JP2015521973A - 側面一体構成自転車車輪 - Google Patents
側面一体構成自転車車輪 Download PDFInfo
- Publication number
- JP2015521973A JP2015521973A JP2015520475A JP2015520475A JP2015521973A JP 2015521973 A JP2015521973 A JP 2015521973A JP 2015520475 A JP2015520475 A JP 2015520475A JP 2015520475 A JP2015520475 A JP 2015520475A JP 2015521973 A JP2015521973 A JP 2015521973A
- Authority
- JP
- Japan
- Prior art keywords
- spoke
- longitudinal center
- center plane
- spokes
- rim
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000835 fiber Substances 0.000 claims description 44
- 239000002657 fibrous material Substances 0.000 claims description 29
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical group C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 claims description 21
- 238000000034 method Methods 0.000 claims description 21
- 229920000049 Carbon (fiber) Polymers 0.000 claims description 18
- 239000004917 carbon fiber Substances 0.000 claims description 18
- 239000000463 material Substances 0.000 claims description 13
- 238000004519 manufacturing process Methods 0.000 claims description 8
- 239000004744 fabric Substances 0.000 claims description 6
- 238000000926 separation method Methods 0.000 claims description 2
- 239000002131 composite material Substances 0.000 description 12
- 238000003466 welding Methods 0.000 description 9
- 229910052751 metal Inorganic materials 0.000 description 5
- 239000002184 metal Substances 0.000 description 4
- 229910000838 Al alloy Inorganic materials 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 230000006698 induction Effects 0.000 description 3
- 239000007769 metal material Substances 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000003562 lightweight material Substances 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B1/00—Spoked wheels; Spokes thereof
- B60B1/003—Spoked wheels; Spokes thereof specially adapted for bicycles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B1/00—Spoked wheels; Spokes thereof
- B60B1/02—Wheels with wire or other tension spokes
- B60B1/04—Attaching spokes to rim or hub
- B60B1/041—Attaching spokes to rim or hub of bicycle wheels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B3/00—Disc wheels, i.e. wheels with load-supporting disc body
- B60B3/08—Disc wheels, i.e. wheels with load-supporting disc body with disc body formed by two or more axially spaced discs
- B60B3/082—Disc wheels, i.e. wheels with load-supporting disc body with disc body formed by two or more axially spaced discs especially for light-weight wheels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B3/00—Disc wheels, i.e. wheels with load-supporting disc body
- B60B3/08—Disc wheels, i.e. wheels with load-supporting disc body with disc body formed by two or more axially spaced discs
- B60B3/087—Discs having several mutual contact regions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B3/00—Disc wheels, i.e. wheels with load-supporting disc body
- B60B3/10—Disc wheels, i.e. wheels with load-supporting disc body apertured to simulate spoked wheels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B5/00—Wheels, spokes, disc bodies, rims, hubs, wholly or predominantly made of non-metallic material
