JP2015201459A - 圧着端子 - Google Patents
圧着端子 Download PDFInfo
- Publication number
- JP2015201459A JP2015201459A JP2015135906A JP2015135906A JP2015201459A JP 2015201459 A JP2015201459 A JP 2015201459A JP 2015135906 A JP2015135906 A JP 2015135906A JP 2015135906 A JP2015135906 A JP 2015135906A JP 2015201459 A JP2015201459 A JP 2015201459A
- Authority
- JP
- Japan
- Prior art keywords
- conductor
- crimp terminal
- diagonal
- longitudinal direction
- serrations
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Abandoned
Links
Images











Landscapes
- Connections Effected By Soldering, Adhesion, Or Permanent Deformation (AREA)
Abstract
【課題】導体圧着部の底板から導体加締片にかけての部分の剛性を高めると共に、導体圧着部の軸方向への過大な伸びを抑制することができる圧着端子を提供する。
【解決手段】導体圧着部12が、導体が内面に載る底板21と、底板21の左右両側に延設されて底板21の内面上に載せられた導体を包むように加締められる左右一対の導体加締片22,22とにより断面略U字状に形成された圧着端子10において、底板21から導体加締片22にかけての範囲の圧着時に導体を包むように湾曲させられる部分の前端側のみに、内面が凸部になった左右方向に延在するビード31が形成されると共に、導体圧着部12の内面の前端側のビード31の後側の領域に、多数の点在する小円形の凹部よりなるセレーション35が形成されている。
【選択図】図1
【解決手段】導体圧着部12が、導体が内面に載る底板21と、底板21の左右両側に延設されて底板21の内面上に載せられた導体を包むように加締められる左右一対の導体加締片22,22とにより断面略U字状に形成された圧着端子10において、底板21から導体加締片22にかけての範囲の圧着時に導体を包むように湾曲させられる部分の前端側のみに、内面が凸部になった左右方向に延在するビード31が形成されると共に、導体圧着部12の内面の前端側のビード31の後側の領域に、多数の点在する小円形の凹部よりなるセレーション35が形成されている。
【選択図】図1
Description
本発明は、例えば、自動車の電装系に使用される、断面略U字状の導体圧着部を有したオープンバレルタイプの圧着端子に関する。
図12(a),(b)は、一般的な圧着端子の導体圧着部512を電線の導体Wに加締めた状態の断面を示している(例えば、特許文献1参照)。
通常、圧着端子の導体圧着部512は、底板521と、該底板521の左右両側縁から上方に延設されて該底板521の内面上に配された電線の導体Wを包むように内側に丸められて、各先端が導体Wに食い込むように加締められる一対の導体加締片522,522とにより、断面略U字状に形成されている。
この種の圧着端子は、車載される関係上、温度衝撃に充分に耐える必要性がある。例えば、サンプリング評価試験の段階では、導体圧着部512に対し、熱衝撃として、高温〜低温の繰り返しストレスを連続的にかけるテストを行っている。
図12(a)の実線で描いたものは高温時の変形形状、破線で描いたものは低温時の変形形状、また、図12(b)の実線で描いたものは低温時の変形形状、破線で描いたものは高温時の変形形状をそれぞれ示している。
このように、環境温度が高温と低温を連続的に繰り返すに従い、導体圧着部512は、呼吸するように、図12(a)のような膨張と図12(b)のような収縮を繰り返すことになる。ところが、ある端子では、このような熱衝撃が繰り返されることによって、導体と端子との接触抵抗が増加することが確認された。
この原因を探ってみると、外側から導体Wを覆っている端子(導体圧着部512)が、熱膨張と熱収縮を繰り返すうちに、導体Wに対して微妙に動くようになることがあり、これが原因で、圧着性が低下してくる可能性が高いことが分かってきた。特にこの場合の導体圧着部512の動きを分析して見ると、導体圧着部512の底板521の幅方向中央部Qが起点となる底板521の曲げ変形や、底板521から導体加締片522にかけての部分の動きが重要性を握っており、この底板521の幅方向中央部Qを起点とする動きや、底板521から導体加締片522にかけての部分の変形が大きいと、導体Wと端子間の接触抵抗への影響が大きく出やすいことが分かってきた。
上述するように、従来の圧着端子においては、導体圧着部512の剛性の不足により、高温と低温を繰り返すような熱衝撃を受けた際に、圧着端子と電線の導体との間に相対的な動きが生じやすく、このために、端子と電線の接続部における接触抵抗が増大し、電気的な接続性能の低下を来すおそれがあった。特に、近年では端子の小型化や薄型化が求められるようになってきており、その傾向が進むにつれて、上記の問題の改善が望まれるようになってきた。
また、一般的な圧着端子では、端子と電線との間の良好な接触状態を得るために、導体圧着部の内面に凹状のセレーションを設けることが広く行われている。セレーションを設けた場合、端子と電線の接触面の酸化皮膜をセレーションのエッジ部を起点にして容易に破ることができ、酸化皮膜が除去された新生面にて電線と端子の接触を得ることができるようになる。
