is measured at 175 ° C. using a Koka flow tester. Moreover, a spiral flow is measured on condition of 175 degreeC x 100 kg / cm < 2 > according to the specification of EMMI-1-66.
本発明のセンサ部品は、本発明の射出成形用エポキシ樹脂組成物を射出成形して実装基板を封止したことを特徴とする。 The sensor component of the present invention is characterized in that the mounting substrate is sealed by injection molding the epoxy resin composition for injection molding of the present invention.
本発明によれば、射出成形性に優れ、かつ硬化後の吸水率および線膨張係数が低い射出成形用エポキシ樹脂組成物が提供される。また、本発明によれば、このような射出成形用エポキシ樹脂組成物により実装基板が封止された生産性および信頼性の高いセンサ部品が提供される。 ADVANTAGE OF THE INVENTION According to this invention, the epoxy resin composition for injection molding which is excellent in injection moldability, and has a low water absorption after hardening and a linear expansion coefficient is provided. In addition, according to the present invention, a sensor component with high productivity and reliability in which a mounting substrate is sealed with such an epoxy resin composition for injection molding is provided.
以下、本発明の実施形態について具体的に説明する。
射出成形用エポキシ樹脂組成物は、(A)固形エポキシ樹脂、(B)固形フェノール樹脂硬化剤、(C)ジメチルウレア系硬化促進剤、および(D)球状シリカを必須成分として含有する。
Hereinafter, embodiments of the present invention will be specifically described.
The epoxy resin composition for injection molding contains (A) a solid epoxy resin, (B) a solid phenol resin curing agent, (C) a dimethylurea-based curing accelerator, and (D) spherical silica as essential components.
上記射出成形用エポキシ樹脂組成物は、(D)球状シリカを75質量%以上95質量%以下含有する。また、上記射出成形用エポキシ樹脂組成物は、25秒以上50秒以下のゲルタイム、20Pa・s以上45Pa・s以下の溶融粘度、80cm以上165cm以下のスパイラルフローを有する。 The epoxy resin composition for injection molding contains (D) 75% by mass or more and 95% by mass or less of spherical silica. The epoxy resin composition for injection molding has a gel time of 25 seconds or more and 50 seconds or less, a melt viscosity of 20 Pa · s or more and 45 Pa · s or less, and a spiral flow of 80 cm or more and 165 cm or less.
なお、溶融粘度は、高化式フローテスターを用いて175℃で測定される。また、スパイラルフローは、EMMI−1−66の規格に準じて175℃×100kg/cm2の条件で測定される。 The melt viscosity is measured at 175 ° C. using a Koka flow tester. Moreover, a spiral flow is measured on condition of 175 degreeC x 100 kg / cm < 2 > according to the specification of EMMI-1-66.
以下、射出成形用エポキシ樹脂組成物の各成分について具体的に説明する。なお、以下の説明では、射出成形用エポキシ樹脂組成物を単にエポキシ樹脂組成物と記載して説明する。 Hereinafter, each component of the epoxy resin composition for injection molding will be specifically described. In the following description, the epoxy resin composition for injection molding is simply described as an epoxy resin composition.
(A)固形エポキシ樹脂は、25℃において固体のエポキシ樹脂であり、例えば、o−クレゾールノボラック型エポキシ樹脂、ビフェニル型エポキシ樹脂、フェノールアラルキル型エポキシ樹脂、ジシクロペンタジエン型エポキシ樹脂、トリフェニルメタン型エポキシ樹脂、複素環型エポキシ樹脂、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、スチルベン型エポキシ樹脂、縮合環芳香族炭化水素変性エポキシ樹脂、脂環型エポキシ樹脂などが挙げられ、その他一般に公知とされているエポキシ樹脂を併用することができる。これらは、1種を単独で使用してもよく、2種以上を混合して使用してもよい。これらの中でも、トリフェニルメタン型エポキシ樹脂は、射出成形時のエポキシ樹脂組成物の流動性が良好となり、センサ部品の高周波特性や落下試験の耐性も良好となるために好ましい。 (A) Solid epoxy resin is an epoxy resin that is solid at 25 ° C., for example, o-cresol novolac type epoxy resin, biphenyl type epoxy resin, phenol aralkyl type epoxy resin, dicyclopentadiene type epoxy resin, triphenylmethane type Examples include epoxy resins, heterocyclic epoxy resins, bisphenol A type epoxy resins, bisphenol F type epoxy resins, stilbene type epoxy resins, condensed ring aromatic hydrocarbon-modified epoxy resins, and alicyclic type epoxy resins. The epoxy resin currently used can be used together. These may be used individually by 1 type, and 2 or more types may be mixed and used for them. Among these, the triphenylmethane type epoxy resin is preferable because the flowability of the epoxy resin composition at the time of injection molding is good and the high frequency characteristics of the sensor parts and the resistance to drop test are also good.
(B)固形フェノール樹脂硬化剤は、25℃において固体のフェノール樹脂硬化剤であり、(A)固形エポキシ樹脂のエポキシ基と反応するフェノール性水酸基を分子中に2個以上有するものであれば、特に制限されることなく使用される。 (B) The solid phenol resin curing agent is a solid phenol resin curing agent at 25 ° C., and (A) if it has two or more phenolic hydroxyl groups in the molecule that react with the epoxy group of the solid epoxy resin, It is used without particular limitation.
具体的には、フェノール、アルキルフェノールなどのフェノール類と、ホルムアルデヒドまたはパラホルムアルデヒドとを反応させて得られるノボラック型フェノール樹脂、例えば、フェノールノボラック樹脂、クレゾールノボラック樹脂など、これらの変性樹脂、例えば、エポキシ化もしくはブチル化したノボラック型フェノール樹脂など、ジシクロペンタジエン変性フェノール樹脂、パラキシレン変性フェノール樹脂、フェノール類と、ベンズアルデヒド、ナフチルアルデヒドなどとの縮合物、例えば、フェノールアラルキル樹脂、ナフトールアラルキル樹脂など、トリフェノールメタン化合物、多官能型フェノール樹脂などが挙げられる。これらは、1種を単独で使用してもよく、2種以上を混合して使用してもよい。これらの中でも、フェノールノボラック樹脂は、射出成形時のエポキシ樹脂組成物の流動性が良好となり、センサ部品の高周波特性や落下試験の耐性も良好となるために好ましい。 Specifically, novolak-type phenol resins obtained by reacting phenols such as phenol and alkylphenol with formaldehyde or paraformaldehyde, such as phenol novolak resins and cresol novolak resins, these modified resins such as epoxidation. Alternatively, butylated novolac type phenol resin, dicyclopentadiene modified phenol resin, paraxylene modified phenol resin, condensates of phenols with benzaldehyde, naphthyl aldehyde, etc., for example, phenol, aralkyl resin, naphthol aralkyl resin, triphenol Examples thereof include methane compounds and polyfunctional phenol resins. These may be used individually by 1 type, and 2 or more types may be mixed and used for them. Among these, a phenol novolac resin is preferable because the flowability of the epoxy resin composition at the time of injection molding is good, and the high-frequency characteristics of the sensor parts and the resistance to drop tests are also good.
