JP2014162145A - 断熱金型、及び成形品の製造方法 - Google Patents
断熱金型、及び成形品の製造方法 Download PDFInfo
- Publication number
- JP2014162145A JP2014162145A JP2013036121A JP2013036121A JP2014162145A JP 2014162145 A JP2014162145 A JP 2014162145A JP 2013036121 A JP2013036121 A JP 2013036121A JP 2013036121 A JP2013036121 A JP 2013036121A JP 2014162145 A JP2014162145 A JP 2014162145A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- heat insulation
- gas vent
- molded article
- heat insulating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/34—Moulds having venting means
- B29C45/345—Moulds having venting means using a porous mould wall or a part thereof, e.g. made of sintered metal
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
【課題】ガスベントで生じるバリの長さを従来のレベルに抑制しつつガスベントの厚みを大きくすることにより、キャビティからのガス抜き効果を向上でき、かつ、表面の金型転写性や、結晶性熱可塑性樹脂の場合は、表面の結晶化度が充分な成形品を成形できる断熱金型、及び上記断熱金型を用いた成形品の製造方法を提供する。
【解決手段】熱可塑性樹脂を含む樹脂組成物からなる成形品を成形するための断熱金型は、ガスベントが設けられた断熱金型本体と、金型内表面に形成された断熱層と、を備える。上記断熱金型と、非断熱金型とを用いて、上記成形品の表面の金型転写性又は上記成形品の表面における結晶化度が所望の範囲になるような条件で上記成形品の成形を行った場合に、ガスベントで生じるバリの長さの比が上記断熱金型と上記非断熱金型との間で0.9〜1.1を満たす範囲において、上記断熱金型のガスベントの厚みは、上記非断熱金型のものよりも大きい。
【選択図】図2
【解決手段】熱可塑性樹脂を含む樹脂組成物からなる成形品を成形するための断熱金型は、ガスベントが設けられた断熱金型本体と、金型内表面に形成された断熱層と、を備える。上記断熱金型と、非断熱金型とを用いて、上記成形品の表面の金型転写性又は上記成形品の表面における結晶化度が所望の範囲になるような条件で上記成形品の成形を行った場合に、ガスベントで生じるバリの長さの比が上記断熱金型と上記非断熱金型との間で0.9〜1.1を満たす範囲において、上記断熱金型のガスベントの厚みは、上記非断熱金型のものよりも大きい。
【選択図】図2
Description
本発明は、断熱金型、及び成形品の製造方法に関する。
熱可塑性樹脂は、成形性に優れ、機械的強度等の物性が比較的高いことから、家電製品の内部部品及びハウジング、自動車の外装及び内装部品等の広い分野で用いられている。
上記の通り、熱可塑性樹脂は、成形性や物性面で優れるものの、成形時に発生するガスによる外観不良や、結晶性熱可塑性樹脂であれば、結晶化が充分に進まず所定の物性が発揮されないことや後収縮による外観不良等が発生することがある。なお、後収縮とは、使用環境下で成形品にかかる熱によって、成形品に含まれる結晶性熱可塑性樹脂の結晶化が進み、この結晶化により、成形品の寸法が変化することをいう。