- B60B5/02—Wheels, spokes, disc bodies, rims, hubs, wholly or predominantly made of non-metallic material made of synthetic material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B2310/00—Manufacturing methods
- B60B2310/20—Shaping
- B60B2310/204—Shaping by moulding, e.g. injection moulding, i.e. casting of plastics material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B2310/00—Manufacturing methods
- B60B2310/20—Shaping
- B60B2310/242—Shaping by laminating, e.g. fabrication of sandwich sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B2310/00—Manufacturing methods
- B60B2310/30—Manufacturing methods joining
- B60B2310/306—Manufacturing methods joining by clamping or wedging, e.g. by clamping inserts as joining means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B2310/00—Manufacturing methods
- B60B2310/30—Manufacturing methods joining
- B60B2310/318—Manufacturing methods joining by adhesive bonding, e.g. glueing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B2310/00—Manufacturing methods
- B60B2310/50—Thermal treatment
- B60B2310/52—Curing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B2320/00—Manufacturing or maintenance operations
- B60B2320/10—Assembling; disassembling
- B60B2320/12—Assembly devices for spoked wheels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B2320/00—Manufacturing or maintenance operations
- B60B2320/10—Assembling; disassembling
- B60B2320/12—Assembly devices for spoked wheels
- B60B2320/122—Assembly devices for spoked wheels for spoke tensioning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B2360/00—Materials; Physical forms thereof
- B60B2360/30—Synthetic materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B2360/00—Materials; Physical forms thereof
- B60B2360/30—Synthetic materials
- B60B2360/36—Composite materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B2900/00—Purpose of invention
- B60B2900/10—Reduction of
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B2900/00—Purpose of invention
- B60B2900/10—Reduction of
- B60B2900/112—Costs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B2900/00—Purpose of invention
- B60B2900/10—Reduction of
- B60B2900/113—Production or maintenance time
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60B—VEHICLE WHEELS; CASTORS; AXLES FOR WHEELS OR CASTORS; INCREASING WHEEL ADHESION
- B60B2900/00—Purpose of invention
- B60B2900/10—Reduction of
- B60B2900/115—Complexity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60Y—INDEXING SCHEME RELATING TO ASPECTS CROSS-CUTTING VEHICLE TECHNOLOGY
- B60Y2200/00—Type of vehicle
- B60Y2200/10—Road Vehicles
- B60Y2200/13—Bicycles; Tricycles
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49481—Wheel making
- Y10T29/49492—Land wheel
- Y10T29/49506—Tensioned spoke type wheel making
- Y10T29/4951—Tensioning spokes in series
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49481—Wheel making
- Y10T29/49492—Land wheel
- Y10T29/49524—Rim making
- Y10T29/49526—Rim making with assembling
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Moulding By Coating Moulds (AREA)
- Connection Of Plates (AREA)
- Rolling Contact Bearings (AREA)
Abstract
Description
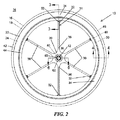
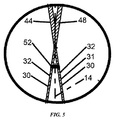