(B)固形フェノール樹脂硬化剤の含有量は、(A)固形エポキシ樹脂が有するエポキシ基数(a)と(B)固形フェノール樹脂硬化剤が有するフェノール性水酸基数(b)との比((a)/(b))が0.5以上1.5以下となる範囲が好ましく、0.8以上1.2以下となる範囲がより好ましい。上記比((a)/(b))が0.5未満では、エポキシ樹脂組成物の硬化物の耐湿信頼性が低下しやすい。また、上記比((a)/(b))が1.5を超えると、エポキシ樹脂組成物の硬化物の強度が低下しやすい。 The content of (B) the solid phenol resin curing agent is the ratio of (A) the number of epoxy groups (a) of the solid epoxy resin and (B) the number of phenolic hydroxyl groups (b) of the solid phenol resin curing agent ((a ) / (B)) is preferably in the range of 0.5 to 1.5, more preferably in the range of 0.8 to 1.2. When the ratio ((a) / (b)) is less than 0.5, the moisture resistance reliability of the cured product of the epoxy resin composition tends to be lowered. Moreover, when the said ratio ((a) / (b)) exceeds 1.5, the intensity | strength of the hardened | cured material of an epoxy resin composition will fall easily.
(C)ジメチルウレア系硬化促進剤としては、下記の化学式(1)〜(3)で示されるジメチルウレア系硬化促進剤を1種以上含有することが好ましい。ここで、ジメチルウレア系硬化促進剤は、通常、150℃以上で反応を促進する。また、一般に、射出成形機のシリンダ内の温度は90〜100℃に設定され、金型温度は150℃以上に設定される。従って、ジメチルウレア系硬化促進剤によれば、射出成形機のシリンダ内においてはエポキシ樹脂組成物の硬化反応を抑制して、金型内においてはエポキシ樹脂組成物の硬化反応を促進させることができ、これにより連続成形性を向上させることができる。 (C) As a dimethyl urea type | system | group hardening accelerator, it is preferable to contain 1 or more types of dimethyl urea type hardening accelerators shown by following Chemical formula (1)-(3). Here, a dimethylurea type hardening accelerator normally accelerates | stimulates reaction at 150 degreeC or more. In general, the temperature in the cylinder of the injection molding machine is set to 90 to 100 ° C., and the mold temperature is set to 150 ° C. or higher. Therefore, according to the dimethylurea curing accelerator, the curing reaction of the epoxy resin composition can be suppressed in the cylinder of the injection molding machine, and the curing reaction of the epoxy resin composition can be promoted in the mold. As a result, the continuous formability can be improved.
(C)ジメチルウレア系硬化促進剤の含有量は、(A)固形エポキシ樹脂100質量部に対して、0.1質量部以上2.0質量部以下が好ましい。(C)ジメチルウレア系硬化促進剤の含有量が0.1質量部以上であると、硬化反応を促進する効果が顕著に現れる。また、(C)ジメチルウレア系硬化促進剤の含有量が2.0質量部未満であると、過度の硬化反応性が抑制されて、増粘による充填不良の発生などが抑制される。(C)ジメチルウレア系硬化促進剤の含有量は、(A)固形エポキシ樹脂100質量部に対して、0.3
質量部以上1.7質量部以下がより好ましく、0.5質量部以上1.5質量部以下がさらに好ましい。
(C) As for content of a dimethyl urea type | system | group hardening accelerator, 0.1 to 2.0 mass parts is preferable with respect to 100 mass parts of (A) solid epoxy resin. (C) The effect which accelerates | stimulates hardening reaction appears notably that content of a dimethylurea type | system | group hardening accelerator is 0.1 mass part or more. In addition, when the content of (C) the dimethylurea curing accelerator is less than 2.0 parts by mass, excessive curing reactivity is suppressed, and the occurrence of poor filling due to thickening is suppressed. (C) Content of a dimethyl urea type | system | group hardening accelerator is 0.3 with respect to 100 mass parts of (A) solid epoxy resins.
It is more preferably no less than 1.7 parts by mass and no greater than 0.5 parts by mass and no greater than 1.5 parts by mass.
(D)球状シリカの含有量は、エポキシ樹脂組成物の全体中、75質量%以上95質量%以下である。75質量%以上であると、硬化物の線膨張係数や吸水率が十分に低くなり、またセンサ部品の周波数特性が良好となる。95質量%以下であると、射出成形時の流動性が良好となり、実装部品の割れなどが抑制される。(D)球状シリカの含有量は、エポキシ樹脂組成物の全体中、80質量%以上90質量%以下がより好ましく、85質量%以上90質量%以下がより好ましい。 (D) Content of spherical silica is 75 mass% or more and 95 mass% or less in the whole epoxy resin composition. When it is 75% by mass or more, the linear expansion coefficient and water absorption rate of the cured product are sufficiently low, and the frequency characteristics of the sensor component are good. When it is 95% by mass or less, fluidity at the time of injection molding becomes good, and cracks of mounted parts are suppressed. (D) 80 mass% or more and 90 mass% or less are more preferable in the whole epoxy resin composition, and, as for content of spherical silica, 85 mass% or more and 90 mass% or less are more preferable.
(D)球状シリカは、(dl)粒径3μm未満の球状シリカ、(d2)粒径3μm以上30μm未満の球状シリカ、および(d3)粒径30μm以上の球状シリカを含むことが好ましい。このような粒度分布を有する場合、射出成形時のエポキシ樹脂組成物の流動性が良好となるために好ましい。なお、(D)球状シリカの粒度分布は、レーザー回折式粒度分布測定装置を用いて測定される。 The (D) spherical silica preferably contains (dl) a spherical silica having a particle size of less than 3 μm, (d2) a spherical silica having a particle size of 3 μm or more and less than 30 μm, and (d3) a spherical silica having a particle size of 30 μm or more. When having such a particle size distribution, the fluidity of the epoxy resin composition at the time of injection molding is favorable, which is preferable. In addition, the particle size distribution of (D) spherical silica is measured using a laser diffraction type particle size distribution measuring apparatus.
(dl)粒径3μm未満の球状シリカの含有量は、エポキシ樹脂組成物の全体中、10質量%以上30質量%未満が好ましい。(d2)粒径3μm以上30μm未満の球状シリカの含有量は、エポキシ樹脂組成物の全体中、50質量%以上80質量%未満が好ましい。(d3)粒径30μm以上の球状シリカの含有量は、エポキシ樹脂組成物の全体中、10質量%以上30質量%未満が好ましい。このような粒度分布を有する場合、さらに射出成形時のエポキシ樹脂組成物の流動性が良好となるために好ましい。 (Dl) The content of spherical silica having a particle size of less than 3 μm is preferably 10% by mass or more and less than 30% by mass in the entire epoxy resin composition. (D2) The content of spherical silica having a particle size of 3 μm or more and less than 30 μm is preferably 50% by mass or more and less than 80% by mass in the entire epoxy resin composition. (D3) The content of spherical silica having a particle size of 30 μm or more is preferably 10% by mass or more and less than 30% by mass in the entire epoxy resin composition. The case of having such a particle size distribution is preferable because the fluidity of the epoxy resin composition at the time of injection molding becomes better.
