JP2015190853A - シンチレータアレイの製造方法 - Google Patents
シンチレータアレイの製造方法 Download PDFInfo
- Publication number
- JP2015190853A JP2015190853A JP2014068362A JP2014068362A JP2015190853A JP 2015190853 A JP2015190853 A JP 2015190853A JP 2014068362 A JP2014068362 A JP 2014068362A JP 2014068362 A JP2014068362 A JP 2014068362A JP 2015190853 A JP2015190853 A JP 2015190853A
- Authority
- JP
- Japan
- Prior art keywords
- scintillator
- resin
- array
- dual
- lattice
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Abstract
Description
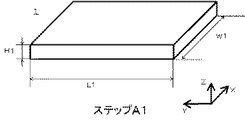
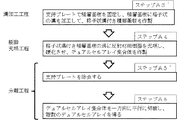
第1の実施形態による製造方法のフローチャートを図1に示す。本発明の第1の実施形態は、大きく分けて積層工程、溝加工工程、樹脂充填工程、分離工程の4つの工程を経てデュアルアレイ型のシンチレータアレイが形成される。デュアルアレイ型のシンチレータアレイとは、異なるエネルギーのX線を検出するために、X線吸収率の異なる2のシンチレータを用いて、X線透過方向に第1のシンチレータのセル及び第2のシンチレータのセルを上下2段に配置したデュアルセルが、所定の位置に複数配列されているシンチレータアレイである。以下の説明では、X線が透過する方向、すなわちシンチレータのセルを上下2段に配置した方向をZ方向とし、それに対して垂直であって、複数の第1のシンチレータのセル及び第2のシンチレータのセルが配列している方向をY方向とし、Z方向及びY方向に対して垂直な方向をX方向とする。また、セルとは単位体積あたりのX線を検出するシンチレータ素子を示し、受光素子と組み合わせることによって放射線検出器を構成する。
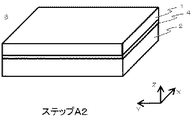
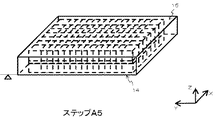
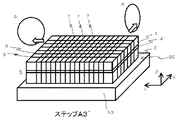
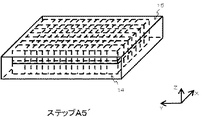
デュアルセルの位置決めに支持プレートなどの位置決め手段を用いた第2の実施形態について図12のフローチャートを参照して説明する。まずステップA2までは第1の実施形態と同じ方法で行い、積層基板を得る。次にステップA3´において、第1の実施形態における連結部の代わりに、支持手段を用いてデュアルセルの位置を維持する。支持手段とは、溝加工工程及び樹脂充填工程などにおいて、格子状の溝の幅やピッチなどの寸法を維持しつつ、反射材用の樹脂を溝内に充填し、硬化してデュアルセルアレイ集合体を得られる方法であれば良い。
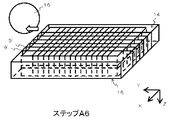
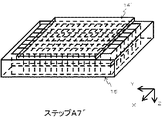
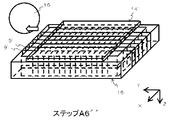
ステップA5以降の工程では、得られたシンチレータアレイを用いて放射線検出器を構成する際の構成に応じて、様々な形態をとりうる。第3の実施形態として、その一部の例を図16のフローチャートを参照して説明する。まず、他の実施形態などにより、ステップA5で連結部を除去したデュアルセルアレイ集合体を得る。
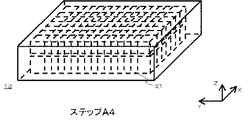
第4の実施形態では、ステップA4において反射材用樹脂を格子状の溝に充填する際に、粘着シート20として熱剥離型の接着シートを使用する。熱剥離型の接着シートとは設定された温度まで加熱することによって、粘着力が低下し、剥離しやすくなる機能を有する接着シートで、特に反射材用樹脂を硬化した後に剥離するためには、接着材の中に発泡剤を含むものが好ましい。それにより、シンチレータアレイの製造方法全体としては、第2の実施形態で得られる効果に加え、樹脂を硬化した後に熱を加えるだけで剥離しやすくなる効果を得られる。
L1・・・第1のシンチレータの基板のY方向の辺の長さ
H1・・・第1のシンチレータの基板のZ方向の辺の高さ
W1・・・第1のシンチレータの基板のX方向の辺の幅
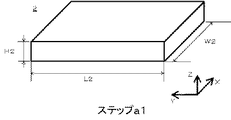
2・・・第2のシンチレータの基板
L2・・・第2のシンチレータの基板のY方向の辺の長さ
H2・・・第2のシンチレータの基板のZ方向の辺の高さ
W2・・・第2のシンチレータの基板のX方向の辺の幅
3・・・積層基板
4・・・樹脂層
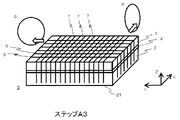
5・・・格子状溝付き積層基板
6・・・回転砥石
7・・・X方向溝
8・・・回転砥石
9・・・Y方向溝
10・・・支持プレート
11・・・型枠
12・・・樹脂
13・・・デュアルセルアレイ集合体
