JP2014138987A - 印刷用凹版の及び印刷用凹版の製造方法 - Google Patents
印刷用凹版の及び印刷用凹版の製造方法 Download PDFInfo
- Publication number
- JP2014138987A JP2014138987A JP2013008556A JP2013008556A JP2014138987A JP 2014138987 A JP2014138987 A JP 2014138987A JP 2013008556 A JP2013008556 A JP 2013008556A JP 2013008556 A JP2013008556 A JP 2013008556A JP 2014138987 A JP2014138987 A JP 2014138987A
- Authority
- JP
- Japan
- Prior art keywords
- printing
- intermediate layer
- intaglio
- layer
- wettability
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Printing Plates And Materials Therefor (AREA)
- Manufacture Or Reproduction Of Printing Formes (AREA)
Abstract
【課題】高い品質の印刷体を低コストで得ることができる印刷用凹版及びその製造方法を提供する。
【解決手段】FRP樹脂を円筒形状に形成した基材10の表面に、インキ7に対し濡れ性を有するとともに、弾性を有する樹脂材によって均一の厚さの中間層20を形成する。また、インキ7に対して中間層20よりも低い濡れ性を有するフッ素被膜などを表面層30として中間層20の表面に均一の厚さにコーティングする。そして、レーザ加工機により、基材10の表面から所定の厚さの中間層20を残した状態で、表面層30及び中間層20を所定の印刷パターンで除去することにより凹溝部40を形成する。
【選択図】図2
【解決手段】FRP樹脂を円筒形状に形成した基材10の表面に、インキ7に対し濡れ性を有するとともに、弾性を有する樹脂材によって均一の厚さの中間層20を形成する。また、インキ7に対して中間層20よりも低い濡れ性を有するフッ素被膜などを表面層30として中間層20の表面に均一の厚さにコーティングする。そして、レーザ加工機により、基材10の表面から所定の厚さの中間層20を残した状態で、表面層30及び中間層20を所定の印刷パターンで除去することにより凹溝部40を形成する。
【選択図】図2
Description
本発明は、種々の被印刷体に印刷を行うための印刷用凹版及びその製造方法に関する。
従来、凹版印刷では、画線部である、凹版の凹溝にインキや導電性ペーストなどの機能性材料を詰めるとともに、凹溝以外の非画線部面に残った機能性材料をドクターブレード(掻き取り装置)で掻き取った後に、凹溝中の機能性材料を紙、フィルムなどの被印刷体へ転写することによって、被印刷体へ印刷を行う。
凹版印刷では、画線部が凹溝で構成されているため、印刷時の凹版自体の摩耗が少なく、画像の変化も少ないことから大量の印刷を行うことができる。また、機能性材料の量の差によって、写真の階調を表現できるため、重厚で美しい印刷体を実現することができる(例えば、非特許文献1参照)。
伊東亮次編著「印刷技術一般」産業図書、1960年9月15日、P.96〜105
ところが、上記従来の凹版印刷においては、ドクターブレードによる非画線部面からの機能性材料の掻き取りが十分に行われず、非画線部の表面に機能性材料が残ってしまい、本来印刷されてはならない部分に機能性材料が転写されてしまう、いわゆるガブリ不良が発生し、これにより、印刷体の生産性の低下や凹版等の消耗品にかかるコストの増大という問題が生じる。
このような問題は、機能性材料の乾燥が遅く、ドクターブレードと凹版との滑走性が悪い機能性材料を用いた凹版印刷で顕著である。すなわち、機能性材料の乾燥が遅いため、非画線部面に残った機能性材料が乾燥することなく被印刷体に転写されて画像として顕在化してしまう。
また、滑走性が低いことにより、非画線部の表面の機能性材料を十分に掻き取ることができないだけでなく、非画線部の表面でドクターブレードが跳ねてしまうことがあり、その場合、機能性材料を均一に掻き取ることができず、さらに、ドクターブレードが摩耗しやすくなるため生産コストがさらに上昇することになるという問題もある。
本発明は、こうした問題に鑑みなされたもので、高い品質の印刷体を低コストで得ることができる印刷用凹版及びその製造方法を提供することを目的とする。
