JP2015517026A - アモルファス合金粉末原料の加工プロセス - Google Patents
アモルファス合金粉末原料の加工プロセス Download PDFInfo
- Publication number
- JP2015517026A JP2015517026A JP2015501642A JP2015501642A JP2015517026A JP 2015517026 A JP2015517026 A JP 2015517026A JP 2015501642 A JP2015501642 A JP 2015501642A JP 2015501642 A JP2015501642 A JP 2015501642A JP 2015517026 A JP2015517026 A JP 2015517026A
- Authority
- JP
- Japan
- Prior art keywords
- powder
- bmg
- amorphous
- alloy
- raw material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000843 powder Substances 0.000 title claims abstract description 72
- 239000002994 raw material Substances 0.000 title claims abstract description 32
- 238000000034 method Methods 0.000 title claims description 30
- 229910000808 amorphous metal alloy Inorganic materials 0.000 title description 41
- 230000008569 process Effects 0.000 title description 8
- 238000012545 processing Methods 0.000 title description 7
- 238000004519 manufacturing process Methods 0.000 claims abstract description 15
- 229910045601 alloy Inorganic materials 0.000 claims description 108
- 239000000956 alloy Substances 0.000 claims description 108
- 239000000203 mixture Substances 0.000 claims description 59
- 239000000463 material Substances 0.000 claims description 37
- 239000000126 substance Substances 0.000 claims description 22
- 239000005300 metallic glass Substances 0.000 claims description 21
- 238000002844 melting Methods 0.000 claims description 16
- 230000008018 melting Effects 0.000 claims description 16
- 239000011230 binding agent Substances 0.000 claims description 14
- 239000002131 composite material Substances 0.000 claims description 12
- 238000001125 extrusion Methods 0.000 claims description 3
- 238000007731 hot pressing Methods 0.000 claims description 3
- 238000003825 pressing Methods 0.000 claims description 3
- 238000005245 sintering Methods 0.000 claims description 3
- 239000000155 melt Substances 0.000 claims description 2
- 230000004580 weight loss Effects 0.000 claims 1
- 239000012071 phase Substances 0.000 description 39
- 229910052751 metal Inorganic materials 0.000 description 37
- 239000002184 metal Substances 0.000 description 31
- 238000001816 cooling Methods 0.000 description 30
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 25
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 22
- 238000010438 heat treatment Methods 0.000 description 18
- 239000013078 crystal Substances 0.000 description 17
- 239000007787 solid Substances 0.000 description 16
- 238000002425 crystallisation Methods 0.000 description 15
- 230000008025 crystallization Effects 0.000 description 15
- 150000002739 metals Chemical class 0.000 description 15
- 229910052759 nickel Inorganic materials 0.000 description 15
- 239000010936 titanium Substances 0.000 description 14
- 238000001746 injection moulding Methods 0.000 description 13
- 229910052742 iron Inorganic materials 0.000 description 13
- 230000009477 glass transition Effects 0.000 description 12
- 229910052719 titanium Inorganic materials 0.000 description 12
- 239000010949 copper Substances 0.000 description 11
- 239000012535 impurity Substances 0.000 description 11
- 239000007788 liquid Substances 0.000 description 11
- 229910052723 transition metal Inorganic materials 0.000 description 10
- 229910052782 aluminium Inorganic materials 0.000 description 9
- 229910052796 boron Inorganic materials 0.000 description 9
- 229910052802 copper Inorganic materials 0.000 description 9
- 238000002347 injection Methods 0.000 description 9
- 239000007924 injection Substances 0.000 description 9
- 229910052726 zirconium Inorganic materials 0.000 description 9
- 239000011521 glass Substances 0.000 description 8