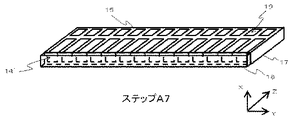
14・・・底面
15・・・上面
16・・・回転砥石
17・・・背面反射材用樹脂
18・・・底面反射材用樹脂
19・・・受光面
20・・・粘着シート
21・・・連結部
Claims (6)
- デュアルアレイ型のシンチレータアレイを製造する方法であって、
第1のシンチレータ及び第2のシンチレータの基板を、反射材用樹脂層を介して積層し、積層基板を形成する積層工程と、
前記積層基板に格子状の溝を形成して、第1及び第2のシンチレータのセルが前記反射材用樹脂層を介して積層した形状を有するデュアルセルが林立した格子状溝付き積層基板を形成する溝加工工程と、
少なくとも前記格子状の溝に反射材用樹脂を充填し、デュアルセルアレイ集合体を形成する樹脂充填工程と、
前記格子状の溝のうち、一方向の反射材用樹脂を充填した溝に沿って切断し、デュアルセルアレイ集合体から、デュアルセルが配列したデュアルセルアレイに切り離す分離工程と、
を有することを特徴とするシンチレータアレイの製造方法。 - 前記溝加工工程において、第1及び第2のシンチレータのうち、溝の深さ方向の深部側にあるシンチレータの一部を連結部として残留させ、前記分離工程の前もしくは後で、前記デュアルセルアレイ集合体を、前記溝の深さ方向の逆方向から除去していき、連結部を除去することを特徴とする請求項1に記載のシンチレータアレイの製造方法。
- 前記分離工程において、前記格子状の溝に充填した反射材用樹脂をデュアルセルアレイ近傍に残して切断することを特徴とする請求項1または2に記載のシンチレータアレイの製造方法。
- 前記分離工程後にデュアルセルアレイに反射材用樹脂を追加形成する反射材形成工程を有することを特徴とする請求項1から3のいずれかに記載のシンチレータアレイの製造方法。
- 前記樹脂充填工程において、格子状溝付き積層基板を支持プレートに接着し、支持することを特徴とする請求項1から4のいずれかに記載のシンチレータアレイの製造方法。
- 前記樹脂充填工程において、前記支持プレートに接着する際に熱剥離型の接着シートを使用することを特徴とする請求項5に記載のシンチレータアレイの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014068362A JP6358496B2 (ja) | 2014-03-28 | 2014-03-28 | シンチレータアレイの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014068362A JP6358496B2 (ja) | 2014-03-28 | 2014-03-28 | シンチレータアレイの製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015190853A true JP2015190853A (ja) | 2015-11-02 |
| JP6358496B2 JP6358496B2 (ja) | 2018-07-18 |
Family
ID=54425452
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014068362A Active JP6358496B2 (ja) | 2014-03-28 | 2014-03-28 | シンチレータアレイの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6358496B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019019041A1 (en) | 2017-07-26 | 2019-01-31 | Shenzhen Xpectvision Technology Co., Ltd. | METHODS OF MAKING AND USING X-RAY DETECTORS |
| CN109459781A (zh) * | 2018-10-27 | 2019-03-12 | 惠磊光电科技(上海)有限公司 | 一种闪烁阵列的加工工艺 |
| CN109991648A (zh) * | 2017-12-29 | 2019-07-09 | 北京一轻研究院 | 一种制作闪烁体阵列的方法 |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01117583U (ja) * | 1988-02-03 | 1989-08-08 | ||
| JPH1184013A (ja) * | 1997-09-02 | 1999-03-26 | Shimadzu Corp | 放射線検出器 |
| JP2002202375A (ja) * | 2000-11-03 | 2002-07-19 | Siemens Ag | 電磁波検出用の検出器アレイの製造方法および検出器アレイ |
| JP2002311142A (ja) * | 2001-04-18 | 2002-10-23 | Toshiba Corp | X線固体検出器の製造方法およびx線ct装置 |
| JP2005201891A (ja) * | 2003-12-11 | 2005-07-28 | Ge Medical Systems Global Technology Co Llc | Ct検出器用の多層反射体 |