熱可塑性樹脂を原料とする成形品を、安定した外観・物性等の高い品質で、安定して連続成形するためには、金型キャビティ内の空気、及び金型キャビティ内の樹脂から発生するガスをキャビティ内から排出することにより、又は、金型温度を高くし金型への転写性を向上させることにより外観を向上させる必要があり、また、結晶性熱可塑性樹脂であれば結晶化を促進する必要がある。
ここで、キャビティ内からの空気やガスの排出について詳述する。射出成形時においては、金型が完全に閉じて、溶融樹脂がキャビティ内に射出されると、キャビティ中に存在していた空気が圧縮されることとなる。このような空気、及び、溶融樹脂から発生した揮発分やガス成分をキャビティから完全に追い出さないと、樹脂の完全充填ができず、ショートショット(充填不良)を生じたり、圧縮されて高温となった空気やガスにより、成形品に焼け、焦げ、光沢不良、ウエルド強度低下等の問題が起こったりする可能性がある。また、圧縮されて高温となった空気やガスは、金型にも損傷を与え、金型のメンテナンス回数増加につながる。このような不具合を防ぐために、金型にはガスベントが設けられる。
金型キャビティ内の空気及び樹脂から発生するガスをキャビティ内から排出するためには、上述したガスベントの厚みを厚くして排気効率を向上させることが必要である。また、結晶化促進のためには、例えば、100℃を超える高い金型温度で、成形を行う必要がある。
しかし、金型温度が高く、ガスベントの厚みが厚いとガスベントに大量のバリが発生するため問題となる。低い金型温度(例えば100℃以下)で成形を行う場合は、バリ発生の問題を解消できるだけでなく、更に、オイルによる温調を使わず、水による温調が可能となり煩雑さが解消される。このため、金型温度の条件を100℃以下にすることが好ましい。
一方で、低い金型温度の条件で成形を行うと、以下のような問題が起きる。即ち、金型への転写性が劣り、成形品表面の外観が悪化する問題が起きる。また、結晶性熱可塑性樹脂の場合は、結晶化が充分に進まないため、表面硬度が上がらず金型からの突き出しが困難になる問題や、後収縮が大きくなるため、成形後に使用されている環境温度により表面荒れや寸法変化・反り等の問題が起きる。
例えば、結晶性熱可塑性樹脂であるポリフェニレンサルファイド樹脂では、結晶化速度を向上させて、上記の問題を解消するために、各種結晶化促進剤・可塑剤を配合する方法が知られている(例えば特許文献1参照)。
以上、述べた通り、一般的に、金型のガスベントを拡大化すること(例えば、厚みを大きくすること等)により、キャビティ内のガス抜き効果が向上する。一方で、ガスベントの厚みを大きくすれば、その分、当然、バリは発生しやすくなり、バリの長さは長くなる。
本発明は、以上の課題を解決するためになされたものであり、その目的は、ガスベントで生じるバリの長さを従来のレベルに抑制しつつガスベントの厚みを大きくすることにより、キャビティからのガス抜き効果を向上させることができ、かつ、表面の金型転写性や、結晶性熱可塑性樹脂の場合は、表面の結晶化度が充分な成形品を成形することができる断熱金型、及び上記断熱金型を用いた成形品の製造方法を提供することにある。
本発明者らは、上記課題を解決するために鋭意研究を重ねた。その結果、ガスベントが設けられた断熱金型本体と、金型内表面に形成された断熱層と、を備える断熱金型により、上記課題を解決できることを見出し、本発明を完成するに至った。より具体的には本発明は以下のものを提供する。
(1) 熱可塑性樹脂を含む樹脂組成物からなる成形品を成形するための断熱金型であって、上記断熱金型は、ガスベントが設けられた断熱金型本体と、金型内表面に形成された断熱層と、を備え、上記断熱金型と、断熱層を備えず、かつ、ガスベントの厚みが異なる以外は上記断熱金型と同一の非断熱金型とを用いて、上記成形品の成形を行い、上記成形は、成形された成形品の表面の金型転写性又は成形された成形品の表面における結晶化度が所望の範囲になるような条件で行ったものである場合に、上記断熱金型のガスベントで生じるバリの長さと、上記非断熱金型のガスベントで生じるバリの長さとの比が0.9〜1.1を満たす範囲において、上記断熱金型のガスベントの厚みが上記非断熱金型のガスベントの厚みよりも大きい断熱金型。
