JP2012248556A - Electrochemical device and method for manufacturing the same - Google Patents
Electrochemical device and method for manufacturing the same Download PDFInfo
- Publication number
- JP2012248556A JP2012248556A JP2011116488A JP2011116488A JP2012248556A JP 2012248556 A JP2012248556 A JP 2012248556A JP 2011116488 A JP2011116488 A JP 2011116488A JP 2011116488 A JP2011116488 A JP 2011116488A JP 2012248556 A JP2012248556 A JP 2012248556A
- Authority
- JP
- Japan
- Prior art keywords
- lithium
- current collector
- negative electrode
- electrochemical device
- supply source
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images









Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Electric Double-Layer Capacitors Or The Like (AREA)
- Secondary Cells (AREA)
Abstract
Description
本発明は、リチウムイオンキャパシタ、リチウムイオン二次電池などの電気化学デバイスおよびその製造方法に関するものである。 The present invention relates to an electrochemical device such as a lithium ion capacitor and a lithium ion secondary battery, and a method for producing the same.
従来、充放電可能な電源機能を有する電気化学デバイスとしては、電気二重層キャパシタ、リチウムイオン二次電池などがある。また近年は、電気二重層キャパシタの正極とリチウムイオン二次電池の負極とを組み合わせたリチウムイオンキャパシタ等のハイブリッドタイプのキャパシタ(以下、「ハイブリッドキャパシタ」という)も知られている。 Conventionally, as an electrochemical device having a power supply function capable of charging and discharging, there are an electric double layer capacitor, a lithium ion secondary battery, and the like. In recent years, a hybrid type capacitor (hereinafter referred to as “hybrid capacitor”) such as a lithium ion capacitor in which a positive electrode of an electric double layer capacitor and a negative electrode of a lithium ion secondary battery are combined is also known.
上述したような電気化学デバイスは、電気自動車などのモータ駆動用のエネルギー源、あるいはエネルギー回生システムのキーデバイスとして、さらには無停電電源装置、風力発電、太陽光発電への応用など、CO2排出量削減に寄与する様々な新しい用途への適用が検討されている。 Electrochemical devices such as those mentioned above are used as energy sources for driving motors such as electric vehicles, or as key devices for energy regeneration systems, as well as for CO 2 emissions such as uninterruptible power supplies, wind power generation, and solar power generation. Application to various new uses that contribute to volume reduction is being studied.
近年、エネルギー源、エネルギー回生用途への適用において、電気化学デバイスは、蓄積可能なエネルギー量を増加すること(高エネルギー化)や更なる低抵抗化が求められている。 In recent years, electrochemical devices are required to increase the amount of energy that can be stored (higher energy) and lower resistance in application to energy sources and energy regeneration applications.
電気二重層キャパシタは、使用する電解液の種類により、水系電解液タイプと、非水系電解液タイプとに分類される。単一の電気二重層キャパシタの耐電圧は、水系電解液タイプの場合で1.2V程度、非水系電解液タイプの場合でも2.7V程度である。電気二重層キャパシタが蓄積可能なエネルギー容量を増加させるためには、この耐電圧をさらに高くすることが重要であるが、構成上限界がある。 Electric double layer capacitors are classified into an aqueous electrolyte type and a non-aqueous electrolyte type depending on the type of electrolyte used. The withstand voltage of a single electric double layer capacitor is about 1.2 V in the case of an aqueous electrolyte type, and about 2.7 V in the case of a non-aqueous electrolyte type. In order to increase the energy capacity that can be stored in the electric double layer capacitor, it is important to further increase the withstand voltage, but there is a limit in configuration.
一方、リチウムイオン二次電池は、リチウム含有遷移金属酸化物を主成分とする正極、リチウムイオンを吸蔵、脱離しうる炭素材料を主成分とする負極、およびリチウム塩を含む有機系電解液から構成されている。リチウムイオン二次電池を充電すると、正極からリチウムイオンが脱離して負極の炭素材料に吸蔵され、放電したときは逆に負極からリチウムイオンが脱離して正極の金属酸化物に吸蔵される。リチウムイオン二次電池は電気二重層キャパシタに比べて高電圧、高容量であるという性質を有する。 On the other hand, a lithium ion secondary battery is composed of a positive electrode mainly composed of a lithium-containing transition metal oxide, a negative electrode mainly composed of a carbon material capable of inserting and extracting lithium ions, and an organic electrolyte containing a lithium salt. Has been. When the lithium ion secondary battery is charged, lithium ions are desorbed from the positive electrode and occluded in the carbon material of the negative electrode. Conversely, when discharged, lithium ions are desorbed from the negative electrode and occluded in the metal oxide of the positive electrode. Lithium ion secondary batteries have the property of higher voltage and higher capacity than electric double layer capacitors.
また、リチウムイオンキャパシタは、正極に活性炭を用い、負極にリチウムイオンを吸蔵、脱離しうる炭素材料を用いている。充放電時に負極においてリチウムイオンの吸蔵、脱離反応を伴うことから、キャパシタ内部で生じる電極間の電位差が大きくなる。従って、従来の正極、負極に活性炭を用いた電気二重層キャパシタと比較して、より高耐電圧化することができ、高エネルギー化させることが可能である。 The lithium ion capacitor uses activated carbon for the positive electrode and a carbon material that can occlude and desorb lithium ions for the negative electrode. Since the negative electrode is accompanied by occlusion and desorption reactions of lithium ions during charging and discharging, the potential difference between the electrodes generated inside the capacitor increases. Therefore, compared with a conventional electric double layer capacitor using activated carbon for the positive electrode and the negative electrode, the withstand voltage can be further increased and the energy can be increased.
ところで、実用化されているリチウムイオン二次電池は、上述したようにグラファイト等の炭素材料を負極に、LiCoO2、LiMn2O4等のリチウム含有金属酸化物を正極に用いている。このリチウムイオン二次電池は、電池組立後に充電することにより、正極のリチウム含有金属酸化物から負極にリチウムイオンを供給し、更に放電では負極のリチウムイオンを正極に戻すという、ロッキングチェア型の構成である。 By the way, the lithium ion secondary battery put into practical use uses a carbon material such as graphite as a negative electrode and a lithium-containing metal oxide such as LiCoO 2 or LiMn 2 O 4 as a positive electrode as described above. This lithium ion secondary battery is a rocking chair type structure in which lithium ions are supplied from the lithium-containing metal oxide of the positive electrode to the negative electrode by charging after the battery is assembled, and further, the lithium ion of the negative electrode is returned to the positive electrode in the discharge. It is.
ロッキングチェア型のリチウムイオン二次電池の高エネルギー化を実現するために、予め電池内に正極由来、負極由来のリチウムを含有させ、リチウムから正極または負極にリチウムイオンを吸蔵させる予備吸蔵という手法が行われている。この予備吸蔵は、リチウムイオンキャパシタにおいても適用され、高エネルギー化を実現している。具体的には負極上に金属リチウムを貼り合わせ、正極とセパレータとともに電池セル内に挿入し、電解液を注液して、電気的な接触により負極に予めリチウムイオンを吸蔵させる方法である。しかしながら、この方法では、各負極に金属リチウム箔を貼り合わせする必要があり、製造が煩雑になるという問題がある。また金属リチウム箔の薄さに限界があるため、金属リチウム箔を貼り合わせた負極電極が厚くなり、設計上の制約が出てしまうという問題もある。 In order to realize high energy of the rocking chair type lithium ion secondary battery, there is a technique of pre-occlusion in which lithium derived from the positive electrode and negative electrode is previously contained in the battery, and lithium ions are occluded from the lithium to the positive electrode or negative electrode Has been done. This pre-occlusion is also applied to a lithium ion capacitor, realizing high energy. Specifically, metallic lithium is bonded to the negative electrode, inserted into the battery cell together with the positive electrode and the separator, an electrolytic solution is injected, and lithium ions are previously occluded in the negative electrode by electrical contact. However, this method has a problem that metal lithium foil needs to be bonded to each negative electrode, resulting in complicated manufacture. In addition, since there is a limit to the thickness of the metal lithium foil, there is a problem that the negative electrode on which the metal lithium foil is bonded becomes thick, resulting in design limitations.
上述した問題の対策が、例えば特許文献1で提案されている。特許文献1には、正極、負極並びに電解液としてリチウム塩の非プロトン性有機溶媒溶液を備えた有機電解質電池であって、正極集電体及び負極集電体が、それぞれ表裏面を貫通する孔を備え、負極活物質がリチウムを可逆的に担持可能であり、負極由来のリチウムが負極あるいは正極と対向して配置されたリチウムとの電気化学的接触により担持され、かつリチウムの対向面積が負極面積の40%以下である有機電解質電池が記載されている。 For example, Patent Document 1 proposes a countermeasure for the above-described problem. Patent Document 1 discloses an organic electrolyte battery including a positive electrode, a negative electrode, and an aprotic organic solvent solution of a lithium salt as an electrolytic solution, wherein the positive electrode current collector and the negative electrode current collector have holes that penetrate the front and back surfaces, respectively. The negative electrode active material is capable of reversibly supporting lithium, the negative electrode-derived lithium is supported by electrochemical contact with the negative electrode or lithium disposed opposite to the positive electrode, and the opposing area of lithium is the negative electrode An organic electrolyte battery that is 40% or less of the area is described.
特許文献1のように、正極集電体及び負極集電体に表裏面を貫通する孔を備えたパンチングメタルやエキスパンドメタルを用いることで、複数枚の集電体の貫通孔をリチウムイオンが積層方向に移動して、負極由来のリチウムが挿入される。したがって、金属リチウム箔を負極電極に貼り合わせる必要がなく、金属リチウム箔を貼り合わせた負極電極の厚みによる設計の制約が少ない構成となっている。 As in Patent Document 1, by using a punching metal or an expanded metal having holes that penetrate the front and back surfaces of the positive electrode current collector and the negative electrode current collector, lithium ions are stacked on the through holes of a plurality of current collectors. Moving in the direction, lithium from the negative electrode is inserted. Therefore, there is no need to bond the metal lithium foil to the negative electrode, and the design is less restricted by the thickness of the negative electrode on which the metal lithium foil is bonded.
また、特許文献2には、正極と負極がセパレータを介在させながら交互に積層された積層電極体と、リチウム塩を溶解させた非水電解液と、積層電極体を非水電解液とともに収容して密閉封止された素子容器とを備え、積層電極体の側面に金属リチウムを設置したリチウムイオン蓄電素子が提案されている。 Patent Document 2 also includes a laminated electrode body in which positive and negative electrodes are alternately laminated with a separator interposed therebetween, a nonaqueous electrolytic solution in which lithium salt is dissolved, and a laminated electrode body together with the nonaqueous electrolytic solution. A lithium ion energy storage device has been proposed in which a metal container is installed on the side surface of a laminated electrode body.