少なくとも1つの実施形態の車輪10は、左及び右の側壁34に隣接し、車輪10の使用中のスポークの外端部32(及び対応する側壁34の内端部44/48)の縦中心面14に対して垂直な方向での相互の離反を防止するか、そうではなくとも対抗するため、位置合わせされたスポーク30のそれぞれの対31の外端部32を結束するように配置された、結束部材52を有する。結束部材32は側壁34の直に隣接して位置合わせされたスポーク30の外端部30の周囲に巻き付くラッシング部材とすることができる。結束部材32は、スポーク30を囲んで巻き付けられ、所定の場所で硬化された、炭素繊維材料のような、複合ファイバ材料とすることができる。別の実施形態において、結束部材52は、スポーク30または側壁34に固定態様で取り付いてスポーク及び側壁の分離を防止する、クリップまたはその他の機械器具とすることができる。
12 中心回転軸
14 縦中心面
16 環形リム
18,20 リム側面
22,24 側面素子
30 スポーク
31 ファイバスポーク対
32 スポーク外端部
34 環形側壁
36 スポーク内端部
38 中心フランジ部
40 中心ハブ
42,46 係合部
44,48 側壁内端部
50 楔形空間
52 結束部材
54 中心フランジ径方向内側部
56 ハブ外端部
58 開口
60 キャップ
62 キャップヘッド
Claims (32)
- 回転軸に対して垂直な縦中心面を有する自転車車輪において、
前記縦中心面の両側に第1の側面及び第2の側面をもつリム、
前記縦中心面の両側にあって、前記リムに対し、軸方向に位置合わせされ、同心に配置されている、第1の端部及び第2の端部を有するハブ、及び
前記縦中心面の両側に配置され、前記リム及び前記ハブに結合されている、一対の一体側面素子、
−前記側面素子のそれぞれは、環形側壁、フランジ部及び、前記環形側壁と前記フランジ部を一体相互連結する、複数本のスポークを有する、
−前記側面素子は第1の側面素子及び第2の側面素子を含む、
−前記第1の側面素子の前記環形側壁は前記リムの前記第1の側面に固定され、前記第1の側面素子の前記フランジ部は前記ハブの前記第1の端部に固定される、
−前記第2の側面素子の前記環形側壁は前記リムの前記第2の側面に固定され、前記第2の側面素子の前記フランジ部は前記ハブの前記第2の端部に固定される、
−前記第1の側面素子及び前記第2の側面素子の前記複数本のスポークは前記第1の側面素子及び前記第2の側面素子のそれぞれの前記側壁と前記フランジの間で引張状態にある、
を有し、
前記第1の側面素子の前記スポークが前記第2の側面素子の前記複数本のスポークと位置合わせされて配置され、前記第1の側面素子及び前記第2の側面素子の前記複数本のスポークのそれぞれが前記側壁に隣接する端部を有し、前記第1の側面素子の前記複数本のスポークのそれぞれの前記端部が前記第2の側面素子の位置合わせされたスポークの前記端部に結束されて、前記結束された端部の前記縦中心面に対して垂直な方向での相互に離反する動きを制限する、
ことを特徴とする車輪。 - 一体側面素子の前記対がファイバ素材側面素子であり、前記複数本のスポークが、前記環形側壁と前記フランジ部を、前記環形側壁と前記スポークの間に広がる第1の連続ファイバによって、及び前記スポークと前記フランジ部の間に広がる第2の連続ファイバによって、一体相互連結することを特徴とする請求項1に記載の車輪。
- 前記第1の側面素子及び前記第2の側面素子の前記側壁が、それぞれ前記リムに固定された第1の係合部及び、前記第1の係合部から径方向に内側に配置された、第2の係合部を有し、前記第1の側面素子及び前記第2の側面素子の前記第2の係合部が相互に固定されることを特徴とする請求項1に記載の車輪。
- 前記第1の側壁及び前記第2の側壁が前記リムから径方向に内側に延在して互いに向けて収斂し、前記第1の側壁及び前記第2の側壁の径方向に内側の端部が実質的に前記縦中心面において相互に連結されることを特徴とする請求項1に記載の車輪。
- 前記一体側面素子がそれぞれ一体炭素繊維構造であることを特徴とする請求項1に記載の車輪。
- 前記第1の側面素子の前記複数本のスポークのそれぞれの少なくとも一部及び前記第1の側面素子の前記フランジ部の一部が、ファイバ素材材料シートの少なくとも1つの連続部分で構成されることを特徴とする請求項5に記載の車輪。
- 硬化されたファイバ素材材料の前記シートが炭素繊維材料であることを特徴とする請求項6に記載の車輪。
- 前記第2の側面素子の前記複数本のスポークのそれぞれの少なくとも一部及び前記第2の側面素子の前記フランジ部の一部が、第2のファイバ素材材料シートの少なくとも1つの連続部分で構成されることを特徴とする請求項6に記載の車輪。
- 前記第1の側面素子の、前記スポークの少なくとも一部、前記側壁の一部及び前記フランジ部の一部が、硬化されたファイバ素材材料の少なくとも1枚の連続シートの一部で構成されることを特徴とする請求項5に記載の車輪。
- 前記第2の側面素子の、前記スポークの少なくとも一部、前記側壁の一部及び前記フランジ部の一部が、硬化されたファイバ素材材料の少なくとも1枚の第2の連続シートの一部で構成されることを特徴とする請求項9に記載の車輪。
- 回転軸に対して垂直な縦中心面を有する自転車車輪において、
前記縦中心面の両側に第1の側面及び第2の側面をもつリム、
前記縦中心面の両側にあって、前記リムに対し、軸方向に位置合わせされ、同心に配置されている、第1の端部及び第2の端部を有するハブ、及び
前記縦中心面の両側に配置され、前記リム及び前記ハブに結合されている、一対の一体側面素子、
−前記側面素子のそれぞれは、環形側壁、フランジ部及び複数本のスポークを有し、前記複数本のスポークは、前記環形側壁と前記フランジ部を、前記環形側壁と前記スポークの間に広がる第1の連続ファイバによって、及び前記スポークと前記フランジ部の間に広がる第2の連続ファイバによって、一体相互連結する、
を有し、
前記側面素子が第1の側面素子及び第2の側面素子を含み、前記第1の側面素子の前記環形側壁が前記リムの前記第1の側面に固定され、前記第1の側面素子の前記フランジ部が前記ハブの前記第1の端部に固定され、前記第2の側面素子の前記環形側壁が前記リムの前記第2の側面に固定され、前記第2の側面素子の前記フランジ部が前記ハブの前記第2の端部に固定され、前記第1の側面素子及び前記第2の側面素子の前記複数本のスポークが前記第1の側面素子及び前記第2の側面素子のそれぞれの前記側壁と前記フランジの間で引張状態にある、
ことを特徴とする車輪。 - リム、ハブ及び縦中心面を有する自転車車輪に用いるための一対の一体側面素子において、
前記側面素子のそれぞれが、環形側壁、フランジ部及び、前記環形側壁と前記フランジ部を一体相互連結する、複数本のスポークを有する一体部材であり、
前記環形側壁のそれぞれが前記リムに固定態様で連結するように構成され、前記フランジ部のそれぞれが前記ハブに固定態様で連結するように構成され、前記環形側壁のいずれの一方も他方の前記環形側壁の径方向に内側の端部に確実に取り付けられるように構成された径方向に内側の端部を有し、前記第1の側面素子及び前記第2の側面素子の前記複数本のスポークが前記側壁と前記フランジの間で引張状態にあるように構成され、前記側面素子のそれぞれが、前記スポークが引張状態にあるときには、前記縦中心面の他方の側に交わることなく、前記縦中心面の両側にあるように構成され、
前記側面素子のそれぞれからの前記スポークの端部が前記側壁に隣接して互いに結束されて、前記縦中心面に対して垂直な方向での相互に離反する動きを制限する、