(dl)粒径3μm未満の球状シリカの含有量は、エポキシ樹脂組成物の全体中、10質量%以上25質量%未満がより好ましく、10質量%以上20質量%未満がさらに好ましく、12質量%以上18質量%未満が特に好ましい。 (Dl) The content of spherical silica having a particle size of less than 3 μm is more preferably 10% by mass or more and less than 25% by mass, more preferably 10% by mass or more and less than 20% by mass, and more preferably 12% by mass in the entire epoxy resin composition. More preferably, the content is less than 18% by mass.
(d2)粒径3μm以上30μm未満の球状シリカの含有量は、エポキシ樹脂組成物の全体中、50質量%以上70質量%未満がより好ましく、50質量%以上60質量%未満がさらに好ましく、52質量%以上58質量%未満が特に好ましい。 (D2) The content of the spherical silica having a particle size of 3 μm or more and less than 30 μm is more preferably 50% by mass or more and less than 70% by mass, further preferably 50% by mass or more and less than 60% by mass, in the entire epoxy resin composition. Particularly preferred is a mass% or more and less than 58 mass%.
(d3)粒径30μm以上の球状シリカの含有量は、エポキシ樹脂組成物の全体中、10質量%以上25質量%未満がより好ましく、10質量%以上20質量%未満がさらに好ましく、15質量%以上20質量%未満が特に好ましい。 (D3) The content of spherical silica having a particle size of 30 μm or more is preferably 10% by mass or more and less than 25% by mass, more preferably 10% by mass or more and less than 20% by mass, and more preferably 15% by mass in the entire epoxy resin composition. More than 20% by mass is particularly preferable.
エポキシ樹脂組成物は、(A)固形エポキシ樹脂、(B)固形フェノール樹脂硬化剤、(C)ジメチルウレア系硬化促進剤、および(D)球状シリカを必須成分とするが、本発明の目的に反しない限度において、また必要に応じて、各種充填剤、天然ワックス類や合成ワックス類などの離型剤、三酸化アンチモン、ブロモ化エポキシ樹脂などの難燃剤、カーボンブラックなどの着色剤、ゴム系やシリコーン系ポリマーなどの低応力付与剤、アミン変性およびエポキシ変性シリコーンオイルなどのカップリング剤、アルミナ、チタンホワイト、水酸化アルミニウム、タルクなどの無機充填材を適宜添加含有することができる。 The epoxy resin composition contains (A) a solid epoxy resin, (B) a solid phenol resin curing agent, (C) a dimethylurea-based curing accelerator, and (D) spherical silica as essential components. To the extent that it does not contradict, and as required, various fillers, mold release agents such as natural waxes and synthetic waxes, flame retardants such as antimony trioxide and brominated epoxy resins, colorants such as carbon black, rubber-based And a low stress imparting agent such as a silicone-based polymer, a coupling agent such as amine-modified and epoxy-modified silicone oil, and an inorganic filler such as alumina, titanium white, aluminum hydroxide, and talc can be added as appropriate.
本発明のエポキシ樹脂組成物は、例えば、(A)固形エポキシ樹脂、(B)固形フェノール樹脂硬化剤、(C)ジメチルウレア系硬化促進剤、および(D)球状シリカ、その他の必要に応じて添加される成分を配合し、ミキサーなどによって十分に均一に混合し、熱ロールまたはニーダなどにより加熱溶融混合処理を行った後、冷却固化して適当な大きさに粉砕することにより製造することができる。 The epoxy resin composition of the present invention includes, for example, (A) a solid epoxy resin, (B) a solid phenol resin curing agent, (C) a dimethylurea-based curing accelerator, and (D) a spherical silica, as required. It can be manufactured by blending the components to be added, mixing sufficiently uniformly with a mixer, etc., heating and mixing with a hot roll or kneader, etc., cooling and solidifying and grinding to an appropriate size. it can.
エポキシ樹脂組成物のゲルタイムは、25秒以上50秒以下である。ここで、ゲルタイムは、175℃に保たれた熱板上に一定量のエポキシ樹脂組成物を広げるように撹拌し、撹拌ができなくなるまでに流動性が失われるまでの時間である。ゲルタイムが25秒以上50秒以下であると、射出成形性が良好になるとともに、信頼性の高いセンサ部品が得られる。 The gel time of the epoxy resin composition is 25 seconds or more and 50 seconds or less. Here, the gel time is a time until the fluidity is lost before stirring is performed so that a certain amount of the epoxy resin composition is spread on a hot plate maintained at 175 ° C., and stirring becomes impossible. When the gel time is 25 seconds or more and 50 seconds or less, the injection moldability is improved and a highly reliable sensor component can be obtained.
例えば、ゲルタイムが25秒以上であると、エポキシ樹脂組成物の流動性が良好となり、ボイドや未充填などの充填不良の発生が抑制される。ゲルタイムは、30秒以上が好ましく、35秒以上がより好ましい。また、ゲルタイムが50秒以下であると、エポキシ樹脂組成物が十分に硬化して、生産性や耐環境特性が良好となる。ゲルタイムは、45秒以下が好ましく、40秒以下がより好ましい。 For example, when the gel time is 25 seconds or more, the fluidity of the epoxy resin composition becomes good, and the occurrence of poor filling such as voids and unfilling is suppressed. The gel time is preferably 30 seconds or more, and more preferably 35 seconds or more. Further, when the gel time is 50 seconds or less, the epoxy resin composition is sufficiently cured, and the productivity and environmental resistance characteristics are improved. The gel time is preferably 45 seconds or less, and more preferably 40 seconds or less.
エポキシ樹脂組成物の溶融粘度は、20Pa・s以上45Pa・s以下である。ここで、溶融粘度は、高化式フローテスターを用いて、175℃で測定される。溶融粘度が20Pa・s以上45Pa・s以下であると、射出成形性が良好になるとともに、信頼性の高いセンサ部品が得られる。 The melt viscosity of the epoxy resin composition is 20 Pa · s or more and 45 Pa · s or less. Here, the melt viscosity is measured at 175 ° C. using a Koka flow tester. When the melt viscosity is 20 Pa · s or more and 45 Pa · s or less, the injection moldability is improved and a highly reliable sensor component can be obtained.
例えば、溶融粘度が20Pa・s以上であると、ノズルからの液だれが抑制される。溶融粘度は、25Pa・s以上が好ましく、特に射出成形性全般が良好になることから、30Pa・s以上が好ましい。また、溶融粘度が45Pa・s以下であると、射出成形時に実装部品に加えられるダメージが抑制されて、実装基板の変形、実装部品の割れ、特に脆いフェライト部品などの割れが抑制される。溶融粘度は、40Pa・s以下が好ましい。 For example, when the melt viscosity is 20 Pa · s or more, dripping from the nozzle is suppressed. The melt viscosity is preferably 25 Pa · s or more, and in particular, 30 Pa · s or more is preferred because the overall injection moldability is improved. Further, when the melt viscosity is 45 Pa · s or less, damage applied to the mounting component at the time of injection molding is suppressed, and deformation of the mounting substrate, cracking of the mounting component, particularly cracking of a brittle ferrite component or the like is suppressed. The melt viscosity is preferably 40 Pa · s or less.