(2) 上記断熱金型のガスベントの厚みが上記非断熱金型のガスベントの厚みの1倍超3倍以下である(1)に記載の断熱金型。
(3) 上記熱可塑性樹脂がポリアリーレンサルファイド系樹脂である(1)又は(2)に記載の断熱金型。
(4) (1)から(3)のいずれかに記載の断熱金型を用いて熱可塑性樹脂を成形する工程を含む、熱可塑性樹脂を含む樹脂組成物からなる成形品の製造方法。
(5) 上記断熱金型の金型温度が100℃以下である(4)に記載の製造方法。
本発明によれば、ガスベントで生じるバリの長さを従来のレベルに抑制しつつガスベントの厚みを大きくすることにより、キャビティからのガス抜き効果を向上させることができ、かつ、表面の金型転写性や、結晶性熱可塑性樹脂の場合は、表面の結晶化度が充分な成形品を成形することができる断熱金型、及び上記断熱金型を用いた成形品の製造方法を提供することができる。
以下、本発明の実施形態について更に詳細に説明するが、本発明は以下の実施形態に限定されない。
本発明の断熱金型は、熱可塑性樹脂を含む樹脂組成物からなる成形品を成形するためのものであり、ガスベントが設けられた断熱金型本体と、金型内表面に形成された断熱層と、を備える。上記断熱金型と、断熱層を備えず、かつ、ガスベントの厚みが異なる以外は上記断熱金型と同一の非断熱金型とを用いて、上記成形品の成形を行い、上記成形は、成形された成形品の表面の金型転写性又は成形された成形品の表面における結晶化度が所望の範囲になるような条件で行ったものである場合に、上記断熱金型のガスベントで生じるバリの長さと、上記非断熱金型のガスベントで生じるバリの長さとの比が0.9〜1.1を満たす範囲において、上記断熱金型のガスベントの厚みは、上記非断熱金型のガスベントの厚みよりも大きい。上記断熱金型のガスベントの厚みは、上記非断熱金型のガスベントの厚みの1倍超3倍以下であることが好ましい。
なお、「金型内表面」とは、キャビティの壁面のことを指す。図1(b)において、断熱層は、キャビティの壁面全体に形成されているが、本発明の効果が得られるのであれば、壁面の一部に形成してもよい。本発明の射出成形品の製造方法においては、少なくとも、得られる成形品において高転写性や高結晶化度が要求される部分と接する金型内表面部分の全てに上記断熱層を形成することが必要であり、金型内表面全てに断熱層を形成することが好ましい。
また、キャビティとは、金型内部における樹脂が充填される空間全体を指す。
また、キャビティとは、金型内部における樹脂が充填される空間全体を指す。
本発明の断熱金型は、金型内表面に形成された断熱層が設けられているため、成形される成形品の表面の金型転写性又は成形される成形品の表面における結晶化度を下げずに、金型温度を低く設定することができる。一般に、金型温度を低く設定することにより、バリの長さを短くすることができる。よって、断熱金型を用いた場合に、ガスベントの厚みが、断熱層を設けていない従来の金型(非断熱金型)と同じであれば、バリの長さは、非断熱金型を用いた場合に比べ、短くなる。非断熱金型は、金型転写性や結晶化度を保つためには、より高い金型温度で使用されるからである。ここで、バリの長さとしては、従来のものでも許容される場合には、従来のバリの長さになるまで、断熱金型におけるガスベントの厚みを大きくすることができる。その結果、キャビティからのガス抜き効果が向上する。
以下、本発明の金型の製造方法について更に詳細に説明する。
以下、本発明の金型の製造方法について更に詳細に説明する。
<樹脂材料等の決定>
先ず、成形する樹脂材料を選択する必要がある。樹脂材料は熱可塑性樹脂であれば特に限定されず、結晶性熱可塑性樹脂であっても非晶性熱可塑性樹脂であってもよく、従来公知のものを選択することができる。
熱可塑性樹脂の中でも、結晶性熱可塑性樹脂であるポリアリーレンサルファイド樹脂(特にポリフェニレンサルファイド樹脂)は、バリの問題、成形品表面の結晶化度が低い問題が特に大きい。つまり、100℃以下の金型温度に設定して、成形品表面の結晶化度が充分に高まるように、ポリアリーレンサルファイド樹脂を成形することは困難である。しかし、本発明の方法で得られる金型を用いれば、樹脂材料としてポリアリーレンサルファイド樹脂を使用しても、100℃以下の金型温度に設定して、成形品表面の結晶化度を充分に高めることができる。ここで、ポリアリーレンサルファイド樹脂としては、例えば、特開2009−178967号公報に記載のポリアリーレンサルファイド樹脂及びポリアリーレンサルファイド樹脂の変性物が挙げられる。
また、ポリアリーレンサルファイド樹脂以外では、ポリエーテルエーテルケトン樹脂、ポリエーテルケトン樹脂、ポリフェニレンエーテル樹脂、芳香族ポリアミド樹脂等も、結晶化が遅く、成形品表面の結晶化度が高まりにくいが、本発明に係る断熱金型を用いれば、成形品表面の結晶化度を充分に高めるとともに、ガスベントで生じるバリの長さを従来のレベルに抑制しつつガスベントの厚みを大きくすることにより、キャビティからのガス抜き効果を向上させて成形を行うことができる。
先ず、成形する樹脂材料を選択する必要がある。樹脂材料は熱可塑性樹脂であれば特に限定されず、結晶性熱可塑性樹脂であっても非晶性熱可塑性樹脂であってもよく、従来公知のものを選択することができる。
熱可塑性樹脂の中でも、結晶性熱可塑性樹脂であるポリアリーレンサルファイド樹脂(特にポリフェニレンサルファイド樹脂)は、バリの問題、成形品表面の結晶化度が低い問題が特に大きい。つまり、100℃以下の金型温度に設定して、成形品表面の結晶化度が充分に高まるように、ポリアリーレンサルファイド樹脂を成形することは困難である。しかし、本発明の方法で得られる金型を用いれば、樹脂材料としてポリアリーレンサルファイド樹脂を使用しても、100℃以下の金型温度に設定して、成形品表面の結晶化度を充分に高めることができる。ここで、ポリアリーレンサルファイド樹脂としては、例えば、特開2009−178967号公報に記載のポリアリーレンサルファイド樹脂及びポリアリーレンサルファイド樹脂の変性物が挙げられる。
また、ポリアリーレンサルファイド樹脂以外では、ポリエーテルエーテルケトン樹脂、ポリエーテルケトン樹脂、ポリフェニレンエーテル樹脂、芳香族ポリアミド樹脂等も、結晶化が遅く、成形品表面の結晶化度が高まりにくいが、本発明に係る断熱金型を用いれば、成形品表面の結晶化度を充分に高めるとともに、ガスベントで生じるバリの長さを従来のレベルに抑制しつつガスベントの厚みを大きくすることにより、キャビティからのガス抜き効果を向上させて成形を行うことができる。
結晶性熱可塑性樹脂を含む樹脂組成物中の、結晶性熱可塑性樹脂の含有量が多いほど、バリの問題、成形品表面の結晶化度が低い問題が大きいが、本発明は、このような場合であっても、成形品表面の結晶化度を充分に高めるとともに、ガスベントで生じるバリの長さを従来のレベルに抑制しつつガスベントの厚みを大きくすることにより、キャビティからのガス抜き効果を向上させて成形を行うことができる。例えば、結晶化速度の遅い結晶性熱可塑性樹脂からなる樹脂組成物を用いても、成形品表面の結晶化度を充分に高めるとともに、ガスベントで生じるバリの長さを従来のレベルに抑制しつつガスベントの厚みを大きくすることにより、キャビティからのガス抜き効果を向上させて成形を行うことができる。
なお、結晶性熱可塑性樹脂に、その他の樹脂、酸化防止剤、無機充填剤、安定剤等の従来公知の添加剤を配合した結晶性熱可塑性樹脂を含む樹脂組成物を原料に用いてもよい。
なお、結晶性熱可塑性樹脂に、その他の樹脂、酸化防止剤、無機充填剤、安定剤等の従来公知の添加剤を配合した結晶性熱可塑性樹脂を含む樹脂組成物を原料に用いてもよい。
樹脂材料が決定した後、成形品表面の所望の金型転写性又は成形品表面の所望の結晶化度を決定する。特に、結晶性熱可塑性樹脂を用いる場合は、成形品表面の所望の結晶化度を決定する。所望の金型転写性及び結晶化度は、例えば成形品の用途等に応じて任意に決定することができる。金型転写性は、例えば、得られた成形品表面の目視観察等により評価することができる。また、結晶化度は、公知の方法により測定することができる。
<断熱層>
断熱層は、断熱層の厚みは特に限定されず、断熱層を構成する材料の断熱効果等を考慮して適宜決定されるが、60μm以上であることが好ましい。また、断熱層の厚みは一定でなくてもよい。断熱層に求められる熱伝導率は、用途等によっても異なるが、2W/m・K以下であることが特に好ましい。これらの条件を満たす断熱層であれば、金型転写性が向上する温度、又は結晶性熱可塑性樹脂の場合は、結晶化速度が速くなる温度で、樹脂が金型内で保持される時間が長くなり、充分な金型転写性、又は結晶性熱可塑性樹脂の場合は、充分な結晶化度が得られる。
断熱層は、断熱層の厚みは特に限定されず、断熱層を構成する材料の断熱効果等を考慮して適宜決定されるが、60μm以上であることが好ましい。また、断熱層の厚みは一定でなくてもよい。断熱層に求められる熱伝導率は、用途等によっても異なるが、2W/m・K以下であることが特に好ましい。これらの条件を満たす断熱層であれば、金型転写性が向上する温度、又は結晶性熱可塑性樹脂の場合は、結晶化速度が速くなる温度で、樹脂が金型内で保持される時間が長くなり、充分な金型転写性、又は結晶性熱可塑性樹脂の場合は、充分な結晶化度が得られる。
断熱層を構成する材料は、特に限定されないが、熱伝導率が低く、高温の樹脂組成物が接しても不具合を生じない程度の耐熱性を有するものであればよい。熱伝導率が2W/m・K以下になり、かつ成形の際の高温に耐えることができる程度の耐熱性を備えた材料としては、エポキシ、ポリイミド、ポリベンゾイミダゾール、及びポリエーテルエーテルケトン等の耐熱性が高く熱伝導率が低い樹脂や、多孔質ジルコニア等の多孔質セラミックが挙げられる。
金型の金属部分の内表面に断熱層を形成する方法は、特に限定されない。例えば、以下の方法で断熱層を金型の内表面に形成することが好ましい。
高分子断熱層を形成しうるポリイミド前駆体等のポリマー前駆体の溶液を、金型の金属部分の内表面に塗布し、加熱して溶媒を蒸発させ、更に加熱してポリマー化することによりポリイミド膜等の断熱層を形成する方法、耐熱性高分子のモノマー、例えばピロメリット酸無水物と4,4−ジアミノジフェニルエーテルを蒸着重合させる方法、キャビティ表面に相当する部分が断熱板からなる駒型を作成し駒型を主型金型に装着する方法が挙げられる。又は、平面形状の金型に関しては、高分子断熱フィルムを用い適切な接着方法又は粘着テープ状の高分子断熱フィルムを用いて金型の所望部分に貼付し断熱層を形成する方法が挙げられる。また、断熱層の形成は、断熱層を形成する樹脂を金型に電着させる方法でもよい。なお、断熱層、断熱板表面に傷つき防止等耐久性を付与する目的で金属層を形成させることができる。
また、断熱層としては、セラミック材料を用いることもできる。セラミックとしては、内部に気泡を含んだ多孔質ジルコニア、二酸化ケイ素の使用が好ましい。その中でも、多孔質ジルコニアから構成される断熱層は、主としてジルコニアから構成されるため、射出成形時に断熱層にかかる圧力に対する耐久性が高い。したがって、上記圧力が原因として発生する断熱層の不具合が生じにくくなる。このため、射出成形の途中で成形を中断する回数が減り、射出成形品の生産性が高まる。
ジルコニアとしては、特に限定されず、安定化ジルコニア、部分安定化ジルコニア、未安定化ジルコニアのいずれでもよい。安定化ジルコニアとは、立方晶ジルコニアが室温でも安定化されているものであり、強度及び靱性等の機械的特性や耐磨耗性に優れている。また、部分安定化ジルコニアとは、正方晶ジルコニアが室温でも一部残存した状態を指し、外部応力を受けると正方晶から単斜晶へのマルテンサイト変態が生じ、特に引張応力の作用によって進展する亀裂の成長を抑制し、高い破壊靭性を持つ。また、未安定化ジルコニアとは安定化剤で安定化されていないジルコニアを指す。なお、安定化ジルコニア、部分安定化ジルコニア、及び未安定化ジルコニアから選択される少なくとも2種以上を組み合わせて使用してもよい。