ことを特徴とする一対の一体側面素子。 - 前記側面素子のそれぞれが、前記環形側壁と前記スポークの間に広がる第1の連続ファイバ及び前記スポークと前記フランジ部の間に広がる第2の連続ファイバを含むファイバ素材側面素子であることを特徴とする請求項12に記載の一対の一体側面素子。
- リム、ハブ及び縦中心面を有する自転車車輪に用いるための一対のファイバ素材側面素子において、
前記側面素子のそれぞれが、環形側壁、フランジ部及び、前記環形側壁と前記フランジ部を、前記環形側壁と前記スポークの間に広がる第1の連続ファイバによって、及び前記スポークと前記フランジ部の間に広がる第2の連続ファイバによって、一体相互連結する、複数本のスポークを有する一体部材であり、
前記環形側壁のそれぞれが前記リムに固定態様で連結するように構成され、前記フランジ部のそれぞれが前記ハブに固定態様で連結するように構成され、第1の前記側面素子及び第2の前記側面素子の前記複数本のスポークが前記側壁と前記フランジの間で引張状態にあるように構成され、前記側面素子のそれぞれが、前記スポークが引張状態にあるときには、前記縦中心面の他方の側に交わることなく、前記縦中心面の両側にあるように構成される、
ことを特徴とする側面素子。 - 前記環形側壁のいずれの一方も、他方の前記環形側壁の径方向に内側の端部に確実に取り付けられるように構成された径方向に内側の端部を有することを特徴とする請求項14に記載の側面素子。
- 前記第1の側面素子の前記スポークのそれぞれの少なくとも一部及び前記第1の側面素子の前記フランジ部の一部が、少なくとも1枚のファイバ素材材料シートの連続部分で構成されることを特徴とする請求項16に記載の側面素子。
- 前記第1の側面素子の前記スポークの少なくとも一部及び前記第1の側面素子の前記前記側壁の一部が、少なくとも1枚のファイバ素材材料シートの連続部分で構成されることを特徴とする請求項16に記載の側面素子。
- 中心軸に関して回転可能であって、前記中心軸に対して垂直な縦中心面を有する、車輪において、前記車輪が、
第1の側面及び第2の側面をもつリム、
−前記リムは実質的に円形であり、中心軸を囲んで配置される、及び
−前記第1の側面は前記縦中心面の第1の側に配置され、前記第2の側面は前記縦中心面の第1の側とは反対側の第2の側に配置される、
前記中心軸と位置合わせされ、前記リムの径方向に内側に配置された、第1の端部及び第2の端部を有するハブ管、
前記リム及び前記ハブ管に結合された第1の側の一体側面素子、
−前記第1の側の側面素子は前記縦中心面の前記第1の側に配置される、
−前記第1の側の側面素子は、前記リムの前記第1の側面に固定された第1の側壁、前記ハブ管の前記第1の端部に結合された第1の中心フランジ部及び、第1の端部において前記第1の側壁に一体連結され、第2の端部において前記第1の中心フランジ部に一体連結された、複数本の第1のスポークを有する、
−前記第1のスポークは前記縦中心面の前記第1の側に配され、前記縦中心面の前記第1の側で前記第1の側壁に連結される、
−前記第1の側壁、
及び
前記リム及び前記ハブ管に結合された第2の側の一体側面素子、
−前記第2の側の側面素子は前記縦中心面の前記第2の側に配置される、
−前記第2の側の側面素子は、前記リムの前記第2の側面に固定された第2の側壁、前記ハブ管の前記第2の端部に結合された第2の中心フランジ部及び、第1の端部において前記第2の側壁に一体連結され、第2の端部において前記第2の中心フランジ部に一体連結された、複数本の第2のスポークを有する、
−前記第2のスポークは前記縦中心面の前記第2の側に配され、前記縦中心面の前記第2の側で前記第2の側壁に連結される、
−前記第2の側壁、
を有し、
前記第1のスポークが前記第1の側壁と前記第1の中心フランジの間に引張状態で保持され、前記第2のスポークが前記第2の側壁と前記第2の中心フランジの間に引張状態で保持される、及び
前記第1のスポークのそれぞれが前記第2のスポークのそれぞれ1本と位置合わせされて、前記縦中心面の両側で位置合わせされたスポークの対を形成し、前記位置合わせされたスポークの対の前記第1のスポーク及び前記第2のスポークのそれぞれの前記第1の端部が、前記位置合わせされたスポークの対の前記第1の端部の前記縦中心面に対して垂直な方向での相互に離反する動きを制限する結束部材によって結束される、
ことを特徴とする車輪。 - 前記第1の側面素子の前記第1の側壁が第1の径方向内端部を有し、前記第2の側面素子の前記第2の側壁が第2の径方向内端部を有し、前記第2の径方向内端部は、前記第1の径方向内端部及び前記第2の径方向内端部の前記縦中心面に対して垂直な方向での分離を防止するように、前記第1の径方向内端部に取り付けられることを特徴とする請求項18に記載の車輪。
- 前記第1の径方向内端部及び前記第2の径方向内端部が、実質的に前記縦中心面において相互に取り付けられることを特徴とする請求項19に記載の車輪。
- 前記第1の側の側面素子及び前記第2の側の側面素子のそれぞれがファイバ素材材料で作製されることを特徴とする請求項18に記載の車輪。
- 前記複数本の第1のスポークのそれぞれが前記縦中心面の前記第1の側に配置され、前記縦中心面の前記第2の側に交わらず、前記複数本の第2のスポークのそれぞれが前記縦中心面の前記第2の側に配置され、前記縦中心面の前記第1の側に交わらないことを特徴とする請求項18に記載の車輪。
- 前記第1のスポークの少なくとも一部及び前記第1の側壁の一部が少なくとも1枚の、硬化された、連続ファイバ素材材料シートで構成されることを特徴とする請求項18に記載の車輪。
- 前記少なくとも1枚の、硬化された、連続ファイバ素材材料シートが炭素繊維布のシートであることを特徴とする請求項23に記載の車輪。
- 前記第2のスポークの少なくとも一部及び前記第2の側壁の一部が少なくとも1枚の、硬化された、連続ファイバ素材材料シートで構成されることを特徴とする請求項23に記載の車輪。
- 前記第1のスポークのそれぞれの少なくとも一部、前記第1の中心フランジの一部及び前記第1の側壁の一部が、少なくとも1枚の連続炭素繊維材料シートで構成されることを特徴とする請求項18に記載の車輪。
- 前記第2のスポークのそれぞれの少なくとも一部、前記第2の中心フランジの一部及び前記第2の側壁の一部が、少なくとも1枚の連続炭素繊維材料シートで構成されることを特徴とする請求項26に記載の車輪。
- リム、ハブ及び一対の対向する第1の一体側面素子及び第2の一体側面素子を有する自転車車輪の作製方法において、前記車輪が回転軸及び前記回転軸に対して垂直な縦中心面を有し、前記方法が、
第1のフランジ部、第1の外側係合部及び第1の内側係合部をもつ第1の環形側壁及び、前記縦中心面の第1の側に配されて前記第1の環形側壁と前記第1のフランジ部を一体相互連結している、第1のスポークを有する前記第1の一体側面素子と、第2のフランジ部、第2の外側係合部及び第2の内側係合部をもつ第2の環形側壁及び、前記縦中心面の第2の側に配されて前記第2の環形側壁と前記第2のフランジ部を一体相互連結している、第2のスポークを有する前記第2の一体側面素子を前記リムに取り付ける工程であって、前記第1の外側係合部は前記縦中心面の前記第1の側で前記リムの第1の側面に取り付けられ、前記第2の外側係合部は前記縦中心面の前記第2の側で前記リムの第2の側面に取り付けられる工程、
前記第1の側壁の前記第1の内側係合部を前記第2の側壁の前記第2の内側係合部に固定する工程、
前記第1のフランジ部を前記縦中心面の前記第1の側で前記ハブの第1の端部に取り付ける工程、