特許文献2では、金属リチウムを積層電極体の側面に沿うように配置することにより、リチウムイオンが積層電極体の積層端面から各負極に同時並行的に到達して吸蔵される。したがって、金属リチウムを負極電極に貼り合わせる必要がなく、金属リチウムを貼り合わせた負極電極の厚みによる設計の制約が少ない構成となっている。 In Patent Document 2, by arranging metallic lithium along the side surface of the laminated electrode body, lithium ions reach the respective negative electrodes simultaneously and occluded from the laminated end face of the laminated electrode body. Therefore, there is no need to bond metal lithium to the negative electrode, and the design is less restricted by the thickness of the negative electrode bonded with metal lithium.
しかしながら、特許文献1のように、正極集電体及び負極集電体に貫通孔を有する集電体を使用する場合、集電体の集電性が損なわれ、内部抵抗が増加する課題がある。また集電体と活物質の接触面積が減少し、接触抵抗が増大し、内部抵抗の上昇を招く課題がある。 However, when a current collector having a through-hole is used for the positive electrode current collector and the negative electrode current collector as in Patent Document 1, the current collection performance of the current collector is impaired, and the internal resistance increases. . In addition, there is a problem that the contact area between the current collector and the active material decreases, the contact resistance increases, and the internal resistance increases.
また、貫通孔を有する集電体として、エキスパンドメタル、パンチングメタルを用いる場合、これらの集電体の資材費は、貫通孔の無い箔状の集電体に対して約10倍であり、製品コストが大きくなる課題がある。集電体の貫通孔を金型で成形する場合、開孔径が大きく形成され、集電体の片面または両面に活物質を塗工するときに以下の問題が発生する可能性がある。すなわち、活物質を集電体の片面、または片面ずつ両面に塗工するときには、活物質層を形成する電極スラリーが集電体の表面から抜け落ちることが考えられる。抜け落ちた電極が、正極電極と負極電極の間を導通させる可能性があり、放置状態で著しい電圧低下が発生する現象、すなわち自己放電不良が多くなることが考えられる。また、マルチコーター等による両面同時塗工を行うときには、塗工厚みの調整が難しく厚みのバラツキが大きくなることや、集電体に貫通孔を有するため集電体の強度が劣り、塗工時の加工スピードの調整等が必要となること等、活物質層の製造工程が煩雑化し製造コストが大きくなる。 Moreover, when using expanded metal and punching metal as a current collector having a through hole, the material cost of these current collectors is about 10 times that of a foil-shaped current collector without a through hole. There is a problem that costs increase. When the through-hole of the current collector is molded with a mold, the opening diameter is large, and the following problems may occur when an active material is applied to one or both sides of the current collector. That is, when the active material is applied to one side of the current collector or both sides of the current collector, the electrode slurry that forms the active material layer may fall off the surface of the current collector. It is conceivable that the electrode that has fallen out may cause conduction between the positive electrode and the negative electrode, and a phenomenon in which a significant voltage drop occurs when left untreated, that is, self-discharge failure increases. Also, when performing double-sided simultaneous coating with a multi-coater, etc., it is difficult to adjust the coating thickness, resulting in large thickness variations, and the current collector has poor strength due to the through-holes in the current collector. Therefore, the manufacturing process of the active material layer becomes complicated and the manufacturing cost increases.
正極集電体及び負極集電体に、貫通孔の無い箔状の集電体を使用した場合、リチウム供給源から負極電極にリチウムイオンを予備吸蔵させるとき、均等に吸蔵され難いという課題がある。例えば、リチウム供給源と最も近くに配置された負極電極に過剰にリチウムイオンが吸蔵されることが考えられ、均等に吸蔵されない場合、過剰に吸蔵した負極は著しく電位が低下して金属リチウムが析出し、自己放電不良が発生する可能性がある。 When a foil-like current collector without through-holes is used for the positive electrode current collector and the negative electrode current collector, there is a problem that even when lithium ions are preoccluded from the lithium supply source to the negative electrode, it is difficult to occlude evenly. . For example, it is conceivable that excessive lithium ions are occluded in the negative electrode disposed closest to the lithium supply source, and if the lithium ions are not occluded evenly, the potential of the excessively occluded negative electrode is remarkably lowered and metal lithium is deposited. In addition, a self-discharge failure may occur.
一方、特許文献2のように、正極と負極とセパレータからなる積層電極体の側面に金属リチウムを配置する構成の場合、側面に金属リチウムを配置するスペースが必要となる。この金属リチウムを配置するスペースは、リチウムイオン蓄電素子の容量に寄与しないため、体積エネルギー密度の低下を招く問題がある。 On the other hand, in the case of a configuration in which metallic lithium is arranged on the side surface of a laminated electrode body composed of a positive electrode, a negative electrode, and a separator as in Patent Document 2, a space for arranging metallic lithium on the side surface is required. Since the space for arranging the metal lithium does not contribute to the capacity of the lithium ion storage element, there is a problem in that the volume energy density is lowered.
本発明は、上述した課題を解決するためになされたもので、その目的は、製造コストを低減し、自己放電不良がなく、内部抵抗が小さく、さらに体積エネルギー密度が良好な電気化学デバイスおよびその製造方法を提供することにある。 The present invention has been made in order to solve the above-described problems, and its purpose is to reduce the manufacturing cost, to have no self-discharge failure, to have a low internal resistance, and to have a good volume energy density, and its electrochemical device. It is to provide a manufacturing method.
本発明は、第一の集電体に活物質層が形成された正極電極および負極電極が、セパレータを介して交互に積層された電極体最外層の少なくとも一方の外面側に、第二の集電体を介してリチウム供給源を設けた構成としている。負極電極には、予めリチウム供給源からリチウムイオンが挿入される予備吸蔵が行われる。このとき、本発明の構成により、リチウム供給源から放射状にリチウムイオンが拡散し、拡散したリチウムイオンは、電極体の側面方向から移動し、各負極電極に吸蔵される。したがって、集電体に貫通孔を設けない場合でも、各負極電極に均等に予備吸蔵させることができる。 The present invention provides a second collector on the outer surface side of at least one of the outermost layers of an electrode body in which positive and negative electrodes each having an active material layer formed on a first current collector are alternately laminated via separators. A lithium supply source is provided via an electric body. The negative electrode is preliminarily occluded in which lithium ions are inserted from a lithium supply source. At this time, with the configuration of the present invention, lithium ions diffuse radially from the lithium supply source, and the diffused lithium ions move from the side surface direction of the electrode body and are occluded in each negative electrode. Therefore, even when no through hole is provided in the current collector, each negative electrode can be preliminarily occluded.
すなわち、本発明によれば、金属箔からなる第一の集電体の少なくとも一方の主面に活物質層が形成された正極電極および負極電極が、セパレータを介して交互に積層された電極体と、前記負極電極にリチウムイオンを吸蔵させるリチウム供給板を備え、前記電極体と前記リチウム供給板が電解液とともに外装材にて封止された電気化学デバイスであって、前記リチウム供給板は、金属箔からなる第二の集電体の一方の主面の少なくとも一部にリチウム供給源を形成して構成され、前記リチウム供給源は、前記電極体の最外層の少なくとも一方の外面側に、前記第二の集電体を介して配置されることを特徴とする電気化学デバイスが得られる。 That is, according to the present invention, an electrode body in which positive electrodes and negative electrodes each having an active material layer formed on at least one main surface of a first current collector made of metal foil are alternately stacked via separators. And an electrochemical device comprising a lithium supply plate that occludes lithium ions in the negative electrode, wherein the electrode body and the lithium supply plate are sealed together with an electrolyte with an exterior material, the lithium supply plate, A lithium supply source is formed on at least a part of one main surface of the second current collector made of a metal foil, and the lithium supply source is on at least one outer surface side of the outermost layer of the electrode body, An electrochemical device is obtained, which is arranged via the second current collector.
また、本発明によれば、前記リチウム供給源は、前記第二の集電体の一方の主面の全面に形成されることを特徴とする上記の電気化学デバイスが得られる。 Further, according to the present invention, there is obtained the above electrochemical device characterized in that the lithium supply source is formed on the entire surface of one main surface of the second current collector.
また、本発明によれば前記リチウム供給源は、前記第二の集電体の端部に形成されることを特徴とする上記の電気化学デバイスが得られる。 Further, according to the present invention, the above-described electrochemical device is obtained, wherein the lithium supply source is formed at an end portion of the second current collector.
また、本発明によれば、前記リチウム供給源は、金属リチウムまたはリチウム含有遷移金属酸化物であることを特徴とする上記の電気化学デバイスが得られる。 Further, according to the present invention, there is obtained the above electrochemical device characterized in that the lithium supply source is metallic lithium or a lithium-containing transition metal oxide.
また、本発明によれば、前記リチウム含有遷移金属酸化物が、マンガン酸リチウム、コバルト酸リチウム、ニッケル酸リチウム、ニッケルコバルト酸リチウム、ニッケルコバルトマンガン酸リチウム、リン酸鉄リチウムのいずれかから選択されることを特徴とする上記の電気化学デバイスが得られる。 According to the present invention, the lithium-containing transition metal oxide is selected from any one of lithium manganate, lithium cobaltate, lithium nickelate, lithium nickel cobaltate, nickel cobalt lithium manganate, and lithium iron phosphate. The above-described electrochemical device is obtained.
また、本発明によれば、金属箔からなる第一の集電体の少なくとも一方の主面に活物質層を形成した正極電極および負極電極を、セパレータを介して交互に積層し電極体を作製し、前記負極電極にリチウムイオンを吸蔵させるリチウム供給板を設け、前記電極体と前記リチウム供給板を電解液とともに外装材にて封止した電気化学デバイスの製造方法であって、前記リチウム供給板は、金属箔からなる第二の集電体の一方の主面の少なくとも一部にリチウム供給源を形成して作製し、前記リチウム供給源を、前記電極体の最外層の少なくとも一方の外面側に、前記第二の集電体を介して配置することを特徴とする電気化学デバイスの製造方法が得られる。 In addition, according to the present invention, an electrode body is produced by alternately laminating a positive electrode and a negative electrode having an active material layer formed on at least one main surface of a first current collector made of metal foil via a separator. A method for producing an electrochemical device, wherein the negative electrode is provided with a lithium supply plate that occludes lithium ions, and the electrode body and the lithium supply plate are sealed together with an electrolyte with an exterior material. Is formed by forming a lithium supply source on at least a part of one main surface of the second current collector made of metal foil, and the lithium supply source is formed on at least one outer surface side of the outermost layer of the electrode body. In addition, a method for producing an electrochemical device is provided, wherein the electrochemical device is disposed via the second current collector.