安定化ジルコニア、部分安定化ジルコニアに含まれる安定化剤としては、従来公知の一般的なものを採用することができる。例えば、イットリア、セリア、マグネシア等が挙げられる。安定化剤の使用量も特に限定されず、その使用量は、用途、使用材料等に応じて適宜設定できる。
なお、多孔質ジルコニア以外の多孔質セラミックも使用することができるが、多孔質ジルコニアはその他の多孔質セラミックと比較して耐久性が高い。このため、多孔質ジルコニアから構成される断熱層を形成した金型を用いれば、断熱層の変形等の不具合が生じ難いため、連続して成形できる成形体の数が多く、成形体の生産性が非常に高まる。
また、本発明の効果を害さない範囲で、上記のジルコニア、安定化剤以外に従来公知の添加剤等を更に含んでもよい。
上記の原料を用いて断熱層を形成する方法は特に限定されないが、溶射法を採用することが好ましい。溶射法を採用することで、多孔質ジルコニアの熱伝導率は所望の範囲に調整しやすくなる。また、多孔質ジルコニアの内部に気泡が形成され過ぎることにより断熱層の機械的強度が大幅に低下する等の問題も生じない。このように溶射により断熱層を形成することで、断熱層の構造は本発明の用途に適したものになる。
溶射による断熱層の形成は、例えば以下のようにして行うことができる。先ず、断熱層の原料を溶融させて液体とする。この液体を加速させキャビティの内表面に衝突させる。最後に、キャビティの内表面に衝突し付着した原料を固化させる。このようにすることで、非常に薄い断熱層が金型の内表面に形成される。この非常に薄い断熱層上に更に溶融した原料を衝突させ固化させることで、断熱層の厚みを調整することができる。なお、原料を固化させる方法は、従来公知の冷却手段を用いてもよいし、単に放置することで固化させてもよい。なお、溶射方法は特に限定されず、アーク溶射、プラズマ溶射、フレーム溶射等の従来公知の方法から好ましい方法を適宜選択することができる。
上記の多層構造を有する断熱層は、断熱層の製造条件を調整することで製造することができる。例えば、溶射法により断熱層を形成する場合には、溶融させた原料を金型内表面に付着させる条件等を調整することで製造できる。
以下に、実施例に基づいて本発明をより詳細に説明するが、本発明はこれらの実施例によって限定されるものではない。
実施例では、以下の材料を使用した。
結晶性熱可塑性樹脂:ポリフェニレンサルファイド樹脂(PPS樹脂)(ポリプラスチックス(株)製、「ジュラファイド(登録商標)1140A64」)
断熱層:主としてジルコニアから構成される原料を、溶射法にて金型の金属面に溶射し、断熱層を形成した。なお、形成された断熱層の厚みは0.5mmである。
結晶性熱可塑性樹脂:ポリフェニレンサルファイド樹脂(PPS樹脂)(ポリプラスチックス(株)製、「ジュラファイド(登録商標)1140A64」)
断熱層:主としてジルコニアから構成される原料を、溶射法にて金型の金属面に溶射し、断熱層を形成した。なお、形成された断熱層の厚みは0.5mmである。
断熱金型としては、図1(c)に示すものを用いた。図1(a)において、移動側金型は、幅50mm×長さ50mm×厚さ1mmの寸法のキャビティを有する。図1(a)の樹脂溜りは、幅5mm、長さ5mmの開口部を有する凹部である。図1(b)におけるガスベントの厚みを5〜30μmの範囲で5μmずつ変化させた。
非断熱金型としては、図1に示す断熱金型から断熱層を除いたものを用いた。
非断熱金型としては、図1に示す断熱金型から断熱層を除いたものを用いた。