前記第2のフランジ部を前記縦中心面の前記第2の側で前記ハブの第2の端部に取り付ける工程であって、前記第1のフランジ部及び前記第2のフランジを前記縦中心面から引き離すことで、前記第1のスポークは前記第1の側壁と前記第1のフランジ部の間で引張状態に保持され、前記第2のスポークは前記第2の側壁と前記第2のフランジ部の間で引張状態に保持される工程、
及び
前記第1のスポークのそれぞれの径方向外端部を前記第2のスポークの位置合わせされたそれぞれの位置合わせされた径方向端部を、位置合わせされたスポークの対を定めて、前記位置合わせされたスポークの対の前記径方向外端部の前記縦中心面に対して垂直な方向での相互に離反する動きを制限するため、結束部材で結束する工程、
を含むことを特徴とする方法。 - 自転車のためのファイバ素材車輪を作製する方法において、
それぞれが環形側壁、前記側壁の径方向に内側の中心フランジ部及び、前記側壁と前記中心フランジの間に延びる、複数本のスポークを有する、第1の一体ファイバ素材側面素子及び第2の一体ファイバ素材側面素子を形成する工程であって、前記側面素子のそれぞれは、前記側壁、前記中心フランジ及び前記スポークを、前記フランジと前記スポークの間に広がる少なくとも第1の連続ファイバ及び前記スポークと前記中心フランジの間に広がる少なくとも第2の連続ファイバによって、形成するための形状につくられた複数枚のファイバ素材材料シートを積み重ねるステップ及び、前記スポークが前記側壁及び前記フランジに一体連結されている硬化された側面素子を形成するため、前記側面素子の全体を一硬化プロセスにおいて熱及び圧力によって硬化するステップによって、形成されるものである工程、
前記第1の側面素子と前記第2の側面素子を、リムに隣接させ、スポークを相互に位置合わせして、位置決めする工程、
前記第1の側面素子及び前記第2の側面素子の前記側壁をリムの両側面に取り付ける工程、
前記第1の側面素子及び前記第2の側面素子をハブに配置する工程及び前記第1の側面素子及び前記第2の側面素子を前記スポークが引張状態にあるように配置する工程、及び
前記第1の側面素子及び前記第2の側面素子の前記フランジを前記ハブに固定する工程、
を含むことを特徴とする方法。 - 複数枚のファイバ素材材料シートを積み重ねる前記ステップが、前記側壁の一部、少なくとも1本のスポーク及び前記中心フランジの一部を形成する少なくとも1枚のファイバ素材材料層を積み重ねる工程を含むことを特徴とする請求項29に記載の方法。
- 複数枚のファイバ素材材料シートを積み重ねる前記ステップが、前記側壁、前記少なくとも1本のスポーク及び前記中心フランジの一部に沿って複数枚のファイバが連続的に広がるように、前記少なくとも1枚のファイバ素材材料層を配置する工程を含むことを特徴とする請求項30に記載の方法。
- 前記側壁に隣接する、前記第1の側面素子及び前記第2の側面素子の位置合わせされたスポークの端部を、前記位置合わせされた前記端部の横方向に相互に離反する動きを制限するため、結束する工程をさらに含むことを特徴とする請求項29に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US13/535,290 | 2012-06-27 | ||
| US13/535,290 US9108461B2 (en) | 2012-06-27 | 2012-06-27 | Bicycle wheel with unitary side construction |
| PCT/US2013/047985 WO2014004727A1 (en) | 2012-06-27 | 2013-06-26 | Bicycle wheel with unitary side construction |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015521973A true JP2015521973A (ja) | 2015-08-03 |
| JP2015521973A5 JP2015521973A5 (ja) | 2016-08-18 |
Family
ID=49777344
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015520475A Pending JP2015521973A (ja) | 2012-06-27 | 2013-06-26 | 側面一体構成自転車車輪 |
Country Status (10)
| Country | Link |
|---|---|
| US (2) | US9108461B2 (ja) |
| EP (1) | EP2867032A4 (ja) |
| JP (1) | JP2015521973A (ja) |
| KR (1) | KR20150027250A (ja) |
| CN (1) | CN104968509B (ja) |
| AU (1) | AU2013280303A1 (ja) |
| CA (1) | CA2877939A1 (ja) |
| MX (1) | MX2015000154A (ja) |
| TW (1) | TWI631024B (ja) |
| WO (1) | WO2014004727A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9108461B2 (en) * | 2012-06-27 | 2015-08-18 | Cayucos Cowboys, Llc | Bicycle wheel with unitary side construction |
| DE102013201842B4 (de) * | 2013-02-05 | 2024-07-18 | Action Composites GmbH | Rad aus Faserverbundmaterial und Herstellungsverfahren |
| US9403404B2 (en) * | 2014-01-28 | 2016-08-02 | Po-Chien Lin | Carbon fiber rim and method of manufacturing the same |
| ITUA20161779A1 (it) * | 2016-03-17 | 2017-09-17 | Campagnolo Srl | Ruota di bicicletta e relativo procedimento di fabbricazione |
| KR102487167B1 (ko) | 2016-12-14 | 2023-01-10 | 현대자동차 주식회사 | 자전거 휠 및 그 제조방법 |
| CN117984688A (zh) * | 2017-08-18 | 2024-05-07 | 碳革命有限公司 | 用于复合轮的辐条部分的成形预制件 |
| FR3084286B1 (fr) * | 2018-07-26 | 2021-02-26 | H Prec | Voile de roue et machine de fabrication |
| CN114746283A (zh) * | 2019-09-30 | 2022-07-12 | Css复合材料有限责任公司 | 增强的热塑性部件及其制造方法 |
| US11660909B2 (en) | 2019-12-11 | 2023-05-30 | Sram, Llc | Tire retaining feature for a bicycle rim |