また、本発明によれば、前記負極電極にリチウムイオンを吸蔵させた後、前記リチウム供給板を外装材の内部から取り出すことを特徴とする上記の電気化学デバイスの製造方法が得られる。 Further, according to the present invention, the method for producing an electrochemical device described above is characterized in that after the lithium ion is occluded in the negative electrode, the lithium supply plate is taken out of the exterior material.
また、本発明によれば、前記リチウム供給源を、前記第二の集電体の一方の主面の全面に形成することを特徴とする上記の電気化学デバイスの製造方法が得られる。 Further, according to the present invention, there is obtained the above-described electrochemical device manufacturing method, wherein the lithium supply source is formed on the entire surface of one main surface of the second current collector.
また、本発明によれば、前記リチウム供給源を、前記第二の集電体の端部に形成することを特徴とする上記の電気化学デバイスの製造方法が得られる。 According to the present invention, there is provided the method for producing an electrochemical device described above, wherein the lithium supply source is formed at an end of the second current collector.
また、本発明によれば、前記リチウム供給源は、金属リチウムまたはリチウム含有遷移金属酸化物とすることを特徴とする上記の電気化学デバイスの製造方法が得られる。 Moreover, according to this invention, the said lithium supply source is metallic lithium or a lithium containing transition metal oxide, The manufacturing method of said electrochemical device characterized by the above-mentioned is obtained.
また、本発明によれば、前記リチウム含有遷移金属酸化物を、マンガン酸リチウム、コバルト酸リチウム、ニッケル酸リチウム、ニッケルコバルト酸リチウム、ニッケルコバルトマンガン酸リチウム、リン酸鉄リチウムのいずれかから選択することを特徴とする上記の電気化学デバイスの製造方法が得られる。 According to the invention, the lithium-containing transition metal oxide is selected from lithium manganate, lithium cobaltate, lithium nickelate, lithium nickel cobaltate, nickel cobalt lithium manganate, and lithium iron phosphate. The method for producing an electrochemical device described above is obtained.
本発明の電気化学デバイスでは、負極電極に予めリチウムイオンを吸蔵させる際に、電極体の外面側に第二の集電体を介して配置されたリチウム供給源から、リチウムイオンが放射状に拡散し、電極体の積層方向の側面から負極電極に移動する。したがって、負極電極にリチイムイオンを均等に吸蔵させることができ、自己放電不良を改善すると共に、従来と同等の静電容量を確保できる。また、リチウム供給板は、電極体を構成する負極電極等と平行に配置するため、小型化、高エネルギー密度化が可能となる。また、集電体には貫通孔のない金属箔を用いることで、集電性、接触抵抗が改善されるため、低抵抗化および自己放電不良の改善が図れる。さらに、貫通孔を有する高価なエキスパンドメタルやパンチングメタル等の集電体を使用しないため、資材費の低減と製造の簡略化が可能となり、製造コストが低減できる。 In the electrochemical device of the present invention, when lithium ions are previously occluded in the negative electrode, lithium ions diffuse radially from a lithium supply source disposed on the outer surface side of the electrode body via the second current collector. The electrode body moves from the side surface in the stacking direction to the negative electrode. Therefore, lithium ion can be evenly occluded in the negative electrode, self-discharge failure can be improved, and a capacitance equivalent to the conventional one can be secured. Moreover, since the lithium supply plate is arranged in parallel with the negative electrode or the like constituting the electrode body, it is possible to reduce the size and increase the energy density. Further, by using a metal foil having no through-hole as the current collector, the current collecting property and the contact resistance are improved, so that the resistance can be reduced and the self-discharge failure can be improved. Furthermore, since an expensive current collector such as an expanded metal or a punching metal having a through hole is not used, the material cost can be reduced and the manufacturing can be simplified, and the manufacturing cost can be reduced.
したがって、本発明により、製造コストを低減し、自己放電不良がなく、内部抵抗が小さく、さらに体積エネルギー密度が良好な電気化学デバイスおよびその製造方法を提供することが可能となる。 Therefore, according to the present invention, it is possible to provide an electrochemical device with reduced manufacturing cost, no self-discharge failure, low internal resistance, and good volume energy density, and a method for manufacturing the same.
以下に、本発明の電気化学デバイスの実施の形態について、図面を参照して説明する。 Embodiments of the electrochemical device of the present invention will be described below with reference to the drawings.
図1は、本発明に係るリチウムイオンキャパシタの電極体およびリチウム供給板を示す図で、図1(a)は斜視図、図1(b)はA−A線断面の厚み方向を拡大した模式図である。本実施の形態では、電気化学デバイスとしてリチウムイオンキャパシタの場合について示している。なお、リチウムイオン二次電池の場合であっても、使用されるリチウム供給板の構成や配置、正極活物質層および負極活物質層の配置、外部端子板を設けた構成、電解液、外装フィルムシートの構成には特段の相違はなく、本実施の形態を適用できる。 FIG. 1 is a view showing an electrode body and a lithium supply plate of a lithium ion capacitor according to the present invention, FIG. 1 (a) is a perspective view, and FIG. 1 (b) is a schematic view in which the thickness direction of the AA line cross section is enlarged. FIG. In this embodiment mode, a case of a lithium ion capacitor as an electrochemical device is shown. Even in the case of a lithium ion secondary battery, the configuration and arrangement of the lithium supply plate used, the arrangement of the positive electrode active material layer and the negative electrode active material layer, the configuration provided with the external terminal plate, the electrolytic solution, and the exterior film There is no particular difference in the configuration of the sheet, and the present embodiment can be applied.
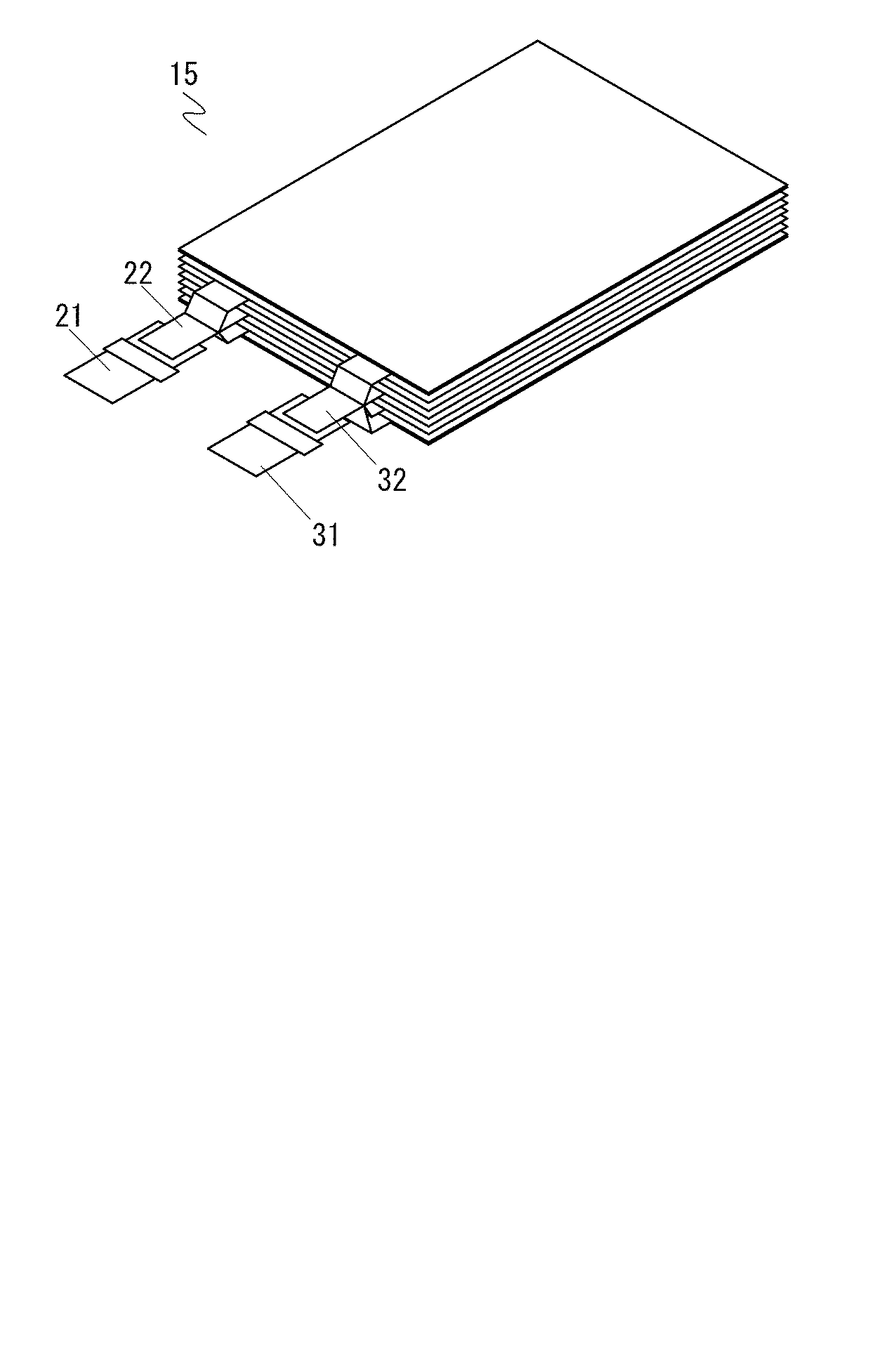
図1に示すように、本発明では、正極電極22および負極電極32がセパレータ14を介して交互に積層された電極体15の最外層の少なくとも一方の外面側に、リチウム供給板12を配置する構成となっている。リチウム供給板12は、第二の集電体であるリチウム集電体12bの片面にリチウム供給源12aが形成され、リチウム供給源12aの形成面がリチウム集電体12bを介して電極体15の外面側に位置する構成である。
As shown in FIG. 1, in the present invention, the
リチウム供給板12は、銅などの金属箔からなるリチウム集電体12bに、リチウム供給源12aである金属リチウムを貼り合わせ固定されている。リチウム供給源12aは、リチウム集電体12bの片面の全面に形成しても良いが、部分的に形成するのが好ましい。さらに、リチウム集電体12bの端部に形成することにより、負極電極へのリチウムイオンの吸蔵をスムースに行うことができる。図2は、本発明に係るリチウム供給板の他の実施の形態を示す平面図である。上述したように、リチウム供給板12において、リチウム供給源12aの形成位置はリチウム集電体12bの端部であるのが好ましいが、形成場所は特に限定されない。図1に示すように、リチウム集電体12bの短辺の両端部に、長辺と平行となるようにリチウム供給源12aを形成してもよいし、図2に示すように、短辺の両端部と長辺の片端部にコの字状に形成してもよく、さらには、全ての辺の端部に形成してもよい。
In the
また、リチウム供給板12には、外部端子を取り付けるための延出部が設けられており、リチウム供給板用外部端子11が超音波溶接により接合されている。接合方法は、超音波溶接に限られるものではなく、抵抗溶接、レーザ溶接などでもよい。
The
図3は、本発明に係るリチウムイオンキャパシタを示す図で、図3(a)は平面図、図3(b)は正面図、図3(c)はB−B線断面図である。リチウムイオンキャパシタ100には、電極体15とリチウム供給板12が内蔵されており、電解液に浸漬された状態となっている。リチウムイオンキャパシタ100は外装材16によって被覆されており、一方の短辺から正極外部端子21および負極外部端子31がそれぞれ突出していて、他方の短辺からリチウム供給板用外部端子11が突出している。図3(a)、図3(b)に示す通り、この正極外部端子21と負極外部端子31とリチウム供給板用外部端子11は、外装材16で挟まれ、それぞれ外部に突出している。
3A and 3B are diagrams showing a lithium ion capacitor according to the present invention, in which FIG. 3A is a plan view, FIG. 3B is a front view, and FIG. 3C is a cross-sectional view taken along line BB. The
