JP2014190822A - プリント基板の品質管理装置および品質管理方法 - Google Patents
プリント基板の品質管理装置および品質管理方法 Download PDFInfo
- Publication number
- JP2014190822A JP2014190822A JP2013066312A JP2013066312A JP2014190822A JP 2014190822 A JP2014190822 A JP 2014190822A JP 2013066312 A JP2013066312 A JP 2013066312A JP 2013066312 A JP2013066312 A JP 2013066312A JP 2014190822 A JP2014190822 A JP 2014190822A
- Authority
- JP
- Japan
- Prior art keywords
- defect
- printed circuit
- circuit board
- unit
- information
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images









Landscapes
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
Abstract
【課題】プリント基板の検査結果に基づいてプリント基板の品質を向上させる。
【解決手段】プリント基板の欠陥を検出する検査装置から出力される検出結果情報を受け取る情報取得部52と、検出結果情報に基づき検査装置により検出されたプリント基板の欠陥に関する欠陥情報を作成し、欠陥情報を分類して欠陥データベース54を登録するデータベース編集部511と、欠陥が発生した箇所に関する位置情報を含む欠陥発生状況を欠陥データベース54に基づき特定する欠陥特定部512とを備えている。
【選択図】図2
【解決手段】プリント基板の欠陥を検出する検査装置から出力される検出結果情報を受け取る情報取得部52と、検出結果情報に基づき検査装置により検出されたプリント基板の欠陥に関する欠陥情報を作成し、欠陥情報を分類して欠陥データベース54を登録するデータベース編集部511と、欠陥が発生した箇所に関する位置情報を含む欠陥発生状況を欠陥データベース54に基づき特定する欠陥特定部512とを備えている。
【選択図】図2
Description
この発明は、プリント基板の欠陥検査結果を有効利用してプリント基板の品質向上を図る技術に関するものである。
プリント基板は、CAD(Computer Aided Design)データの作成工程、CADデータをそれぞれの製造工程で必要なデータに編集するCAM(Computer Aided Manufacturing)データの作成工程、当該CAMデータに基づく製造工程(穴開け工程、銅薄膜の形成工程、エッチング工程など)により製造される。そして、製造されたプリント基板を基板検査装置やベリファイ装置(欠陥確認装置)を用いて欠陥検査が行われる。すなわち、プリント基板検査装置はプリント基板上の検査面を撮像して得られた画像データに対して画像処理(画像認識)を行って、欠陥を検出し、当該欠陥に関する情報を作成する。そして、ベリファイ装置では、上記欠陥の検出結果情報に基づいて撮像部がプリント基板上の欠陥を撮像し、画像をモニタに表示する。そして、モニタに表示された画像に基づいてオペレータが欠陥の確認作業を行う。
従来技術では、プリント基板を検査して得られる欠陥の検出結果情報は、製造された基板に欠陥が含まれているか否かの判断材料に用いられており、当該プリント基板が良品であるか不良品であるかの識別に利用されているに過ぎず、多くの場合、良否判定後に破棄されていた。このようにプリント基板の欠陥の検出結果情報は有効利用されておらず、プリント基板の品質を向上させるための利用が望まれている。
この発明は上記課題に鑑みなされたものであり、プリント基板の検査結果に基づいてプリント基板の品質を向上させることができるプリント基板の品質管理装置および品質管理方法を提供することを目的とする。
この発明にかかるプリント基板の品質管理装置は、プリント基板の欠陥を検出する検査装置から出力される検出結果情報を受け取る情報取得部と、検出結果情報に基づき検査装置により検出されたプリント基板の欠陥に関する欠陥情報を作成し、欠陥情報を分類して欠陥データベースを登録するデータベース編集部と、欠陥が発生した箇所に関する位置情報を含む欠陥発生状況を欠陥データベースに基づき特定する欠陥特定部とを備えることを特徴としている。
また、この発明にかかるプリント基板の品質管理方法は、プリント基板の欠陥を検出する工程と、検出されたプリント基板の欠陥に関する欠陥情報を作成する工程と、欠陥情報を分類して欠陥データベースに登録する工程と、欠陥が発生した箇所に関する位置情報を含む欠陥発生状況を欠陥データベースに基づき特定する工程と、を備えることを特徴としている。
このように構成された発明では、プリント基板の欠陥が検出されると、当該欠陥に関する欠陥情報が作成され、さらに分類された上で欠陥データベースに登録される。このように過去の欠陥に関する情報が蓄積されて欠陥データベースが充実される。そして、当該欠陥データベースに基づいて欠陥発生状況が特定される。したがって、欠陥発生状況を的確に把握することができ、その欠陥発生状況に基づいてプリント基板の品質を高めることができる。