| TWI837721B (zh) * | 2022-07-04 | 2024-04-01 | 游琇帆 | 花轂組件半成品的製造方法、花轂組件的製造方法及模具 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR406445A (fr) * | 1909-08-24 | 1910-01-29 | Louis Bled | Procédé de fabrication des roues de véhicules |
| FR708138A (fr) * | 1930-12-19 | 1931-07-20 | Manuf Fr D Ameublement De Jeux | Roue pour voiture d'enfants et jouets |
| JPS5932501A (ja) * | 1982-08-17 | 1984-02-22 | Honda Motor Co Ltd | 繊維強化プラスチツク製スポ−クプレ−ト |
| JPH07505349A (ja) * | 1990-10-26 | 1995-06-15 | シュランガー ラファエル | 車輪 |
| JPH0999702A (ja) * | 1995-10-04 | 1997-04-15 | Araya Kogyo Kk | 自転車用車輪およびその製造方法 |
| US20080265659A1 (en) * | 2007-04-24 | 2008-10-30 | Joachim Heyse | Spoke, wheel and process for manufacturing a spoke, especially for bicycles |
Family Cites Families (51)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3369843A (en) | 1965-07-16 | 1968-02-20 | Philip E. Prew | Laminated wheel and method of manufacture |
| DE2026837A1 (de) | 1970-06-02 | 1971-12-30 | Fichtel & Sachs Ag, 8720 Schweinfurt | Fahrzeugrad aus Kunststoff mit Bremsnabe sowie Werkzeug zu seiner Herstellung |
| US3862779A (en) | 1973-05-01 | 1975-01-28 | William Weir Jayne | Vehicle wheel |
| US4280736A (en) | 1979-05-24 | 1981-07-28 | Raudman Charles J | Vehicle wheel |
| FR2460195A1 (fr) | 1979-07-02 | 1981-01-23 | Ferrary J P | Procede de fabrication d'une jante de cycle ou de cyclomoteur |
| DE3134249A1 (de) | 1981-08-29 | 1983-03-17 | Bayer Ag, 5090 Leverkusen | Kunststoffrad |
| US4413860A (en) | 1981-10-26 | 1983-11-08 | Great Lakes Carbon Corporation | Composite disc |
| US4532097A (en) | 1981-12-28 | 1985-07-30 | Ford Motor Company | Method of forming fiber reinforced synthetic material wheel |
| JPS58118401A (ja) | 1982-01-07 | 1983-07-14 | Honda Motor Co Ltd | 連続繊維強化プラスチツク製リムの製造法 |
| JPS58118402A (ja) | 1982-01-07 | 1983-07-14 | Honda Motor Co Ltd | 炭素繊維強化プラスチツク製スポ−クプレ−ト |
| US4527839A (en) | 1982-04-30 | 1985-07-09 | Honda Giken Kogyo Kabushiki Kaisha | Synthetic wheel formed from two halves |
| US4793659A (en) | 1982-11-30 | 1988-12-27 | Werner Oleff | Spoked wheel of synthetic material and method of making therefor |
| DE3345555C2 (de) | 1983-12-16 | 1986-10-02 | Messerschmitt-Bölkow-Blohm GmbH, 8012 Ottobrunn | Scheibenrad |
| GB2206549A (en) | 1987-07-06 | 1989-01-11 | Anatoly Sergeevich Tsygankov | Bicycle wheel |
| US4919490A (en) | 1988-10-12 | 1990-04-24 | E. I. Du Pont De Nemours And Company | Vehicle wheel |
| US4930843A (en) | 1988-10-14 | 1990-06-05 | Hamilton-Sattui | Hollow shell fiber reinforced resin impregnated bicycle wheel construction and method therefor |
| US5184874A (en) * | 1990-04-10 | 1993-02-09 | Olson Paul D | Injection molded plastic bicycle wheel |
| US5350221A (en) | 1991-07-11 | 1994-09-27 | Edo Sports Inc. | Fiber reinforced spoke for wheels of bicycles, wheelchairs and the like, and method of making same |
| GB2260734A (en) | 1991-10-24 | 1993-04-28 | Csir | Wheel frame |
| US5415463A (en) | 1993-08-09 | 1995-05-16 | Olson; P. Douglas | Injection molded plastic bicycle wheel |
| AU643420B3 (en) | 1993-05-20 | 1993-11-11 | Michael Bede Whiteford | Improved wheel and method of forming same |
| US5452945A (en) | 1993-10-12 | 1995-09-26 | Schlanger; Raphael | Vehicle wheel |