ここで、射出成形によりセンサ部品を製造する場合、一般に、金型からセンサ部品を取り出すための型開きと同時に金型から射出成形機のノズルが抜かれる。この際、ノズルから液だれが発生すると、その後にノズルから射出されるエポキシ樹脂組成物の計量誤差により充填不良が発生しやすく、液だれしたエポキシ樹脂組成物により金型周辺も汚染されやすい。このような充填不良や汚染が発生すると、射出成形を連続して行うことができなくなり、連続成形性が低下しやすい。 Here, when manufacturing a sensor part by injection molding, generally, the nozzle of the injection molding machine is pulled out of the mold simultaneously with the mold opening for taking out the sensor part from the mold. At this time, when dripping occurs from the nozzle, filling failure is likely to occur due to a measurement error of the epoxy resin composition injected from the nozzle, and the periphery of the mold is easily contaminated by the dripping epoxy resin composition. When such a filling defect or contamination occurs, injection molding cannot be performed continuously, and the continuous moldability tends to deteriorate.
エポキシ樹脂組成物のスパイラルフローは、80cm以上165cm以下である。ここで、スパイラルフローは、EMMI−1−66の規格に準じて175℃×100kg/cm2の条件で測定される。スパイラルフローが80cm以上165cm以下であると、射出成形性が良好になるとともに、実装基板の変形や実装部品の割れなどが抑制され、信頼性の高いセンサ部品が得られる。 The spiral flow of the epoxy resin composition is 80 cm or more and 165 cm or less. Here, the spiral flow is measured under the condition of 175 ° C. × 100 kg / cm 2 according to the standard of EMMI-1-66. When the spiral flow is 80 cm or more and 165 cm or less, the injection moldability is improved, the deformation of the mounting substrate and the cracking of the mounting component are suppressed, and a highly reliable sensor component can be obtained.
例えば、スパイラルフローが80cm以上であると、ボイドや未充填などの充填不良の発生が抑制される。スパイラルフローは、85cm以上が好ましく、90cm以上がより好ましく、95cm以上がさらに好ましく、特に射出成形性全般が良好になることから、100cm以上が好ましく、105cm以上がより好ましい。また、スパイラルフローが165cm以下であると、多種多様な異形形状の実装部品の間に巻き込まれるようにして発生するボイドが抑制される。スパイラルフローは、160cm以下が好ましく、155cm以下がより好ましく、150cm以下がさらに好ましく、特に射出成形性全般が良好になることから、130cm以下が好ましく、120cm以下がより好ましい。 For example, when the spiral flow is 80 cm or more, the occurrence of filling defects such as voids and unfilling is suppressed. The spiral flow is preferably 85 cm or more, more preferably 90 cm or more, still more preferably 95 cm or more, and particularly 100 cm or more, and more preferably 105 cm or more because the overall injection moldability is improved. Further, when the spiral flow is 165 cm or less, voids generated by being caught between variously shaped mounting parts are suppressed. The spiral flow is preferably 160 cm or less, more preferably 155 cm or less, further preferably 150 cm or less, and particularly preferably 130 cm or less, and more preferably 120 cm or less, since the overall injection moldability is improved.
ここで、ゲルタイム、溶融粘度、スパイラルフローなどは互いに関連のある指標であり、一般に、ゲルタイムが短くなると、溶融粘度は大きくなり、スパイラルフローは短くなる。また、ゲルタイム、溶融粘度、スパイラルフローなどは、エポキシ樹脂組成物の組成によって固有の関係を有し、例えば、エポキシ樹脂や無機充填材などの種類や含有量などによって変動する。 Here, gel time, melt viscosity, spiral flow, and the like are indices that are related to each other. Generally, when the gel time is shortened, the melt viscosity is increased and the spiral flow is shortened. In addition, gel time, melt viscosity, spiral flow, and the like have an inherent relationship depending on the composition of the epoxy resin composition, and vary depending on, for example, the type and content of the epoxy resin and the inorganic filler.
ゲルタイムが25秒以上50秒以下、溶融粘度が20Pa・s以上45Pa・s以下、かつスパイラルフローが80cm以上165cm以下の場合、センサ部品の射出成形に最適な流動性が発現される。すなわち、多種多様な異形形状の実装部品が実装された実装基板を射出成形により封止してセンサ部品を製造したときに、ボイドや未充填などの充填不良の発生が抑制され、また実装部品の損傷も抑制され、信頼性に優れるセンサ部品を得ることができる。 When the gel time is 25 seconds or more and 50 seconds or less, the melt viscosity is 20 Pa · s or more and 45 Pa · s or less, and the spiral flow is 80 cm or more and 165 cm or less, the optimal fluidity for the injection molding of the sensor part is expressed. In other words, when a sensor component is manufactured by sealing a mounting substrate on which a variety of irregularly shaped mounting components are mounted by injection molding, the occurrence of filling defects such as voids and unfilling is suppressed. Damage can also be suppressed, and a sensor component with excellent reliability can be obtained.
エポキシ樹脂組成物の硬化後の曲げ弾性率は、15GPa以上30GPa以下が好ましい。ここで、曲げ弾性率は、JIS K 6911に準拠して、25℃で測定される。硬化後の弾性率が15GPa以上30GPa以下であると、落下時の耐衝撃性などに優れるセンサ部品が得られる。硬化後の弾性率は、18GPa以上がより好ましく、20GPa以上がさらに好ましい。また、硬化後の弾性率は、28GPa以下がより好ましく、24GPa以下がさらに好ましい。 The flexural modulus after curing of the epoxy resin composition is preferably 15 GPa or more and 30 GPa or less. Here, the flexural modulus is measured at 25 ° C. in accordance with JIS K 6911. When the elastic modulus after curing is 15 GPa or more and 30 GPa or less, a sensor component having excellent impact resistance when dropped can be obtained. The elastic modulus after curing is more preferably 18 GPa or more, and further preferably 20 GPa or more. Further, the elastic modulus after curing is more preferably 28 GPa or less, and further preferably 24 GPa or less.
エポキシ樹脂組成物の硬化後の曲げ強さは、100MPa以上160MPa以下が好ましい。ここで、曲げ強さは、JIS K 6911に準拠して、25℃で測定される。硬化後の曲げ強さが100MPa以上160MPa以下であると、落下時の耐衝撃性などに優れるセンサ部品が得られる。硬化後の曲げ強さは、110MPa以上がより好ましく、120MPa以上がさらに好ましく、130MPa以上が特に好ましい。また、硬化後の曲げ強さは、150MPa以下がより好ましく、155MPa以下がさらに好ましい。 The bending strength after curing of the epoxy resin composition is preferably 100 MPa or more and 160 MPa or less. Here, the bending strength is measured at 25 ° C. in accordance with JIS K 6911. When the bending strength after curing is 100 MPa or more and 160 MPa or less, a sensor component having excellent impact resistance when dropped can be obtained. The bending strength after curing is more preferably 110 MPa or more, further preferably 120 MPa or more, and particularly preferably 130 MPa or more. Further, the bending strength after curing is more preferably 150 MPa or less, and further preferably 155 MPa or less.