ところが、導体圧着部にセレーションを形成した場合、セレーションを形成した部分の厚みが薄くなるため、圧着時に端子が軸方向に伸びやすくなる。伸びが大きくなると、例えば、コネクタハウジングに端子を収容する際に、コネクタハウジングから端子がはみ出してしまうおそれがある。特に、凹溝状の複数のセレーションを設けた場合は、これほどの問題にはならないが、四角形や円形等の凹部を多数点在させたセレーションを導体圧着部の内面に設けた場合は、セレーションの加工範囲が広いため、伸びが一層増大する可能性がある。
また、セレーションとしての凹部が導体圧着部の内面にたくさん存在すると、初期状態では材料が加工硬化して剛性が上がるものの、熱衝撃がかかると、端子がなまされて柔らかくなり、初期に対して剛性が下がり、セレーションが導体を締め付ける力が弱くなる。このため、端子と電線の間に隙間が生まれ、隙間での酸化皮膜の生成が助長されて、接触抵抗が上昇してしまうおそれもある。
本発明は、上記事情を考慮し、導体圧着部の底板から導体加締片にかけての部分の剛性を効果的に高めることができて、これにより、熱衝撃試験を受けた際にも、電線との接触抵抗の増大を極力抑制することができ、しかも、導体圧着部の軸方向への過大な伸びを抑制することができる圧着端子を提供することを目的とする。
上記課題を解決するために、請求項1の発明は、端子長手方向の前部に電気接続部が設けられ、この電気接続部の後部に、後方に延びる電線の先端部における露出した導体に圧着接続される導体圧着部が設けられ、該導体圧着部が、前記導体が内面に載る底板と、該底板の左右両側に延設されて該底板の内面上に載せられた前記導体を包むように加締められる左右一対の導体加締片とにより、断面略U字状に形成された圧着端子において、前記底板から前記導体加締片にかけての範囲の圧着時に前記導体を包むように湾曲させられる部分の前端側のみに、前記導体圧着部を構成する板材の外面からの凹状の打ち込みによって内面が凸部になった左右方向に延在するビードが形成されると共に、前記導体圧着部の内面の前記ビードの後側の領域に、凹状のセレーションが形成されていることを特徴とする。
請求項2の発明は、請求項1に記載の圧着端子であって、前記セレーションとして、互いに離間して独立した多数の小円形の凹部が点在していることを特徴とする。
請求項3の発明は、請求項1に記載の圧着端子であって、前記導体圧着部の内面に、前記導体の長手方向に対して斜めに交差する格子を想定し、この格子の各格子点に同一形状の小円形の凹部からなるセレーションを備え、前記格子の一方の対角線が前記導体の長手方向に沿って位置し、他方の対角線が該長手方向に対して直交して位置し、該一方の対角線と該他方の対角線の長さが等しくなるように、前記セレーションが配置されたことを特徴とする。
請求項4の発明は、請求項1に記載の圧着端子であって、前記導体圧着部の内面に、前記導体の長手方向に対して斜めに交差する格子を想定し、この格子の各格子点に同一形状の小円形の凹部からなるセレーションを備え、前記格子の一方の対角線が前記導体の長手方向に沿って位置し、他方の対角線が該長手方向に対して直交して位置し、該一方の対角線が該他方の対角線よりも長くなるように、かつ隣り合う列の小円形の凹部がラップするように、前記セレーションが配置されたことを特徴とする。
請求項5の発明は、請求項1に記載の圧着端子であって、前記導体圧着部の内面に、前記導体の長手方向に対して斜めに交差する格子を想定し、この格子の各格子点に同一形状の小円形の凹部からなるセレーションを備え、前記格子の一方の対角線が前記導体の長手方向に沿って位置し、他方の対角線が該長手方向に対して直交して位置し、該一方の対角線が該他方の対角線よりも短くなるように、前記セレーションが配置されたことを特徴とする。
請求項6の発明は、請求項1〜5のいずれか1項に記載の圧着端子であって、前記導体圧着部の同一の内面に前記凹状のセレーション及び前記ビードがそれぞれ形成されていることを特徴とする。
請求項1の発明の圧着端子によれば、導体圧着部の底板から導体加締片にかけての部分の前端側のみに左右方向に延在するビードを設けているので、この部分の剛性を高めることができる。従って、熱衝撃時の変形(伸びたり縮んだりする動き)を小さく抑えることができ、熱衝撃に伴う変形の繰り返しによる端子と電線の界面の相対的なズレ量を小さくでき、長期にわたって端子と電線の接触抵抗の増加を安定して抑制することができる。
また、導体圧着部の前端にビードがあることによって、電線(導体)と端子の前方への伸びを抑制することができる。つまり、ビードが存在する部分の導体への圧縮力が局部的に高まるため、導体がビードの外側へ逃げづらくなり、結果として、導体の前方への伸びを抑制することができると共に、同時に端子の前方への伸びも抑制することができる。
このため、過圧縮しないでも、導体の内部圧力を高めることができ、これにより、ビードの後側領域に形成されたセレーションに対して、漏れなく導体を充分に入り込ませることができる。例えば、導体圧着部の前端付近のセレーションに対しては、導体の内部圧力が小さくなるために導体を入り込ませづらい。特に、導体圧着部の前端部に、導体の表面から逃げるように外側に斜めに広がるベルマウスを形成する場合は、この近傍のセレーションに対して、導体を入り込ませづらくなる。しかし、ビードがあることによって、前端付近のセレーションに対しても、導体を充分に入り込ませることができるようになる。
また、ビードがあることによって導体の内部圧力を高めることができるので、導体と端子との接触圧力を高めることができ、新生面の生成を促進することができる。従って、導体と端子の接触導通性の向上を図ることができる。
また、導体圧着部を過圧縮する必要がなくなるので、圧着時の導体断面積の減少を小さく抑えることができ、これにより、導体の引張方向の強度の上昇を図ることができる。このように、過圧縮しないでも、接触導通性と固着性を同時に高めることができるので、圧縮率範囲を広くとることができ、このため製造管理が容易になる。
請求項2の発明の圧着端子によれば、セレーションとして多数の小円形の凹部を点在させたので、次の効果を得ることができる。