| US5549360A (en) | 1994-08-15 | 1996-08-27 | Lipeles; Jay L. | Minimum weight wheel rim |
| US6139040A (en) | 1994-09-15 | 2000-10-31 | Dempsey; Douglas E. | Shear-bonded molded bicycle component assembly |
| US5540485A (en) | 1994-11-10 | 1996-07-30 | Enders; Mark L. | Composite bicycle wheel |
| AUPN108095A0 (en) | 1995-02-13 | 1995-03-09 | Kilpatrick, Ernest Leslie | Bicycle wheel |
| US5915796A (en) | 1997-04-29 | 1999-06-29 | Dymanic Composites Inc. | Composite fiber spoke vehicular wheel and method of making the same |
| US6033612A (en) | 1997-06-27 | 2000-03-07 | Tiodize Company, Inc. | Method for making a non-metallic, fiber reinforced wheel |
| US6068347A (en) | 1997-11-13 | 2000-05-30 | Shimano Inc. | Bicycle wheel |
| DE19916444C2 (de) | 1999-04-12 | 2002-10-31 | Lightcon Gmbh | Rad |
| ITTO20010121A1 (it) | 2001-02-13 | 2002-08-13 | Campagnolo Srl | Procedimento per la fabbricazione di un cerchio di ruota di bicicletta, dispositivo per l'attuazione del procedimento, e cerchio cosi' otten |
| US6428116B1 (en) | 2001-05-21 | 2002-08-06 | Giant Manufacturing Co., Ltd. | Bicycle wheel with V-shaped spokes |
| US7361296B2 (en) | 2002-01-25 | 2008-04-22 | High-Flyer Investment 5 (Proprietary) Limited | Motor vehicle wheel frame |
| ITBO20020700A1 (it) | 2002-11-06 | 2004-05-07 | Vuelta Internat S P A | Ruota per bicicletta, particolarmente per bicicletta |
| US8002362B2 (en) | 2004-02-17 | 2011-08-23 | Trek Bicycle Corporation | Optimal thermal properties in light weight and high performance braking composite clincher or tubular tire bicycle wheel rim |
| DE102005043755A1 (de) | 2005-09-13 | 2007-03-15 | Dt Swiss Ag | Verfahren zur Herstellung einer Felge, sowie Felge |
| FR2890896B1 (fr) | 2005-09-16 | 2007-10-26 | Salomon Sa | Procede de fabrication d'une roue a rayons en tension et roue a rayons en tension |
| DE102006010445B4 (de) | 2006-03-03 | 2014-02-13 | Denk Engineering Gmbh | Felge |
| FR2900869B1 (fr) * | 2006-05-12 | 2009-03-13 | Salomon Sa | Roue a rayons |
| US7350877B1 (en) | 2006-11-03 | 2008-04-01 | Shimano Inc. | Bicycle rim |
| FR2912345B1 (fr) | 2007-02-09 | 2009-05-08 | Salomon Sa | Rayon en matiere composite pour une roue a rayons. |
| DE102007019611A1 (de) | 2007-04-24 | 2008-10-30 | Dt Swiss Ag | Rad, Felge und Verfahren zur Herstellung eines Rades |
| US20080284237A1 (en) | 2007-05-15 | 2008-11-20 | Rick Tsai | Bicycle wheel rim assembly with flat spokes |
| US20080296962A1 (en) | 2007-05-30 | 2008-12-04 | Rick Tsai | Connection members of spokes for bicycle wheel |
| US20090152938A1 (en) | 2007-12-12 | 2009-06-18 | Rick Tsai | Connection of spokes and hub of bicycle wheels |
| FR2933030B1 (fr) | 2008-06-27 | 2015-09-04 | Corima | Roue a rayons laces, notamment pour un cycle, et procede de fabrication d'une telle roue |
| US8528991B2 (en) * | 2009-03-12 | 2013-09-10 | Raphael Schlanger | Vehicle wheel rim |
| US20100301663A1 (en) * | 2009-05-26 | 2010-12-02 | Mad Fibers, Llc | Composite fiber bicycle wheels |
| US20110084541A1 (en) * | 2009-05-30 | 2011-04-14 | Reynolds Cycling Llc | Tri-Flange Hub |
| CN201951161U (zh) * | 2011-01-07 | 2011-08-31 | 王景山 | 碳纤维自行车轮圈组件结构 |
| US9108461B2 (en) * | 2012-06-27 | 2015-08-18 | Cayucos Cowboys, Llc | Bicycle wheel with unitary side construction |
-