エポキシ樹脂組成物の硬化後の線膨張係数は、0.5×10−5/℃以上2.0×10−5/℃以下が好ましい。エポキシ樹脂組成物の硬化後の線膨張係数がこのような範囲内にあると、信頼性に優れたセンサ部品が得られる。硬化後の線膨張係数は、0.7×10−5/℃以上がより好ましく、0.9×10−5/℃以上がさらに好ましい。また、硬化後の線膨張係数は、1.7×10−5/℃以下がより好ましく、1.5×10−5/℃以下がさらに好ましい。 The linear expansion coefficient after curing of the epoxy resin composition is preferably 0.5 × 10 −5 / ° C. or more and 2.0 × 10 −5 / ° C. or less. When the linear expansion coefficient after curing of the epoxy resin composition is within such a range, a sensor component having excellent reliability can be obtained. The linear expansion coefficient after curing is more preferably 0.7 × 10 −5 / ° C. or more, and further preferably 0.9 × 10 −5 / ° C. or more. Further, the linear expansion coefficient after curing is more preferably 1.7 × 10 −5 / ° C. or less, and further preferably 1.5 × 10 −5 / ° C. or less.
エポキシ樹脂組成物の硬化後の吸水率は、0.5%以下が好ましい。ここで、吸水率は、127℃、0.25MPa、100%RHの条件で24時間吸湿させたときの質量変化率である。エポキシ樹脂組成物の硬化後の吸水率が0.5%以下であると、信頼性、特に周波数特性に優れたセンサ部品が得られる。エポキシ樹脂組成物の硬化後の吸水率は、0.45%以下がより好ましく、0.40%以下がさらに好ましい。 The water absorption after curing of the epoxy resin composition is preferably 0.5% or less. Here, the water absorption is a mass change rate when moisture is absorbed for 24 hours under the conditions of 127 ° C., 0.25 MPa, and 100% RH. When the water absorption after curing of the epoxy resin composition is 0.5% or less, a sensor component having excellent reliability, particularly frequency characteristics, can be obtained. The water absorption after curing of the epoxy resin composition is more preferably 0.45% or less, and further preferably 0.40% or less.
センサ部品は、エポキシ樹脂組成物を射出成形して実装基板を封止することにより製造することができる。例えば、まず、集積回路やセンサ素子などの実装部品が実装された実装基板を成形用金型のキャビティに挿入し、成形用金型を型締めする。次いで、射出成形機のノズルを成形用金型に接続し、射出成形機のシリンダ内に充填されているエポキシ樹脂組成物をノズルから射出し、成形用金型のスプルー、ランナー、ゲートなどを通して、キャビティに注入する。そして、エポキシ樹脂組成物を硬化させた後、成形用金型を型開きして取り出す。これにより、実装基板がエポキシ樹脂組成物の硬化物により封止されたセンサ部品を製造することができる。 The sensor component can be manufactured by injection molding an epoxy resin composition and sealing the mounting substrate. For example, first, a mounting substrate on which mounting components such as an integrated circuit and a sensor element are mounted is inserted into a cavity of a molding die, and the molding die is clamped. Next, the nozzle of the injection molding machine is connected to the molding die, the epoxy resin composition filled in the cylinder of the injection molding machine is injected from the nozzle, and through the sprue, runner, gate, etc. of the molding die, Inject into the cavity. Then, after the epoxy resin composition is cured, the molding die is opened and taken out. Thereby, the sensor component by which the mounting substrate was sealed with the hardened | cured material of the epoxy resin composition can be manufactured.
このようなセンサ部品は、射出成形時のボイドや未充填などの充填不良の発生ならびに実装部品の損傷などが抑制されるとともに、エポキシ樹脂組成物の硬化物の吸水率や線膨張係数が低いことから、信頼性に優れている。センサ部品としては、例えば、スマートエントリー、キーレスセンサーなどが挙げられる。 In such sensor parts, the occurrence of filling defects such as voids and unfilling during injection molding and damage to mounted parts are suppressed, and the water absorption and linear expansion coefficient of the cured epoxy resin composition are low. From, it is excellent in reliability. Examples of sensor parts include smart entry and keyless sensor.
以下、本発明を実施例に基づいて具体的に説明する。
なお、本発明はこれらの実施例に限定されない。
Hereinafter, the present invention will be specifically described based on examples.
The present invention is not limited to these examples.
(実施例1)
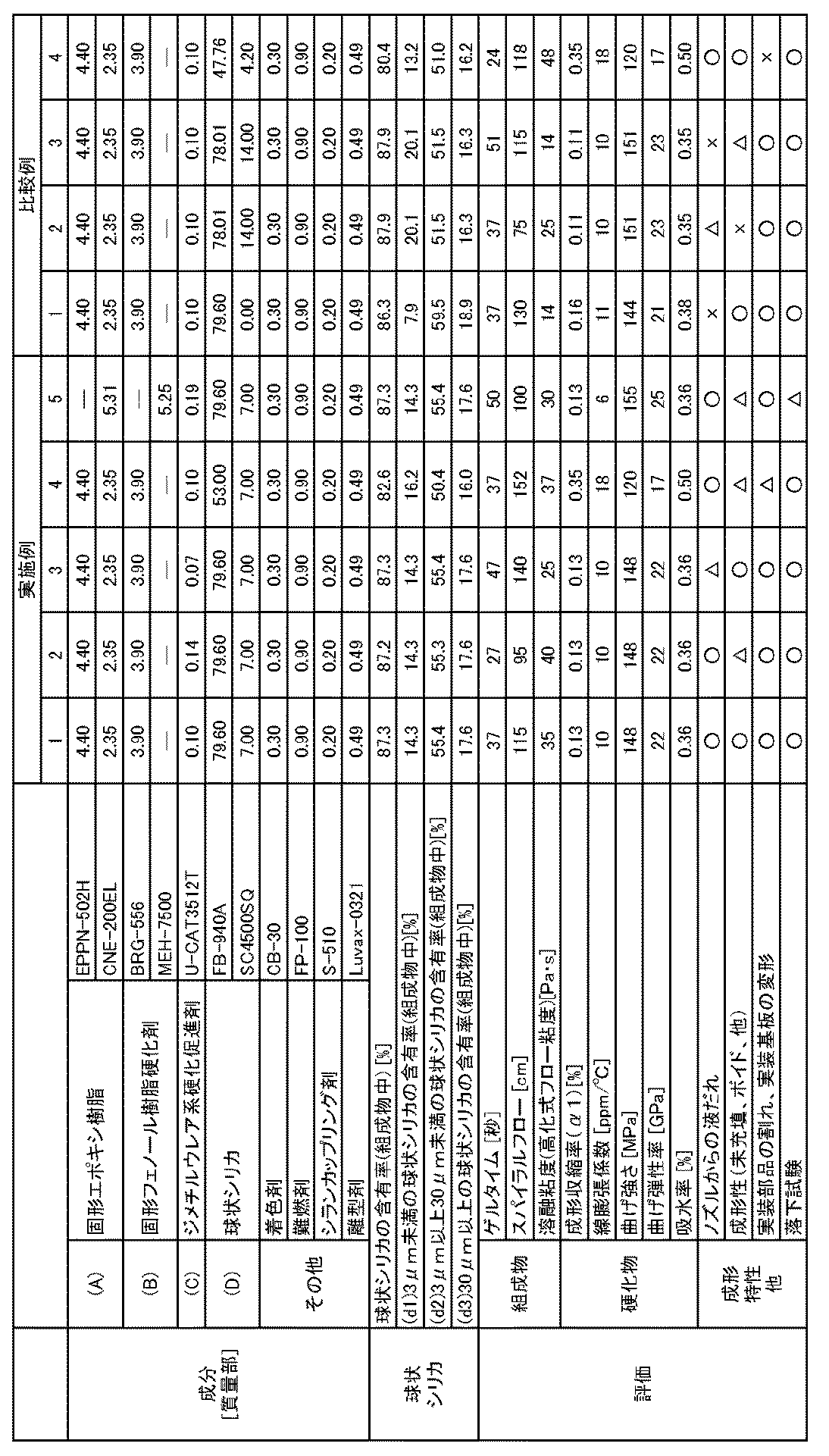