外装材16は、上側および下側より電極体15とリチウム供給板12を挟み込み、周縁部で上側と下側の外装材16同士を接着して、電解液を含む内容物を密封し、その漏出を防ぐ構成となっている。また、正極外部端子21および負極外部端子31、リチウム供給板用外部端子11が外部に導出する接合部分では、各外部端子の周囲を被覆して封止する構成となっている。従って、リチウムイオンキャパシタ100は、外装材16同士の接着、および外装材16による正極外部端子21と負極外部端子31の接合部分の周囲の被覆によって完全に密封されている。外装材16には、金属箔とポリオレフィン系フィルムを貼り合わせたラミネートフィルムが使用できる。さらに、外装材16の内側には熱可塑性樹脂が形成され、熱可塑性樹脂としては、ポリエチレン、ポリプロピレン、酸変性プロピレン、エチレンーメタクリル酸共重合体等が使用できる。
The
本発明の実施の形態におけるリチウムイオンキャパシタ100は、負極電極へリチウムイオンを電気化学的工法により予備吸蔵させる。電気化学的工法として、リチウム供給板用外部端子11と負極外部端子31を電気的に接続し、電解液中のリチウム供給源と負極電極の電位差を利用してリチウムイオンを吸蔵させる方法や、充放電装置等の外部装置により制御しながらリチウムイオンを吸蔵させる方法等、従来技術による種々の方法が適用できる。また、正極電極へリチウムイオンを吸着させ、そのリチウムイオンを対極の負極電極に吸蔵させる方法も可能である。負極電極へのリチウムイオンの吸蔵後は、リチウム供給板12を取り出すことが望ましいが、吸蔵量にあわせたリチウム供給源を用い消費するように予め設定し、リチウム供給板用外部端子11の、外装材16から外部に突出している部分を切断してもよい。
In the
図4は、本発明に係る電極体の構成を示す図で、図4(a)は負極電極の平面図、図4(b)はセパレータの平面図、図4(c)は正極電極の平面図である。図4(a)に示す負極電極32は負極活物質層32aと負極集電体32bからなり、このうち負極活物質層32aは、一般的には銅や銅合金などの金属箔からなる負極集電体32bの片面もしくは両面に形成される。負極活物質層32aは、炭素材料を主成分とする活物質を多量に含む電極合剤層であって、バインダおよび導電剤を含むことが多い。負極集電体32bには、外部端子を取り付けるための延出部が設けられ、一般には負極集電体32bと一体成型されるものであるが、何らかの薄い金属体を負極集電体32bに溶接や圧着などの方法により固定したものでもよい。
4A and 4B are diagrams showing the configuration of the electrode body according to the present invention. FIG. 4A is a plan view of the negative electrode, FIG. 4B is a plan view of the separator, and FIG. 4C is a plan view of the positive electrode. FIG. 4A includes a negative electrode
図4(b)に示すセパレータ14は絶縁性の薄板であり、一般には正極活物質層22a、負極活物質層32aの形成面積よりもやや大きく構成され、電解液が浸透しやすい素材であることが必要である。
The
図4(c)に示す正極電極22は正極活物質層22aと正極集電体22bからなり、このうち正極活物質層22aは、一般的にはアルミニウムやアルミニウム合金などの金属箔からなる正極集電体22bの片面もしくは両面に形成される。正極活物質層22aは、炭素材料を主成分とする活物質を多量に含む電極合剤層であって、バインダおよび導電剤を含むことが多い。正極集電体22bには、外部端子を取り付けるための延出部が設けられ、一般には正極集電体22bと一体成型されるものであるが、何らかの薄い金属体を正極集電体22bに溶接や圧着などの方法により固定したものでもよい。
The
電極体は、上から図4(b)に示すセパレータ、図4(a)に示す負極電極、図4(b)に示すセパレータ、図4(c)に示す正極電極の順で積層したものである。上側の外装材の内部の接着層と最上部の負極電極の間、正極電極と負極電極の間、最下部の負極電極と下側の外装材の内部の接着層の間には、必ずセパレータが1枚ずつ挿入されている。すなわち、外装材内において電極体の構成は、セパレータ/負極電極/セパレータ/正極電極/セパレータ/・・/セパレータ/正極電極/セパレータ/負極電極/セパレータ、となっている。正極電極および負極電極の寸法形状や枚数は、必ずしも同一である必要はない。 The electrode body is formed by laminating the separator shown in FIG. 4 (b), the negative electrode shown in FIG. 4 (a), the separator shown in FIG. 4 (b), and the positive electrode shown in FIG. 4 (c) from the top. is there. There must be a separator between the adhesive layer inside the upper exterior material and the uppermost negative electrode, between the positive electrode and the negative electrode, and between the lowermost negative electrode and the adhesive layer inside the lower exterior material. One by one is inserted. That is, the configuration of the electrode body in the exterior material is separator / negative electrode / separator / positive electrode / separator /./ separator / positive electrode / separator / negative electrode / separator. The dimensions and number of the positive electrode and the negative electrode are not necessarily the same.
図5は、本発明に係る電極体を示す斜視図である。電極体15は、上述したようにセパレータを介して正極電極22と負極電極32を積層して構成されている。この正極電極22と負極電極32の一方の短辺から、外部端子を取り付けるための延出部がそれぞれ引き出されている。
FIG. 5 is a perspective view showing an electrode body according to the present invention. As described above, the
図6は、本発明に係る電極体と外部端子を示す斜視図である。電極体15に、正極外部端子21と負極外部端子31とを取り付けた構成となっている。電極体15の一方の短辺から延出している複数枚の正極電極22の延出部と正極外部端子21が、また同じく延出している複数枚の負極電極32の延出部と負極外部端子31が超音波溶接により接合されている。接合方法は、超音波溶接に限られるものではなく、抵抗溶接、レーザ溶接などでもよい。
FIG. 6 is a perspective view showing an electrode body and external terminals according to the present invention. The positive electrode
ここで、本発明の実施の形態における、積層型のハイブリッドキャパシタとしてリチウムイオンキャパシタの製造方法の例を以下に説明する。 Here, an example of a method for manufacturing a lithium ion capacitor as a multilayer hybrid capacitor in the embodiment of the present invention will be described below.
(正極電極)
正極電極は、アルミニウム箔またはステンレス箔等からなる金属箔の集電体に、炭素材料を主成分とする活物質と、バインダ、導電剤を混合してシート状にした正極活物質層を、一体化させたものである。この活物質となる炭素原料としては、木材、鋸屑、椰子殻、パルプ廃液などの植物系物質、石炭、石油重質油、またはそれらを熱分解して得られる石炭系および石油系ピッチ、石油コークス、カーボンエアロゲル、タールピッチなどの化石燃料系物質、フェノール樹脂、ポリ塩化ビニル樹脂、ポリ塩化ビニリデンなどの合成高分子系物質など各種のものが用いられる。これらの炭素原料を炭化した後に、ガス賦活法もしくは薬品賦活法によって賦活し、比表面積が700m2/g〜3000m2/gの炭素系活物質を得る。この活物質の比表面積はとくに1000m2/g〜2000m2/gの場合が好ましい。また、バインダとしては、ポリテトラフルオロエチレン、ポリフッ化ビニリデン、フルオロオレフィン共重合体架橋ポリマー等の含フッ素系樹脂、スチレン−ブタジエンゴム等のゴム系バインダ、ポリプロピレン、ポリエチレン等の熱可塑性樹脂などが用いられ、正極活物質層全体の3質量%〜20質量%程度のバインダを含んで作製させるのが好ましい。このバインダとしては、上記の物質の中では特にポリテトラフルオロエチレンが耐熱性、耐薬品性、作製されるシート状の分極性電極層の強度の観点から好ましい。また、導電剤としては、アセチレンブラック、ケッチェンブラックなどのカーボンブラック、天然黒鉛、熱膨張黒鉛炭素繊維などから選択される物質を、正極活物質層全体の5質量%〜30質量%程度添加することが好ましい。
(Positive electrode)
The positive electrode has a current collector made of a metal foil made of aluminum foil, stainless steel foil, or the like, and an active material layer mainly composed of a carbon material, a binder, and a conductive agent mixed into a sheet-like positive electrode active material layer. It has been made. The carbon raw material used as the active material includes plant materials such as wood, sawdust, coconut husk and pulp waste liquid, coal, heavy petroleum oil, coal-based and petroleum-based pitch obtained by pyrolyzing them, and petroleum coke. Various materials such as fossil fuel materials such as carbon aerogel and tar pitch, and synthetic polymer materials such as phenol resin, polyvinyl chloride resin, and polyvinylidene chloride are used. These carbon material after carbonization, and activating the gas activation method or chemical activation method, the specific surface area to obtain a carbon-based active material of 700m 2 / g~3000m 2 / g. The specific surface area of the active material is particularly preferred if the 1000m 2 / g~2000m 2 / g. As the binder, fluorine-containing resins such as polytetrafluoroethylene, polyvinylidene fluoride and fluoroolefin copolymer cross-linked polymers, rubber binders such as styrene-butadiene rubber, thermoplastic resins such as polypropylene and polyethylene, etc. are used. In addition, it is preferable to produce the binder including about 3 mass% to 20 mass% of the binder in the whole positive electrode active material layer. Among these substances, polytetrafluoroethylene is particularly preferable as the binder from the viewpoint of heat resistance, chemical resistance, and strength of the sheet-like polarizable electrode layer to be produced. In addition, as the conductive agent, a material selected from carbon black such as acetylene black and ketjen black, natural graphite, and thermally expanded graphite carbon fiber is added in an amount of about 5% by mass to 30% by mass of the entire positive electrode active material layer. It is preferable.