2012
- 2012-06-27 US US13/535,290 patent/US9108461B2/en active Active
-
2013
- 2013-06-26 KR KR1020157002003A patent/KR20150027250A/ko not_active Application Discontinuation
- 2013-06-26 MX MX2015000154A patent/MX2015000154A/es unknown
- 2013-06-26 AU AU2013280303A patent/AU2013280303A1/en not_active Abandoned
- 2013-06-26 EP EP13808485.0A patent/EP2867032A4/en not_active Withdrawn
- 2013-06-26 JP JP2015520475A patent/JP2015521973A/ja active Pending
- 2013-06-26 CN CN201380038144.XA patent/CN104968509B/zh not_active Expired - Fee Related
- 2013-06-26 CA CA2877939A patent/CA2877939A1/en not_active Abandoned
- 2013-06-26 WO PCT/US2013/047985 patent/WO2014004727A1/en active Application Filing
- 2013-06-27 TW TW102123095A patent/TWI631024B/zh not_active IP Right Cessation
-
2015
- 2015-07-08 US US14/794,772 patent/US9770940B2/en not_active Expired - Fee Related
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR406445A (fr) * | 1909-08-24 | 1910-01-29 | Louis Bled | Procédé de fabrication des roues de véhicules |
| FR708138A (fr) * | 1930-12-19 | 1931-07-20 | Manuf Fr D Ameublement De Jeux | Roue pour voiture d'enfants et jouets |
| JPS5932501A (ja) * | 1982-08-17 | 1984-02-22 | Honda Motor Co Ltd | 繊維強化プラスチツク製スポ−クプレ−ト |
| JPH07505349A (ja) * | 1990-10-26 | 1995-06-15 | シュランガー ラファエル | 車輪 |
| JPH0999702A (ja) * | 1995-10-04 | 1997-04-15 | Araya Kogyo Kk | 自転車用車輪およびその製造方法 |
| US20080265659A1 (en) * | 2007-04-24 | 2008-10-30 | Joachim Heyse | Spoke, wheel and process for manufacturing a spoke, especially for bicycles |
Also Published As
| Publication number | Publication date |
|---|---|
| US9770940B2 (en) | 2017-09-26 |
| MX2015000154A (es) | 2015-08-10 |
| EP2867032A1 (en) | 2015-05-06 |
| CA2877939A1 (en) | 2014-01-03 |
| US9108461B2 (en) | 2015-08-18 |
| KR20150027250A (ko) | 2015-03-11 |
| US20140001820A1 (en) | 2014-01-02 |
| AU2013280303A1 (en) | 2015-01-29 |
| WO2014004727A1 (en) | 2014-01-03 |
| TWI631024B (zh) | 2018-08-01 |
| TW201420379A (zh) | 2014-06-01 |
| CN104968509A (zh) | 2015-10-07 |
| EP2867032A4 (en) | 2017-05-17 |
| US20150314640A1 (en) | 2015-11-05 |
| CN104968509B (zh) | 2017-10-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2015521973A (ja) | 側面一体構成自転車車輪 | |
| TWI394669B (zh) | 經強化之複合輪緣 | |
| JP2015016863A (ja) | 複合ファイバー自転車ホイール | |
| JP2015521973A5 (ja) | ||
| US9604499B2 (en) | Compression molded hub shell | |
| JP5988053B2 (ja) | 電気自動車用の電気モーター | |
| US5064250A (en) | Wheel for light vehicle and disc used therefor | |
| US11938757B2 (en) | Wheel suspension system | |
| EP3578387A1 (en) | Reinforced structure of wheel rim made of composite material | |
| JP7386865B2 (ja) | 車輪円板および製造機械 | |
| JP7140761B2 (ja) | セパレートハンドル | |
| TWM438398U (en) | Bicycle wheel rim structure with aluminum composite material | |
| EP2586625B1 (en) | Carbon fiber bicycle wheel | |
| US11951768B2 (en) | Hub for retaining spokes with loops | |
| JP2016068893A (ja) | フロントフォーク | |
| JPH02299901A (ja) | ホイール及びホイール用ディスク |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160627 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160627 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170208 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170214 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20170912 |