ここで、発生状況提供部を設けて欠陥特定部で特定された欠陥発生状況を装置外部に提供するように構成してもよい。欠陥発生状況の提供先としては、(1)プリント基板の設計データを作成するデータ作成装置、(2)プリント基板の製造プロセスを制御するためのデータを編集するデータ編集装置、(3)製造プロセスのうち欠陥を発生させたプロセスを実行する製造装置などが含まれる。このように欠陥発生状況の提供を受けた装置は、欠陥発生状況に応じて適切な対応を図って、それ以降に製造するプリント基板の品質を向上させることができる。
また、欠陥発生状況に基づき欠陥の発生要因を解析する欠陥解析部を設けてもよく、欠陥の発生要因を知ることで適切な対応を図ることができ、プリント基板の品質向上に大きく寄与する。もちろん、欠陥の発生要因についても装置外部に提供してもよい。
また、欠陥の発生を防止するための設計条件を作成し、データ作成装置に提供するように構成してもよく、これにより欠陥の発生を防止する対応策が設計データの作成段階で実行され、プリント基板の品質をさらに向上させることができる。
また、欠陥特定部で特定された欠陥発生状況に基づき欠陥の発生を回避する回避策を作成する回避策作成部と、回避策を表示する表示部とを設けてもよい。この場合、提供された回避策を実行することで欠陥は発生せず、高品質なプリント基板を製造することができる。
また、欠陥特定部で特定された欠陥発生状況に基づきプリント基板の表面のうち欠陥を除く領域にパターンを形成して欠陥の影響を回避する回避案を作成する回避策作成部と、回避策を提供する回避策提供部とを設けてもよい。この場合、提供された回避策を実行したとしても、欠陥の発生自体を防止することはできないものの、欠陥の影響を回避することができ、高品質なプリント基板を製造することができる。
さらに、検査装置により検出されたプリント基板の欠陥を確認する欠陥確認装置から出力される確認情報に基づき欠陥データベースを更新する、つまり不要な欠陥情報を削除したり、欠陥情報をより正しいものに書き換えるように構成してもよい。このように欠陥データベースをブラッシュアップすることで、より的確な欠陥発生状況を特定することができ、プリント基板の品質をさらに向上させることができる。
以上のように、本発明によれば、プリント基板の欠陥に関する欠陥情報を作成し、当該欠陥情報を分類して欠陥データベースを登録している。そして、欠陥データベースに基づいて欠陥発生状況を特定しているので、欠陥発生状況に基づいてプリント基板の品質を高めることができる。
図1は、本発明にかかるプリント基板の品質管理装置の第1実施形態を備えるプリント基板の製造システムを示す図である。プリント基板を製造するにあたっては、オペレータはCADデータ作成装置1を用いて基板に形成すべき信号線、電源線、GND線等の配線パターンやパッド領域のパターン(以下、これらを「パターン」と総称する)を設計する。また、別のオペレータがCAMデータ編集装置2を用いてCADデータ作成装置1で作成された設計データ(CADデータ)に基づいて製造ライン3を構成する各装置を制御するためのデータを編集する。そして、これらのデータに基づいて製造ライン3の各装置が作動して設計データに対応する各種パターンを有するプリント基板を製造する。
製造ライン3を構成する製造装置の代表例としては、図1に示すように、穴開け装置31、薄膜形成装置32、エッチング装置33などが含まれる。穴開け装置31はドリルによって基板に取り付け穴、スルーホール、バイアホールを形成する。また、薄膜形成装置32は無電解メッキ法や電気メッキ法などを用いて基板表面全体に銅などの導体層を形成する。さらに、エッチング装置33が耐エッチング材により覆われた部分以外の導体層をエッチング除去して設計データに対応するパターンを形成する。
プリント基板が製造されると、欠陥検査システム4により検査される。この欠陥検査システム4は基板検査装置41と欠陥確認装置42で構成されている。製造ライン3により製造されたプリント基板はまず基板検査装置41に搬送され、自動的に欠陥検査が行われる。この基板検査装置41はプリント基板の被検査面を撮像して画像データを取得した後、当該画像データに対して画像処理(画像認識)を行って、欠陥を検出し、当該欠陥に関する位置情報およびサイズ情報を本発明の「検出結果情報」の一例として出力する。この欠陥の位置情報としては、撮像領域のうち欠陥となっている領域、つまり欠陥領域が撮像された画像データの中心座標を用い、欠陥領域のサイズ情報として欠陥領域の縦横寸法を用いている。ここでは、基板検査装置41の座標系(XY座標系)を用い、当該座標系に基づいて欠陥領域の位置情報を求めている。ただし、欠陥領域の位置情報および欠陥領域のサイズ情報としてはこれに限られるものではなく、欠陥領域の位置を示す情報として直接基板に対する座標や設計データの座標を用いてもよいし、欠陥領域のサイズを示す情報として画素数を用いてもよい。
基板検査装置41による欠陥の検出結果情報(位置情報およびサイズ情報)は欠陥確認装置42に入力され、当該検出結果情報に基づいて確認工程が実行される。欠陥確認装置42は、位置情報に基づいてプリント基板上の欠陥を撮像し、その画像をサイズ情報に対応する適切な倍率でモニタ上に表示する。そして、オペレータは、モニタに表示された当該画像に基づいて欠陥の確認作業を行う。