表1に示すように、固形エポキシ樹脂として、EPPN−502H(商品名、日本化薬社製、トリフェニルメタン型エポキシ樹脂、エポキシ当量170)4.40質量部、CNE−200EL(商品名、長春エポキシ社製、オルソクレゾールノボラック型エポキシ樹脂、エポキシ当量200)2.35質量部、固形フェノール樹脂硬化剤として、BRG−556(商品名、昭和高分子社製、ノボラック型フェノール樹脂、水酸基当量105)3.90質量部、ジメチルウレア系硬化促進剤として、U−CAT3512T(商品名、サンアプロ社製)0.10質量部、球状シリカとして、FB−940A(商品名、電機化学工業社製、平均粒径25〜30μm)79.60質量部、SC4500SQ(商品名、アドマテックス社製、溶融球状シリカ粉末、平均粒径0.5μm)7.00質量部、着色剤として、カーボンブラックCB−30(商品名、三菱化学社製)、難燃材として、FP−100(商品名、伏見製薬所製)0.90質量部、シランカップリング剤として、S−510(商品名、チッソ社製)0.20質量部、離型剤として、Luvax−0321(日本精鑞鎖社、商品名)0.08質量部を溶融混錬して、エポキシ樹脂組成物を調整した。なお、混錬は、温度100℃、40rpmで10分間実施した。
(Example 1)
As shown in Table 1, as a solid epoxy resin, EPPN-502H (trade name, manufactured by Nippon Kayaku Co., Ltd., triphenylmethane type epoxy resin, epoxy equivalent 170) 4.40 parts by mass, CNE-200EL (trade name, Changchun) 2.35 parts by mass of epoxy resin, ortho-cresol novolac epoxy resin, epoxy equivalent 200), BRG-556 (trade name, Showa High Polymer Co., novolac phenol resin, hydroxyl equivalent 105) as a solid phenol resin curing agent 3.90 parts by mass, dimethylurea-based curing accelerator as U-CAT3512T (trade name, manufactured by San Apro) 0.10 parts by mass, as spherical silica, FB-940A (trade name, manufactured by Denki Kagaku Kogyo Co., Ltd., average grain) 79.60 parts by mass (diameter: 25 to 30 μm), SC4500SQ (trade name, manufactured by Admatechs Co., Ltd., fused spherical glass) Potassium powder, average particle size 0.5 μm) 7.00 parts by mass, as a colorant, carbon black CB-30 (trade name, manufactured by Mitsubishi Chemical), and as a flame retardant, FP-100 (trade name, Fushimi Pharmaceutical) 0.90 parts by mass, silane coupling agent, S-510 (trade name, manufactured by Chisso) 0.20 parts by mass, and release agent, Luvax-0321 (Nippon Seiki Chain Co., Ltd., trade name) 0 0.08 parts by mass was melt-kneaded to prepare an epoxy resin composition. The kneading was performed at a temperature of 100 ° C. and 40 rpm for 10 minutes.
(実施例2〜5、比較例1〜4)
表1に示す組成となるように各成分を混合して、実施例2〜5および比較例1〜4のエポキシ樹脂組成物を調整した。なお、実施例5については、固形フェノール樹脂硬化剤の一部にMEH−7500(商品名、明和化成社製)を用いた。
(Examples 2-5, Comparative Examples 1-4)
Each component was mixed so that it might become a composition shown in Table 1, and the epoxy resin composition of Examples 2-5 and Comparative Examples 1-4 was adjusted. In Example 5, MEH-7500 (trade name, manufactured by Meiwa Kasei Co., Ltd.) was used as part of the solid phenol resin curing agent.
[評価]
次いで、エポキシ樹脂組成物およびセンサ部品の諸特性を下記方法により評価した。結果を表1に示す。
[Evaluation]
Next, various properties of the epoxy resin composition and the sensor component were evaluated by the following methods. The results are shown in Table 1.
(ゲルタイム)
175℃に保たれた熱板上に一定量(1ml)のエポキシ樹脂組成物を直径4〜5cmの円状に広げるように撹拌し、撹拌ができなくなるまでに流動性が失われるまでの時間を計測した。
(Geltime)
A constant amount (1 ml) of the epoxy resin composition is stirred on a hot plate maintained at 175 ° C. so as to spread in a circular shape having a diameter of 4 to 5 cm, and the time until the fluidity is lost before stirring cannot be performed. Measured.
(スパイラルフロー)
EMMI−1−66の規格に準じたスパイラルフロー測定用金型を用いて、金型温度175℃、仕込み量25g、プランジャー圧力100kg/cm2、硬化時間120秒の条件で実施した。
(Spiral flow)
Using a spiral flow measurement mold according to the standard of EMMI-1-66, the mold temperature was 175 ° C., the charged amount was 25 g, the plunger pressure was 100 kg / cm 2 , and the curing time was 120 seconds.
(溶融粘度(高化式フロー粘度))
ノズル長1.0mm、ノズル半径0.25mm、温度175℃、プランジャー圧力10kgf/cm2の条件で実施した。
(Melting viscosity (Koka flow viscosity))
The nozzle length was 1.0 mm, the nozzle radius was 0.25 mm, the temperature was 175 ° C., and the plunger pressure was 10 kgf / cm 2 .
(成形収縮率)
金型を使用して、長さ80mm×幅80mm×厚さ5mmの形状の試験片を成形した。成形後、175℃で8時間の加熱により試験片を硬化させて、硬化後の試験片の寸法を測定した。そして、金型寸法からの変化率(収縮率)を算出した。
(Mold shrinkage)
A test piece having a shape of length 80 mm × width 80 mm × thickness 5 mm was formed using a mold. After molding, the test piece was cured by heating at 175 ° C. for 8 hours, and the dimension of the cured test piece was measured. Then, the rate of change (shrinkage rate) from the mold dimensions was calculated.