次に、正極電極を作製する方法の例について説明する。以下の例では活物質となる炭素原料としてフェノール樹脂を用い、バインダ物質としてポリテトラフルオロエチレン、また導電剤としてケッチェンブラックを選択している。まず、フェノール樹脂を炭化し、賦活して作製した活性炭粉末とポリテトラフルオロエチレンからなるバインダ、およびケッチェンブラックの三者を混練し、次いで圧延を行ってシート状の活物質層を成形する。こうして得られた正極活物質層を、アルミニウムまたはステンレスの粗面化された正極集電体に導電性カーボンペーストを用いて接着する。さらに加熱乾燥することで一体化し、これを正極電極とする。この際に正極集電体に予め延出部を1箇所形成しておき、そこには正極活物質層を形成しないようにして、外部端子板を取り付ける部分を設けるのが好ましい。 Next, an example of a method for producing a positive electrode will be described. In the following example, a phenol resin is used as a carbon raw material to be an active material, polytetrafluoroethylene is selected as a binder material, and ketjen black is selected as a conductive agent. First, activated carbon powder obtained by carbonizing and activating a phenol resin, a binder made of polytetrafluoroethylene, and a ketjen black are kneaded, and then rolled to form a sheet-like active material layer. The positive electrode active material layer thus obtained is bonded to a roughened positive electrode current collector made of aluminum or stainless steel using a conductive carbon paste. Furthermore, it integrates by heating-drying and makes this a positive electrode. At this time, it is preferable to previously form one extension portion on the positive electrode current collector, and to provide a portion to which the external terminal plate is attached so as not to form the positive electrode active material layer.
正極電極は、上記の方法ではなく、正極活物質層と正極集電体とを重ね合わせて、これらを互いに圧着させる方法で作製してもよい。またこの正極活物質層は正極集電体の片面に接着してもよいし、両面に接着してもよい。さらに、メチルセルロースやポリフッ化ビニリデンなどのバインダを溶媒に溶解した溶液に、上記活物質や導電剤を混合、分散させてスラリーとし、このスラリーを正極集電体の片面あるいは両面に塗工する方法により、正極活物質層を形成してもよい。 The positive electrode may be manufactured by a method in which the positive electrode active material layer and the positive electrode current collector are overlapped with each other and are bonded to each other instead of the above method. Moreover, this positive electrode active material layer may be adhered to one surface of the positive electrode current collector, or may be adhered to both surfaces. Further, by mixing and dispersing the above active material and conductive agent in a solution in which a binder such as methylcellulose or polyvinylidene fluoride is dissolved in a solvent, a slurry is formed, and this slurry is applied to one or both sides of the positive electrode current collector. A positive electrode active material layer may be formed.
(負極電極)
負極電極は、銅箔、ニッケル箔またはステンレス箔等からなる金属箔の集電体に、炭素材料を主成分とする活物質、バインダ、導電剤を混合してシート状にした負極活物質層を、一体化させたものである。炭素材料を主成分とする活物質としては、リチウムイオンの吸蔵、脱離が可能な、グラファイト、不定形炭素などの炭素系材料を用いることができる。導電剤としては、アセチレンブラック、ケッチェンブラックのようなカーボンブラック、天然黒鉛、熱膨張黒鉛炭素繊維が好ましく、負極活物質層全体の5〜30重量%程度添加するのが好ましい。また、バインダとしては、ポリテトラフルオロエチレン、ポリフッ化ビニリデン、フルオロオレフィン共重合体架橋ポリマー等の含フッ素系樹脂、ポリブタジエンゴム、スチレン−ブタジエンゴム等のゴム系バインダ、ポリプロピレン、ポリエチレン等の熱可塑性樹脂などが用いられ、特にポリフッ化ビニリデンが耐熱性、耐薬品性、シート強度の観点から好ましい。負極活物質層全体の3〜20重量%程度のバインダを含んで作製させるのが好ましい。
(Negative electrode)
The negative electrode has a negative electrode active material layer formed by mixing a metal foil current collector made of copper foil, nickel foil, stainless steel foil, or the like with an active material mainly composed of a carbon material, a binder, and a conductive agent into a sheet shape. , Integrated. As the active material containing a carbon material as a main component, a carbon-based material such as graphite or amorphous carbon that can occlude and desorb lithium ions can be used. As the conductive agent, carbon black such as acetylene black and ketjen black, natural graphite, and thermally expanded graphite carbon fiber are preferable, and it is preferable to add about 5 to 30% by weight of the whole negative electrode active material layer. The binder includes fluorine-containing resins such as polytetrafluoroethylene, polyvinylidene fluoride and fluoroolefin copolymer crosslinked polymers, rubber binders such as polybutadiene rubber and styrene-butadiene rubber, and thermoplastic resins such as polypropylene and polyethylene. In particular, polyvinylidene fluoride is preferable from the viewpoints of heat resistance, chemical resistance, and sheet strength. It is preferable that the negative electrode active material layer is made to contain about 3 to 20% by weight of the binder.
次に、負極電極を作製する方法の例について説明する。以下の例では活物質となる炭素原料として難黒鉛化炭素材料を用い、バインダ物質としてポリテトラフルオロエチレン、また導電剤としてケッチェンブラックを選択している。まず難黒鉛化炭素材粉末と上記ポリテトラフルオロエチレンからなるバインダ、ケッチェンブラックの三者を混練し、次いで圧延を行ってシート状の活物質電極層を成形する。こうして得られた負極活物質層を、銅、ニッケルまたはステンレスの負極集電体に導電性カーボンペーストを用いて接着する。さらに加熱乾燥することで一体化し、これを負極電極とする。この際に負極集電体に予め延出部を1箇所形成しておき、そこには負極活物質層を形成しないようにして、外部端子板を取り付ける部分を設けるのが好ましい。 Next, an example of a method for producing a negative electrode will be described. In the following example, a non-graphitizable carbon material is used as a carbon raw material as an active material, polytetrafluoroethylene is selected as a binder material, and ketjen black is selected as a conductive agent. First, a non-graphitizable carbon material powder, a binder composed of the above polytetrafluoroethylene, and ketjen black are kneaded and then rolled to form a sheet-like active material electrode layer. The negative electrode active material layer thus obtained is bonded to a copper, nickel or stainless steel negative electrode current collector using a conductive carbon paste. Furthermore, it integrates by heating-drying and makes this a negative electrode. At this time, it is preferable to previously form one extension portion on the negative electrode current collector, and to provide a portion to which the external terminal plate is attached so as not to form the negative electrode active material layer.
負極電極は、上記の方法ではなく、負極活物質層と負極集電体とを重ね合わせて、これらを互いに圧着させる方法で作製してもよい。また、この負極活物質層は負極集電体の片面に接着してもよいし、両面に接着してもよい。さらに、メチルセルロースやポリフッ化ビニリデンなどのバインダを溶媒に溶解した溶液に、上記活物質や導電剤を混合、分散させてスラリーとし、このスラリーを負極集電体の片面あるいは両面に塗工する方法により、負極活物質層を作製してもよい。 The negative electrode may be produced by a method in which the negative electrode active material layer and the negative electrode current collector are superposed and bonded to each other instead of the above method. Moreover, this negative electrode active material layer may be adhered to one surface of the negative electrode current collector, or may be adhered to both surfaces. Further, by mixing and dispersing the above active material and conductive agent in a solution in which a binder such as methylcellulose or polyvinylidene fluoride is dissolved in a solvent, a slurry is obtained, and this slurry is applied to one or both sides of the negative electrode current collector. A negative electrode active material layer may be produced.
(セパレータ)
正極電極と負極電極の間や、外装材と負極電極の間に設置されるセパレータは、厚さが薄く、しかも電子絶縁性およびイオン透過性が高い材料が好ましい。セパレータの構成材料はとくに限定されるものではないが、たとえば、ポリエチレンやポリプロピレンなどの不織布、もしくはビスコースレイヨンや天然セルロースの抄紙などが好適に使用される。セパレータは、作製する電気化学デバイスの種別に応じてその構成材料を選定することが好ましい。
(Separator)
The separator provided between the positive electrode and the negative electrode or between the exterior material and the negative electrode is preferably a material having a small thickness and high electronic insulation and ion permeability. Although the constituent material of a separator is not specifically limited, For example, the nonwoven fabrics, such as polyethylene and a polypropylene, or the papermaking of a viscose rayon or a natural cellulose is used suitably. The constituent material of the separator is preferably selected according to the type of electrochemical device to be produced.
(リチウム供給板)
次に、リチウム供給板の作製方法の例を説明する。リチウム供給源には、金属リチウムまたはリチウム含有遷移金属酸化物を用いる。リチウム含有遷移金属酸化物としては、マンガン酸リチウム(LiMnO2、LiMn2O4)、コバルト酸リチウム(LiCoO2)、ニッケル酸リチウム(LiNiO2)、ニッケルコバルト酸リチウム(LiNi1/2Co1/2O2)、ニッケルコバルトマンガン酸リチウム(LiNi1/3Co1/3Mn1/3O2)、リン酸鉄リチウム(LiFePO4)が好ましく使用できる。リチウム供給源として、金属リチウムを用いる場合は、リチウム集電体には、負極集電体と同様の金属箔を用いることが好ましく、銅箔、ニッケル箔またはステンレス箔等を用いる。またリチウム集電体のサイズは、特に限定されるものではないが、負極集電体サイズと同様のサイズもしくは一回り小さいサイズ(辺長が1〜5mm小さい)が好適に使用される。リチウム集電体に予めカットした金属リチウムをロールプレス等で貼り合わせ作製する。この際にリチウム集電体に予め延出部を1箇所形成しておき、そこには金属リチウムを形成しないようにして、外部端子板を取り付ける部分を設けるのが好ましい。
(Lithium supply plate)
Next, an example of a method for producing a lithium supply plate will be described. As the lithium source, metallic lithium or lithium-containing transition metal oxide is used. Examples of the lithium-containing transition metal oxide include lithium manganate (LiMnO 2 , LiMn 2 O 4 ), lithium cobaltate (LiCoO 2 ), lithium nickelate (LiNiO 2 ), and lithium nickel cobaltate (LiNi 1/2 Co 1 / 2 O 2 ), nickel cobalt lithium manganate (LiNi 1/3 Co 1/3 Mn 1/3 O 2 ), and lithium iron phosphate (LiFePO 4 ) can be preferably used. When metallic lithium is used as the lithium supply source, it is preferable to use the same metal foil as the negative electrode current collector, such as a copper foil, nickel foil, or stainless steel foil, as the lithium current collector. The size of the lithium current collector is not particularly limited, but a size similar to the negative electrode current collector size or a size slightly smaller (side length is 1 to 5 mm smaller) is preferably used. Metal lithium that has been cut in advance is bonded to a lithium current collector by a roll press or the like. At this time, it is preferable to previously form one extension portion in the lithium current collector, and to provide a portion for attaching the external terminal plate so as not to form metallic lithium.