| US7157014B1 (en) * | 2001-10-05 | 2007-01-02 | Cit Pet Systems, Inc. | Method for producing a high resolution detector array |
| JP2009524015A (ja) * | 2006-01-16 | 2009-06-25 | コーニンクレッカ フィリップス エレクトロニクス エヌ ヴィ | シンチレーション要素、シンチレーションアレイ並びにシンチレーション要素及びシンチレーションアレイを生産する方法 |
| US20100127180A1 (en) * | 2008-11-24 | 2010-05-27 | Cmt Medical Technologies Ltd. | Scintillator array and a method of constructing the same |
| WO2012147747A1 (ja) * | 2011-04-25 | 2012-11-01 | 日立金属株式会社 | シンチレータアレイの製造方法 |
| WO2013146167A1 (ja) * | 2012-03-30 | 2013-10-03 | 日立金属株式会社 | シンチレータデュアルアレイの製造方法 |
| JP2013228355A (ja) * | 2012-03-30 | 2013-11-07 | Hitachi Metals Ltd | シンチレータアレイの製造方法及び放射線検出器の製造方法 |
| JP2014085223A (ja) * | 2012-10-24 | 2014-05-12 | Hitachi Metals Ltd | シンチレータアレイの製造方法 |
| JP2014085222A (ja) * | 2012-10-24 | 2014-05-12 | Hitachi Metals Ltd | シンチレータアレイの製造方法 |
-
2014
- 2014-03-28 JP JP2014068362A patent/JP6358496B2/ja active Active
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH01117583U (ja) * | 1988-02-03 | 1989-08-08 | ||
| JPH1184013A (ja) * | 1997-09-02 | 1999-03-26 | Shimadzu Corp | 放射線検出器 |
| JP2002202375A (ja) * | 2000-11-03 | 2002-07-19 | Siemens Ag | 電磁波検出用の検出器アレイの製造方法および検出器アレイ |
| JP2002311142A (ja) * | 2001-04-18 | 2002-10-23 | Toshiba Corp | X線固体検出器の製造方法およびx線ct装置 |
| US7157014B1 (en) * | 2001-10-05 | 2007-01-02 | Cit Pet Systems, Inc. | Method for producing a high resolution detector array |
| JP2005201891A (ja) * | 2003-12-11 | 2005-07-28 | Ge Medical Systems Global Technology Co Llc | Ct検出器用の多層反射体 |
| JP2009524015A (ja) * | 2006-01-16 | 2009-06-25 | コーニンクレッカ フィリップス エレクトロニクス エヌ ヴィ | シンチレーション要素、シンチレーションアレイ並びにシンチレーション要素及びシンチレーションアレイを生産する方法 |
| US20100127180A1 (en) * | 2008-11-24 | 2010-05-27 | Cmt Medical Technologies Ltd. | Scintillator array and a method of constructing the same |
| WO2012147747A1 (ja) * | 2011-04-25 | 2012-11-01 | 日立金属株式会社 | シンチレータアレイの製造方法 |
| WO2013146167A1 (ja) * | 2012-03-30 | 2013-10-03 | 日立金属株式会社 | シンチレータデュアルアレイの製造方法 |
| JP2013228355A (ja) * | 2012-03-30 | 2013-11-07 | Hitachi Metals Ltd | シンチレータアレイの製造方法及び放射線検出器の製造方法 |
| JP2014085223A (ja) * | 2012-10-24 | 2014-05-12 | Hitachi Metals Ltd | シンチレータアレイの製造方法 |
| JP2014085222A (ja) * | 2012-10-24 | 2014-05-12 | Hitachi Metals Ltd | シンチレータアレイの製造方法 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019019041A1 (en) | 2017-07-26 | 2019-01-31 | Shenzhen Xpectvision Technology Co., Ltd. | METHODS OF MAKING AND USING X-RAY DETECTORS |