この欄においては、発明に対する理解を容易にするため、必要に応じて「発明を実施するための形態」欄において用いた符号を付すが、この符号によって請求の範囲を限定することを意味するものではない。
上記「発明が解決しようとする課題」において述べた問題を解決するためになされた発明は、基材(10)、中間層(20)、表面層(30)及び凹溝部(40)を備えた印刷用凹版(1)である。
基材(10)は、印刷用凹版(1)のベースとなる部分であり、中間層(20)は、機能性材料(7)に対し濡れ性を有するとともに弾性を有する樹脂材によって、基材(10)の表面に形成された層であり、表面層(30)は、機能性材料(7)に対し中間層(20)よりも低い濡れ性を有し、中間層(20)の表面にコーティングされた層である。
また、凹溝部(40)は、基材(10)の表面から所定の厚さの中間層(20)を残した状態で、表面層(30)及び中間層(20)を所定の印刷パターンで除去することにより形成された凹状の溝である。
このような印刷用凹版(1)によれば、高い品質の印刷体(5)を低コストで得ることができる。すなわち、基材(10)の表面に弾性を有する樹脂製の中間層(20)が形成されており、その中間層(20)の表面に表面層(30)がコーティングされている。
したがって、印刷時(転写時)に印刷用凹版(1)の表面が(特に、中間層(20)が鉄やアルミなどの金属で形成されている場合に比べ)印刷面に密着するとともに、ドクターブレード(50)で非画線部の表面の機能性材料(7)を掻き取る際にドクターブレード(50)のエッジが印刷用凹版(1)の表面に密着するため、掻き取り残しの機能性材料(7)を低減させることができる。
また、中間層(20)は機能性材料(7)に対して濡れ性を有し、表面層(30)の機能性材料(7)に対する濡れ性は中間層(20)の濡れ性よりも低いため、凹溝部(40)の中間層(20)部分には機能性材料(7)が残り、表面層(30)には機能性材料(7)が残らない。したがって、印刷時に凹溝部(40)から被印刷体(5)に機能性材料(7)が効率よく転写される。
つまり、凹溝部(40)(画線部)から被印刷体(5)には効率よく機能性材料(7)が転写されるとともに、非画線部の表面には機能性材料(7)が残らないため、高い品質の印刷体(5)を得ることができる。
また、表面層(30)は、中間層(20)にコーティングされているだけであるので、金属表面にフッ素を含有する材料でメッキ等をする場合に比べ、表面層(30)が劣化した場合であっても、容易に補修をすることができるため低コスト化を図ることもできる。
なお、「機能性材料」とは、インキ以外の、電子回路を形成するための導電ペーストなどの導電機能など何らかの機能を有する性材料を意味している。
ところで、中間層(20)にコーティングする表面層(30)は種々のコーティング材が考えられるが、請求項2に記載のように、フッ素被膜にすると、表面層(30)の濡れ性が低くなり、非画線部の表面に機能性材料(7)が残り難くなるとともに、膜厚を小さくすることができるので、中間層(20)の弾性の特性を活かし、被印刷面及びブレード(50)との密着性をよくすることができる。
ところで、中間層(20)にコーティングする表面層(30)は種々のコーティング材が考えられるが、請求項2に記載のように、フッ素被膜にすると、表面層(30)の濡れ性が低くなり、非画線部の表面に機能性材料(7)が残り難くなるとともに、膜厚を小さくすることができるので、中間層(20)の弾性の特性を活かし、被印刷面及びブレード(50)との密着性をよくすることができる。
さらに、請求項3に記載のように、中間層(20)の樹脂材をポリウレタン系樹脂とするとよい。なぜなら、ポリウレタン系樹脂は、硬さの範囲が広く(つまり、中間層(20)を軟らかくも硬くもできる)、さらに、接着性や耐摩耗性に優れているため、被印刷体(5)や印刷方式の種類(平圧式印刷、円圧式印刷、輪転式印刷など)に合わせて適切な種類のポリウレタン系樹脂を選択することができるからである。
請求項4に記載の発明は、中間層形成工程、表面層形成工程及び凹溝部形成工程により印刷用凹版(1)を製造することを特徴とする印刷用凹版(1)の製造方法である。
中間層形成工程は、機能性材料(7)に対し濡れ性を有するとともに弾性を有する樹脂材によって、基材(10)の表面に中間層(20)を形成する工程であり、表面層形成工程は、中間層形成工程により形成した中間層(20)の表面に、機能性材料(7)に対し、中間層(20)の濡れ性よりも低い濡れ性を有する表面層(30)をコーティングする工程である。
中間層形成工程は、機能性材料(7)に対し濡れ性を有するとともに弾性を有する樹脂材によって、基材(10)の表面に中間層(20)を形成する工程であり、表面層形成工程は、中間層形成工程により形成した中間層(20)の表面に、機能性材料(7)に対し、中間層(20)の濡れ性よりも低い濡れ性を有する表面層(30)をコーティングする工程である。