ここまで説明してきた装置群によって、従来、プリント基板の製造が行われており、欠陥の検出結果情報は、単にプリント基板の欠陥判断材料や欠陥確認用情報として使用されているに過ぎずなかった。これに対し、本実施形態ではプリント基板の品質管理装置5がプリント基板の製造システムに設けられるとともに、当該品質管理装置5がネットワーク6に介して上記装置1、2、31〜33、41および42と接続されている。ここで、ネットワーク6としては、LAN(Local Area Network)や公衆回線などを用いることができ、それらの装置間で所定の通信プロトコルを用いてデータ通信が可能であればどのようなネットワークであってもよい。
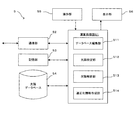
図2は本発明にかかるプリント基板の品質管理装置の第1実施形態を示すブロック図である。品質管理装置5は、CPU(Central Processing Unit)等により構成される演算処理部51と、通信部52と、品質管理プログラムや各種データを記憶する記憶部53と、欠陥データベース54と、操作部55と、表示部56とを備えている。
品質管理装置5は通信部52を介して基板検査装置41から検出結果情報を受け取るとともに、CADデータ作成装置1やCAMデータ編集装置2からもデータを受け取り、これらの情報およびデータを記憶部53に記憶する。そして、演算処理部51は、記憶部53内の品質管理プログラムにしたがって各種演算処理を行って、基板検査装置41から検出結果情報が出力される毎に当該検出結果情報に基づいてプリント基板の欠陥に関する欠陥情報を作成し、その欠陥情報を分類して欠陥データベース54に登録する。こうして欠陥データベースを充実させていく。また、演算処理部51は、欠陥データベース54に基づいてプリント基板の製造プロセスにおいて欠陥が発生した箇所を含む欠陥発生状況を特定する。また、演算処理部51は欠陥発生状況に基づいて欠陥の発生要因を解析する。さらに、演算処理部51は上記発生要因を解消するための設計条件などの適正化情報を作成する。このように本実施形態では、演算処理部51は、データベース編集部511、欠陥特定部512、欠陥解析部513および適正化情報作成部514としての機能を担っている。
また、演算処理部51が作成する各種情報のうち欠陥発生状況、欠陥の発生要因、ならびに適正化情報が通信部52を介してCADデータ作成装置1、CAMデータ編集装置2、製造ライン3の各装置に送信される。このように、本実施形態では、通信部52が本発明の「情報取得部」、「発生状況提供部」、「発生要因提供部」および「適正化情報提供部」として機能する。
なお、図2中の符号55は、オペレータが演算処理部51に対して各種データや指令などの情報を入力するための操作部である。また、符号56は各種メッセージや欠陥発生状況、欠陥の発生要因ならびに適正化情報を表示する表示部であり、本発明の「発生状況提供部」、「発生要因提供部」および「適正化情報提供部」として機能する。
次に、上記のように構成されたプリント基板の製造システムの動作のうち品質管理装置5に関連する動作を中心に詳述する。
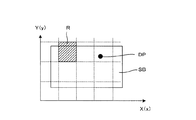
図3は図1のプリント基板の製造システムの概要動作を示すフローチャートである。基板検査装置41では、製造ライン3により製造されたプリント基板に対して欠陥検査が行われる(ステップS101)。そして、欠陥が検出されると、基板検査装置41から検出結果情報がネットワーク6を介して品質管理装置5に与えられる。すると、演算処理部51のデータベース編集部511が検出結果情報に基づいてステップS10で検出された欠陥に関する欠陥情報を作成する(ステップS102)。この欠陥情報には、欠陥領域の位置データ、欠陥形状、検査した基板サイズ、基板厚、基板種類などが含まれている。これらのうち位置データについては次のように決定している。つまり、検査領域全体を基板検査装置41の座標系(X−Y)で複数の領域Rに分離し、検出結果情報に含まれる位置情報により示される欠陥位置DP、つまり欠陥領域の中心位置の属する領域別に分離して求めている。なお、同図中の符号SBは製造ライン3で製造され、基板検査装置41により検査されたプリント基板を示している。また、同図中の符号X、Yは基板検査装置41の座標を示すとともに、符号x、yは製造ライン3を構成する装置31〜33の座標を示している。
次のステップS103でデータベース編集部511は欠陥情報を欠陥形状、位置データ、サイズで分類し、欠陥データベース54に登録する。ここでは、図5に示すように、穴開け装置31で発生し易いドリル関連の欠陥形状と、エッチング装置33で発生し易いパターン関連の欠陥形状とを予め準備しておき、これらを基準に分類している。なお、図5(および後で説明する図7、図9、図11および図12)中においてハッチング領域が導体部分である。
このように本実施形態では、基板検査装置41による欠陥検出に連動して欠陥情報が自動的に分類されて欠陥データベース54に登録される。このように、オペレータによる欠陥確認を経ていないため、不適切な欠陥情報が登録されてしまう、あるいは自動的に振り分けられた分類やデータが妥当でなく、訂正が必要となる可能性がある。そこで、本実施形態では、上記のようにして新規登録された欠陥を確認対象欠陥とし、欠陥確認装置42による確認工程が実行される(ステップS104)。