- 239000004033 plastic Substances 0.000 description 8
- 229920003023 plastic Polymers 0.000 description 8
- 229910052710 silicon Inorganic materials 0.000 description 8
- 230000015572 biosynthetic process Effects 0.000 description 7
- 238000010586 diagram Methods 0.000 description 7
- 229910052750 molybdenum Inorganic materials 0.000 description 7
- 238000000465 moulding Methods 0.000 description 7
- 229910052758 niobium Inorganic materials 0.000 description 7
- 239000010955 niobium Substances 0.000 description 7
- 239000006104 solid solution Substances 0.000 description 7
- 239000013526 supercooled liquid Substances 0.000 description 7
- KDLHZDBZIXYQEI-UHFFFAOYSA-N Palladium Chemical compound [Pd] KDLHZDBZIXYQEI-UHFFFAOYSA-N 0.000 description 6
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 6
- 238000005280 amorphization Methods 0.000 description 6
- 239000002245 particle Substances 0.000 description 6
- 229910052698 phosphorus Inorganic materials 0.000 description 6
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 6
- 239000000047 product Substances 0.000 description 6
- 238000010791 quenching Methods 0.000 description 6
- 238000005275 alloying Methods 0.000 description 5
- 229910052799 carbon Inorganic materials 0.000 description 5
- 238000005266 casting Methods 0.000 description 5
- 229910052804 chromium Inorganic materials 0.000 description 5
- 239000011651 chromium Substances 0.000 description 5
- 238000005520 cutting process Methods 0.000 description 5
- 229910052748 manganese Inorganic materials 0.000 description 5
- 239000011572 manganese Substances 0.000 description 5
- 230000000171 quenching effect Effects 0.000 description 5
- 229910052721 tungsten Inorganic materials 0.000 description 5
- 229910052727 yttrium Inorganic materials 0.000 description 5
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 4
- 229910052790 beryllium Inorganic materials 0.000 description 4
- 150000001875 compounds Chemical class 0.000 description 4
- -1 conventional metals Chemical class 0.000 description 4
- 229910052732 germanium Inorganic materials 0.000 description 4
- 229910052735 hafnium Inorganic materials 0.000 description 4
- 229910001338 liquidmetal Inorganic materials 0.000 description 4
- 239000011159 matrix material Substances 0.000 description 4
- 229910052763 palladium Inorganic materials 0.000 description 4
- 229910052697 platinum Inorganic materials 0.000 description 4
- 229910052709 silver Inorganic materials 0.000 description 4
- 239000000243 solution Substances 0.000 description 4
- 229910052715 tantalum Inorganic materials 0.000 description 4
- 239000010409 thin film Substances 0.000 description 4
- 229910052720 vanadium Inorganic materials 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 3
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 3
- QCWXUUIWCKQGHC-UHFFFAOYSA-N Zirconium Chemical compound [Zr] QCWXUUIWCKQGHC-UHFFFAOYSA-N 0.000 description 3
- 229910052787 antimony Inorganic materials 0.000 description 3
- 229910052785 arsenic Inorganic materials 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 229910017052 cobalt Inorganic materials 0.000 description 3
- 239000010941 cobalt Substances 0.000 description 3
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 3
- 238000005314 correlation function Methods 0.000 description 3
- 230000007797 corrosion Effects 0.000 description 3
- 238000005260 corrosion Methods 0.000 description 3
- 239000002178 crystalline material Substances 0.000 description 3
- 238000004512 die casting Methods 0.000 description 3
- 238000005516 engineering process Methods 0.000 description 3
- 238000011049 filling Methods 0.000 description 3