また、凹溝部形成工程は、中間層形成工程で形成した中間層(20)及び表面層形成工程で形成した表面層(30)において、基材(10)の表面から所定の厚さの中間層(20)を残した状態で、表面層(30)及び中間層(20)を所定の印刷パターンで除去することにより凹溝部(40)を形成する工程である。
このような印刷用凹版(1)の製造方法によれば、請求項1に記載の特徴を有する印刷用凹版(1)を製造することができる。
また、請求項5に記載のように、表面層(30)を、フッ素被膜とすると請求項2に記載の特徴を有する印刷用凹版(1)を製造することができる。
また、請求項5に記載のように、表面層(30)を、フッ素被膜とすると請求項2に記載の特徴を有する印刷用凹版(1)を製造することができる。
さらに、請求項6に記載のように、中間層(20)の樹脂材をポリウレタン系樹脂とすると請求項3に記載の特徴を有する印刷用凹版(1)を製造することができる。
以下、本発明が適用された実施形態について図面を用いて説明する。なお、本発明の実施の形態は、下記の実施形態に何ら限定されることはなく、本発明の技術的範囲に属する限り種々の形態を採りうる。
(印刷用凹版1の構成)
図1は、本発明が適用された印刷用凹版1の概略の構成を示す構成図であり、図2は、印刷用凹版1の一部を拡大した拡大図である。図1に示すように、印刷用凹版1は、基材10、中間層20、表面層30を備えている。
(印刷用凹版1の構成)
図1は、本発明が適用された印刷用凹版1の概略の構成を示す構成図であり、図2は、印刷用凹版1の一部を拡大した拡大図である。図1に示すように、印刷用凹版1は、基材10、中間層20、表面層30を備えている。
基材10は、印刷用凹版1の最下層となる部分であり、FRP樹脂(Fiber Reinforced Plastics)を円筒状に形成したものである。
中間層20は、ウレタン系樹脂のように、インキ7に対し濡れ性を有するとともに弾性を有する樹脂材を、図2に示すように、基材10の表面に均一の厚さに形成した層である。
中間層20は、ウレタン系樹脂のように、インキ7に対し濡れ性を有するとともに弾性を有する樹脂材を、図2に示すように、基材10の表面に均一の厚さに形成した層である。
具体的には、ポリウレタンなどのウレタン系樹脂をFRP樹脂の基材10の表面に均一に塗布して硬化させることにより、中間層20を形成する。
表面層30は、インキ7に対する濡れ性が中間層20よりも低い濡れ性を有する材料であるフッ素などを、図2に示すように、中間層20の表面に均一の厚さにコーティングしたものである。
表面層30は、インキ7に対する濡れ性が中間層20よりも低い濡れ性を有する材料であるフッ素などを、図2に示すように、中間層20の表面に均一の厚さにコーティングしたものである。
以上のように、基材10と中間層20と表面層30とが積層されて形成された印刷用凹版1に、画線部である凹溝部40が形成されている。この凹溝部40は、基材10の表面から所定の厚さだけ中間層20を残した状態で、表面層30及び中間層20を所定の印刷パターンで除去することにより形成されている。換言すれば、凹溝部40の内底面の表面層30の表面からの深さが所定の厚さとなるように凹溝が形成されている。
なお、「所定の厚さ」とは、印刷する画線の細かさや、凹溝部40に残留させるインキ7の量、あるいは、中間層20の材質などによって決定される値である。
(印刷用凹版1による印刷方法)
次に、図3に基づき印刷用凹版1による印刷方法を説明する。図3は、印刷用凹版1による印刷方法の説明図である。
(印刷用凹版1による印刷方法)
次に、図3に基づき印刷用凹版1による印刷方法を説明する。図3は、印刷用凹版1による印刷方法の説明図である。
図3に示すように、表面層30の表面にインキ7を塗布し、ドクターブレード50の先端を表面層30の表面に接触させて、非画線部(凹溝部40以外の部分)のインキ7を掻き取る。
既にインキ7が掻き取られた部分を図4(a)中「A」で示し、まだ掻き取られていない部分を「B」で示す。このようにして、ブレード50で表面層30に塗布されているインキ7を掻き取るとともに、凹溝部40にインキ7を充填する。
そして、凹溝部40にインキ7を充填した後、図4(b)に示すように、被印刷体5を表面層30の外周面32に接触させて、凹溝部40に充填されているインキ7を被印刷体5に転写する。
なお、被印刷体5とは、紙やフィルムなど、印刷用凹版から直接印刷する媒体以外にもオフセット印刷で用いるブランケットなどの中間転写体を含んでいる。さらに、紙以外にも、電子回路を絶縁フィルムに印刷して形成する場合の絶縁フィルム等も含んでいる。
(印刷用凹版1の製造方法)
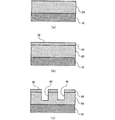
次に、図4に基づき印刷用凹版1の製造方法について説明する。図4は、印刷用凹版1の製造方法を示す図である。まず、前述の基材10を、FRP樹脂を円筒状に形成する(図1参照)。
(印刷用凹版1の製造方法)
次に、図4に基づき印刷用凹版1の製造方法について説明する。図4は、印刷用凹版1の製造方法を示す図である。まず、前述の基材10を、FRP樹脂を円筒状に形成する(図1参照)。
次に、図4(a)に示すように、基材10のFRP樹脂の表面に、均一の厚さの中間層20を形成する。この中間層20は、ポリウレタンなどのウレタン系樹脂をFRP樹脂の基材10の表面に均一に塗布して硬化させることにより形成する。
次に図4(b)に示すように、中間層20の表面に、均一の厚さの表面層30を形成する。具体的には、フッ素被膜のコーティングであり、中間層20の表面にフッ素溶剤を塗布し、低温焼成(例えば、98℃以下)することにより、中間層20の表面に均一の厚さ(例えば、1[μm]以下)のフッ素被膜をコーティングする。
次に、以上のようにして形成した印刷用凹版1の表面層30に対して、画線部である凹溝部40を形成する。
具体的には、図4(c)に示すように、表面層30の外周面32側に、図示しないレーザ加工機からレーザ光を照射することにより、表面層30及び中間層20のうち、画線部に当たる部分を除去して、所定の深さの凹状の凹溝部40を形成する。
具体的には、図4(c)に示すように、表面層30の外周面32側に、図示しないレーザ加工機からレーザ光を照射することにより、表面層30及び中間層20のうち、画線部に当たる部分を除去して、所定の深さの凹状の凹溝部40を形成する。
レーザ加工機は、公知のものであり、照射するレーザの種類としては、YAG(Yttrium Aluminum Garnet)レーザ、YVO4(Yttrium Vanadate)レーザあるいは炭酸ガスレーザのような高出力レーザを用いる。
また、レーザ光の波長及び強度は、表面層30及び中間層20を構成する材料及び凹溝部40の形状及び深さに応じて設定すればよい。
(印刷用凹版1の特徴)
以上のような構成の印刷用凹版1では、基材10の表面に弾性を有する樹脂製の中間層20が形成されており、その中間層20の表面に表面層30がコーティングされている。
(印刷用凹版1の特徴)
以上のような構成の印刷用凹版1では、基材10の表面に弾性を有する樹脂製の中間層20が形成されており、その中間層20の表面に表面層30がコーティングされている。
したがって、印刷時(転写時)に印刷用凹版1の表面が印刷面に密着するとともに、ドクターブレード50で非画線部の表面のインキ7を掻き取る際にドクターブレード50の先端(エッジ)が印刷用凹版1の表面に密着するため、掻き取り残しのインキ7を低減させることができる。
また、中間層20であるポリウレタン系樹脂は、インキ7に対して濡れ性を有し、表面層30であるフッ素樹脂のインキ7に対する濡れ性は中間層20の濡れ性よりも低い(つまり、撥水性や撥油性が高い)ため、凹溝部40の中間層20部分にはインキ7が残り、表面層30にはインキ7が残らない。したがって、印刷時に凹溝部40から被印刷体5にインキ7が効率よく転写される。
つまり、画線部である凹溝部40から被印刷体5には効率よくインキ7が転写されるとともに、非画線部の表面にはインキ7が残らないため、高い品質の印刷体5を得ることができる。
また、表面層30は、中間層20にコーティングされているので、金属表面にフッ素を含有する材料でメッキ等をする場合に比べ、表面層30が劣化した場合であっても、容易に補修をすることができるため低コスト化を図ることもできる。
また、表面層30を中間層20にメッキする場合には、中間層20を鉄やアルミのような金属材料のようにメッキが可能な材料とする必要があるが、フッ素コーティングをする場合には、中間層20を、弾性を有する樹脂とすることもできる。
さらに、表面層30をフッ素被膜でコーティングしているため、表面層30の濡れ性が低くなり(つまり、撥水性や撥油性が高くなり)、非画線部の表面にインキ7が残り難くなるとともに、膜厚を小さくすることができるので、中間層20の弾性の特性を活かし、被印刷面及びブレード50との密着性をよくすることができる。さらに、フッ素被膜のコーティングは、メッキなどに比べて容易であるためコスト低減も可能である。
また、中間層20の樹脂材をポリウレタン系樹脂としているので、ポリウレタン系樹脂の硬さの範囲の広さを利用して、被印刷体5の種類や印刷方式の種類に応じて、適切なポリウレタン系樹脂を選択することができる。
[その他の実施形態]
以上、本発明の実施形態について説明したが、本発明は、本実施形態に限定されるものではなく、種々の態様を採ることができる。
(1)上記実施形態では、基材10としてFRP樹脂を用いたが、鉄やアルミなどの金属材料を用いてもよい。
(2)上記実施形態では、基材10を円柱形状としていたが、印刷の種類(平圧式印刷や円圧式印刷)によっては、平板や湾曲材であってもよい。
(3)上記実施形態では、中間層20をポリウレタン系の樹脂で形成していたが、シリコン系の樹脂で形成してもよい。
(4)上記実施形態では、表面層30としてフッ素被膜のコーティングを用いていたが、SNフッ素加工、テフロン(登録商標)などの硬質樹脂、DLC(Diamond Like Carbon)などのカーボン被膜等のようにインキ7に対して濡れ性が低く、耐久性の高いコーティング材を用いてもよい。
(5)上記実施形態では、印刷用凹版1に凹溝部40を形成するために、レーザ加工機を用いたが、レーザ加工機以外の装置、例えば、表面層30及び中間層20を切削するフライス加工機や研磨する研磨機などの機械加工を用いたり、ドライエッチングなど化学的な加工方法を用いたりして凹溝部40を形成してもよい。
(6)上記実施形態では、印刷にためにインキ7を用いたが、インキ7の代わりに、電子回路を形成するための導電ペーストなどの機能性材料を用いてもよい。
[その他の実施形態]
以上、本発明の実施形態について説明したが、本発明は、本実施形態に限定されるものではなく、種々の態様を採ることができる。
(1)上記実施形態では、基材10としてFRP樹脂を用いたが、鉄やアルミなどの金属材料を用いてもよい。
(2)上記実施形態では、基材10を円柱形状としていたが、印刷の種類(平圧式印刷や円圧式印刷)によっては、平板や湾曲材であってもよい。
(3)上記実施形態では、中間層20をポリウレタン系の樹脂で形成していたが、シリコン系の樹脂で形成してもよい。
(4)上記実施形態では、表面層30としてフッ素被膜のコーティングを用いていたが、SNフッ素加工、テフロン(登録商標)などの硬質樹脂、DLC(Diamond Like Carbon)などのカーボン被膜等のようにインキ7に対して濡れ性が低く、耐久性の高いコーティング材を用いてもよい。
(5)上記実施形態では、印刷用凹版1に凹溝部40を形成するために、レーザ加工機を用いたが、レーザ加工機以外の装置、例えば、表面層30及び中間層20を切削するフライス加工機や研磨する研磨機などの機械加工を用いたり、ドライエッチングなど化学的な加工方法を用いたりして凹溝部40を形成してもよい。
(6)上記実施形態では、印刷にためにインキ7を用いたが、インキ7の代わりに、電子回路を形成するための導電ペーストなどの機能性材料を用いてもよい。
1… 印刷用凹版 5… 被印刷体 7… インキ 10… 基材 20… 中間層 30… 表面層 32… 外周面 40… 凹溝部 50… ドクターブレード。
Claims (6)
- ベースとなる基材と、
機能性材料に対し濡れ性を有するとともに弾性を有する樹脂材によって、前記基材の表面に形成された中間層と、
機能性材料に対して前記中間層よりも低い濡れ性を有し、前記中間層の表面にコーティングされた表面層と、
前記基材の表面から所定の厚さの中間層を残した状態で、前記表面層及び前記中間層を所定の印刷パターンで除去することにより形成された凹溝部と、
を備えたことを特徴とする印刷用凹版。 - 請求項1に記載の印刷用凹版において、
前記表面層は、フッ素被膜であることを特徴とする印刷用凹版。 - 請求項1又は請求項2に記載の印刷用凹版において、
前記中間層の樹脂材は、ポリウレタン系樹脂であることを特徴とする印刷用凹版。 - 機能性材料に対し濡れ性を有するとともに弾性を有する樹脂材によって、ベースとなる基材の表面に中間層を形成する中間層形成工程と、
前記中間層形成工程により形成した中間層の表面に、前記機能性材料に対し、前記中間層の濡れ性よりも低い濡れ性を有する表面層をコーティングする表面層形成工程と、
前記中間層形成工程で形成した前記中間層及び前記表面層形成工程で形成した前記表面層において、前記基材の表面から所定の厚さの中間層を残した状態で、前記表面層及び前記中間層を所定の印刷パターンで除去することにより凹溝部を形成する凹溝部形成工程と、
により印刷用凹版を製造することを特徴とする印刷用凹版の製造方法。 - 請求項4に記載の印刷用凹版の製造方法において、
前記表面層は、フッ素被膜であることを特徴とする印刷用凹版の製造方法。 - 請求項4又は請求項5に記載の印刷用凹版の製造方法において、