すなわち、この圧着端子を使用して導体圧着部を電線の導体に圧着させた場合、導体圧着部の内面にセレーションとして設けられた小円形の各凹部の中に電線の導体が塑性変形しながら入り込むことで、端子と導体の接合を強化することができる。この際、押圧力により流動する導体の表面と各凹部の孔縁とが擦れ合ったり、凹部の中に入り込む導体の表面と凹部の内側面とが擦れ合ったりすることで、導体の表面の酸化皮膜が剥ぎ取られて、露出した新生面が端子と接触導通する。しかも、この圧着端子では、多数の小円形の凹部が点在するように設けられていることにより、導体の伸び方向に拘わらず、凹部の孔縁のトータル長が酸化皮膜を削り取る上で有効性を発揮する。従って、電線の導体の延びる方向に交差する直線状のセレーションを設けた圧着端子よりも、新生面の露出による接触導通効果を高めることができる。特に、角部を有するセレーションであると、導体の押し込み圧力によりセレーションが変形してしまうことがあるが、小円形の凹部からなるセレーションであると変形するようなことがないため、ビードと複数の小円形の凹部からなるセレーションの組み合わせにより、小円形の凹部からなる各セレーションへの導体の押し込み圧力(内部圧力)をより一段と高めることができ、導体と導体圧着部の露出した新生面との接合をより強固にすることができる。
また、直線状のセレーションをプレス加工する場合は、プレス金型に直線状の凸部を形成しておかなくてはならないため、凸部を加工するのに研削加工に頼らざるを得なかったが、プレス金型に多数の小円形の凸部をセレーション加工用として作る場合は、研削加工以外の加工方法に頼ることが容易にできるようになる。例えば、プレス金型に直線状の凸部を形成する場合、放電加工によってこの凸部を作ろうとすると、放電電極に直線状の凹部を形成しておく必要があるが、実際のところ、金属ブロックに直線状の凹部を形成することは非常に困難であるため、放電加工を行うには無理がある。しかし、プレス金型に多数の小円形の凸部をセレーション加工用として作る場合は、この金型の凸部を放電加工などによって簡単に作ることができる。例えば、放電加工による場合は、電極の母材ブロックに多数の小円形の凹部を丸穴としてドリル加工しておくだけで、金型に多数の小円形の凸部を転写することができる。従って、加工の容易化を図ることができる。
請求項3の発明によれば、格子の一方の対角線が導体の長手方向に沿って位置し、他方の対角線が長手方向に対して直交して位置し、一方の対角線と他方の対角線の長さが等しくなるようにセレーションが配置されたことによって、電気的な接続抵抗の安定的な低減と機械的な接続強度の安定的な強化をバランス良く行なうことができる。
請求項4の発明によれば、格子の一方の対角線が導体の長手方向に沿って位置し、他方の対角線が長手方向に対して直交して位置し、一方の対角線が他方の対角線よりも長くなるように、かつ隣り合う列の小円形の凹部がラップするようにセレーションが配置されたことによって、導体の周方向に対してセレーションの間隔が狭まり、セレーションのエッジによって生成する新生面の面積が大きくなるので、導体と圧着端子との電気的な接続抵抗をより低く安定させることができる。また、導体の長手方向に対してセレーションの間隔が広まり、導体が細い素線を撚り束ねた場合であっても圧着時に各素線に加わるダメージをより分散させることができる。
請求項5の発明によれば、格子の一方の対角線が導体の長手方向に沿って位置し、他方の対角線が長手方向に対して直交して位置し、一方の対角線が他方の対角線よりも短くなるようにセレーションが配置されたことによって、導体の周方向に対してセレーションの間隔が広まり、導体が細い素線を撚り束ねた場合であっても圧着時に各素線に加わるダメージをより分散させることができる。また、導体の長手方向に対してセレーションの間隔が狭まり、圧着時に導体とセレーションのエッジとの接点が増加するので、導体と圧着端子との機械的な接続強度をより強化して安定させることができる。
請求項6の発明の圧着端子によれば、導体圧着部の同一の内面に凹状のセレーション及びビードがそれぞれ形成されているので、この部分の剛性を高めることができる。従って、熱衝撃時の変形(伸びたり縮んだりする動き)を小さく抑えることができ、熱衝撃に伴う変形の繰り返しによる端子と電線の界面の相対的なズレ量を小さくでき、長期にわたって端子と電線の接触抵抗の増加を安定して抑制することができる。
以下、本発明の実施形態を図面を参照して説明する。
図1は第1の実施形態の圧着端子のプレス加工による展開時の形状と製品としての端子形状を共に示す平面図、図2は同圧着端子の導体圧着部の展開時の形状を示す図で、図2(a)は図1のA部の拡大図、図2(b)は図2(a)のB−B矢視断面図、図2(c)は図2(a)のC−C矢視断面図、図2(d)は図2(a)のD−D矢視断面図、図3は図1のE−E矢視断面図である。
図1に示すように、圧着端子10は、例えば、一側縁がキャリア17で繋がれた状態で、1枚の金属板上に連鎖状にプレス加工されて製造される。図1中の10で示すものが圧着端子、あるいは、圧着端子となる部分である。この圧着端子となる部分10は、1枚の金属板をプレス打ち抜きすることで、平らな展開状態の端子形状に形成されている。
圧着端子10は、接続電線の延びる方向(以下、この方向を「前後方向」、これと直交する方向を「左右方向」と呼ぶ)の前端側に相手端子等に対する電気接続部11を備え、後端側に、電線の先端の露出させられた導体W(例えば、図4、図5参照)に加締められる導体圧着部12と、電線の被覆を有する部分に加締められる被覆加締部13とを備えており、これら電気接続部11と導体圧着部12と被覆加締部13は、共通の底板を有するものとして連続して形成されている。図1中で符号14で示す部分は、電気接続部11と導体圧着部12の繋ぎ部、符号15で示す部分は、導体圧着部12と被覆加締部13の繋ぎ部である。
導体圧着部12は、電線に加締める前の製品段階では、図3に示すように、電線の導体Wが内面に載る底板21と、底板21の左右両側に延設されて底板21の内面上に載せられた導体Wを包むように内側に向けて丸められ、各先端が導体Wに食い込むように加締められる左右一対の導体加締片22,22とにより、底板21が湾曲した断面略U字状の形状に成形されている。