そして、当該確認工程においてオペレータが、欠陥情報を削除すべき、あるいは正しい分類やデータへの書換が必要であると判断し、その旨を欠陥確認装置42あるいは品質管理装置の操作部55に入力される場合(ステップS105で「YES」と判定される場合)のみデータベース編集部511がオペレータからの指示内容に応じて確認対象欠陥の欠陥情報の削除や書換を行った(ステップS106)後、ステップS107に進む。
こうして欠陥データベースが最新状態に更新されると、演算処理部51の欠陥特定部512が欠陥データベース54に基づいてプリント基板の製造プロセスにおいて欠陥が発生した箇所を含む欠陥発生状況を特定する(ステップS107)。例えば穴開け装置31では、ドリルにより取り付け穴、スルーホール、バイアホールを形成する際に、穴位置のずれなどによって図5(a−1)に示すように穴がランドからはみ出した、いわゆる「座切れ」という欠陥が発生し得る。また、これ以外に「ドリル欠け」や「ドリル突起」などの欠陥が発生することもある。そこで、欠陥特定部512は、穴開け装置31で発生し易い欠陥形状の欠陥情報が欠陥データベース54に含まれている場合、当該欠陥情報で示される位置データを穴開けプロセスにおける欠陥の発生箇所とし、これらの情報を欠陥発生状況として特定する。このように欠陥発生状況を参照することで穴開け装置31上での問題を把握することができ、それに基づき穴開け装置31側で欠陥発生を防止する対応策を講じることが可能となる。
また、エッチング装置33では、エッチング条件などによって図5(b)に示すような欠陥が発生することがある。そこで、欠陥特定部512は、エッチング装置33で発生し易い欠陥形状の欠陥情報が欠陥データベース54に含まれている場合、当該欠陥情報で示される位置データをエッチングプロセスにおける欠陥の発生箇所とし、これらの情報を欠陥発生状況として特定する。このように欠陥発生状況を参照することでエッチング装置33上での問題を把握することができ、それに基づきエッチング装置33側で欠陥発生を防止する対応策を講じることが可能となる。
また、欠陥特定部512が特定する欠陥発生状況は、単に製造ライン3を構成する製造装置のみならず、CADデータ作成装置1により設計データを作成する際、あるいはCAMデータ編集装置2により製造ライン3の制御データを編集する際にも、有益な情報であり、欠陥発生状況によって欠陥発生を防止するようにデータ作成やデータ編集を行うことが可能なこともある。ただし、欠陥データベース54に登録されている欠陥情報は基板検査装置41の座標系を基準として作成されており、CADデータ作成装置1で設計データを作成する際に用いる座標系と異なっている。そこで、本実施形態では、図6に示すように、設計データの座標系(XX−YY座標)についても欠陥位置DPの属する領域別に分離して求めている。
さらに、欠陥特定部512が特定する欠陥発生状況を解析することで欠陥の発生要因が明らかとなる場合もある。そこで、本実施形態では、演算処理部51の欠陥解析部513が複数の欠陥発生状況に基づいて欠陥の発生要因を解析する(ステップS108)。その一例として「座切れ」のケースについて図7を参照しつつ説明する。
図7は欠陥「座切れ」についての欠陥解析結果を示す図であり、同図(a)はランド幅の定義を示しており、同図(b)は「座切れ」を欠陥とする複数の欠陥発生状況に基づきランド幅LW毎の欠陥発生率を示している。同図(b)から明らかなように、ランド幅LWが比較的広い場合には「座切れ」は発生しないが、ランド幅LWが狭くなるにしたがって「座切れ」の発生率は徐々に増加し、ランド幅LWがしきい値LW0よりも狭くなると、「座切れ」の発生率が急激に増加している。このことからランド幅LWがしきい値LW0よりも狭いことが「座切れ」の発生要因であることがわかる。欠陥解析部513は記憶部53内の品質管理プログラムにしたがって上記解析を行い、欠陥「座切れ」の発生要因を求めている。
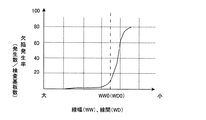
欠陥解析部513は「座切れ」のみならず他の欠陥種類についても同様の解析を行う。例えば図8には、「ラインショート」、「ラインオープン」を欠陥とする複数の欠陥発生状況に基づき線幅WWおよび線間WD毎の欠陥発生率を示している。同図から明らかなように、線幅WWおよび線間WDと欠陥発生率との関係は「座切れ」の場合と全く同様であり、線幅WWおよび線間WDがそれぞれしきい値WW0、WD0よりも狭いことが「ラインショート」、「ラインオープン」の発生要因であることがわかる。欠陥解析部513は記憶部53内の品質管理プログラムにしたがって上記解析を行い、欠陥「ラインショート」、「ラインオープン」の発生要因を求めている。
また別の例として、ランドやバッドにおける「突起」や「欠け」による欠陥について図9を参照しつつ説明する。図9は欠陥「突起」、「欠け」についての欠陥解析結果を示す図であり、同図(a)はランド径LDおよびパッド幅PWの定義を示しており、同図(b)はランド部およびパッド部における「突起」を欠陥とする複数の欠陥発生状況に基づきランド径LD、パッド幅PW毎の欠陥発生率、ならびにランド部およびパッド部における「欠け」を欠陥とする複数の欠陥発生状況に基づきランド径LD、パッド幅PW毎の欠陥発生率を示している。同図(b)から明らかなように、ランド部およびパッド部における「突起」、「欠け」による欠陥については、ランド径LDおよびパッド幅PWと、欠陥発生率との関係は「座切れ」の場合と全く同様であり、ランド径LDおよびパッド幅PWがそれぞれしきい値LD0、PW0よりも小さいことがランド部およびパッド部における「突起」および「欠け」の発生要因であることがわかる。欠陥解析部513は記憶部53内の品質管理プログラムにしたがって上記解析を行い、ランド部およびパッド部における「突起」、「欠け」の発生要因を求めている。なお、それ以外の欠陥についても基本的に同様にして行われる。
このような欠陥の発生要因は欠陥の発生を防止あるいは抑制する上で有益な情報であり、例えばCADデータ作成装置1により設計データを作成する際、あるいはCAMデータ編集装置2により製造ライン3の制御データを編集する際、欠陥の発生要因を考慮しながらデータ作成やデータ編集を行うことで欠陥の発生を効果的に防止または抑制することが可能となる。また、品質管理装置5において欠陥の発生要因を解消して欠陥のない基板を安定して製造するための情報、つまり本発明の「適正化情報」を作成することも可能となる。
そこで、本実施形態では、演算処理部51の適正化情報作成部514が欠陥の発生要因を解消して欠陥の発生を防止するための設計条件を適正化情報として作成する(ステップS109)。例えばランド幅LWがしきい値LW0よりも狭いことが「座切れ」の発生要因である場合には、適正化情報作成部514は、ランド幅LWをしきい値LW0以上に設定するという設計条件を適正化情報として作成する。また、ランド径LDおよびパッド幅PWがそれぞれしきい値LD0、PW0よりも小さいことがランド部およびパッド部における「突起」および「欠け」の発生要因である場合には、適正化情報作成部514は、ランド径LDおよびパッド幅PWをそれぞれしきい値LD0、PW0以上に設定するという設計条件を適正化情報として作成する。さらに、ランド径LDおよびパッド幅PWがそれぞれしきい値LD0、PW0よりも小さいことがランド部およびパッド部における「突起」および「欠け」の発生要因である場合には、適正化情報作成部514は、ランド径LDおよびパッド幅PWをそれぞれしきい値LD0、PW0以上に設定するという設計条件を適正化情報として作成する。上記した設計条件にしたがってランド、パッド、線などのパターンを設計することで安定的なランド、パッド、線などを製造することができ、「座切れ」、「突起」、「欠け」などの欠陥の発生を効果的に防止することができる。
こうして、欠陥発生状況、欠陥の発生要因および適正化情報が得られると、演算処理部51はこれらを目的別に通信部52を介してCADデータ作成装置1、CAMデータ編集装置2、穴開け装置31、エッチング装置33などに送信する(ステップS110)。例えば「座切れ」の位置データを含む欠陥発生状況については、穴開け装置31に送信される。また、パターンの「突起」や「欠け」の位置データを含む欠陥発生状況については、エッチング装置33に送信される。また、欠陥の発生要因については、CADデータ作成装置1やCAMデータ編集装置2に送信される。さらに、適正化情報については、CADデータ作成装置1に送信される。もちろん、各欠陥発生状況をCADデータ作成装置1やCAMデータ編集装置2に送信してもよい。
以上のように、本実施形態によれば、プリント基板の欠陥が検出されるのに応じて当該欠陥に関する欠陥情報を作成し、さらに分類した上で欠陥データベースに登録している。そして、当該欠陥データベースを利用して欠陥発生状況を特定し、さらに欠陥発生状況に基づいて欠陥の発生要因および適正化情報を作成し、それらの情報を目的別に各装置1、2、31〜33に通信部52を介して提供している。したがって、情報提供を受けた各装置1、2、31〜33が欠陥発生状況に応じて適切な対応を図ることによって、それ以降に製造されるプリント基板の品質を向上させることができる。特に、最適化情報を受けたCADデータ作成装置1では、欠陥の発生を設計データの作成段階で防止することができ、プリント基板の品質をさらに向上させることができる。
また、基板検査装置41により検出されたプリント基板の欠陥を確認する欠陥確認装置42から出力される確認情報に基づき欠陥データベース54を更新し、ブラッシュアップしているので、最新情報に基づいて欠陥発生状況を特定することができ、プリント基板の品質をさらに向上させることができる。
ところで、上記第1実施形態では、欠陥発生状況、欠陥の発生要因および適正化情報をCADデータ作成装置1やCAMデータ編集装置2に与えている。この場合、それらの情報に基づいてオペレータが回避策を検討し、その回避策をデータ作成やデータ編集に反映させてプリント基板の品質向上を図ることになる。これに対し、次に説明する第2実施形態および第3実施形態では、品質管理装置5の演算処理部51が欠陥データベース54を利用して回避策を作成し、提供する。以下、図面を参照しつつ第2実施形態および第3実施形態を順番に説明する。
図10は本発明にかかるプリント基板の品質管理装置の第2実施形態を備えるプリント基板の製造システムの動作を示すフローチャートである。また、図11は第2実施形態の動作を模式的に示す図である。この第2実施形態では、第1実施形態と同様に、基板検査装置41から出力される検出結果情報および欠陥確認装置42による確認工程により、新たに検出される欠陥に関する欠陥情報が欠陥データベース54に追加登録される(ステップS201〜S206)。
この第2実施形態では、最新の欠陥データベース54に基づいて欠陥特定部512は設計データ座標系(XX−YY座標)で各領域での欠陥発生を特定し(ステップS207)、それらを集計して欠陥発生率の分布を求める(ステップS208)。ここで、「欠陥発生率」とは検査基板数に対する欠陥の発生数のパーセントを意味しており、例えば図11(a)に示すように領域R1、R2の欠陥発生率は比較的高く、これらの領域R1、R2が欠陥の発生し易い位置、つまり本発明の「欠陥の発生箇所」に相当している。
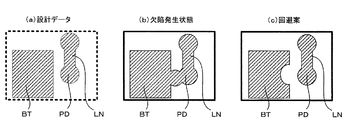
そして、演算処理部51は領域R1、R2での欠陥の発生状態を分析し、その欠陥形状などに対応した回避策を作成する(ステップS209)。ここでは、設計データ上では図11(b)に示すパターンを領域R1に形成することになっているものの、製造ライン3によって製造されたプリント基板では同図(c)に示すようにラインショートが発生している場合の回避策について説明する。この場合、演算処理部51は、例えば同図(d)に示すようにライン部分LNを電源層のベタ部BTから離れた位置に移動させるという回避策を作成する。また、同じパターン(図12(a))であっても、例えば図12(b)に示すようにパッドショートが発生している場合には、演算処理部51は、例えば同図(c)に示すようにベタ部BTの一部をパッドPDから離れるように切り欠くという回避策を作成する。もちろん、回避策は欠陥形状や欠陥位置などに応じて適宜変更する必要があり、それらを考慮して演算処理部51は回避策を作成する。
こうして回避策の作成が完了すると、演算処理部51は、例えば図11(b)〜(d)や図12に示すように、設計データ、欠陥発生状態および回避案を並べて表示部56に表示してオペレータに提供する。このように、本実施形態では、演算処理部51および表示部56がそれぞれ本発明の「回避策作成部」および「回避策提供部」として機能している。もちろん、演算処理部51により作成された回避策が通信部52を介してCADデータ作成装置1に提供されるように構成してもよく、この場合、通信部52が本発明の「回避策提供部」として機能する。
以上のように、第2実施形態によれば、CADデータ作成装置1により上記回避策を反映した設計データ(CADデータ)を作成することで欠陥の発生を未然に防止し、高品質なプリント基板を製造することができる。
図13は本発明にかかるプリント基板の品質管理装置の第3実施形態を備えるプリント基板の製造システムの動作を示すフローチャートである。また、図14は第3実施形態の動作を模式的に示す図である。この第3実施形態においても、第1実施形態と同様に、基板検査装置41から出力される検出結果情報および欠陥確認装置42による確認工程により、新たに検出される欠陥に関する欠陥情報が欠陥データベース54に追加登録される(ステップS301〜S306)。
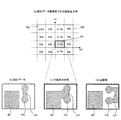
この第3実施形態では、演算処理部51の欠陥特定部512が最新の欠陥データベース54に基づいて欠陥発生状況を特定する(ステップS307)。そして、演算処理部51は欠陥影響を回避する回避策を作成する(ステップS308)。すなわち、演算処理部51は例えば図14に示すように欠陥位置DPを避けるようにパターンを配置する。なお、同図では、同一パターンPTを8面配置するようにCAMデータがCAMデータ編集装置2により編集されるケースが例示されており、同図(b)では欠陥位置DPを避けるようにパターンPTを少しずつ移動させ、同図(c)では欠陥位置DPを含むパターンPTを削除している。もちろん、回避策はパターンPTの個数や配置のみならず、欠陥形状や欠陥位置などに応じて適宜変更する必要があり、それらを考慮して演算処理部51は回避策を作成する。
こうして回避策の作成が完了すると、演算処理部51は、例えば図14に示すように、欠陥発生状態および2つの回避案を並べて表示部56に表示してオペレータに提供する。このように、本実施形態においても、演算処理部51および表示部56がそれぞれ本発明の「回避策作成部」および「回避策提供部」として機能している。もちろん、演算処理部51により作成された回避策が通信部52を介してCAMデータ編集装置2に提供されるように構成してもよく、この場合、通信部52が本発明の「回避策提供部」として機能する。
以上のように、第3実施形態によれば、CAMデータ編集装置2により上記回避策を反映したCAMデータを作成することで欠陥の発生を未然に防止し、高品質なプリント基板を製造することができる。
なお、本発明は上記実施形態に限定されるものではなく、その趣旨を逸脱しない限りにおいて上述したものに対して種々の変更を加えることが可能である。例えば、上記実施形態では、基板検査装置41から通信部52を介して検出結果情報を直接取得しているが、オペレータが検出結果情報を品質管理装置5の操作部55から入力するように構成してもよい。この場合、操作部55が本発明の「情報取得部」の一例に相当する。
また、上記実施形態では、ドリルによる「座切り」、パターンの「ショート」、「オープン」「突起」および「欠け」などを例示して説明したが、その他の欠陥についても本発明を同様に適用することができる。
また、上記実施形態では、CADデータ作成装置1、CAMデータ編集装置2、穴開け装置31、薄膜形成装置32、エッチング装置33、基板検査装置41、欠陥確認装置42がそれぞれ1台ずつネットワーク6に接続されたプリント基板の製造システムに対して本発明を適用しているが、製造システムの構成はこれに限定されるものではなく、各装置を任意に組み合わせた製造システムに対して本発明を適用することができる。