以下の成形条件で、結晶性熱可塑性樹脂をランナー及びゲート経由でキャビティ内に射出成形し、ガスベントで生じたバリの長さを測定した。なお、下記の成形条件の通りに金型温度を設定することで、断熱金型及び非断熱金型のいずれを用いた場合でも、成形された成形品の表面における結晶化度は所望の範囲(具体的には、30〜35%)となった。結晶化度は、理学電機(株)製 X線回折装置 RINT2500HLを用いて測定した、反射による結晶化度である。結果を表1及び図2に示す。
[成形条件]
成形機:住友重機械工業(株)製SE100D又は(株)ソディック製TR100EH
シリンダー温度:320℃
金型温度:100℃(断熱金型の場合)又は150℃(非断熱金型の場合)
射出速度:50mm/s
スクリュ回転数:100rpm
充填圧力:最小充填圧力(図1(a)の樹脂溜りを完全に充填することのできる最小の圧力)
成形機:住友重機械工業(株)製SE100D又は(株)ソディック製TR100EH
シリンダー温度:320℃
金型温度:100℃(断熱金型の場合)又は150℃(非断熱金型の場合)
射出速度:50mm/s
スクリュ回転数:100rpm
充填圧力:最小充填圧力(図1(a)の樹脂溜りを完全に充填することのできる最小の圧力)
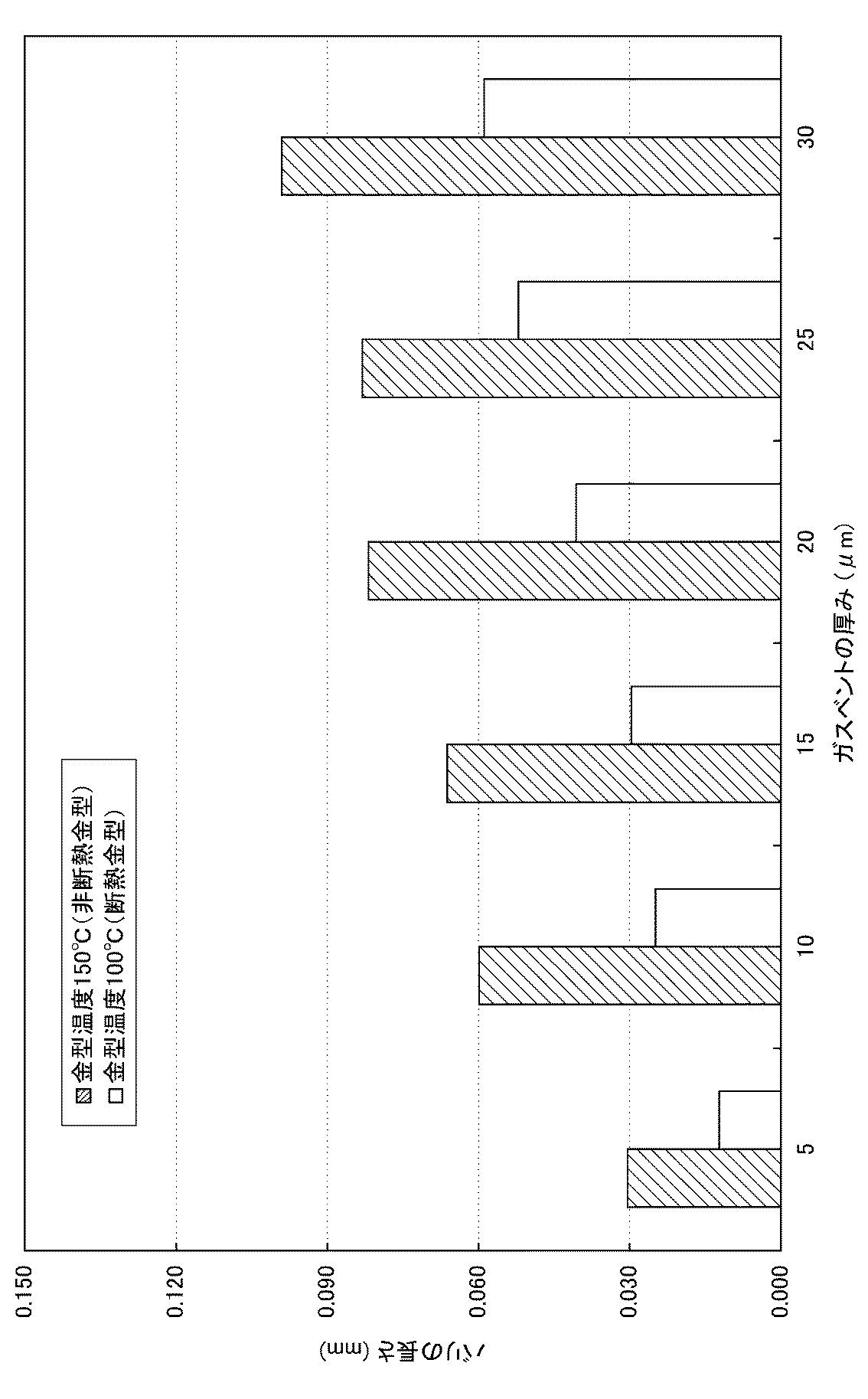
表1及び図2から分かる通り、例えば、ガスベントの厚さ5μmの非断熱金型を金型温度150℃で用いた場合のバリの長さと同程度のバリの長さは、ガスベントの厚さ15μmの断熱金型を金型温度100℃で用いた場合に得られた。また、ガスベントの厚さ10μmの非断熱金型を金型温度150℃で用いた場合のバリの長さと同程度のバリの長さは、ガスベントの厚さ30μmの断熱金型を金型温度100℃で用いた場合に得られた。これらのことから、本発明の断熱金型を用いることにより、ガスベントで生じたバリの長さを、従来の非断熱金型を用いた場合のレベルに抑制しつつ、ガスベントの厚みを従来のレベルの3倍程度まで拡大することが可能であることが確認された。
Claims (5)
- 熱可塑性樹脂を含む樹脂組成物からなる成形品を成形するための断熱金型であって、
前記断熱金型は、ガスベントが設けられた断熱金型本体と、金型内表面に形成された断熱層と、を備え、
前記断熱金型と、断熱層を備えず、かつ、ガスベントの厚みが異なる以外は前記断熱金型と同一の非断熱金型とを用いて、前記成形品の成形を行い、前記成形は、成形された成形品の表面の金型転写性又は成形された成形品の表面における結晶化度が所望の範囲になるような条件で行ったものである場合に、前記断熱金型のガスベントで生じるバリの長さと、前記非断熱金型のガスベントで生じるバリの長さとの比が0.9〜1.1を満たす範囲において、前記断熱金型のガスベントの厚みが前記非断熱金型のガスベントの厚みよりも大きい断熱金型。 - 前記断熱金型のガスベントの厚みが前記非断熱金型のガスベントの厚みの1倍超3倍以下である請求項1に記載の断熱金型。
- 前記熱可塑性樹脂がポリアリーレンサルファイド系樹脂である請求項1又は2に記載の断熱金型。
- 請求項1から3のいずれかに記載の断熱金型を用いて熱可塑性樹脂を成形する工程を含む、熱可塑性樹脂を含む樹脂組成物からなる成形品の製造方法。
- 前記断熱金型の金型温度が100℃以下である請求項4に記載の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013036121A JP2014162145A (ja) | 2013-02-26 | 2013-02-26 | 断熱金型、及び成形品の製造方法 |
| PCT/JP2014/051011 WO2014132702A1 (ja) | 2013-02-26 | 2014-01-20 | 断熱金型、及び成形品の製造方法 |