- 229910052737 gold Inorganic materials 0.000 description 3
- 239000010931 gold Substances 0.000 description 3
- 229910001092 metal group alloy Inorganic materials 0.000 description 3
- 239000011859 microparticle Substances 0.000 description 3
- 239000011733 molybdenum Substances 0.000 description 3
- 230000000737 periodic effect Effects 0.000 description 3
- 230000000704 physical effect Effects 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- 239000002952 polymeric resin Substances 0.000 description 3
- 238000003672 processing method Methods 0.000 description 3
- 238000007493 shaping process Methods 0.000 description 3
- 238000010583 slow cooling Methods 0.000 description 3
- 238000007711 solidification Methods 0.000 description 3
- 230000008023 solidification Effects 0.000 description 3
- 229920003002 synthetic resin Polymers 0.000 description 3
- 229920001169 thermoplastic Polymers 0.000 description 3
- 229920001187 thermosetting polymer Polymers 0.000 description 3
- 239000004416 thermosoftening plastic Substances 0.000 description 3
- 230000009466 transformation Effects 0.000 description 3
- 150000003624 transition metals Chemical class 0.000 description 3
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 3
- 239000010937 tungsten Substances 0.000 description 3
- VWQVUPCCIRVNHF-UHFFFAOYSA-N yttrium atom Chemical compound [Y] VWQVUPCCIRVNHF-UHFFFAOYSA-N 0.000 description 3
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 2
- 229910017532 Cu-Be Inorganic materials 0.000 description 2
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 2
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- ATBAMAFKBVZNFJ-UHFFFAOYSA-N beryllium atom Chemical compound [Be] ATBAMAFKBVZNFJ-UHFFFAOYSA-N 0.000 description 2
- 229910052793 cadmium Inorganic materials 0.000 description 2
- 210000004027 cell Anatomy 0.000 description 2
- 229910052729 chemical element Inorganic materials 0.000 description 2
- 239000002826 coolant Substances 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 2
- VBJZVLUMGGDVMO-UHFFFAOYSA-N hafnium atom Chemical compound [Hf] VBJZVLUMGGDVMO-UHFFFAOYSA-N 0.000 description 2
- 230000006698 induction Effects 0.000 description 2
- 150000002500 ions Chemical class 0.000 description 2
- 229910052741 iridium Inorganic materials 0.000 description 2
- 230000001788 irregular Effects 0.000 description 2
- WPBNNNQJVZRUHP-UHFFFAOYSA-L manganese(2+);methyl n-[[2-(methoxycarbonylcarbamothioylamino)phenyl]carbamothioyl]carbamate;n-[2-(sulfidocarbothioylamino)ethyl]carbamodithioate Chemical compound [Mn+2].[S-]C(=S)NCCNC([S-])=S.COC(=O)NC(=S)NC1=CC=CC=C1NC(=S)NC(=O)OC WPBNNNQJVZRUHP-UHFFFAOYSA-L 0.000 description 2
- 229910052753 mercury Inorganic materials 0.000 description 2
- 150000001247 metal acetylides Chemical class 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 239000012768 molten material Substances 0.000 description 2
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 description 2
- 229910052755 nonmetal Inorganic materials 0.000 description 2
- 229910052762 osmium Inorganic materials 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 239000011574 phosphorus Substances 0.000 description 2
- 229910052702 rhenium Inorganic materials 0.000 description 2
- 229910052703 rhodium Inorganic materials 0.000 description 2
- 239000010948 rhodium Substances 0.000 description 2
- 229910052707 ruthenium Inorganic materials 0.000 description 2
- 229910052706 scandium Inorganic materials 0.000 description 2
- 239000010703 silicon Substances 0.000 description 2
- 239000004332 silver Substances 0.000 description 2
- 239000007858 starting material Substances 0.000 description 2
- 239000000725 suspension Substances 0.000 description 2