リチウム供給源として、リチウム含有遷移金属酸化物を用いる場合は、リチウム集電体には、正極集電体と同様の金属箔を用いることが好ましく、アルミニウム箔またはステンレス箔等を用いる。また、リチウム集電体のサイズは、特に限定されるものではないが、正極集電体サイズと同様のサイズもしくは一回り小さいサイズ(辺長が1〜5mm小さい)が好適に使用される。作製方法の例として、リチウム供給源に、リチウム含有遷移金属酸化物を用い、バインダ物質としてポリテトラフルオロエチレン、また、導電剤としてケッチェンブラックを使用して説明する。まず、リチウム含有遷移金属酸化物粉末とポリテトラフルオロエチレンからなるバインダ、ケッチェンブラックの三者を混練し、次いで圧延を行ってシート状のリチウム供給源を成形する。こうして得られたシート状のリチウム供給源を、アルミニウムまたはステンレスの粗面化されたリチウム集電体に導電性カーボンペーストを用いて接着する。さらに加熱乾燥することで一体化し、これをリチウム供給板とする。この際にリチウム集電体に予め延出部を1箇所形成しておき、そこにはリチウム供給源を形成しないようにして、外部端子板を取り付ける部分を設けるのが好ましい。 When a lithium-containing transition metal oxide is used as the lithium supply source, it is preferable to use the same metal foil as the positive electrode current collector, such as an aluminum foil or a stainless steel foil, as the lithium current collector. The size of the lithium current collector is not particularly limited, but a size similar to the positive electrode current collector size or a size slightly smaller (side length is 1 to 5 mm smaller) is preferably used. As an example of the manufacturing method, a lithium-containing transition metal oxide is used as a lithium supply source, polytetrafluoroethylene is used as a binder material, and ketjen black is used as a conductive agent. First, a lithium-containing transition metal oxide powder, a binder composed of polytetrafluoroethylene, and ketjen black are kneaded and then rolled to form a sheet-like lithium supply source. The sheet-like lithium supply source thus obtained is bonded to a roughened lithium current collector made of aluminum or stainless steel using a conductive carbon paste. Further, they are integrated by heating and drying, and this is used as a lithium supply plate. At this time, it is preferable to previously form one extension portion on the lithium current collector and to provide a portion to which the external terminal plate is attached so as not to form a lithium supply source.
また、上記の方法ではなく、メチルセルロースやポリフッ化ビニリデンなどのバインダを溶媒に溶解した溶液に、金属リチウム粉末やリチウム含有遷移金属酸化物粉末と導電剤を混合、分散させてスラリーとし、このスラリーをリチウム集電体に塗工する方法により、リチウム供給板を作製してもよい。 Also, instead of the above method, a metal lithium powder or lithium-containing transition metal oxide powder and a conductive agent are mixed and dispersed in a solution in which a binder such as methylcellulose or polyvinylidene fluoride is dissolved in a solvent. The lithium supply plate may be produced by a method of applying to the lithium current collector.
以下、実施例および比較例について説明する。なお実施例1〜15および比較例1〜5は電気化学デバイスとしてリチウムイオンキャパシタを作製し、実施例16および比較例6はリチウムイオン二次電池をそれぞれ作製し、各種評価を行ったものである。 Hereinafter, examples and comparative examples will be described. In addition, Examples 1-15 and Comparative Examples 1-5 produced a lithium ion capacitor as an electrochemical device, and Example 16 and Comparative Example 6 produced a lithium ion secondary battery, respectively, and performed various evaluations. .
(実施例1)
正極活物質である比表面積が1500m2/gのフェノール系活性炭の粉末92質量部と、導電剤として黒鉛8質量部混合した粉末に対し、バインダとしてスチレン−ブタジエンゴム3質量部、カルボキシルメチルセルロース3質量部、溶媒として水200質量部となるように加え、混練してスラリーを得た。次いでエッチング処理により両表面が粗面化された厚さ20μmのアルミニウム箔を正極集電体として、その両面に上記スラリーを均一に塗布した。その後乾燥させて圧延プレスし、各厚さ30μmの正極活物質層を形成し正極電極を得た。また正極電極の一方の短辺の一部にはアルミニウム箔がタブ状に延出した延出部を形成し、その部分の両面には正極活物質層を形成せず、アルミニウム箔を露出させた。
Example 1
With respect to a powder obtained by mixing 92 parts by mass of a phenol-based activated carbon powder having a specific surface area of 1500 m 2 / g as a positive electrode active material and 8 parts by mass of graphite as a conductive agent, 3 parts by mass of styrene-butadiene rubber as a binder and 3 parts by mass of carboxymethyl cellulose And 200 parts by mass of water as a solvent and kneaded to obtain a slurry. Next, an aluminum foil having a thickness of 20 μm whose both surfaces were roughened by etching treatment was used as a positive electrode current collector, and the slurry was uniformly applied to both surfaces thereof. Then, it was dried and rolled and pressed to form a positive electrode active material layer having a thickness of 30 μm to obtain a positive electrode. In addition, an extension part in which the aluminum foil extended in a tab shape was formed on a part of one short side of the positive electrode, and the positive electrode active material layer was not formed on both surfaces of the part, and the aluminum foil was exposed. .
負極活物質である難黒鉛化材料粉末88質量部と、導電剤としてアセチレンブラック6質量部混合した粉末に対し、バインダとしてスチレン−ブタジエンゴム5質量部、カルボキシルメチルセルロース4質量部、溶媒として水200質量部となるように加え、混練してスラリーを得た。次いで厚さ10μmの銅箔を負極集電体として、その両面に上記スラリーを均一に塗布した。その後乾燥させて圧延プレスし、各厚さ20μmの負極活物質層を形成し、負極電極を得た。また負極電極の一方の短辺の一部には銅箔がタブ状に延出した延出部を形成し、その部分の両面には負極活物質層を形成せず、銅箔を露出させた。 With respect to the powder obtained by mixing 88 parts by mass of the non-graphitizable material powder as the negative electrode active material and 6 parts by mass of acetylene black as a conductive agent, 5 parts by mass of styrene-butadiene rubber, 4 parts by mass of carboxymethyl cellulose, and 200 parts by mass of water as a solvent. And kneaded to obtain a slurry. Next, using the copper foil having a thickness of 10 μm as a negative electrode current collector, the slurry was uniformly applied on both surfaces thereof. Then, it was dried and rolled and pressed to form a negative electrode active material layer having a thickness of 20 μm to obtain a negative electrode. In addition, an extension part in which the copper foil extended in a tab shape was formed on a part of one short side of the negative electrode, and the negative electrode active material layer was not formed on both surfaces of the part, and the copper foil was exposed. .
セパレータとして、厚さ35μmの天然セルロース材の薄板を使用した。このセパレータの寸法形状は、上記各電極の延出部を除いた形状よりも少しだけ大きくなるように構成した。 As a separator, a thin plate of a natural cellulose material having a thickness of 35 μm was used. The size and shape of the separator was configured to be slightly larger than the shape excluding the extended portion of each electrode.
次いで、セパレータ、負極電極、セパレータ、正極電極、セパレータの順番でこれら三者を積層し電極体を得た。この電極体の最外部にはそれぞれ必ずセパレータが1枚ずつ配置されるようにした。本実施例では、1試料あたりの積層した正極電極は4枚、負極電極は5枚、セパレータは10枚で構成した。延出部を除いた寸法は、正極電極が88mm×128mm、負極電極が90mm×130mm、セパレータが92mm×132mmとした。また、各電極に形成した延出部は、それぞれの電極の同一短辺の異なる箇所から延出し、延出部の寸法は、それぞれ13.5mm×18mmとした。 Subsequently, these three members were laminated in the order of a separator, a negative electrode, a separator, a positive electrode, and a separator to obtain an electrode body. One separator was always arranged on the outermost part of the electrode body. In this example, four stacked positive electrodes per sample, five negative electrodes, and 10 separators were formed. The dimensions excluding the extended portion were 88 mm × 128 mm for the positive electrode, 90 mm × 130 mm for the negative electrode, and 92 mm × 132 mm for the separator. Moreover, the extension part formed in each electrode extended from the different location of the same short side of each electrode, and the dimension of the extension part was 13.5 mm x 18 mm, respectively.
正極外部端子は、長さ30mm、幅15mm、厚さ0.2mmのアルミニウム材を使用した。また、負極外部端子は、長さ30mm、幅15mm、厚さ0.2mmの銅材にNiメッキしたものを使用した。外装材から導出している領域は、長さ15mm、幅15mmとした。外装材と熱接着する面には、酸変性ポリオレフィン樹脂からなるシーラントが両面に施されているものを使用した。次に、電極体から延出している正極電極と負極電極の延出部を各々束ね、一括して各外部端子の端部にそれぞれ超音波溶接により固定した。 As the positive electrode external terminal, an aluminum material having a length of 30 mm, a width of 15 mm, and a thickness of 0.2 mm was used. The negative electrode external terminal used was a Ni material plated on a copper material having a length of 30 mm, a width of 15 mm, and a thickness of 0.2 mm. The area derived from the exterior material was 15 mm long and 15 mm wide. For the surface to be thermally bonded to the exterior material, one having a sealant made of an acid-modified polyolefin resin applied on both sides was used. Next, the extending portions of the positive electrode and the negative electrode extending from the electrode body were bundled and collectively fixed to the end portions of the external terminals by ultrasonic welding.