| TW103102589A TW201501898A (zh) | 2013-02-26 | 2014-01-24 | 隔熱模具以及成形品之製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013036121A JP2014162145A (ja) | 2013-02-26 | 2013-02-26 | 断熱金型、及び成形品の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014162145A true JP2014162145A (ja) | 2014-09-08 |
Family
ID=51427976
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013036121A Pending JP2014162145A (ja) | 2013-02-26 | 2013-02-26 | 断熱金型、及び成形品の製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP2014162145A (ja) |
| TW (1) | TW201501898A (ja) |
| WO (1) | WO2014132702A1 (ja) |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05116190A (ja) * | 1991-10-30 | 1993-05-14 | Asahi Chem Ind Co Ltd | 新規な合成樹脂射出成形法 |
| JP2003094495A (ja) * | 2001-09-20 | 2003-04-03 | Asahi Kasei Corp | 熱可塑性樹脂製精密成形品の製造方法 |
| WO2007015390A1 (ja) * | 2005-08-04 | 2007-02-08 | Tanazawa Hakkosha Co., Ltd. | 樹脂成形用型およびそれを用いて成形した樹脂成形品 |
| JP5812631B2 (ja) * | 2011-03-08 | 2015-11-17 | ポリプラスチックス株式会社 | 射出成形品の製造方法 |
-
2013
- 2013-02-26 JP JP2013036121A patent/JP2014162145A/ja active Pending
-
2014
- 2014-01-20 WO PCT/JP2014/051011 patent/WO2014132702A1/ja active Application Filing
- 2014-01-24 TW TW103102589A patent/TW201501898A/zh unknown
Also Published As
| Publication number | Publication date |
|---|---|
| TW201501898A (zh) | 2015-01-16 |
| WO2014132702A1 (ja) | 2014-09-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101648184B1 (ko) | 사출 성형품의 제조방법 및 사출 성형품 | |
| CN103038037B (zh) | 模具的制造方法 | |
| WO2011030707A1 (ja) | 射出成形品の製造方法 | |
| JP2012187727A (ja) | 射出成形品の製造方法 | |
| WO2014132702A1 (ja) | 断熱金型、及び成形品の製造方法 | |
| KR101478197B1 (ko) | 금형 | |
| US20140217638A1 (en) | Mold and method for manufacturing mold | |
| JP2012187729A (ja) | 射出成形品の製造方法 | |
| TW201307025A (zh) | 射出成形品之製造方法 | |
| WO2013054592A1 (ja) | 金型、及び樹脂成形体の製造方法 | |
| TW201417979A (zh) | 成形方法及模具 |