- GUVRBAGPIYLISA-UHFFFAOYSA-N tantalum atom Chemical compound [Ta] GUVRBAGPIYLISA-UHFFFAOYSA-N 0.000 description 2
- 229910052713 technetium Inorganic materials 0.000 description 2
- 229910052714 tellurium Inorganic materials 0.000 description 2
- GPPXJZIENCGNKB-UHFFFAOYSA-N vanadium Chemical compound [V]#[V] GPPXJZIENCGNKB-UHFFFAOYSA-N 0.000 description 2
- 229910052725 zinc Inorganic materials 0.000 description 2
- 239000011701 zinc Substances 0.000 description 2
- 229910000521 B alloy Inorganic materials 0.000 description 1
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- 229910001369 Brass Inorganic materials 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 229910000640 Fe alloy Inorganic materials 0.000 description 1
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 229910001096 P alloy Inorganic materials 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- KJTLSVCANCCWHF-UHFFFAOYSA-N Ruthenium Chemical compound [Ru] KJTLSVCANCCWHF-UHFFFAOYSA-N 0.000 description 1
- 229910000676 Si alloy Inorganic materials 0.000 description 1
- 229910006291 Si—Nb Inorganic materials 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 229910001069 Ti alloy Inorganic materials 0.000 description 1
- 238000002441 X-ray diffraction Methods 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- 229910001297 Zn alloy Inorganic materials 0.000 description 1
- 229910001093 Zr alloy Inorganic materials 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- RQNWIZPPADIBDY-UHFFFAOYSA-N arsenic atom Chemical compound [As] RQNWIZPPADIBDY-UHFFFAOYSA-N 0.000 description 1
- 229910052789 astatine Inorganic materials 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 239000010951 brass Substances 0.000 description 1
- 229910052794 bromium Inorganic materials 0.000 description 1
- 239000006227 byproduct Substances 0.000 description 1
- BDOSMKKIYDKNTQ-UHFFFAOYSA-N cadmium atom Chemical compound [Cd] BDOSMKKIYDKNTQ-UHFFFAOYSA-N 0.000 description 1
- 238000004364 calculation method Methods 0.000 description 1
- 150000001768 cations Chemical class 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 238000012512 characterization method Methods 0.000 description 1
- 229910052801 chlorine Inorganic materials 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 229920000891 common polymer Polymers 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 230000001276 controlling effect Effects 0.000 description 1
- 230000002596 correlated effect Effects 0.000 description 1
- 230000000875 corresponding effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 210000001787 dendrite Anatomy 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 238000009826 distribution Methods 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000000806 elastomer Substances 0.000 description 1
- 125000003700 epoxy group Chemical group 0.000 description 1
- 238000007667 floating Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 229910052733 gallium Inorganic materials 0.000 description 1
- GNPVGFCGXDBREM-UHFFFAOYSA-N germanium atom Chemical compound [Ge] GNPVGFCGXDBREM-UHFFFAOYSA-N 0.000 description 1
- 230000005283 ground state Effects 0.000 description 1
- 229910021473 hassium Inorganic materials 0.000 description 1
- 239000008240 homogeneous mixture Substances 0.000 description 1
- 229910000765 intermetallic Inorganic materials 0.000 description 1
- 229910052740 iodine Inorganic materials 0.000 description 1
- GKOZUEZYRPOHIO-UHFFFAOYSA-N iridium atom Chemical compound [Ir] GKOZUEZYRPOHIO-UHFFFAOYSA-N 0.000 description 1
- 229910052747 lanthanoid Inorganic materials 0.000 description 1
- 150000002602 lanthanoids Chemical class 0.000 description 1
- 229910052745 lead Inorganic materials 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- 229910052749 magnesium Inorganic materials 0.000 description 1
- 239000011777 magnesium Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 238000005551 mechanical alloying Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 238000002074 melt spinning Methods 0.000 description 1
- QSHDDOUJBYECFT-UHFFFAOYSA-N mercury Chemical compound [Hg] QSHDDOUJBYECFT-UHFFFAOYSA-N 0.000 description 1
- 239000011156 metal matrix composite Substances 0.000 description 1
- 229910052752 metalloid Inorganic materials 0.000 description 1
- 150000002738 metalloids Chemical class 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 230000035772 mutation Effects 0.000 description 1
- 150000002843 nonmetals Chemical class 0.000 description 1
- 230000006911 nucleation Effects 0.000 description 1
- 238000010899 nucleation Methods 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- SYQBFIAQOQZEGI-UHFFFAOYSA-N osmium atom Chemical compound [Os] SYQBFIAQOQZEGI-UHFFFAOYSA-N 0.000 description 1
- 239000011224 oxide ceramic Substances 0.000 description 1
- 239000000075 oxide glass Substances 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 238000010587 phase diagram Methods 0.000 description 1
- 229920001568 phenolic resin Polymers 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 238000005240 physical vapour deposition Methods 0.000 description 1
- 229910052699 polonium Inorganic materials 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 238000005381 potential energy Methods 0.000 description 1
- 239000011253 protective coating Substances 0.000 description 1
- 239000013079 quasicrystal Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- WUAPFZMCVAUBPE-UHFFFAOYSA-N rhenium atom Chemical compound [Re] WUAPFZMCVAUBPE-UHFFFAOYSA-N 0.000 description 1
- MHOVAHRLVXNVSD-UHFFFAOYSA-N rhodium atom Chemical compound [Rh] MHOVAHRLVXNVSD-UHFFFAOYSA-N 0.000 description 1
- 229910021481 rutherfordium Inorganic materials 0.000 description 1
- YGPLJIIQQIDVFJ-UHFFFAOYSA-N rutherfordium atom Chemical compound [Rf] YGPLJIIQQIDVFJ-UHFFFAOYSA-N 0.000 description 1
- SIXSYDAISGFNSX-UHFFFAOYSA-N scandium atom Chemical compound [Sc] SIXSYDAISGFNSX-UHFFFAOYSA-N 0.000 description 1
- 229910021477 seaborgium Inorganic materials 0.000 description 1
- 229910052711 selenium Inorganic materials 0.000 description 1
- 239000010944 silver (metal) Substances 0.000 description 1
- 239000007790 solid phase Substances 0.000 description 1
- 238000003746 solid phase reaction Methods 0.000 description 1
- 230000005328 spin glass Effects 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 238000004781 supercooling Methods 0.000 description 1
- GKLVYJBZJHMRIY-UHFFFAOYSA-N technetium atom Chemical compound [Tc] GKLVYJBZJHMRIY-UHFFFAOYSA-N 0.000 description 1
- 238000009757 thermoplastic moulding Methods 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 238000000844 transformation Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
- 238000004627 transmission electron microscopy Methods 0.000 description 1
- 229910000931 vitreloy 1 Inorganic materials 0.000 description 1
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C33/00—Making ferrous alloys
- C22C33/003—Making ferrous alloys making amorphous alloys
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/02—Compacting only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/105—Sintering only by using electric current other than for infrared radiant energy, laser radiation or plasma ; by ultrasonic bonding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/12—Both compacting and sintering
- B22F3/1208—Containers or coating used therefor