この発明は、プリント基板の欠陥検査結果を有効利用してプリント基板の品質向上を図る品質管理技術全般に対して適用することができる。
1…CADデータ作成装置
2…CAMデータ編集装置
3…製造ライン
4…欠陥検査システム
5…品質管理装置
6…ネットワーク
31…穴開け装置
32…薄膜形成装置
33…エッチング装置
41…基板検査装置
42…欠陥確認装置
51…演算処理部
52…通信部(情報取得部、発生状況提供部)
54…欠陥データベース
55…操作部(情報取得部)
56…表示部
511…データベース編集部
512…欠陥特定部
513…欠陥解析部
514…適正化情報作成部
DP…欠陥位置
2…CAMデータ編集装置
3…製造ライン
4…欠陥検査システム
5…品質管理装置
6…ネットワーク
31…穴開け装置
32…薄膜形成装置
33…エッチング装置
41…基板検査装置
42…欠陥確認装置
51…演算処理部
52…通信部(情報取得部、発生状況提供部)
54…欠陥データベース
55…操作部(情報取得部)
56…表示部
511…データベース編集部
512…欠陥特定部
513…欠陥解析部
514…適正化情報作成部
DP…欠陥位置
Claims (12)
- プリント基板の欠陥を検出する検査装置から出力される検出結果情報を受け取る情報取得部と、
前記検出結果情報に基づき前記検査装置により検出された前記プリント基板の欠陥に関する欠陥情報を作成し、前記欠陥情報を分類して欠陥データベースを登録するデータベース編集部と、
欠陥が発生した箇所に関する位置情報を含む欠陥発生状況を前記欠陥データベースに基づき特定する欠陥特定部と
を備えることを特徴とするプリント基板の品質管理装置。 - 請求項1に記載のプリント基板の品質管理装置であって、
前記欠陥特定部で特定された欠陥発生状況を提供する発生状況提供部を備えるプリント基板の品質管理装置。 - 請求項2に記載のプリント基板の品質管理装置であって、
前記発生状況提供部は前記プリント基板の設計データを作成するデータ作成装置に前記欠陥発生状況を提供するプリント基板の品質管理装置。 - 請求項2に記載のプリント基板の品質管理装置であって、
前記発生状況提供部は前記プリント基板の製造プロセスを制御するためのデータを編集するデータ編集装置に前記欠陥発生状況を提供するプリント基板の品質管理装置。 - 請求項2に記載のプリント基板の品質管理装置であって、
前記発生状況提供部は、前記製造プロセスのうち前記欠陥を発生させたプロセスを実行する製造装置に前記欠陥発生状況を提供するプリント基板の品質管理装置。 - 請求項1に記載のプリント基板の品質管理装置であって、
前記欠陥特定部で特定された欠陥発生状況に基づき欠陥の発生要因を解析する欠陥解析部を備えるプリント基板の品質管理装置。 - 請求項6に記載のプリント基板の品質管理装置であって、
前記欠陥解析部により得られる欠陥の発生要因を提供する発生要因提供部を備えるプリント基板の品質管理装置。 - 請求項6に記載のプリント基板の品質管理装置であって、
前記欠陥解析部により得られる欠陥の発生要因を解消して前記欠陥の発生を防止するための設計条件を作成する適正化情報作成部と、
前記プリント基板の設計データを作成するデータ作成装置に対し、前記適正化情報作成部により作成された設計条件を提供する適正化情報提供部を備えるプリント基板の品質管理装置。 - 請求項1に記載のプリント基板の品質管理装置であって、
前記欠陥特定部で特定された欠陥発生状況に基づき前記欠陥の発生を回避する回避策を作成する回避策作成部と、
前記回避策を提供する回避策提供部と
を備えるプリント基板の品質管理装置。 - 請求項1に記載のプリント基板の品質管理装置であって、
前記欠陥特定部で特定された欠陥発生状況に基づき前記プリント基板の表面のうち前記欠陥を除く領域にパターンを形成して前記欠陥の影響を回避する回避案を作成する回避策作成部と、
前記回避策を提供する回避策提供部と
を備えるプリント基板の品質管理装置。 - 請求項1ないし10のいずれか一項に記載のプリント基板の品質管理装置であって、
前記データベース編集部は、前記検査装置により検出された前記プリント基板の欠陥を確認する欠陥確認装置から出力される確認情報に基づき前記欠陥データベースを更新するプリント基板の品質管理装置。 - プリント基板の欠陥を検出する工程と、
検出された前記プリント基板の欠陥に関する欠陥情報を作成する工程と、
前記欠陥情報を分類して欠陥データベースに登録する工程と、
前記欠陥が発生した箇所に関する位置情報を含む欠陥発生状況を前記欠陥データベースに基づき特定する工程と、
を備えることを特徴とするプリント基板の品質管理方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013066312A JP2014190822A (ja) | 2013-03-27 | 2013-03-27 | プリント基板の品質管理装置および品質管理方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013066312A JP2014190822A (ja) | 2013-03-27 | 2013-03-27 | プリント基板の品質管理装置および品質管理方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014190822A true JP2014190822A (ja) | 2014-10-06 |