| CN110914714A (zh) * | 2017-07-26 | 2020-03-24 | 深圳帧观德芯科技有限公司 | 制造和使用x射线检测器的方法 |
| EP3658964A4 (en) * | 2017-07-26 | 2021-01-13 | Shenzhen Xpectvision Technology Co., Ltd. | METHOD OF MANUFACTURING AND USING AN X-RAY DETECTOR |
| US11156726B2 (en) | 2017-07-26 | 2021-10-26 | Shenzhen Xpectvision Technology Co., Ltd. | Methods of making and using an x-ray detector |
| TWI804502B (zh) * | 2017-07-26 | 2023-06-11 | 中國大陸商深圳幀觀德芯科技有限公司 | 製造x射線檢測器的方法 |
| CN110914714B (zh) * | 2017-07-26 | 2024-02-27 | 深圳帧观德芯科技有限公司 | 制造和使用x射线检测器的方法 |
| CN109991648A (zh) * | 2017-12-29 | 2019-07-09 | 北京一轻研究院 | 一种制作闪烁体阵列的方法 |
| CN109459781A (zh) * | 2018-10-27 | 2019-03-12 | 惠磊光电科技(上海)有限公司 | 一种闪烁阵列的加工工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6358496B2 (ja) | 2018-07-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5935919B2 (ja) | シンチレータアレイの製造方法 | |
| JP5854128B2 (ja) | シンチレータデュアルアレイの製造方法 | |
| JP2008510131A (ja) | シンチレータおよび抗散乱グリッドの配置 | |
| JP6358496B2 (ja) | シンチレータアレイの製造方法 | |
| US20110056618A1 (en) | Method of manufacturing radiation detector | |
| US9702985B2 (en) | Method for producing radiation detector | |
| JP5541413B2 (ja) | シンチレータアレイの製造方法 | |
| JP6052595B2 (ja) | シンチレータアレイの製造方法 | |
| US9400334B2 (en) | Scintillator array, a scintillator, a radiation detection apparatus including the scintillator array or scintillator, and processes of forming the same | |
| WO2013033389A1 (en) | System, method and apparatus for deep slot, thin kerf pixelation | |
| JP4817524B2 (ja) | X線固体検出器の製造方法 | |
| JP6233730B2 (ja) | シンチレータアレイの製造方法 | |
| JP6052594B2 (ja) | シンチレータアレイの製造方法 | |
| US8449796B2 (en) | Method of manufacturing light guide and method of manufacturing a radiation detector | |
| JP2001249180A (ja) | 2次元アレイ型放射線検出器の製造方法 | |
| JP2019168350A (ja) | シンチレータアレイおよびその製造方法 | |
| JP2016223845A (ja) | 放射線検出器および放射線検出装置ならびに放射線検出器の製造方法 | |
| JP5997892B2 (ja) | X線検出器、x線ct装置、及びx線検出器の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170213 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20171011 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20171102 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20171214 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180525 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180607 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6358496 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |