JP2014113236A - 防水シューズの製造方法 - Google Patents
防水シューズの製造方法 Download PDFInfo
- Publication number
- JP2014113236A JP2014113236A JP2012268086A JP2012268086A JP2014113236A JP 2014113236 A JP2014113236 A JP 2014113236A JP 2012268086 A JP2012268086 A JP 2012268086A JP 2012268086 A JP2012268086 A JP 2012268086A JP 2014113236 A JP2014113236 A JP 2014113236A
- Authority
- JP
- Japan
- Prior art keywords
- waterproof
- lining
- parts
- manufacturing
- insole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Footwear And Its Accessory, Manufacturing Method And Apparatuses (AREA)
Abstract
【課題】アッパーが表地パーツと裏地パーツとその間に介装される靴下状の防水パーツの三層構造である防水シューズの製造を、比較的容易に行うことができる防水シューズの製造方法を提供する。
【解決手段】アッパーの表地パーツ5と裏地パーツ6を、それらの履口部分のみを縫着して他の部分は分離状態にして接合し、靴下状に形成した防水パーツ7内に、アッパーの裏地パーツ6とインソール2とを収装した後、防水パーツ7にアッパーの表地パーツ5を翻転被装することにより、アッパーを三層構造にする。
【選択図】図7
【解決手段】アッパーの表地パーツ5と裏地パーツ6を、それらの履口部分のみを縫着して他の部分は分離状態にして接合し、靴下状に形成した防水パーツ7内に、アッパーの裏地パーツ6とインソール2とを収装した後、防水パーツ7にアッパーの表地パーツ5を翻転被装することにより、アッパーを三層構造にする。
【選択図】図7
Description
本発明は、防水シューズの製造方法に関するものであり、より詳細には、アッパーが、表地パーツと裏地パーツとその間に介装される靴下状の防水パーツの三層構造である防水シューズの製造方法に関するものである。
シューズ内に水が浸透することを防止する機能を備えた防水シューズとして種々のものが提案されている。そのうち、シューズ内への水の浸透を最も確実に防止し得るものとして、アッパーを、表地パーツと裏地パーツとその間に介装される靴下状の防水パーツの三層構造としたものが知られている(特開2001−275715号公報)。
そこに開示されている製造方法は、木型に靴下形状の裏地パーツと防水パーツと表地パーツをこの順に、靴下を履かせるようにして装着し、その後各パーツを縫製するものであるが、そのような製造方法の場合は、殊に各パーツ装着後の縫製に手間がかかり、その分コストも増すため、より簡便な製造方法が求められていた。
本発明は上記要望に応えるためになされたもので、アッパーが表地パーツと裏地パーツとその間に介装される靴下状の防水パーツの三層構造である防水シューズの製造を、比較的容易に行うことができる防水シューズの製造方法を提供することを課題とする。
上記課題を解決するための請求項1に記載の発明は、アッパーが表地パーツと裏地パーツとその間に介装される靴下状の防水パーツの三層構造である防水シューズの製造方法であって、前記アッパーの表地パーツと裏地パーツを、それらの履口部分同士のみ縫着して他の部分は分離状態にし、前記表地パーツを捲り上げた状態にて、前記裏地パーツと前記インソールとを防水パーツ内に収装した後、前記防水パーツに前記表地パーツを翻転被装することにより、前記アッパーを三層構造に形成することを特徴とする防水シューズの製造方法である。
また、上記課題を解決するための請求項2に記載の発明は、アッパーが表地パーツと裏地パーツとその間に介装される靴下状の防水パーツの三層構造である防水シューズの製造方法であって、前記アッパーの表地パーツと裏地パーツを、それらの履口部分同士のみ縫着して他の部分は分離状態にして接合する工程と、前記裏地パーツにラストを装入して前記表地パーツを捲り上げ、前記裏地パーツ内にインソールを装填する工程と、前記表地パーツを捲り上げたままの状態で、前記防水パーツを前記インソールを装填した裏地パーツに被装する工程と、捲り上げていた前記表地パーツを翻転しつつ引き下ろして前記防水パーツに被装し、前記インソール、裏地パーツ、防水パーツ及び表地パーツを一体化してアッパーを生成する工程と、前記アッパーに防水接着剤を用いてアウトソールを固定する工程とから成る防水シューズの製造方法である。
好ましい実施形態においては、前記アッパーの表地パーツと裏地パーツの履口部分同士の縫着前に、前記表地パーツの縫合部を防水加工する。そして、前記表地パーツの縫合部の防水加工は、その縫合部の裏側に防水テープを貼着し、及び/又は、防水液を塗布することにより行う。また、前記防水パーツを形成するための防水部材の接合を、高周波加工又は熱加工によって行う。
本発明は上記のとおりであって、アッパーの表地パーツと裏地パーツを、それらの履口部分のみを縫着して他の部分は分離状態にしておき、靴下状に形成した防水パーツを、表地パーツを捲り上げた状態で、インソールが装填された裏地パーツにと靴下を履かせるようにして被装した後、防水パーツに表地パーツを翻転被装することによりアッパーを三層構造にするものであるため、各パーツ装着後に縫製する方法に比較して、作業を簡易迅速に行い得る効果がある。
本発明を実施するための好ましい形態について、添付図面に依拠して説明する。本発明に係る方法によって製造される防水シューズは、一般のシューズと同様に、アッパー1とインソール2とアウトソール3とで構成され、防水性を付与するために、アッパー1を表地パーツ5、裏地パーツ6、及び、表地パーツ5と裏地パーツ6との間に介装される防水パーツ7の三層構造としたものである。
防水パーツ7は、通例、ゴム又は軟質プラスチックフィルム製素材、あるいは、織物、編物又は不織布にゴム又は軟質プラスチックフィルムをラミネート加工し、もしくは、トッピング加工し、もしくは、軟質プラスチック材料を塗布した素材で形成される。防水パーツ7はこれらの素材製部材を複数接合して形成されるが、その場合の接合は、接合部に防水性を持たせるために、高周波加工又は熱加工によることが望ましい。
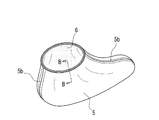
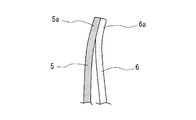
防水パーツ7は靴下状に形成し、裏地パーツ6とこれに装備されるインソール2とが防水パーツ7内に包み込まれるようにする。その場合表地パーツ5と裏地パーツ6は、それらの履口部分5a、6aのみが縫合連結され、他の部分は分離された状態とする(図4参照)。
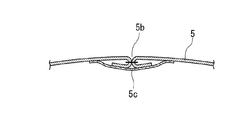
アッパー1の表地パーツ5と裏地パーツ6はそれぞれ、例えば、甲部と踵部等が縫合されて形成されるが、好ましい実施形態においては、表地パーツ5の縫合部5bに対して防水加工処理を行う。そのために、例えば、縫合部5bの裏側に防水テープ5cを貼着し、あるいは、防水液が塗布される(図3参照)。また、防水テープ5cの貼着と防水液の塗布を併用することもある。
本発明に係る防水シューズの製造方法は、上記構成の防水シューズを製造するための方法であって、表地パーツ5と裏地パーツ6を縫着する工程と、インソール2及び防水パーツ7を用意する工程と、裏地パーツ6内にラストを装入する工程と、裏地パーツ6にのみ防水パーツ7を装着する工程と、表地パーツ5を翻転させて防水パーツ7に被装する工程と、インソール2、裏地パーツ6、防水パーツ7及び表地パーツ5が一体化されて形成されたアッパー1に対し、防水接着剤を用いてアウトソール3を固定する工程とから成る。以下各工程について、より詳細に説明する。
表裏パーツ縫着工程
この工程は、アッパー1の表地パーツ5と裏地パーツ6を、それらの履口部分5a、6a同士のみ縫着し、他の部分は分離したままにしておく工程である。表地パーツ5は、防水性を有する表地材、例えば、防水加工した皮革、PUレザー、PVCレザー、各種布材の表面にフィルム状の熱可塑性プラスチックをラミネートし、トッピングし、あるいは、コーティングした素材等を以て縫製する。表地パーツ5の縫合部5bは、例えば、甲部と踵部である。
この工程は、アッパー1の表地パーツ5と裏地パーツ6を、それらの履口部分5a、6a同士のみ縫着し、他の部分は分離したままにしておく工程である。表地パーツ5は、防水性を有する表地材、例えば、防水加工した皮革、PUレザー、PVCレザー、各種布材の表面にフィルム状の熱可塑性プラスチックをラミネートし、トッピングし、あるいは、コーティングした素材等を以て縫製する。表地パーツ5の縫合部5bは、例えば、甲部と踵部である。
好ましい実施形態においては、表地パーツ5の縫合部5bに対して防水加工を施す。即ち、縫合部5bにおける表地材の各端部を内側に折り返し、そこに防水テープ5cを貼着する(図3参照)。縫合部5bが屈曲する等の関係で防水テープ5cの貼着に適さない個所の場合には、防水液を塗布することにより行う。また、場合によっては、防水テープ5cの貼着と防水液の塗布とを併用することもある。
裏地パーツ6は、従来一般的に用いられている布帛や合成皮革等を用い、表地パーツ5に対応する形状に形成する(図1参照)。一般的なアッパー製造法の場合は、表地パーツと裏地パーツの各履口部分が縫製され、且つ、裏地パーツの全面が表地パーツの裏面側に接着固定されて一体化されるが、上述したように、本発明に係る方法においては、表地パーツ5と裏地パーツ6の各履口部分5a、6a同士のみ縫製されて接合され、その他の部分は分離した状態とされる(図4参照)。
インソール及び防水パーツ用意工程
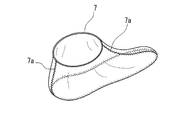
後工程においてラスト10の外底面に固着される、紙製又はプラスチック製で防水性を有するインソール2を用意する。また、後工程で裏地パーツ6に被装する防水パーツ7を用意する。上述したように、防水パーツ7は靴下状に形成するが、接合部7aに防水性を持たせるために、防水部材の接合は高周波又は熱によることが好ましい。
後工程においてラスト10の外底面に固着される、紙製又はプラスチック製で防水性を有するインソール2を用意する。また、後工程で裏地パーツ6に被装する防水パーツ7を用意する。上述したように、防水パーツ7は靴下状に形成するが、接合部7aに防水性を持たせるために、防水部材の接合は高周波又は熱によることが好ましい。
ラスト装入工程
この工程は、裏地パーツ6内にラスト10を装入する工程であるが、その際表地パーツ5を捲り上げ、裏地パーツ6のみがラスト10に履装された状態にする。そして、インソール2を、ラスト10の外底面に添わせて押えつつ、インソール2の端縁をアッパー1の裏地パーツ6の端縁6aで包むようにして、インソール2を裏地パーツ6の端縁6bに固定する(図6参照)。
この工程は、裏地パーツ6内にラスト10を装入する工程であるが、その際表地パーツ5を捲り上げ、裏地パーツ6のみがラスト10に履装された状態にする。そして、インソール2を、ラスト10の外底面に添わせて押えつつ、インソール2の端縁をアッパー1の裏地パーツ6の端縁6aで包むようにして、インソール2を裏地パーツ6の端縁6bに固定する(図6参照)。
アッパー生成工程
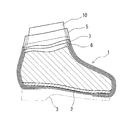
この工程は、表地パーツ5を捲り上げたままの状態で、靴下状に形成した防水パーツ7を、靴下を履かせるようにしてインソール2を装填した裏地パーツ6に被装し(図7参照)、その後、捲り上げていた表地パーツ5を、翻転させて防水パーツ7に被せるように引き下ろすことにより、インソール2、裏地パーツ6、防水パーツ7及び表地パーツ5を一体化してアッパーを製作する工程である(図8参照)。防水パーツ7を裏地パーツ6に被装する際に、裏地パーツ6と防水パーツ7を部分接着し、また、表地パーツ5を翻転させて防水パーツ7に被せる際に、表地パーツ5を防水パーツ7に接着固定する。
この工程は、表地パーツ5を捲り上げたままの状態で、靴下状に形成した防水パーツ7を、靴下を履かせるようにしてインソール2を装填した裏地パーツ6に被装し(図7参照)、その後、捲り上げていた表地パーツ5を、翻転させて防水パーツ7に被せるように引き下ろすことにより、インソール2、裏地パーツ6、防水パーツ7及び表地パーツ5を一体化してアッパーを製作する工程である(図8参照)。防水パーツ7を裏地パーツ6に被装する際に、裏地パーツ6と防水パーツ7を部分接着し、また、表地パーツ5を翻転させて防水パーツ7に被せる際に、表地パーツ5を防水パーツ7に接着固定する。
かくして、インソール2、裏地パーツ6、防水パーツ7及び表地パーツ5が一体化されたアッパー1が生成されるが、その作業は、表地パーツ5と裏地パーツ6をそれらの履口部分5a、6a同士のみを接合してその他の部分は分離した状態とし、表地パーツ5を捲り上げたままの状態で防水パーツ7を靴下を履かせるようにして裏地パーツ6に被装し、その後、捲り上げていた表地パーツ5を、翻転させて防水パーツ7に被せることによって行うので、当該作業は比較的容易で迅速に行うことができる。
アウトソール固定工程
上記のようにして表地パーツ5、防水パーツ、裏地パーツ6及びインソール2が一体化されて成るアッパー1に、防水接着剤を用いてアウトソール3を固定した後、ラスト10を抜き取って防水シューズの完成となる。
上記のようにして表地パーツ5、防水パーツ、裏地パーツ6及びインソール2が一体化されて成るアッパー1に、防水接着剤を用いてアウトソール3を固定した後、ラスト10を抜き取って防水シューズの完成となる。
以上のようにして製造される防水シューズの場合は、アッパー1が、表地パーツ5と裏地パーツ6とその間に挟持される防水パーツ7の三層構造であるため、アッパー1の縫合部からシューズ内に水が浸入することが防止される。殊に、防水パーツ7が靴下状であって、裏地パーツ6とインソール2とが防水パーツ7内に包まれるため、シューズ内への水の浸入防止効果は一層高められ、更に、表地パーツ5の縫合部5bに防水処理を施し、また、防水パーツ7の部材接合部7aを高周波又は熱によって行うことで、シューズ内への水の浸入防止効果を一層確実なものとすることができる。
この発明をある程度詳細にその最も好ましい実施形態について説明してきたが、この発明の精神と範囲に反することなしに広範に異なる実施形態を構成することができることは言うまでもない。従って、この発明は添付請求の範囲において限定した以外はその特定の実施形態に制約されるものではない。
1 アッパー
2 インソール
3 アウトソール
5 表地パーツ
5a 履口部分
5b 縫合部
5c 防水テープ
6 裏地パーツ
6a 履口部分
6b 端縁
7 防水パーツ
7a 接合部
10 ラスト
2 インソール
3 アウトソール
5 表地パーツ
5a 履口部分
5b 縫合部
5c 防水テープ
6 裏地パーツ
6a 履口部分
6b 端縁
7 防水パーツ
7a 接合部
10 ラスト
Claims (5)
- アッパーが表地パーツと裏地パーツとその間に介装される靴下状の防水パーツの三層構造である防水シューズの製造方法であって、
前記アッパーの表地パーツと裏地パーツを、それらの履口部分同士のみ縫着して他の部分は分離状態にし、前記表地パーツを捲り上げた状態にて、前記裏地パーツとインソールとを前記防水パーツ内に収装した後、前記防水パーツに前記表地パーツを翻転被装することによりアッパーを三層構造に形成することを特徴とする防水シューズの製造方法。 - アッパーが表地パーツと裏地パーツとその間に介装される靴下状の防水パーツの三層構造である防水シューズの製造方法であって、
前記アッパーの表地パーツと裏地パーツを、それらの履口部分同士のみ縫着して他の部分は分離状態にして接合する工程と、
前記裏地パーツにラストを装入して前記表地パーツを捲り上げ、前記裏地パーツ内にインソールを装填する工程と、
前記表地パーツを捲り上げたままの状態で、前記防水パーツを前記インソールを装填した裏地パーツに被装する工程と、
捲り上げていた前記表地パーツを翻転しつつ引き下ろして前記防水パーツに被装し、前記インソール、裏地パーツ、防水パーツ及び表地パーツを一体化してアッパーを生成する工程と、
前記アッパーに防水接着剤を用いてアウトソールを固定する工程とから成る防水シューズの製造方法。 - 前記アッパーの表地パーツと裏地パーツの履口部分同士の縫着前に、前記表地パーツの縫合部を防水加工する、請求項1又は2に記載の防水シューズの製造方法。
- 前記表地パーツの縫合部の防水加工は、その縫合部の裏側に防水テープを貼着し、及び/又は、防水液を塗布することにより行う、請求項3に記載の防水シューズの製造方法。
- 前記防水パーツを形成するための防水部材の接合を、高周波加工又は熱加工によって行う、請求項1乃至4のいずれかに記載の防水シューズの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012268086A JP2014113236A (ja) | 2012-12-07 | 2012-12-07 | 防水シューズの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012268086A JP2014113236A (ja) | 2012-12-07 | 2012-12-07 | 防水シューズの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014113236A true JP2014113236A (ja) | 2014-06-26 |
Family
ID=51169908
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012268086A Pending JP2014113236A (ja) | 2012-12-07 | 2012-12-07 | 防水シューズの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014113236A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019029595A1 (zh) * | 2017-08-09 | 2019-02-14 | 清远广硕技研服务有限公司 | 袜套结构及其制作方法 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4930175A (en) * | 1989-02-03 | 1990-06-05 | Chin-Lung Chen | Water-proof snow boot |
| JPH0666301U (ja) * | 1993-02-26 | 1994-09-20 | 株式会社クミアイゴム | 外被が編、織布からなる防水ブーツ |
| JPH08322603A (ja) * | 1995-05-31 | 1996-12-10 | Noguchi Gomme Kogyo Kk | 防水安全靴 |
| JP2000210104A (ja) * | 1999-01-22 | 2000-08-02 | Ozaki:Kk | ワンピ―ス防水内装材を備えた靴 |
| JP2001275715A (ja) * | 2000-03-31 | 2001-10-09 | Yamasan Shoji Kk | 防水型シューズ及びその製造方法。 |
| JP2010273695A (ja) * | 2009-05-26 | 2010-12-09 | Pansy:Kk | 防水靴 |