- B22F3/1216—Container composition
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/12—Both compacting and sintering
- B22F3/14—Both compacting and sintering simultaneously
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/20—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces by extruding
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/11—Making amorphous alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C45/00—Amorphous alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C45/00—Amorphous alloys
- C22C45/001—Amorphous alloys with Cu as the major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C45/00—Amorphous alloys
- C22C45/003—Amorphous alloys with one or more of the noble metals as major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C45/00—Amorphous alloys
- C22C45/02—Amorphous alloys with iron as the major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C45/00—Amorphous alloys
- C22C45/10—Amorphous alloys with molybdenum, tungsten, niobium, tantalum, titanium, or zirconium or Hf as the major constituent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/10—Sintering only
- B22F3/105—Sintering only by using electric current other than for infrared radiant energy, laser radiation or plasma ; by ultrasonic bonding
- B22F2003/1051—Sintering only by using electric current other than for infrared radiant energy, laser radiation or plasma ; by ultrasonic bonding by electric discharge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F9/00—Making metallic powder or suspensions thereof
- B22F9/002—Making metallic powder or suspensions thereof amorphous or microcrystalline
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Powder Metallurgy (AREA)
Abstract
Description
したがって、バルク凝固アモルファス合金に関する凝固前面の温度は、ガラス転移温度近傍とすることができ、その温度近傍で、この合金は、事実上、急冷アモルファスシート製品を引き抜く目的に関して、固体として作用する。
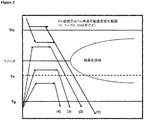
更には、BMG部品を成形するための溶融金属の冷却速度は、冷却の間の時間−温度プロファイルが、図2のTTT図内の結晶化領域を境界付けるノーズ形状領域を横断しないようなものでなければならない。図2では、Tノーズは、結晶化が最も急速であり、かつ最短の時間スケールで生じる、臨界結晶化温度Txである。
そのことは、加工処理温度が上昇するにつれて、軌跡内の水平な平坦部が遙かに短くなり得ることを単に意味する。
相
金属、遷移金属、及び非金属
固溶体
合金
アモルファス又は非晶質固体
アモルファス合金又はアモルファス金属
それゆえ、この課題を克服するために、延性の結晶性金属の樹枝状の粒子又は繊維を含有する、金属ガラスマトリックスを有する、金属マトリックス複合材料を使用することができる。あるいは、深刻化を引き起こす傾向がある元素(例えば、Ni)が少ないBMGを使用することができる。例えば、Niを含まないBMGを使用することにより、そのBMGの延性を改善することができる。

電子デバイス
Claims (17)
- バルク金属ガラス(BMG)を含む原料を製造する方法であって、粉末を圧密する工程を含み、前記粉末が、前記BMGの成分を含み、前記粉末の前記BMGの前記成分が、前記BMGのものと実質的に同じ重量パーセントを有し、前記粉末は結合剤と共に圧密される、方法。
- 前記粉末が粉末状の前記BMGを含む、請求項1に記載の方法。
- 前記粉末が、前記BMGの前記複数の成分の複合体を含む、請求項1に記載の方法。
- 前記粉末が、前記BMGの複数の成分の合金を含む、請求項1に記載の方法。
- 前記結合剤が、前記粉末の融解温度で蒸発する材料である、請求項1に記載の方法。
- 前記結合剤が、前記BMGの複数の構成成分を持つ前記BMG、複合体又は合金の1つの成分である請求項1に記載の方法。
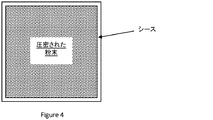
- 前記粉末がシース内に圧密され、前記シースは前記粉末の融解温度で溶融しない、請求項1に記載の方法。
- BMGを含む原料を製造する方法であって、粉末をシース内に圧密する工程を含み、前記シースが、前記粉末の融解温度で溶融し、前記粉末及び前記シースが合わせて前記BMGを含み、前記粉末の前記BMGの前記成分が、前記BMGのものと実質的に同じ重量パーセントを有し、前記粉末は結合剤と共に圧密される、方法。
- 前記粉末が粉末状の前記BMGを含む、請求項8に記載の方法。
- 前記粉末が、前記BMGの前記複数の成分の複合体を含む、請求項8に記載の方法。
- 前記粉末が、前記BMGの前記複数の成分の合金を含む、請求項8に記載の方法。
- 前記結合剤が、前記粉末の融解温度で蒸発する材料である、請求項1に記載の方法。
- 前記結合剤が、前記BMGの前記成分のうちの1つであるか、又は、前記BMGの前記複数の成分の複合体若しくは合金である、請求項1に記載の方法。
- 前記粉末が、ホットプレス、コールドプレス、押出成形、又は急速放電焼結により圧密される、請求項1に記載の方法。
- 前記粉末が、ホットプレス、コールドプレス、押出成形、又は急速放電焼結により圧密される、請求項8に記載の方法。
- BMGを含む原料から部品を製造する方法であって、前記部品の望ましい組成の各化学成分の重量が、前記粉末の前記BMGの化学成分の重量に本質的に等しくなるように、前記部品の重量及び前記望ましい組成に基づいて、前記粉末の重量及び組成を決定する工程と、前記材料を形成するために前記粉末を圧密する工程と、を含み、前記粉末が結合剤と共に圧密される、方法。
- BMGを含む原料から部品を製造する方法であって、前記部品の前記望ましい組成の各化学成分の重量が、前記粉末の及び前記シースの化学成分の合計重量に本質的に等しくなるように、前記部品の重量及び前記望ましい組成、並びに前記シースの重量及び組成に基づいて、前記粉末の重量及び組成を決定する工程と、前記減量を形成するために前記粉末をシース内に圧密する工程と、を含み、前記粉末は結合剤と共に圧密される、方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/US2012/030389 WO2013141880A1 (en) | 2012-03-23 | 2012-03-23 | Amorphous alloy powder feedstock processing |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016173956A Division JP2017043850A (ja) | 2016-09-06 | 2016-09-06 | アモルファス合金粉末原料の加工プロセス |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015517026A true JP2015517026A (ja) | 2015-06-18 |
| JP2015517026A5 JP2015517026A5 (ja) | 2016-03-24 |
Family
ID=45931039
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015501642A Pending JP2015517026A (ja) | 2012-03-23 | 2012-03-23 | アモルファス合金粉末原料の加工プロセス |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20150307967A1 (ja) |
| JP (1) | JP2015517026A (ja) |
| CN (1) | CN104583435B (ja) |
| WO (1) | WO2013141880A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020084300A (ja) * | 2018-11-30 | 2020-06-04 | 日立金属株式会社 | Zr合金、Zr合金製造物及びZr合金部品 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104582877A (zh) | 2012-03-23 | 2015-04-29 | 苹果公司 | 无定形合金铸块的连续无模制造 |
| CN106062234A (zh) * | 2013-10-25 | 2016-10-26 | 格尔登知识产权有限公司 | 用于粉末注射成型的含非晶态合金进料 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62232103A (ja) * | 1986-04-01 | 1987-10-12 | Hitachi Metals Ltd | Fe基アモルフアス圧粉磁心およびその製造方法 |
| JPH01290206A (ja) * | 1988-11-30 | 1989-11-22 | Toshiba Corp | Fe基圧粉磁心 |
| JPH04198409A (ja) * | 1990-11-29 | 1992-07-17 | Jun Funahashi | アモルフアス成形体およびその製造方法 |
| JP3288571B2 (ja) * | 1996-02-27 | 2002-06-04 | 株式会社クボタ | 非晶質合金粉末のバルク成形体の製造方法 |
| JP2005524776A (ja) * | 2002-06-13 | 2005-08-18 | ベクテル ビーダブリューエックスティー アイダホ エルエルシー | 硬質金属材料、硬質金属コーティング、金属材料の処理方法および金属コーティングの形成方法 |
| US20060130943A1 (en) * | 2002-07-17 | 2006-06-22 | Atakan Peker | Method of making dense composites of bulk-solidifying amorphous alloys and articles thereof |
| JP2010255053A (ja) * | 2009-04-24 | 2010-11-11 | Tohoku Univ | 金属ガラス複合構造物及び金属ガラス複合構造物の製造方法 |
| JP2011235344A (ja) * | 2010-05-13 | 2011-11-24 | Porite Corp | 金属ガラス製品の製造方法および異種材料複合体 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5368659A (en) | 1993-04-07 | 1994-11-29 | California Institute Of Technology | Method of forming berryllium bearing metallic glass |
| US5288344A (en) | 1993-04-07 | 1994-02-22 | California Institute Of Technology | Berylllium bearing amorphous metallic alloys formed by low cooling rates |
| US5618359A (en) | 1995-02-08 | 1997-04-08 | California Institute Of Technology | Metallic glass alloys of Zr, Ti, Cu and Ni |
| US5735975A (en) | 1996-02-21 | 1998-04-07 | California Institute Of Technology | Quinary metallic glass alloys |
| US6325868B1 (en) | 2000-04-19 | 2001-12-04 | Yonsei University | Nickel-based amorphous alloy compositions |
| JP3805601B2 (ja) | 2000-04-20 | 2006-08-02 | 独立行政法人科学技術振興機構 | 高耐蝕性・高強度Fe−Cr基バルクアモルファス合金 |
| JP2002280224A (ja) * | 2001-01-05 | 2002-09-27 | Humanelecs Co Ltd | アモルファス合金粉末コア及びナノクリスタル合金粉末コア並びにそれらの製造方法 |
| US7059233B2 (en) * | 2002-10-31 | 2006-06-13 | Amick Darryl D | Tungsten-containing articles and methods for forming the same |
| WO2004092428A2 (en) | 2003-04-14 | 2004-10-28 | Liquidmetal Technologies, Inc. | Continuous casting of bulk solidifying amorphous alloys |
| WO2005033350A1 (en) | 2003-10-01 | 2005-04-14 | Liquidmetal Technologies, Inc. | Fe-base in-situ composite alloys comprising amorphous phase |
| JP4528058B2 (ja) * | 2004-08-20 | 2010-08-18 | アルプス電気株式会社 | コイル封入圧粉磁心 |
| US8480864B2 (en) | 2005-11-14 | 2013-07-09 | Joseph C. Farmer | Compositions of corrosion-resistant Fe-based amorphous metals suitable for producing thermal spray coatings |
| US7806997B2 (en) | 2006-09-05 | 2010-10-05 | California Institute Of Technology | Amorphous Fe and Co based metallic foams and methods of producing the same |
| EP2432909A4 (en) | 2009-05-19 | 2017-03-29 | California Institute of Technology | Tough iron-based bulk metallic glass alloys |
-
2012
- 2012-03-23 JP JP2015501642A patent/JP2015517026A/ja active Pending
- 2012-03-23 CN CN201280073303.5A patent/CN104583435B/zh not_active Expired - Fee Related
- 2012-03-23 WO PCT/US2012/030389 patent/WO2013141880A1/en active Application Filing
- 2012-03-23 US US14/387,023 patent/US20150307967A1/en not_active Abandoned
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62232103A (ja) * | 1986-04-01 | 1987-10-12 | Hitachi Metals Ltd | Fe基アモルフアス圧粉磁心およびその製造方法 |
| JPH01290206A (ja) * | 1988-11-30 | 1989-11-22 | Toshiba Corp | Fe基圧粉磁心 |
| JPH04198409A (ja) * | 1990-11-29 | 1992-07-17 | Jun Funahashi | アモルフアス成形体およびその製造方法 |
| JP3288571B2 (ja) * | 1996-02-27 | 2002-06-04 | 株式会社クボタ | 非晶質合金粉末のバルク成形体の製造方法 |
| JP2005524776A (ja) * | 2002-06-13 | 2005-08-18 | ベクテル ビーダブリューエックスティー アイダホ エルエルシー | 硬質金属材料、硬質金属コーティング、金属材料の処理方法および金属コーティングの形成方法 |
| US20060130943A1 (en) * | 2002-07-17 | 2006-06-22 | Atakan Peker | Method of making dense composites of bulk-solidifying amorphous alloys and articles thereof |
| JP2010255053A (ja) * | 2009-04-24 | 2010-11-11 | Tohoku Univ | 金属ガラス複合構造物及び金属ガラス複合構造物の製造方法 |
| JP2011235344A (ja) * | 2010-05-13 | 2011-11-24 | Porite Corp | 金属ガラス製品の製造方法および異種材料複合体 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020084300A (ja) * | 2018-11-30 | 2020-06-04 | 日立金属株式会社 | Zr合金、Zr合金製造物及びZr合金部品 |
| JP7263745B2 (ja) | 2018-11-30 | 2023-04-25 | 株式会社プロテリアル | Zr合金、Zr合金製造物及びZr合金部品 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN104583435B (zh) | 2019-05-17 |
| WO2013141880A1 (en) | 2013-09-26 |
| CN104583435A (zh) | 2015-04-29 |
| US20150307967A1 (en) | 2015-10-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9987685B2 (en) | Continuous moldless fabrication of amorphous alloy pieces | |
| JP6040251B2 (ja) | 射出成形システムを使用したアモルファス合金の射出成形 | |
| US10233525B2 (en) | Manipulating surface topology of BMG feedstock | |
| WO2011159596A1 (en) | Tin-containing amorphous alloy | |
| JP2016501722A (ja) | アモルファス合金の射出圧縮成形 | |
| JP5934366B2 (ja) | バルク凝固アモルファス合金とアモルファス合金を含有する複合材料の成形及び分離 | |
| US9375788B2 (en) | Amorphous alloy component or feedstock and methods of making the same | |
| JP2015516508A (ja) | 原料又はコンポーネント部品のアモルファス合金ロール成形 | |
| US20140011050A1 (en) | Bmg parts having greater than critical casting thickness and method for making the same | |
| US9302319B2 (en) | Bulk metallic glass feedstock with a dissimilar sheath | |
| JP2017052007A (ja) | 取り外し可能プランジャチップを有するプランジャ | |
| US20140261898A1 (en) | Bulk metallic glasses with low concentration of beryllium | |
| US9289822B2 (en) | Production of large-area bulk metallic glass sheets by spinning | |
| JP2015517026A (ja) | アモルファス合金粉末原料の加工プロセス | |
| JP6334626B2 (ja) | アモルファス合金インゴットの金型不要の連続的製造 | |
| JP2019014968A (ja) | アモルファス合金粉末原料の加工プロセス | |
| JP2017043850A (ja) | アモルファス合金粉末原料の加工プロセス | |
| US20140090797A1 (en) | Vertical skull melt injection casting | |
| JP6449211B2 (ja) | 射出成形システムを使用したアモルファス合金の射出成形 | |
| US8813814B2 (en) | Optimized multi-stage inductive melting of amorphous alloys | |
| US8813813B2 (en) | Continuous amorphous feedstock skull melting | |
| JP2019030908A (ja) | 射出成形システムを使用したアモルファス合金の射出成形 | |
| JP2017221976A (ja) | 原料又はコンポーネント部品のアモルファス合金ロール成形 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20150416 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20150423 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20150423 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20151015 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151023 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20160125 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20160204 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160506 |