また、図1及び図2に示すように、プレス加工により平らな展開状態の端子形状に形成される段階で、導体圧着部12の少なくとも底板21から導体加締片22にかけての範囲の圧着時に電線の導体Wを包むように湾曲させられる部分の前端と後端に、導体圧着部12を構成する板材の外面(圧着時に外側になる面)からの凹状の打ち込み(打ち込んだ凹部を図中符号31Sで示す)によって内面が凸部31Tになった左右方向に延在するビード31が形成されている。ビード31は断面台形状のものである。
また、導体圧着部12の内面の前端と後端のビード31の間の領域やビード31の周辺領域には、凹状のセレーション35として、互いに離間して独立した多数の小円形(丸形)の凹部が千鳥配列状に点在している。
そして、平面形状でのプレス加工が終わった段階で、次のプレス工程で、電気接続部11や導体圧着部12や被覆加締部13の曲げ加工が行われており、これにより、圧着端子10が形成されている。
この圧着端子10の導体圧着部12を電線の先端の導体Wを圧着するには、図示しない下型(アンビル)の載置面(上面)上に圧着端子10を載せると共に、電線の先端の露出した導体Wを導体圧着部12の左右の導体加締片22,22の間に挿入し、底板21の上面(内面)に載せる。そして、図示しない上型(クランパ)を下降させることにより、上型の案内斜面で導体加締片22の先端側を徐々に内側に丸めて行き、さらに最終的には、案内面の働きにより、導体加締片22の先端を導体W側に折り返すように丸めて、同導体加締片22の先端同士を擦り合わせながら導体Wの中に食い込ませることにより、導体Wを包むように導体加締片22を加締める(図5参照)。
以上の操作により、圧着端子10の導体圧着部12を電線の導体Wに圧着によって接続することができる。なお、被覆加締部13についても同様の加締め操作を行う。こうすることにより、圧着端子10を電線に電気的および機械的に接続することができる。
この圧着端子10によれば、導体圧着部12の底板21から導体加締片22にかけての部分の前端と後端に左右方向に延在するビード31を設けているので、この部分の剛性を高めることができる。従って、熱衝撃時の変形(伸びたり縮んだりする動き)を小さく抑えることができ、熱衝撃に伴う変形の繰り返しによる端子と電線の界面の相対的なズレ量を小さくでき、長期にわたって端子と電線の接触抵抗の増加を安定して抑制することができる。
図7は、前記ビード31の有無とセレーション35の有無やその形状の違いによる熱衝撃後の硬度変化の違いを示すための特性図である。この図7に示すように、ビード有りの場合はビード無しの場合に比べて、熱衝撃後の端子の硬度を初期の硬度に近づけることができる。
セレーション無しの場合に比べてセレーション有りの場合は、加工硬化により初期硬度が高くなる。セレーションとして3本の凹溝が形成されている場合より、セレーションとして平行四辺形や円形の凹部が多数点在している場合の方が加工硬化の効果が顕著に出るが、ビード無しの場合は、熱衝撃後にこのセレーションの加工硬化の影響が消失してしまう。これに対して、ビード有り場合は、熱衝撃の影響が顕著に出ず、硬度を初期の値に近づけることができる。従って、ビード31を設けたことにより、セレーション加工による加工硬化の効果を、熱衝撃後もできるだけ維持することができ、導体圧着部の剛性アップを図ることができる。
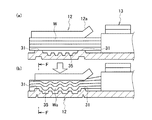
図4(a)は、導体圧着部12の導体W(電線)に対する加締め途中の状態(強く加締める前の状態)、図4(b)は加締め後の状態(強く加締めて圧着を完了した状態)を示している。また、図5は図4(b)のF−F矢視断面図、図6は導体圧着部にビードが設けられていない圧着端子とビードが設けられている実施形態の圧着端子の圧着時の挙動の違いを説明するための縦断面図で、図6(a)は前者の圧着端子の圧着時の状態を示す図、図6(b)は後者の実施形態の圧着端子の圧着時の状態を示す図である。
この圧着端子10によれば、導体圧着部12の前端と後端にビード31があることによって、図4に示すように、電線の導体Wと端子の導体圧着部12の両方の伸びを抑制することができる。
つまり、図6に示すように、ビード31が無い図6(a)の場合とビード31が有る図6(b)の場合を比べてみると、ビード31がある場合は、ビード31が存在する部分の導体Wへの圧縮力が局部的に高まるため、導体Wがビードの外側へ逃げづらくなる。例えば、ビード31が無い図6(a)の場合は、導体Wが、矢印Ha1、Ha2のように前後方向に逃げてしまう。これに対して、ビード31がある図6(b)の場合は、ビード31が障害物となるので、導体Wが、矢印Hb1、Hb2のように前後方向に逃げづらくなる。この結果、導体Wの伸びを抑制することができると共に、同時に導体圧着部12の伸びも抑制することができる。
このため、過圧縮しないでも、図6(b)に示すように、ビード31間の導体Wの内部圧力Kbを高めることができる。ちなみに、ビードが無い場合は、図6(a)に示すように、内部圧力Kaが小さい。このように導体Wの内部圧力Kbを高めることができることにより、ビード31間の領域に形成されたセレーション35に対して、漏れなく導体Wを充分に入り込ませることができる。例えば、導体圧着部12の前端付近や後端付近のセレーション35に対しては、導体Wの内部圧力が小さくなるために導体Wを入り込ませづらいが、ビード31があることによって、前端付近や後端付近のセレーション35に対しても、図5中の矢印Gで示すように、導体Wを充分に入り込ませることができる。また、ビード31間の導体Wの内部圧力を高めることができるので、導体Wと導体圧着部12との接触圧力を高めることができ、新生面の生成を促進することができる。従って、電線と端子の接触導通性の向上が図れる。