-
2012
- 2012-12-07 JP JP2012268086A patent/JP2014113236A/ja active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4930175A (en) * | 1989-02-03 | 1990-06-05 | Chin-Lung Chen | Water-proof snow boot |
| JPH0666301U (ja) * | 1993-02-26 | 1994-09-20 | 株式会社クミアイゴム | 外被が編、織布からなる防水ブーツ |
| JPH08322603A (ja) * | 1995-05-31 | 1996-12-10 | Noguchi Gomme Kogyo Kk | 防水安全靴 |
| JP2000210104A (ja) * | 1999-01-22 | 2000-08-02 | Ozaki:Kk | ワンピ―ス防水内装材を備えた靴 |
| JP2001275715A (ja) * | 2000-03-31 | 2001-10-09 | Yamasan Shoji Kk | 防水型シューズ及びその製造方法。 |
| JP2010273695A (ja) * | 2009-05-26 | 2010-12-09 | Pansy:Kk | 防水靴 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019029595A1 (zh) * | 2017-08-09 | 2019-02-14 | 清远广硕技研服务有限公司 | 袜套结构及其制作方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5501441B2 (ja) | 防水性・透湿性の靴の製造方法 | |
| US11284668B2 (en) | Waterproof and vapor-permeable shoe and manufacturing method thereof | |
| JP6660865B2 (ja) | 紐なし靴 | |
| JP4833828B2 (ja) | 防水性履物及びその作成方法 | |
| US20130232825A1 (en) | Stretchable Insole | |
| CN102781272B (zh) | 具有防水又透气的鞋帮和鞋底的鞋子 | |
| TWI682731B (zh) | 具有直立絨內套的透濕防水鞋 | |
| CN105831885A (zh) | 鞋类物品、制成鞋类物品的方法、用于鞋类物品的内里和包括内里的鞋类物品 | |
| CA2846118C (en) | Direct attach waterproof footwear | |
| CN210901624U (zh) | 可多样式变化的透湿防水鞋 | |
| TW201902375A (zh) | 編織提花布面之透濕防水鞋 | |
| TWM578099U (zh) | Moisture-permeable waterproof shoes with straight velvet inner sleeve | |
| JP2013544171A (ja) | 「agoラスティング」として知られる作業方法によって主に提供される防水性で蒸気透過性の靴 | |
| CN110636771A (zh) | 用于一体式鞋类构造的方法及设备 | |
| CN210901634U (zh) | 双结构舒适透湿防水鞋 | |
| JP2014113236A (ja) | 防水シューズの製造方法 | |
| US9877539B1 (en) | Method of manufacturing footwear | |
| JP3069352B1 (ja) | 防水加工インナ―部材 | |
| JP5439542B2 (ja) | 防水靴 | |
| JP3191213U (ja) | スリッパ | |
| CN223262432U (zh) | 一种防水鞋接缝防水结构 | |
| JP5303078B1 (ja) | 履き物 | |
| JP2010125189A (ja) | 釣り用靴・ウェ−ダ | |
| TWI682732B (zh) | 免拉鏈高統透濕防水鞋製法 | |
| JP3195660U (ja) | 靴 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140708 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150526 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150529 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20151001 |