リチウム供給板は、厚さ10μmの銅箔からなるリチウム集電体に、リチウム供給源である金属リチウムを貼り合わせて作製した。また、銅箔の一部に延出部を設け、リチウム供給板用外部端子を超音波溶接により固定した。リチウム供給板の延出部を除いた寸法は、90mm×130mmとした。このとき、金属リチウムは、厚さ140μmとし、銅箔の延出部が設けられた辺以外の3辺の端縁から内側へ10mmの長さで貼り合わせた。作製したリチウム供給板を、電極体の積層方向の上部に、電極体と平行に配置した。このとき、リチウム供給源がリチウム集電体を介して電極体の最外層の外面側に位置するように配置した。すなわち、リチウム供給源と電極体の間にはリチウム集電体が介在しており、このリチウム供給源の配置を、電極体の非対向面とする。 The lithium supply plate was prepared by bonding metal lithium as a lithium supply source to a lithium current collector made of a copper foil having a thickness of 10 μm. Moreover, the extension part was provided in a part of copper foil, and the external terminal for lithium supply plates was fixed by ultrasonic welding. The dimension excluding the extended portion of the lithium supply plate was 90 mm × 130 mm. At this time, the metallic lithium was bonded to the inner side with a length of 10 mm from the edge of three sides other than the side where the extending portion of the copper foil was provided with a thickness of 140 μm. The produced lithium supply plate was disposed in the upper part of the electrode body in the stacking direction in parallel with the electrode body. At this time, it arrange | positioned so that a lithium supply source may be located in the outer surface side of the outermost layer of an electrode body through a lithium electrical power collector. That is, a lithium current collector is interposed between the lithium supply source and the electrode body, and the arrangement of the lithium supply source is a non-facing surface of the electrode body.
次に、2枚の外装材で電極体とリチウム供給板を包み込み、正極外部端子および負極外部端子と、リチウム供給板用外部端子を配置する2辺の短辺を含む3辺の周縁部を熱圧着し袋状とした。外装材の内面には、酸変性ポリオレフィン樹脂からなる、厚さ40μmの熱可塑性樹脂層を形成し、この熱可塑性樹脂層を熱圧着させることで、外装材を接合した。 Next, the electrode body and the lithium supply plate are wrapped with two exterior materials, and the peripheral portions of the three sides including the short sides of the two sides on which the positive electrode external terminal and the negative electrode external terminal and the lithium supply plate external terminal are arranged are heated. Crimped into a bag. A 40 μm-thick thermoplastic resin layer made of an acid-modified polyolefin resin was formed on the inner surface of the exterior material, and the exterior material was joined by thermocompression bonding the thermoplastic resin layer.
さらに、袋状にした外装材の内部に電解液を注入した。電解液は、六フッ化リン酸リチウムをプロピレンカーボネートとジエチルカーボネートを1:1の割合で混合させた混合溶媒に溶解させ、1.0mol/lの濃度に調製したものを使用した。電解液を注入した後に、外装材の接合していない残る1辺を、真空雰囲気中にて熱圧着により封止した。その後、リチウム供給板用外部端子と負極外部端子を溶接により電気的に接続し、電気化学的工法により、リチウム供給板から負極活物質層にリチウムイオンを吸蔵させた。吸蔵量は、負極活物質層の重量に対し400mAh/gとした。リチウムイオンの吸蔵完了後、外装材の一部を開封し、リチウム供給板を取り出した。さらに、真空雰囲気中にて再度熱圧着し封止した。 Further, an electrolyte was injected into the bag-shaped exterior material. As the electrolytic solution, a solution prepared by dissolving lithium hexafluorophosphate in a mixed solvent in which propylene carbonate and diethyl carbonate were mixed at a ratio of 1: 1 and adjusted to a concentration of 1.0 mol / l was used. After injecting the electrolytic solution, the remaining one side where the exterior material was not joined was sealed by thermocompression bonding in a vacuum atmosphere. Then, the external terminal for lithium supply plates and the negative electrode external terminal were electrically connected by welding, and lithium ions were occluded from the lithium supply plate into the negative electrode active material layer by an electrochemical method. The occlusion amount was 400 mAh / g with respect to the weight of the negative electrode active material layer. After completion of occlusion of lithium ions, a part of the exterior material was opened and the lithium supply plate was taken out. Further, it was thermocompression-bonded again in a vacuum atmosphere and sealed.
以上の方法により、積層型のリチウムイオンキャパシタを得た。この方法により50個のリチウムイオンキャパシタを作製した。 A multilayer lithium ion capacitor was obtained by the above method. Fifty lithium ion capacitors were produced by this method.
(比較例1〜3:電極の構成)
実施例1と同様の方法により、リチウムイオンキャパシタ50個を、以下に説明するそれぞれの条件ごとに作製した。
(Comparative Examples 1-3: Structure of electrode)
In the same manner as in Example 1, 50 lithium ion capacitors were produced for each condition described below.
比較例1〜2は、従来の電極(正極電極および負極電極)の構成を適用したものである。図7は、比較例1に係る電極を示す平面図である。図8は、比較例2に係る電極を示す平面図である。比較例1では、図7に示すように、プレス加工したパンチングメタルからなる集電体17bを使用し、活物質層17aを形成し、電極17を作製した。比較例2では、図8に示すように、箔を網目(菱型)状に機械加工したエキスパンドメタルからなる集電体18bを使用し活物質層18aを形成し、電極18を作製した。作製方法は、実施例1と同じ活物質含有スラリーを用い、マルチコーターにより塗工を施した。
Comparative Examples 1 and 2 apply the configuration of conventional electrodes (positive electrode and negative electrode). FIG. 7 is a plan view showing an electrode according to Comparative Example 1. FIG. FIG. 8 is a plan view showing an electrode according to Comparative Example 2. FIG. In Comparative Example 1, as shown in FIG. 7, an
また、比較例1では、電極に形成されている貫通孔の開孔径を1mm、開孔率を30%、円心間距離を1.73mmとした。リチウム供給板は、リチウム供給源が電極体と向かい合うように、リチウム集電体を電極体の最外層の外面側に配置した。このリチウム供給源の配置を、電極体の対向面とする。各電極の構成とリチウム供給板の配置以外は、実施例1と同様の条件で、リチウムイオンキャパシタを50個作製した。 In Comparative Example 1, the diameter of the through hole formed in the electrode was 1 mm, the hole area ratio was 30%, and the distance between the circle centers was 1.73 mm. In the lithium supply plate, the lithium current collector was arranged on the outer surface side of the outermost layer of the electrode body so that the lithium supply source faced the electrode body. This arrangement of the lithium supply source is defined as an opposing surface of the electrode body. 50 lithium ion capacitors were produced under the same conditions as in Example 1 except for the configuration of each electrode and the arrangement of the lithium supply plate.
比較例2では、電極に形成されている開口部の開孔率を30%とした。また比較例1と同様に、リチウム供給板を配置し、リチウム供給源は電極体の対向面に配置した。各電極板の構成とリチウム供給板の配置以外は、実施例1と同様の条件で、リチウムイオンキャパシタを50個作製した。 In Comparative Example 2, the aperture ratio of the opening formed in the electrode was 30%. Similarly to Comparative Example 1, a lithium supply plate was disposed, and a lithium supply source was disposed on the opposing surface of the electrode body. 50 lithium ion capacitors were produced under the same conditions as in Example 1 except for the configuration of each electrode plate and the arrangement of the lithium supply plate.
比較例3は、従来のリチウム供給源の配置に類似させて本発明と比較したものである。図9は、比較例3に係る電極とリチウム供給源を示す平面図である。比較例3では、負極電極19の負極集電体19bの表面側部に、負極活物質層19aと分離して、金属リチウムからなるリチウム供給源12cを配置した。このとき、負極電極19の寸法を105mm×130mm、セパレータの寸法を107mm×132mmとした。負極集電体19bの側部に配置した金属リチウムは、10mm×130mm、厚さは72μmとした。正極電極の寸法は、実施例1と同様に88mm×128mmとした。また、リチウム供給源12cは負極集電体19bの表面側部に配置したため、実施例1で使用したリチウム供給板は配置しなかった。負極電極の構成と寸法、セパレータの寸法、リチウム供給板の配置以外は、実施例1と同様の条件で、リチウムイオンキャパシタを50個作製した。
Comparative Example 3 is a comparison with the present invention similar to the arrangement of a conventional lithium source. FIG. 9 is a plan view showing an electrode and a lithium supply source according to Comparative Example 3. In Comparative Example 3, a
(実施例2〜5、比較例4:リチウム供給源のサイズ)
実施例1と同様の方法により、リチウムイオンキャパシタ50個を、以下に説明するそれぞれの条件ごとに作製した。
(Examples 2 to 5, Comparative Example 4: Size of lithium supply source)
In the same manner as in Example 1, 50 lithium ion capacitors were produced for each condition described below.
実施例2〜5と比較例4では、リチウム供給板におけるリチウム供給源の形成位置を変化させ、その他の構成は実施例1と同一とした。リチウム集電体の延出部を形成した辺を除く3辺の端縁から内側へ金属リチウムを形成し、3辺の端縁からの形成長さを変化させた。実施例2では5mm、実施例3では15mm、実施例4では20mm、実施例5では25mm、比較例4では30mmとした。ここで、実施例1と金属リチウムの体積(供給量)が同じとなるように、実施例2〜5と比較例4で形成する金属リチウムの厚さを調整した。 In Examples 2 to 5 and Comparative Example 4, the formation position of the lithium supply source on the lithium supply plate was changed, and the other configurations were the same as in Example 1. Metallic lithium was formed inward from the edge of the three sides excluding the side where the extended portion of the lithium current collector was formed, and the formation length from the edge of the three sides was changed. The thickness was 5 mm in Example 2, 15 mm in Example 3, 20 mm in Example 4, 25 mm in Example 5, and 30 mm in Comparative Example 4. Here, the thickness of metallic lithium formed in Examples 2 to 5 and Comparative Example 4 was adjusted so that Example 1 and the volume (supply amount) of metallic lithium were the same.
(実施例6:リチウム供給板の配置)
実施例1と同様の方法により、リチウムイオンキャパシタ50個を、以下に説明するそれぞれの条件ごとに作製した。
(Example 6: Arrangement of lithium supply plate)
In the same manner as in Example 1, 50 lithium ion capacitors were produced for each condition described below.
実施例6では、リチウム供給板を電極体の積層方向の上面及び底面に配置した。このとき、リチウム供給板の金属リチウムは、実施例1の半分の厚みとした。金属リチウムは、電極体の非対向面に配置した。 In Example 6, the lithium supply plates were disposed on the top and bottom surfaces of the electrode body in the stacking direction. At this time, the metal lithium of the lithium supply plate was half the thickness of Example 1. Metallic lithium was disposed on the non-facing surface of the electrode body.
(実施例7〜9:リチウム供給源の配置)
実施例1と同様の方法により、リチウムイオンキャパシタ50個を、以下に説明するそれぞれの条件ごとに作製した。
(Examples 7 to 9: Arrangement of lithium supply source)
In the same manner as in Example 1, 50 lithium ion capacitors were produced for each condition described below.
