JP2015528388A - 供給した堆積物を校正する方法及び装置 - Google Patents
供給した堆積物を校正する方法及び装置 Download PDFInfo
- Publication number
- JP2015528388A JP2015528388A JP2015530009A JP2015530009A JP2015528388A JP 2015528388 A JP2015528388 A JP 2015528388A JP 2015530009 A JP2015530009 A JP 2015530009A JP 2015530009 A JP2015530009 A JP 2015530009A JP 2015528388 A JP2015528388 A JP 2015528388A
- Authority
- JP
- Japan
- Prior art keywords
- dispenser
- line width
- average line
- adjusting
- supplied
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 54
- 239000000463 material Substances 0.000 claims abstract description 84
- 239000000758 substrate Substances 0.000 claims abstract description 23
- 239000011345 viscous material Substances 0.000 description 14
- 230000006870 function Effects 0.000 description 11
- 238000005259 measurement Methods 0.000 description 11
- 229910000679 solder Inorganic materials 0.000 description 9
- 230000008569 process Effects 0.000 description 8
- 238000005303 weighing Methods 0.000 description 4
- 239000007788 liquid Substances 0.000 description 3
- 238000012546 transfer Methods 0.000 description 3
- 239000004593 Epoxy Substances 0.000 description 2
- 238000013459 approach Methods 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 238000004891 communication Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000012512 characterization method Methods 0.000 description 1
- 238000004883 computer application Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000008393 encapsulating agent Substances 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000012840 feeding operation Methods 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000011084 recovery Methods 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 238000005070 sampling Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 238000005476 soldering Methods 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 238000009736 wetting Methods 0.000 description 1
Images




Classifications
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K13/00—Apparatus or processes specially adapted for manufacturing or adjusting assemblages of electric components
- H05K13/04—Mounting of components, e.g. of leadless components
- H05K13/046—Surface mounting
- H05K13/0469—Surface mounting by applying a glue or viscous material
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/30—Assembling printed circuits with electric components, e.g. with resistor
- H05K3/32—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits
- H05K3/34—Assembling printed circuits with electric components, e.g. with resistor electrically connecting electric components or wires to printed circuits by soldering
- H05K3/3457—Solder materials or compositions; Methods of application thereof
- H05K3/3485—Applying solder paste, slurry or powder
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/01—Tools for processing; Objects used during processing
- H05K2203/0104—Tools for processing; Objects used during processing for patterning or coating
- H05K2203/0126—Dispenser, e.g. for solder paste, for supplying conductive paste for screen printing or for filling holes
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K2203/00—Indexing scheme relating to apparatus or processes for manufacturing printed circuits covered by H05K3/00