また、導体圧着部12を過圧縮する必要がなくなるので、圧着時の導体断面積の減少を小さく抑えることができ、これにより、導体Wの引張方向の強度の上昇を図ることができる。このように、過圧縮しないでも、端子と電線の接触導通性と固着性を同時に高めることができるので、圧着時の導体圧着部12の圧縮率範囲を広くとることができるようになり、このため製造管理が容易になる。
また、本実施形態の圧着端子10によれば、セレーション35として多数の小円形の凹部を点在させたので、次の効果を得ることができる。
すなわち、この圧着端子10を使用して導体圧着部12を電線の導体Wに圧着させた場合、導体圧着部12の内面にセレーション35として設けられた小円形の各凹部の中に電線の導体Wが塑性変形しながら入り込むことで、端子と導体の接合を強化することができる。この際、押圧力により流動する導体の表面と各凹部の孔縁とが擦れ合ったり、凹部の中に入り込む導体の表面と凹部の内側面とが擦れ合ったりすることで、導体Wの表面の酸化皮膜が剥ぎ取られて、露出した新生面が端子と接触導通する。しかも、この圧着端子10では、多数の小円形の凹部が点在するように設けられていることにより、導体Wの伸び方向に拘わらず、凹部の孔縁のトータル長が酸化皮膜を削り取る上で有効性を発揮する。従って、電線の導体Wの延びる方向に交差する直線状のセレーションを設けた圧着端子よりも、新生面の露出による接触導通効果を高めることができる。
特に、前端の後端の各ビード31間に小円形の凹部からなるセレーション35を複数形成し、これらビード31と小円形の凹部からなるセレーション35の組み合わせにより、各ビード31間の小円形の凹部からなる各セレーション35への導体Wの内部圧力Kbをより一段と高めることができ、導体Wと導体圧着部12の露出した新生面との接合をより強固にすることができる。すなわち、例えば、角部を有する四角形状のセレーションに比べて、小円形(丸形)の凹部からなるセレーション35の方が導体Wの押し込み圧力(内部圧力Kb)をより一段と高めることができる。なぜならば、角部を有するセレーションであると、導体Wの押し込み圧力によりセレーションが変形してしまうことがあるが、小円形の凹部からなるセレーション35であると変形するようなことがない。変形するようなことが無ければ、電線の導体Wと圧着端子10の導体圧着部12との相対摺動が大きくなり、新生面が露出する面積が大きくなるので新生面同士の接合を強固にできる。従って、導体Wの押し込み圧力(内部圧力Kb)をより一段と高めるビード31を使用する場合には、セレーションが変形し易い角部を有するものよりも、セレーション形状が小円形のほうが有効である。
また、直線状のセレーションをプレス加工する場合は、プレス金型に直線状の凸部を形成しておかなくてはならないため、凸部を加工するのに研削加工に頼らざるを得なかったが、プレス金型に多数の小円形の凸部をセレーション加工用として作る場合は、研削加工以外の加工方法に頼ることが容易にできるようになる。例えば、プレス金型に直線状の凸部を形成する場合、放電加工によってこの凸部を作ろうとすると、放電電極に直線状の凹部を形成しておく必要があるが、実際のところ、金属ブロックに直線状の凹部を形成することは非常に困難であるため、放電加工を行うには無理がある。しかし、プレス金型に多数の小円形の凸部をセレーション加工用として作る場合は、この金型の凸部を放電加工などによって簡単に作ることができる。例えば、放電加工による場合は、電極の母材ブロックに多数の小円形の凹部を丸穴としてドリル加工しておくだけで、金型に多数の小円形の凸部を転写することができる。従って、加工の容易化を図ることができる。
次に、圧着端子の導体圧着部の内面に形成されるセレーションの配置パターの実施形態を、図8〜図10を用いて説明する。
図8は、導体圧着部12の内面に形成されるセレーション35の配置パターンの一例を示す。
この導体圧着部12の内面、即ち、底板21の内面から導体加締片22の内面にかけての範囲には、図8に二点鎖線で示される導体Wの長手方向に対して斜めに交差する格子50を想定し、この格子50の各格子点に同一形状(同一深さ、且つ同一半径)の小円形の凹部からなるセレーション35が備えられている。この例では、格子50は、その一方の対角線50aが導体Wの長手方向に沿って位置し、他方の対角線50bが長手方向に対して直交し、導体Wの周方向に沿って位置すると共に、一方の対角線50aと他方の対角線50bの長さが等しい正方形格子50になるように想定され、各格子点に小円形の凹部からなるセレーション35が配置されている。
そして、導体Wがセレーション35内に圧入される際に、セレーション35のエッジによって導体Wの表面の酸化膜が破れて新生面が露出し、新生面とセレーション35とが密着することで、電気的な接続抵抗を下げることができる。また、導体Wがセレーション35内に圧入されることで、導体Wがセレーション35のエッジに引っ掛かり、機械的な接続強度を高めることができる。
また、導体圧着部12の内面の全体にセレーション35が形成されているので、特に導体Wが細い素線Waを撚り束ねたものの場合には、圧着時に各素線Waに加わるダメージ(即ち、言い換えると、圧縮率)を分散させることができるため、機械的な接続強度を安定して高めることができると共に、セレーション35のエッジ長さを十分に確保できることから、導体Wの表面の広い範囲で新生面を生成できるので、電気的な接続抵抗を低く安定することができる。
さらに、セレーション35が、格子50の一方の対角線50aが導体Wの長手方向に沿って位置し、他方の対角線50bが導体Wの周方向に沿って位置する正方形格子50になるよう想定された各格子点に配置されていることによって、電気的な接続抵抗の安定的な低減と機械的な接続強度の安定的な強化をバランス良く行なうことができる。
図9は、導体圧着部12′の内面に形成されるセレーション35の配置パターンの他の例を示す。