(線膨張係数)
TMA法にて、室温から200℃まで5℃/分の速度で昇温させて、線膨張係数を測定した。
(Linear expansion coefficient)
The linear expansion coefficient was measured by increasing the temperature from room temperature to 200 ° C. at a rate of 5 ° C./min by the TMA method.
(曲げ強さ)
25℃の曲げ強さをJIS K 6911に準拠して測定した。
(Bending strength)
The bending strength at 25 ° C. was measured according to JIS K 6911.
(曲げ弾性率)
25℃の曲げ弾性率をJIS K 6911に準拠して測定した。
(Flexural modulus)
The flexural modulus at 25 ° C. was measured according to JIS K 6911.
(吸水率)
上記した硬化後の試験片を使用して、プレッシャークッカー試験(PCT)として、127℃、0.25MPa、100%RHの条件で24時間吸湿させた後、質量変化率を求めた。
(Water absorption rate)
Using the above-mentioned test piece after curing, as a pressure cooker test (PCT), moisture absorption was performed for 24 hours under the conditions of 127 ° C., 0.25 MPa, and 100% RH, and then the mass change rate was determined.
(ノズルからの液だれ)
射出成形後、金型から成形品を取り出すとき、金型から抜かれる射出成形機のノズルからの液だれの有無を観察して、下記基準により判定した。
○:30秒以上液だれ無し
△:20秒以上30秒未満で液だれ発生
×:20秒未満で液だれ発生
(Drip from the nozzle)
When the molded product was taken out from the mold after injection molding, the presence or absence of dripping from the nozzle of the injection molding machine pulled out from the mold was observed and judged according to the following criteria.
○: No dripping for 30 seconds or more Δ: Dripping occurs in 20 seconds or more and less than 30 seconds ×: Liquid dripping occurs in less than 20 seconds
(成形性)
長さ60mm×幅15mm×厚さ4mmの3個のフェライトコア部品を実装した実装基板を成形用金型のコア側に挿入後、成形用金型を型締めした。その後、シリンダ温度90℃、ノズル温度100℃、射出圧力150MPaに設定した射出成形機を金型温度175℃に設定した成形用金型に接続し、射出成形機のノズルから成形用金型へとエポキシ樹脂組成物を射出し、70秒間保持した。これにより、実装基板がエポキシ樹脂組成物の硬化物により封止された、長さ113mm×幅20mm×厚さ8mmのセンサ部品を成形した。このようにして成形した100個のセンサ部品についてX線検査を行い、ボイドの発生状況を観察して、下記の基準により判定した。
○:ボイドの発生なし
△:長径0.3mm以下のボイドが発生
×:長径0.3mmを超えるボイドが発生
(Formability)
A mounting substrate on which three ferrite core components having a length of 60 mm, a width of 15 mm and a thickness of 4 mm were mounted was inserted into the core side of the molding die, and then the molding die was clamped. Thereafter, an injection molding machine set at a cylinder temperature of 90 ° C., a nozzle temperature of 100 ° C. and an injection pressure of 150 MPa was connected to a molding mold set at a mold temperature of 175 ° C., and the nozzle of the injection molding machine was transferred to the molding die. The epoxy resin composition was injected and held for 70 seconds. As a result, a sensor component having a length of 113 mm, a width of 20 mm, and a thickness of 8 mm, in which the mounting substrate was sealed with the cured product of the epoxy resin composition, was molded. The 100 sensor parts molded in this way were subjected to an X-ray inspection, and the occurrence of voids was observed and judged according to the following criteria.
○: No void occurred △: A void with a major axis of 0.3 mm or less occurred ×: A void with a major axis exceeding 0.3 mm occurred
(実装部品の割れ・実装基板の変形)
上記した100個のセンサ部品について、X線検査を行って、フェライトコア部品の割れ、実装基板の変形を観察して、下記の基準により判定した。
○:割れ、変形の発生なし
△:実装部品の割れは無いが、実装基板の長径の0.5%未満の変形が発生
×:実装部品の割れが発生、または実装基板の長径の0.5%以上の変形が発生
(Breakdown of mounting parts / deformation of mounting board)
The above-mentioned 100 sensor parts were subjected to X-ray inspection, observed for cracks in the ferrite core parts and deformation of the mounting substrate, and were determined according to the following criteria.
○: No cracking or deformation occurred Δ: No mounting component cracked, but deformation less than 0.5% of the major axis of the mounting substrate occurred ×: Cracking of the mounting component occurred, or 0.5 of the major axis of the mounting substrate % Deformation or more
(落下試験)
上記した100個のセンサ部品について、地上1.5mの高さから落下させた後、外観を目視観察して、下記の基準により判定した。
○:割れ、欠けの発生なし
△:割れは無いが、角部において0.5mm未満の欠けが発生
×:割れが発生または角部において0.5mm以上の欠けが発生
(Drop test)
About 100 sensor parts mentioned above, after dropping from the height of 1.5 m above the ground, the appearance was visually observed and judged according to the following criteria.
○: No cracking or chipping occurred △: No cracking occurred, but chipping of less than 0.5 mm occurred at corners ×: Cracking occurred or chipping of 0.5 mm or more occurred at corners
表1からも明らかなように、比較例のエポキシ樹脂組成物は、ノズルからの液だれ、ボイド、充填不良、実装部品の割れ、または実装基板の変形があり、射出成形性に優れていない。一方、実施例のエポキシ樹脂組成物は、ノズルからの液だれ、ボイド、充填不良、実装部品の割れ、実装基板の変形などの発生がほぼ抑制され、射出成形性に優れている。また、実施例のエポキシ樹脂組成物は、硬化後の吸水率および線膨張係数も低いことから、耐環境性能に優れるセンサ部品を得ることができる。 As is clear from Table 1, the epoxy resin composition of the comparative example has dripping from the nozzle, voids, poor filling, cracking of the mounted component, or deformation of the mounting substrate, and is not excellent in injection moldability. On the other hand, the epoxy resin compositions of the examples are excellent in injection moldability because the occurrence of dripping from the nozzle, voids, filling defects, cracks in the mounted components, deformation of the mounting substrate, and the like are substantially suppressed. Moreover, since the epoxy resin composition of an Example has a low water absorption and linear expansion coefficient after hardening, the sensor component which is excellent in environmental resistance can be obtained.
Claims (5)
前記(D)球状シリカを75質量%以上95質量%以下含有し、ゲルタイムが25秒以上50秒以下、高化式フローテスターを用いて測定される175℃における溶融粘度が20Pa・s以上45Pa・s以下、EMMI−1−66の規格に準じて175℃×100kg/cm2の条件で測定されるスパイラルフローが80cm以上165cm以下であることを特徴とする射出成形用エポキシ樹脂組成物。 (A) a solid epoxy resin, (B) a solid phenol resin curing agent, (C) a dimethylurea curing accelerator, and (D) an epoxy resin composition for injection molding containing spherical silica as essential components,
(D) The spherical silica is contained in an amount of 75% by mass to 95% by mass, the gel time is 25 seconds or more and 50 seconds or less, and the melt viscosity at 175 ° C. measured using a Koka flow tester is 20 Pa · s or more and 45 Pa · s. An epoxy resin composition for injection molding, characterized in that the spiral flow measured under the conditions of 175 ° C. × 100 kg / cm 2 in accordance with the standard of EMMI-1-66 is 80 cm or more and 165 cm or less.