前記中間層の樹脂材は、ポリウレタン系樹脂であることを特徴とする印刷用凹版の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013008556A JP2014138987A (ja) | 2013-01-21 | 2013-01-21 | 印刷用凹版の及び印刷用凹版の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013008556A JP2014138987A (ja) | 2013-01-21 | 2013-01-21 | 印刷用凹版の及び印刷用凹版の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014138987A true JP2014138987A (ja) | 2014-07-31 |
Family
ID=51416028
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013008556A Pending JP2014138987A (ja) | 2013-01-21 | 2013-01-21 | 印刷用凹版の及び印刷用凹版の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014138987A (ja) |
-
2013
- 2013-01-21 JP JP2013008556A patent/JP2014138987A/ja active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9340005B2 (en) | Gravure printing plate and manufacturing method thereof, gravure printing machine, and manufacturing method for laminated ceramic electronic component | |
| JP2014162075A (ja) | グラビアロール、グラビア印刷機および電子回路パターンの印刷方法 | |
| JP2008143169A (ja) | グラビア製版ロール及びその製造方法 | |
| RU2559127C2 (ru) | Печатающий элемент с углубленными участками и способ его изготовления | |
| CN110171198A (zh) | 无图案网纹辊上墨系统和方法 | |
| JP2002172752A (ja) | ドクターブレード及び印刷版 | |
| JP2014138987A (ja) | 印刷用凹版の及び印刷用凹版の製造方法 | |
| EP3357693A1 (en) | Center drum type gravure printing apparatus, and gravure printing method and method for manufacturing printed article using said apparatus | |
| JP5077539B2 (ja) | 凹版の製造方法 | |
| JP6115018B2 (ja) | 薄膜印刷方法および薄膜印刷装置 | |
| CN105365355B (zh) | 一种数字化可变凹印版辊 | |
| CN104220647B (zh) | 连续镀覆用图案形成滚筒及其制造方法 | |
| JP6164513B2 (ja) | 版胴 | |
| JP2004268538A (ja) | グラビア印刷ロールの製作方法 | |
| KR200448746Y1 (ko) | 그라비어 인쇄용 실린더 도금에 사용되는 어댑터 샤프트 | |
| CN105172325A (zh) | 一种利用数字化可变凹印版辊制版的方法 | |
| CN114845882A (zh) | 凹版印刷版 | |
| JP2007118594A (ja) | グラビア製版ロール及びその製造方法 | |
| Daşdemir et al. | The effect of engraving depth and silicon geometry on pad printing efficiency | |
| JPWO2013176029A1 (ja) | パターン付ロール及びその製造方法 | |
| JP6906944B2 (ja) | 版胴及びその製造方法 | |
| JP2012206309A (ja) | 凸版印刷機とそれを用いた機能性薄膜の製造方法 | |
| JP2014162020A (ja) | ドクターロール、凸版印刷機、有機elパネル製造装置 | |
| US809095A (en) | Overlay. | |
| JP7227574B2 (ja) | グラビアロール、グラビアロールの製造方法、グラビア印刷装置および積層セラミック電子部品の製造方法 |