この導体圧着部12′では、セレーション35が配置される格子51の一方の対角線51aは、導体Wの長手方向に沿って位置し、他方の対角線51bは長手方向に対して直交して位置し、一方の対角線51aが他方の対角線51bよりも長い横長の菱形格子51になるように、かつ隣り合う列のセレーション35がラップ(このラップ部分を図9中符号Rで示す)するように想定され、各格子点に小円形の凹部からなるセレーション35が配置されている。つまり、長手方向に沿って広い間隔で、周方向に沿って狭い間隔でセレーション35が配置されている。
そして、格子51の一方の対角線51aが導体Wの長手方向に沿って位置し、他方の対角線51bが長手方向に対して直交して位置し、一方の対角線51aが他方の対角線51bよりも長くなるように、セレーション35が配置されたことによって、導体Wの周方向に対してセレーション35の間隔が狭まり、セレーション35のエッジによって生成する新生面の面積が大きくなるので、導体Wと圧着端子10との電気的な接続抵抗をより低く安定させることができる。
また、周方向に沿ってセレーション35が密に配置されるため、細い素線Waを撚り束ねた導体Wの場合には、各素線Waにセレーション35のエッジが斑なく圧着するとともに、導体Wの長手方向に対してセレーション35の間隔が広まるので、圧着時に素線Waそれぞれに加わるダメージを分散させることができる。したがって、導体Wを構成する素線Waの線径が細い等により、素線Waに加わるダメージを抑えつつ、導体Wと圧着端子10との機械的な接続強度を満足させ、さらに導体Wと圧着端子10との電気的な接続抵抗をより低く安定させたい場合に適したセレーション35の配置パターンである。
図10は、導体圧着部12″内面に形成されるセレーション35の配置パターンの別の例を示す。
この導体圧着部12″では、セレーション35が配置される格子52の一方の対角線52aは、導体Wの長手方向に沿って位置し、他方の対角線52bは長手方向に対して直交して位置し、一方の対角線52aが他方の対角線52bよりも短い縦長の菱形格子52になるように想定され、各格子点に小円形の凹部からなるセレーション35が配置されている。つまり、長手方向に沿って狭い間隔で、周方向に沿って広い間隔でセレーション35が配置されている。
そして、格子52の一方の対角線52aが導体Wの長手方向に沿って位置し、他方の対角線52bが長手方向に対して直交して位置し、一方の対角線52aが他方の対角線52bよりも短くなるように、セレーション35が配置されたことによって、導体Wの軸周方向に対してセレーション35の間隔が狭まり、セレーション35のエッジによって生成する新生面の面積が大きくなるので、導体Wと圧着端子10との電気的な接続抵抗をより低く安定させることができる。
また、長手方向に沿ってセレーション35が密に配置されるため、圧着時に長手方向に沿って導体Wとセレーション35のエッジとの接点が増加するので、導体Wを引き抜く方向に荷重が掛かった場合等に対して、導体Wと圧着端子10との機械的な接続強度をより強化して安定させることができる。
したがって、導体Wが単一の導線で構成されていたり、複数の素線Waを撚り束ねた物でも各素線Waの線径が比較的太い場合のように、機械的なダメージに比較的強い導体Wに対して、導体Wと圧着端子10との機械的な接続強度をより強化しつつ、電気的な接続抵抗も小さくしたい場合に適したセレーション35の配置パターンである。
図11は本発明の第2の実施形態の圧着端子のプレス加工による展開時の形状と製品としての端子形状を共に示す平面図である。
この第2の実施形態の圧着端子110では、ビード31を、導体圧着部12の底板21から導体加締片22にかけての範囲の圧着時に導体Wを包むように湾曲させられる部分の後端だけに設けている。また、導体圧着部の内面のビード31の前側の領域に、小円形の凹部を点在させたセレーション35を設けている。これ以外の点は第1実施形態と同様である。
この圧着端子110の場合も、導体圧着部12の底板21から導体加締片22にかけての部分の後端に左右方向に延在するビード31を設けているので、その部分の剛性を高めることができる。従って、熱衝撃時の変形(伸びたり縮んだりする動き)を小さく抑えることができ、熱衝撃に伴う変形の繰り返しによる圧着端子110と電線の界面の相対的なズレ量を小さくでき、長期にわたって端子と電線の接触抵抗の増加を安定して抑制することができる。
また、導体圧着部12の後端にビード31があることによって、電線(導体W)と圧着端子110の後方への伸びを抑制することができる。つまり、ビード31が存在する部分の導体への圧縮力が局部的に高まるため、導体Wがビード31の外側へ逃げづらくなり、結果として、導体Wの後方への伸びを抑制することができると共に、同時に圧着端子110の後方への伸びも抑制することができる。
このため、過圧縮しないでも、導体Wの内部圧力を高めることができ、これにより、ビードの前側領域に形成されたセレーション35に対して、漏れなく導体Wを充分に入り込ませることができる。例えば、導体圧着部12の後端付近のセレーション35に対しては、導体Wの内部圧力が小さくなるために導体Wを入り込ませづらい。特に、導体圧着部12の後端部に、導体Wの表面から逃げるように外側に斜めに広がるベルマウス12a(図4、図6参照)を形成する場合は、この近傍のセレーション35に対して、導体Wを入り込ませづらくなる。しかし、ビード31があることによって、後端付近のセレーション35に対しても、導体Wを充分に入り込ませることができるようになる。
また、ビード31があることによって導体Wの内部圧力を高めることができるので、導体Wと圧着端子110との接触圧力を高めることができ、新生面の生成を促進することができる。従って、導体Wと圧着端子110の接触導通性の向上を図ることができる。
また、導体圧着部12を過圧縮する必要がなくなるので、圧着時の導体断面積の減少を小さく抑えることができ、これにより、導体Wの引張方向の強度の上昇を図ることができる。このように、過圧縮しないでも、接触導通性と固着性を同時に高めることができるので、圧縮率範囲を広くとることができ、このため製造管理が容易になる。