Family
ID=51837212
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013066312A Pending JP2014190822A (ja) | 2013-03-27 | 2013-03-27 | プリント基板の品質管理装置および品質管理方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014190822A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108463717A (zh) * | 2016-01-26 | 2018-08-28 | 富士胶片株式会社 | 龟裂信息检测装置、龟裂信息检测方法及龟裂信息检测程序 |
-
2013
- 2013-03-27 JP JP2013066312A patent/JP2014190822A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108463717A (zh) * | 2016-01-26 | 2018-08-28 | 富士胶片株式会社 | 龟裂信息检测装置、龟裂信息检测方法及龟裂信息检测程序 |
| US10937138B2 (en) | 2016-01-26 | 2021-03-02 | Fujifilm Corporation | Crack information detection device, method of detecting crack information, and crack information detection program |
| CN108463717B (zh) * | 2016-01-26 | 2021-05-25 | 富士胶片株式会社 | 龟裂信息检测装置、龟裂信息检测方法及存储介质 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4014379B2 (ja) | 欠陥レビュー装置及び方法 | |
| JP5865734B2 (ja) | 領域分類装置、そのプログラム、基板検査装置、および領域分類方法 | |
| JP2013236063A (ja) | Pcb検査装置の作業データ生成及び検査方法 | |
| JP5100419B2 (ja) | 検査システム | |
| US9047435B2 (en) | Multi-board design apparatus, multi-board design method, program and computer-readable recording medium | |
| JP2009283584A (ja) | 表面欠陥データ表示管理装置および表面欠陥データ表示管理方法 | |
| JP2009272497A (ja) | レシピパラメータ管理装置およびレシピパラメータ管理方法 | |
| CN101782931B (zh) | 电路板布线的约束区域处理方法及系统 | |
| JP2010107265A (ja) | データ生成装置およびデータ生成方法 | |
| CN108766958A (zh) | 一种便于芯片测试的集成电路版图结构 | |
| JP2007095953A (ja) | 半導体装置の選別方法及び半導体装置の選別装置 | |
| JP2014190822A (ja) | プリント基板の品質管理装置および品質管理方法 | |
| JP5323457B2 (ja) | 観察条件決定支援装置および観察条件決定支援方法 | |
| JP2007081318A (ja) | 検査結果出力方法、検査結果出力装置、検査結果出力用プログラム、および検査結果出力用プログラムを記録した記録媒体 | |
| CN107908873B (zh) | 一种高速线跨参考平面的检查方法及装置 | |
| CN107632495B (zh) | 一种掩膜板微尘影响评估方法和系统 | |
| JP2010230463A (ja) | 半田印刷工程管理方法および装置 | |
| JP2010147322A (ja) | 部品実装機の三次元搭載データ作成方法 | |
| JP2006351667A (ja) | 情報管理システム | |
| JP2007048957A (ja) | プリント基板の品質検査方法、プリント基板検査用マスタ基板の選定方法、及びそれらのいずれかを用いたプリント基板の製造方法、並びに、プリント基板の品質検査システム、プリント基板検査用マスタ基板の選定システム、及びそれらのいずれかを備えたプリント基板の製造システム。 | |
| CN117151021B (zh) | 基于覆铜形状拓扑结构诊断集成电路版图设计缺陷的方法 | |
| JP2010033405A (ja) | 配線パターン生成装置、配線パターン生成プログラム、半導体装置の製造方法、露光用マスク、および、画像表示装置 | |
| JP4539345B2 (ja) | 電気配線板設計装置 | |
| JP2001067390A (ja) | プリント基板設計装置 | |
| JP2017181613A (ja) | 配線基板の製造方法、データ補正装置、配線パターン形成システム及びデータ補正方法 |