- H05K2203/16—Inspection; Monitoring; Aligning
- H05K2203/163—Monitoring a manufacturing process
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K3/00—Apparatus or processes for manufacturing printed circuits
- H05K3/10—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern
- H05K3/12—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern using thick film techniques, e.g. printing techniques to apply the conductive material or similar techniques for applying conductive paste or ink patterns
- H05K3/1241—Apparatus or processes for manufacturing printed circuits in which conductive material is applied to the insulating support in such a manner as to form the desired conductive pattern using thick film techniques, e.g. printing techniques to apply the conductive material or similar techniques for applying conductive paste or ink patterns by ink-jet printing or drawing by dispensing
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Coating Apparatus (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Electric Connection Of Electric Components To Printed Circuits (AREA)
Abstract
Description
12 基材
14 供給ユニット
16 第2の供給ユニット
18 コントローラー
20 フレーム
22 基部
24 ガントリ
26 計量部
28 重量計
30 ビジョンシステム
32 ビジョンシステムガントリ
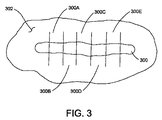
302 基材
400 ユーザーインターフェース
500 ユーザーインターフェース
600 ライン
Claims (20)
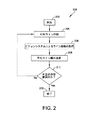
- 材料を基材上に供給するように構成される材料供給ユニットを有するタイプのディスペンサーを校正する方法であって、
表面上に材料のラインを供給することと、
前記表面上に供給された前記ラインの少なくとも1つの画像を取り込むことと、
前記表面上に供給された前記ラインの平均ライン幅を計算することと、
前記表面上に供給された前記ラインの前記平均ライン幅を所望のライン幅と比較することとを含む、材料を基材上に供給するように構成される材料供給ユニットを有するタイプのディスペンサーを校正する方法。 - 前記平均ライン幅を所望のライン幅と比較することは、前記平均ライン幅が所定の許容範囲内にあるか否かを判断することを含む請求項1に記載の方法。
- 前記平均ライン幅が所定の許容範囲外にある場合、前記平均ライン幅が前記所定の許容範囲内になるまで、供給すること、取り込むこと、計算すること、及び比較することを繰り返すことを更に含む請求項2に記載の方法。
- 前記平均ライン幅が前記所定の許容範囲外にある場合、供給される材料の量を変化させるように前記ディスペンサーのパラメーターを調整することを更に含む請求項2に記載の方法。
- 前記ディスペンサーの前記パラメーターを調整することは、前記ガントリの速度を調整することを含む請求項4に記載の方法。
- 前記ディスペンサーの前記パラメーターを調整することは、前記供給ユニットのオーガースクリューの回転を調整すること、又は前記供給ユニットのショットサイズを調整することを含む請求項4に記載の方法。
- 少なくとも1つの画像を取り込むことは、前記ラインの長さに沿う1つ又は複数の場所で複数の画像を取り込むことを含む請求項2に記載の方法。
- 前記所定の範囲は10パーセント(10%)である請求項2に記載の方法。
- ユーザーインターフェースデバイスを用いて、ユーザーに対して、前記供給されたラインの前記平均ライン幅及び重量を表示することを更に含む請求項1に記載の方法。
- 前記ユーザーインターフェースデバイスは、ディスペンサーコントローラーに結合される表示装置を含む請求項9に記載の方法。
- 材料を基材上に供給するように構成される材料供給ユニットを有するタイプのディスペンサーに結合されるコントローラーであって、
校正コンポーネントを備え、該校正コンポーネントは、以下の動作、すなわち、
表面上に材料のラインを供給することと、
前記表面上に供給された前記ラインの少なくとも1つの画像を取り込むことと、
前記表面上に供給された前記ラインの平均ライン幅を計算することと、
前記表面上に供給された前記ラインの前記平均ライン幅を所望のライン幅と比較することと、
を実施するように構成される、材料を基材上に供給するように構成される材料供給ユニットを有するタイプのディスペンサーに結合されるコントローラー。 - 前記平均ライン幅を所望のライン幅と比較することは、前記平均ライン幅が所定の許容範囲内にあるか否かを判断することを含む請求項11に記載のディスペンサー。
- 前記平均ライン幅が所定の許容範囲外にある場合、前記平均ライン幅が前記所定の許容範囲内になるまで、供給すること、取り込むこと、計算すること、及び比較することを繰返すことを更に含む請求項12に記載のディスペンサー。
- 前記平均ライン幅が前記所定の許容範囲外にある場合、供給される材料の量を変化させるように前記ディスペンサーのパラメーターを調整することを更に含む請求項12に記載のディスペンサー。
- 前記ディスペンサーの前記パラメーターを調整することは、前記ガントリの速度を調整することを含む請求項14に記載のディスペンサー。
- 前記ディスペンサーの前記パラメーターを調整することは、前記供給ユニットのオーガースクリューの回転を調整すること、又は、前記供給ユニットのショットサイズを調整することを含む請求項14に記載のディスペンサー。
- 少なくとも1つの画像を取り込むことは、前記ラインの長さに沿う1つ又は複数の場所で複数の画像を取り込むことを含む請求項12に記載のディスペンサー。
- 前記所定の範囲は10パーセント(10%)である請求項12に記載のディスペンサー。
- ユーザーインターフェースデバイスを用いて、ユーザーに対し、供給されたラインの前記平均ライン幅及び重量を表示することを更に含む請求項11に記載のディスペンサー。
- 前記ユーザーインターフェースデバイスは、ディスペンサーコントローラーに結合される表示装置を含む請求項19に記載のディスペンサー。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/598,719 | 2012-08-30 | ||
| US13/598,719 US20140060144A1 (en) | 2012-08-30 | 2012-08-30 | Method and apparatus for calibrating dispensed deposits |
| PCT/US2013/057152 WO2014036185A1 (en) | 2012-08-30 | 2013-08-28 | Method and apparatus for calibrating dispensed deposits |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015528388A true JP2015528388A (ja) | 2015-09-28 |
| JP2015528388A5 JP2015528388A5 (ja) | 2016-10-20 |
Family
ID=49209530
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015530009A Pending JP2015528388A (ja) | 2012-08-30 | 2013-08-28 | 供給した堆積物を校正する方法及び装置 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20140060144A1 (ja) |
| EP (1) | EP2891391A1 (ja) |
| JP (1) | JP2015528388A (ja) |
| KR (1) | KR20150052043A (ja) |
| CN (1) | CN104620685A (ja) |
| PH (1) | PH12015500029A1 (ja) |
| TW (1) | TW201410333A (ja) |
| WO (1) | WO2014036185A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019520205A (ja) * | 2016-06-20 | 2019-07-18 | ノードソン コーポレーションNordson Corporation | 基材に液体コーティングを塗布する方法 |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019084348A1 (en) * | 2017-10-27 | 2019-05-02 | Nordson Corporation | SYSTEMS AND METHODS FOR CONTROLLING THE SPEED OF A CLOSED LOOP LIQUID FOR EJECTION |
| US11246249B2 (en) | 2020-04-15 | 2022-02-08 | Illinois Tool Works Inc. | Tilt and rotate dispenser having strain wave gear system |
| US11805634B2 (en) * | 2021-08-03 | 2023-10-31 | Illinois Tool Works Inc. | Tilt and rotate dispenser having motion control |
| US11904337B2 (en) | 2021-08-03 | 2024-02-20 | Illinois Tool Works Inc. | Tilt and rotate dispenser having material flow rate control |
| US20240342746A1 (en) * | 2023-04-14 | 2024-10-17 | Illinois Tool Works Inc. | Dispense volume adjustment based on gap width of located features |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63173102A (ja) * | 1987-01-13 | 1988-07-16 | Hitachi Ltd | 加工品質管理方法及び装置 |
| US20030209560A1 (en) * | 2002-05-10 | 2003-11-13 | Asm Assembly Automation Ltd | Dispensation of controlled quantities of material onto a substrate |
| JP2011212526A (ja) * | 2010-03-31 | 2011-10-27 | Nec Corp | 塗布圧力制御装置、方法及びプログラム並びにこれを用いた塗布装置 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4769551A (en) * | 1986-06-27 | 1988-09-06 | Nippon Kogaku K.K. | Pattern detecting apparatus utilizing energy beam |
| US5819983A (en) | 1995-11-22 | 1998-10-13 | Camelot Sysems, Inc. | Liquid dispensing system with sealing augering screw and method for dispensing |
| US6173864B1 (en) * | 1999-04-23 | 2001-01-16 | Nordson Corporation | Viscous material dispensing system and method with feedback control |
| JP2002040342A (ja) * | 2000-07-24 | 2002-02-06 | Ricoh Co Ltd | 光走査装置・光走査方法および画像形成装置 |
| US7264323B2 (en) * | 2002-11-22 | 2007-09-04 | Codonics, Inc. | Achieving laser-quality medical hardcopy output from thermal print devices |
| JP3887337B2 (ja) * | 2003-03-25 | 2007-02-28 | 株式会社東芝 | 配線部材およびその製造方法 |
| US7980197B2 (en) | 2006-11-03 | 2011-07-19 | Illinois Tool Works, Inc. | Method and apparatus for dispensing a viscous material on a substrate |
| US8059915B2 (en) * | 2006-11-20 | 2011-11-15 | Videosurf, Inc. | Apparatus for and method of robust motion estimation using line averages |
| US7524015B2 (en) * | 2006-12-20 | 2009-04-28 | Palo Alto Research Center Incorporated | Method of printing smooth micro-scale features |
| TWI323189B (en) * | 2006-12-29 | 2010-04-11 | Ind Tech Res Inst | Real-time dispenser fault detection and classification method |
| JP5204451B2 (ja) * | 2007-09-28 | 2013-06-05 | 株式会社ニューフレアテクノロジー | 荷電粒子ビーム描画装置および荷電粒子ビーム描画方法 |
| JP2010067674A (ja) * | 2008-09-09 | 2010-03-25 | Toray Ind Inc | 金属積層基板の製造方法及びそれにより得られる金属積層基板 |
| EP2593517B1 (en) * | 2010-07-16 | 2017-04-05 | E. I. du Pont de Nemours and Company | Cross-linked pigment dispersion based on polyurethane dispersants |
| US8458626B1 (en) * | 2012-01-20 | 2013-06-04 | International Business Machines Corporation | Method for calibrating an SRAF printing model |
| US9057642B2 (en) * | 2012-12-03 | 2015-06-16 | Illinois Tool Works Inc. | Method and apparatus for calibrating a dispenser |
-
2012
- 2012-08-30 US US13/598,719 patent/US20140060144A1/en not_active Abandoned
-
2013
- 2013-08-28 EP EP13763135.4A patent/EP2891391A1/en not_active Withdrawn
- 2013-08-28 KR KR1020157005201A patent/KR20150052043A/ko not_active Application Discontinuation
- 2013-08-28 JP JP2015530009A patent/JP2015528388A/ja active Pending
- 2013-08-28 WO PCT/US2013/057152 patent/WO2014036185A1/en active Application Filing
- 2013-08-28 CN CN201380041529.1A patent/CN104620685A/zh active Pending
- 2013-08-28 TW TW102130867A patent/TW201410333A/zh unknown
-
2015
- 2015-01-06 PH PH12015500029A patent/PH12015500029A1/en unknown
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS63173102A (ja) * | 1987-01-13 | 1988-07-16 | Hitachi Ltd | 加工品質管理方法及び装置 |
| US20030209560A1 (en) * | 2002-05-10 | 2003-11-13 | Asm Assembly Automation Ltd | Dispensation of controlled quantities of material onto a substrate |
| JP2011212526A (ja) * | 2010-03-31 | 2011-10-27 | Nec Corp | 塗布圧力制御装置、方法及びプログラム並びにこれを用いた塗布装置 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019520205A (ja) * | 2016-06-20 | 2019-07-18 | ノードソン コーポレーションNordson Corporation | 基材に液体コーティングを塗布する方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2891391A1 (en) | 2015-07-08 |
| KR20150052043A (ko) | 2015-05-13 |
| TW201410333A (zh) | 2014-03-16 |
| CN104620685A (zh) | 2015-05-13 |
| WO2014036185A1 (en) | 2014-03-06 |
| PH12015500029A1 (en) | 2015-02-23 |
| US20140060144A1 (en) | 2014-03-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2015528388A (ja) | 供給した堆積物を校正する方法及び装置 | |
| JP6215957B2 (ja) | ディスペンサーを校正する方法及び装置 | |
| KR101927202B1 (ko) | 분배된 증착을 교정하는 방법 및 장치 | |
| JP2018001164A (ja) | ディスペンサーの供給ユニットを自動的に調整する方法 | |
| JP6626153B2 (ja) | 供給システムの自動化された多重ヘッドクリーナー及び関連する方法 | |
| JP6487324B2 (ja) | 角度位置特定特徴に基づいて材料を供給する供給システム及び方法 | |
| US10926287B2 (en) | Method of calibrating a dispenser | |
| JP2016504750A (ja) | エッジ検出に基づいて材料を供給する方法 | |
| TWI803519B (zh) | 分配材料的方法及用於在一電子基板上分配黏性材料的分配系統 | |
| WO2024215410A1 (en) | Dispense volume adjustment based on gap width of located features | |
| CN118044347A (zh) | 具有材料流率控制的倾斜和旋转分配器 | |
| CN118056480A (zh) | 具有运动控制的倾斜和旋转分配器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160829 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160829 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170801 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170731 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20180306 |