なお、ビード31の加工は、前記各実施形態においては、導体圧着部12を展開形状にプレス加工する段階に行うと説明したが、導体圧着部12を断面U字状に曲げるときに、曲げ金型によって同時に行うこともできる。この場合は、下金型にビードの下面の凹部を加工する凸部を形成し、上金型にビードの上面の凸部を加工する凹部を形成しておけばよい。
また、前記各実施形態においては、セレーション35として、多数の小円形の凹部を、導体圧着部12の内面に点在するように設けた場合を説明したが、平行四辺形の凹部を多数点在するように設けてもよい。また、従来一般に広く知られた例のように、導体の軸線方向と交差する方向に延びる直線状のセレーションを設けてもよい。
また、前記第1の実施形態においては、ビード31を導体圧着部12の前端と後端に1本ずつ形成した場合を示したが、前端と後端のビード31の中間に更にもう1本のビードを追加して設けてもよい。
さらに、前記第2の実施形態においても、導体圧着部12の内面に、図8〜図10に示す各配置パターンの小円形の凹部を点在させたセレーションをそれぞれ設けてもよいことは勿論である。
10,110 圧着端子
11 電気接続部
12,12′,12″ 導体圧着部
21 底板
22 導体加締片
31 ビード
31S 凹部
31T 凸部
35 セレーション
50,51,52 格子
50a,51a,52a 一方の対角線
50b,51b,52b 他方の対角線
W 導体
R 隣り合うセレーションがラップする部分
11 電気接続部
12,12′,12″ 導体圧着部
21 底板
22 導体加締片
31 ビード
31S 凹部
31T 凸部
35 セレーション
50,51,52 格子
50a,51a,52a 一方の対角線
50b,51b,52b 他方の対角線
W 導体
R 隣り合うセレーションがラップする部分
Claims (6)
- 端子長手方向の前部に電気接続部が設けられ、この電気接続部の後部に、後方に延びる電線の先端部における露出した導体に圧着接続される導体圧着部が設けられ、該導体圧着部が、前記導体が内面に載る底板と、該底板の左右両側に延設されて該底板の内面上に載せられた前記導体を包むように加締められる左右一対の導体加締片とにより、断面略U字状に形成された圧着端子において、
前記底板から前記導体加締片にかけての範囲の圧着時に前記導体を包むように湾曲させられる部分の前端側のみに、前記導体圧着部を構成する板材の外面からの凹状の打ち込みによって内面が凸部になった左右方向に延在するビードが形成されると共に、
前記導体圧着部の内面の前記ビードの後側の領域に、凹状のセレーションが形成されていることを特徴とする圧着端子。 - 請求項1に記載の圧着端子であって、
前記セレーションとして、互いに離間して独立した多数の小円形の凹部が点在していることを特徴とする圧着端子。 - 請求項1に記載の圧着端子であって、
前記導体圧着部の内面に、前記導体の長手方向に対して斜めに交差する格子を想定し、この格子の各格子点に同一形状の小円形の凹部からなるセレーションを備え、
前記格子の一方の対角線が前記導体の長手方向に沿って位置し、他方の対角線が該長手方向に対して直交して位置し、該一方の対角線と該他方の対角線の長さが等しくなるように、前記セレーションが配置されたことを特徴とする圧着端子。 - 請求項1に記載の圧着端子であって、
前記導体圧着部の内面に、前記導体の長手方向に対して斜めに交差する格子を想定し、この格子の各格子点に同一形状の小円形の凹部からなるセレーションを備え、
前記格子の一方の対角線が前記導体の長手方向に沿って位置し、他方の対角線が該長手方向に対して直交して位置し、該一方の対角線が該他方の対角線よりも長くなるように、かつ隣り合う列の小円形の凹部がラップするように、前記セレーションが配置されたことを特徴とする圧着端子。 - 請求項1に記載の圧着端子であって、
前記導体圧着部の内面に、前記導体の長手方向に対して斜めに交差する格子を想定し、この格子の各格子点に同一形状の小円形の凹部からなるセレーションを備え、
前記格子の一方の対角線が前記導体の長手方向に沿って位置し、他方の対角線が該長手方向に対して直交して位置し、該一方の対角線が該他方の対角線よりも短くなるように、前記セレーションが配置されたことを特徴とする圧着端子。 - 請求項1〜5のいずれか1項に記載の圧着端子であって、
前記導体圧着部の同一の内面に前記凹状のセレーション及び前記ビードがそれぞれ形成されていることを特徴とする圧着端子。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015135906A JP2015201459A (ja) | 2015-07-07 | 2015-07-07 | 圧着端子 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015135906A JP2015201459A (ja) | 2015-07-07 | 2015-07-07 | 圧着端子 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011049778A Division JP5777357B2 (ja) | 2011-03-08 | 2011-03-08 | 圧着端子 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2015201459A true JP2015201459A (ja) | 2015-11-12 |
Family
ID=54552500
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015135906A Abandoned JP2015201459A (ja) | 2015-07-07 | 2015-07-07 | 圧着端子 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2015201459A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018123097A1 (ja) * | 2016-12-27 | 2018-07-05 | 矢崎総業株式会社 | 端子付き電線および端子製造方法 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009123624A (ja) * | 2007-11-16 | 2009-06-04 | Yazaki Corp | アルミ電線用圧着端子 |
| JP2009181777A (ja) * | 2008-01-30 | 2009-08-13 | Yazaki Corp | 電線と端子との圧着構造 |
| JP2010003467A (ja) * | 2008-06-18 | 2010-01-07 | Autonetworks Technologies Ltd | 端子金具及び端子付き電線 |
| JP2010198789A (ja) * | 2009-02-23 | 2010-09-09 | Fujikura Ltd | 圧着端子の端子構造 |
| JP2012186100A (ja) * | 2011-03-08 | 2012-09-27 | Yazaki Corp | 圧着端子 |
-
2015
- 2015-07-07 JP JP2015135906A patent/JP2015201459A/ja not_active Abandoned
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009123624A (ja) * | 2007-11-16 | 2009-06-04 | Yazaki Corp | アルミ電線用圧着端子 |
| JP2009181777A (ja) * | 2008-01-30 | 2009-08-13 | Yazaki Corp | 電線と端子との圧着構造 |
| JP2010003467A (ja) * | 2008-06-18 | 2010-01-07 | Autonetworks Technologies Ltd | 端子金具及び端子付き電線 |
| JP2010198789A (ja) * | 2009-02-23 | 2010-09-09 | Fujikura Ltd | 圧着端子の端子構造 |
| JP2012186100A (ja) * | 2011-03-08 | 2012-09-27 | Yazaki Corp | 圧着端子 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018123097A1 (ja) * | 2016-12-27 | 2018-07-05 | 矢崎総業株式会社 | 端子付き電線および端子製造方法 |
| JP2018106995A (ja) * | 2016-12-27 | 2018-07-05 | 矢崎総業株式会社 | 端子付き電線および端子製造方法 |
| US10978824B2 (en) | 2016-12-27 | 2021-04-13 | Yazaki Corporation | Crimp terminal with ridge portion and manufacturing method thereof |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5777357B2 (ja) | 圧着端子 | |
| JP5601926B2 (ja) | 圧着端子 | |
| US8303354B2 (en) | Terminal connector and wire harness | |
| EP2214263A1 (en) | Crimping terminal, cable with terminal and method for manufacturing such cable | |
| JP5519382B2 (ja) | 圧着端子及びその製造方法 | |
| JP5074984B2 (ja) | 圧着端子 | |
| JP5886517B2 (ja) | 圧着端子 | |
| US9698496B2 (en) | Crimp terminal | |
| JP5634789B2 (ja) | 圧着端子 | |
| JP2008181695A (ja) | 端子付き電線の製造方法及び端子付き電線並びに端子圧着装置 | |
| JP2015201459A (ja) | 圧着端子 | |
| JP2011103262A (ja) | 圧着端子および端子の圧着方法 | |
| JP2015076236A (ja) | 圧着端子 | |
| JP5151936B2 (ja) | 端子金具及びその製造方法 | |
| JP5580065B2 (ja) | 圧着端子 | |
| CN107431282A (zh) | 端子及带端子的电线 | |
| JP2012221719A (ja) | 圧着端子 | |
| JP2019057392A (ja) | 圧着端子、電線付端子、およびその製造方法 | |
| JP5842802B2 (ja) | 端子付き電線 | |
| JP2015090742A (ja) | 圧着端子 | |
| JP2015082419A (ja) | 圧着端子 | |
| JP2020140886A (ja) | 端子付き電線の製造方法 | |
| WO2015053267A1 (ja) | 圧着端子用電線及び電線付き圧着端子 | |
| JP2015090741A (ja) | 圧着端子 | |
| JP2011103264A (ja) | 圧着端子の圧着構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160425 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160510 |
|
| A762 | Written abandonment of application |
Free format text: JAPANESE INTERMEDIATE CODE: A762 Effective date: 20160607 |