前記(dl)粒径3μm未満の球状シリカの含有量は、前記エポキシ樹脂組成物の全体中、10質量%以上30質量%未満、
前記(d2)粒径3μm以上30μm未満の球状シリカの含有量は、前記エポキシ樹脂組成物の全体中、50質量%以上80質量%未満、
前記(d3)粒径30μm以上の球状シリカの含有量は、前記エポキシ樹脂組成物の全体中、10質量%以上30質量%未満
であることを特徴とする請求項1記載の射出成形用エポキシ樹脂組成物。 The (D) spherical silica includes (dl) spherical silica having a particle diameter of less than 3 μm, (d2) spherical silica having a particle diameter of 3 μm or more and less than 30 μm, and (d3) spherical silica having a particle diameter of 30 μm or more.
The content of the spherical silica having a particle size of (dl) less than 3 μm is 10% by mass or more and less than 30% by mass in the entire epoxy resin composition.
The content of the spherical silica having a particle size of (d2) 3 μm or more and less than 30 μm is 50% by mass or more and less than 80% by mass in the entire epoxy resin composition.
2. The epoxy resin for injection molding according to claim 1, wherein the content of the spherical silica having a particle size of (d3) of 30 μm or more is 10% by mass or more and less than 30% by mass in the entire epoxy resin composition. Composition.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014137883A JP2016014121A (en) | 2014-07-03 | 2014-07-03 | Epoxy resin composition for injection molding and sensor component |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014137883A JP2016014121A (en) | 2014-07-03 | 2014-07-03 | Epoxy resin composition for injection molding and sensor component |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016014121A true JP2016014121A (en) | 2016-01-28 |
Family
ID=55230567
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014137883A Pending JP2016014121A (en) | 2014-07-03 | 2014-07-03 | Epoxy resin composition for injection molding and sensor component |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016014121A (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017204661A (en) * | 2016-05-09 | 2017-11-16 | 日本セラミック株式会社 | Parametric speaker |
| KR20180034246A (en) * | 2016-09-27 | 2018-04-04 | 스미토모 베이클리트 컴퍼니 리미티드 | Resin composition for encapsulating capacitive sensor, and capacitive sensor |
| CN114096860A (en) * | 2019-07-16 | 2022-02-25 | Agc株式会社 | Transparent sensing detection device, laminated glass and manufacturing method of transparent sensing detection device |
| WO2023188460A1 (en) * | 2022-03-30 | 2023-10-05 | 尾高ゴム工業株式会社 | Roll |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009001638A (en) * | 2007-06-20 | 2009-01-08 | Kyocera Chemical Corp | Molding resin composition, molded article and semiconductor package |
-
2014
- 2014-07-03 JP JP2014137883A patent/JP2016014121A/en active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009001638A (en) * | 2007-06-20 | 2009-01-08 | Kyocera Chemical Corp | Molding resin composition, molded article and semiconductor package |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017204661A (en) * | 2016-05-09 | 2017-11-16 | 日本セラミック株式会社 | Parametric speaker |
| KR20180034246A (en) * | 2016-09-27 | 2018-04-04 | 스미토모 베이클리트 컴퍼니 리미티드 | Resin composition for encapsulating capacitive sensor, and capacitive sensor |
| JP2018053240A (en) * | 2016-09-27 | 2018-04-05 | 住友ベークライト株式会社 | Resin composition for encapsulation of capacitance type sensor and capacitance type sensor |
| JP7091618B2 (en) | 2016-09-27 | 2022-06-28 | 住友ベークライト株式会社 | Capacitance type sensor encapsulation resin composition and capacitance type sensor |
| KR102436208B1 (en) * | 2016-09-27 | 2022-08-26 | 스미토모 베이클리트 컴퍼니 리미티드 | Resin composition for encapsulating capacitive sensor, and capacitive sensor |
| TWI796301B (en) * | 2016-09-27 | 2023-03-21 | 日商住友電木股份有限公司 | Resin composition for encapsulating capacitive sensor, and capacitive sensor |
| CN114096860A (en) * | 2019-07-16 | 2022-02-25 | Agc株式会社 | Transparent sensing detection device, laminated glass and manufacturing method of transparent sensing detection device |
| WO2023188460A1 (en) * | 2022-03-30 | 2023-10-05 | 尾高ゴム工業株式会社 | Roll |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2016014121A (en) | Epoxy resin composition for injection molding and sensor component | |
| WO2016145650A1 (en) | Epoxy molding compound with high adhesion for nickel surface, method for preparing the same and uses thereof | |
| JP2006216899A (en) | Molding material for compression molding and resin-sealed semiconductor device | |
| JP2007092002A (en) | Epoxy resin composition, hollow package for semiconductor device and semiconductor part device by using the same | |
| JP2009001638A (en) | Molding resin composition, molded article and semiconductor package | |
| JPH06345847A (en) | Epoxy resin composition and semiconductor device | |
| JP4850510B2 (en) | Resin composition for sealing and semiconductor device | |
| JP2006265370A (en) | Epoxy resin composition for sealing optical semiconductor and optical semiconductor device | |
| JP2012117017A (en) | Epoxy resin composition for injection molding, and coil component | |
| WO2020241594A1 (en) | Encapsulating resin composition and electronic component device | |
| JPH0774260B2 (en) | Curable epoxy resin composition | |
| KR102137549B1 (en) | Epoxy resin composition for encapsulating semiconductor device and semiconductor device encapsulated using the same | |
| KR101266542B1 (en) | Epoxy resin composition for encapsulating semiconductor device and semiconductor device package using the same | |
| JP3413962B2 (en) | Epoxy resin composition for molding | |
| KR101437141B1 (en) | Epoxy resin composition for encapsulating semiconductor | |
| JP2006257309A (en) | Epoxy resin composition for sealing semiconductor and semiconductor device | |
| KR102319561B1 (en) | Epoxy resin composition for encapsulating semiconductor device and semiconductor device encapsulated using the same | |
| KR102408992B1 (en) | Epoxy resin composition for encapsulating semiconductor device and semiconductor device encapsulated using the same | |
| JP2000169537A (en) | Liquid phenol novolac resin and curing agent,for semiconductor sealing | |
| KR102158873B1 (en) | Epoxy resin composition for encapsulating semiconductor device and semiconductor device encapsulated using the same | |
| KR101293791B1 (en) | Epoxy resin composition for encapsulating semiconductor device and semiconductor device using the same | |
| KR102137553B1 (en) | Epoxy resin composition for encapsulating semiconductor device and semiconductor device encapsulated using the same | |
| KR102112866B1 (en) | Composition for encapsulating semiconductor device and semiconductor device encapsulated by using the same | |
| KR102146990B1 (en) | Epoxy resin composition for encapsulating semiconductor device and semiconductor device encapsulated using the same | |
| JP2003252961A (en) | Epoxy-based resin composition and semiconductor device using the composition |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20160414 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161115 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20171016 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171024 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20180417 |