実施例7〜9では、リチウム集電体の端部にリチウム供給源を形成するときの、形成する辺を変化させ、その他の構成は実施例1と同一とした。実施例7ではリチウム集電体の長辺の一辺に配置、実施例8では長辺の2辺に配置、実施例9では4辺に配置させた。このとき、各辺の端縁から内側へ10mmの長さで形成し、実施例1と金属リチウムの体積が同じとなるように、厚さを調整した。 In Examples 7 to 9, the side to be formed when the lithium supply source was formed at the end of the lithium current collector was changed, and the other configurations were the same as in Example 1. In Example 7, the lithium current collector was disposed on one side of the long side, in Example 8, the long side was disposed on two sides, and in Example 9, the long side was disposed on four sides. At this time, it formed in the length of 10 mm from the edge of each side inside, and adjusted the thickness so that Example 1 and the volume of metallic lithium might become the same.
(実施例10〜15:リチウム供給源の種類)
実施例1と同様の方法により、リチウムイオンキャパシタ50個を、以下に説明するそれぞれの条件ごとに作製した。
(Examples 10 to 15: Types of lithium supply source)
In the same manner as in Example 1, 50 lithium ion capacitors were produced for each condition described below.
実施例10〜15では、リチウム供給板の集電体に厚さ10μmのアルミニウム箔を使用し、リチウム供給源の種類を変化させ、その他の構成は実施例1と同一とした。実施例10はLiMn2O4、実施例11はLiCoO2、実施例12はLiNiO2、実施例13はLiNi1/2Co1/2O2、実施例14はLi1/3Co1/3Mn1/3O2、実施例15はLiFePO4とした。 In Examples 10 to 15, an aluminum foil having a thickness of 10 μm was used for the current collector of the lithium supply plate, the type of the lithium supply source was changed, and other configurations were the same as those in Example 1. Example 10 is LiMn 2 O 4 , Example 11 is LiCoO 2 , Example 12 is LiNiO 2 , Example 13 is LiNi 1/2 Co 1/2 O 2 , and Example 14 is Li 1/3 Co 1/3. Mn 1/3 O 2 Example 15 was LiFePO 4 .
(比較例5:リチウム供給源の配置)
実施例1と同様の方法により、リチウムイオンキャパシタ50個を、以下に説明するそれぞれの条件ごとに作製した。
(Comparative Example 5: Arrangement of lithium supply source)
In the same manner as in Example 1, 50 lithium ion capacitors were produced for each condition described below.
比較例5では、リチウム供給源を電極体の対向面に配置し、その他の構成は実施例1と同一とした。 In Comparative Example 5, the lithium supply source was disposed on the opposing surface of the electrode body, and the other configurations were the same as in Example 1.
(実施例16、比較例6:電気化学デバイスの種類)
実施例16では、正極活物質層にコバルト酸リチウム(LiCoO2)を、セパレータにポリエチレン系セパレータを用いた。これら以外に関しては、実施例1と同じ材料を用い同様の工法でリチウムイオン二次電池を50個作製した。比較例6では、正極集電体と負極集電体に比較例2と同じエキスパンドメタルを使用した。この集電体に実施例16と同じ活物質含有スラリーを用い、マルチコーターにより塗工を施し、活物質層を得た。各集電体以外は、実施例16と同様の条件でリチウムイオン二次電池を50個作製した。
(Example 16, comparative example 6: kind of electrochemical device)
In Example 16, lithium cobalt oxide (LiCoO 2 ) was used for the positive electrode active material layer, and a polyethylene-based separator was used for the separator. Except for these, 50 lithium ion secondary batteries were manufactured in the same manner using the same materials as in Example 1. In Comparative Example 6, the same expanded metal as in Comparative Example 2 was used for the positive electrode current collector and the negative electrode current collector. The same active material-containing slurry as in Example 16 was used for this current collector, and coating was performed with a multicoater to obtain an active material layer. Except for each current collector, 50 lithium ion secondary batteries were produced under the same conditions as in Example 16.
(評価方法)
実施例1〜16、および比較例1〜6において作製した電気化学デバイスは、それぞれ以下の評価を行った。すなわち、絶縁抵抗測定、直流抵抗(以下DC−Rという)測定、容量測定、自己放電測定の4種類の測定と、体積エネルギー密度の算出による評価を行った。
(Evaluation method)
The electrochemical devices produced in Examples 1 to 16 and Comparative Examples 1 to 6 were evaluated as follows. That is, four types of measurements, ie, insulation resistance measurement, direct current resistance (hereinafter referred to as DC-R) measurement, capacity measurement, and self-discharge measurement, and evaluation by calculation of volume energy density were performed.
絶縁抵抗測定は、正極外部端子および負極外部端子に、単位面積当たり1kg/cm2の接圧を掛けた状態で、絶縁抵抗測定機を用い、測定電圧100Vを印加し、絶縁抵抗を測定した。絶縁抵抗の合否判定は200MΩ以上を合格とした。評価数に対する不良数から不良率を算出した。 Insulation resistance measurement was performed by applying a measurement voltage of 100 V and measuring insulation resistance using an insulation resistance measuring machine in a state where a contact pressure of 1 kg / cm 2 per unit area was applied to the positive electrode external terminal and the negative electrode external terminal. The pass / fail judgment of the insulation resistance was determined to be 200 MΩ or higher. The defect rate was calculated from the number of defects relative to the number of evaluations.
DC−R測定は、電気化学デバイスを充放電装置にて所定の定電圧で1時間充電した後、電流値20Cで放電した際のDC−Rを測定した。DC−Rの選別規格は、従来技術である比較例1を基準とし、比較例1から抜き取った20個(明らかな不良品は除く)について測定したDC−R値の平均値+3σの値以下とした。選別規格より大きいものは不良とし、評価数に対する不良数から不良率を算出した。実施例17および比較例5は、リチウムイオン二次電池であるため不良選別の対象外とした。 In the DC-R measurement, the electrochemical device was charged at a predetermined constant voltage for 1 hour with a charging / discharging device, and then the DC-R was measured when discharged at a current value of 20C. The DC-R selection standard is based on the comparative example 1 which is the prior art, and the average value of DC-R values measured for 20 samples (excluding obvious defective products) extracted from the comparative example 1 + 3σ or less. did. Those larger than the screening standard were regarded as defective, and the defect rate was calculated from the number of defects relative to the evaluation number. Since Example 17 and Comparative Example 5 are lithium ion secondary batteries, they were excluded from defective selection.
容量測定は、電気化学デバイスを充放電装置にて所定の定電圧で1時間充電した後、電流値20Cで使用下限電圧まで放電した際の電流容量を測定した。容量の選別規格は、比較例1から抜き取った20個(明らかな不良品は除く)について測定した容量平均値の90%値以上とした。選別規格より小さいものは不良とし、評価数に対する不良数から不良率を算出した。実施例17および比較例5は、リチウムイオン二次電池であるため不良選別の対象外とした。 In the capacity measurement, the electrochemical device was charged at a predetermined constant voltage for 1 hour with a charging / discharging device, and then the current capacity was measured when the electrochemical device was discharged at a current value of 20 C to the lower limit voltage. The capacity selection standard was set to 90% or more of the average capacity value measured for 20 samples (excluding obvious defective products) extracted from Comparative Example 1. Those smaller than the screening standard were regarded as defective, and the defect rate was calculated from the number of defects relative to the evaluation number. Since Example 17 and Comparative Example 5 are lithium ion secondary batteries, they were excluded from defective selection.
自己放電測定評価は、電気化学デバイスを充放電装置にて所定の定電圧で1時間充電した後、端子間を開回路にした状態で、恒温槽にて60℃で72時間放置した後の端子間電圧を測定した。自己放電の選別規格は、比較例1から抜き取った10個(明らかな不良品は除く)について測定した電圧平均値−3σの値以上とした。リチウム二次電池の自己放電の選別規格は、比較例4から抜き取った10個について測定した電圧平均値−3σの値以上とした。選別規格より小さいものは不良とし、評価数に対する不良数から不良率を算出した。 Self-discharge measurement evaluation is performed after charging an electrochemical device at a predetermined constant voltage with a charging / discharging device for 1 hour, and then leaving the terminals open circuited and leaving the terminals at 60 ° C. for 72 hours in a constant temperature bath. The inter-voltage was measured. The selection standard for self-discharge was equal to or greater than the voltage average value −3σ measured for 10 samples (excluding obvious defective products) extracted from Comparative Example 1. The selection standard of the self-discharge of the lithium secondary battery was set to be equal to or higher than the voltage average value −3σ measured for 10 samples extracted from Comparative Example 4. Those smaller than the screening standard were regarded as defective, and the defect rate was calculated from the number of defects relative to the evaluation number.
以上の方法により、実施例1〜16、比較例1〜6における各々の試料の条件ごとに、絶縁抵抗測定、DC−R測定、容量測定、自己放電測定の4種類の評価をそれぞれ行った。平均容量、平均DC−R、総合不良率、総合結果とDC−R不良、絶縁不良、自己放電不良、製品サイズから算出した体積エネルギー密度を表1に示す。 By the above method, four types of evaluations of insulation resistance measurement, DC-R measurement, capacity measurement, and self-discharge measurement were performed for each sample condition in Examples 1-16 and Comparative Examples 1-6. Table 1 shows the volume energy density calculated from the average capacity, average DC-R, overall failure rate, overall results, DC-R failure, insulation failure, self-discharge failure, and product size.
本発明の実施例は、絶縁抵抗測定、DC−R測定、容量測定、自己放電測定の評価において、いずれも良好な結果が得られた。また体積あたりのエネルギー密度においても、良好な結果が得られた。 In the examples of the present invention, good results were obtained in all of the evaluations of insulation resistance measurement, DC-R measurement, capacity measurement, and self-discharge measurement. Moreover, the favorable result was obtained also in the energy density per volume.
特に、実施例1は、DC−Rの平均値が比較例1に対し約25%低く、低抵抗化が図れ、体積エネルギー密度の平均値が比較例3に対し約7%高く、高エネルギー密度化が図れた。実施例1は、集電体に貫通孔が無いため、集電性、接触抵抗が比較例1より優れている。また、実施例1は、負極電極板の側面にリチウム供給源を配置しないため、製品の小型化が実現でき、体積エネルギー密度が比較例3よりも優れている。さらに、実施例1では、内部抵抗の減少により放電時のエネルギー損失が改善されるため、比較例1よりも高容量が得られた。 In particular, in Example 1, the average value of DC-R is about 25% lower than that of Comparative Example 1, the resistance can be reduced, and the average value of volume energy density is about 7% higher than that of Comparative Example 3, and the high energy density is high. Was achieved. Since Example 1 does not have a through-hole in the current collector, current collection and contact resistance are superior to Comparative Example 1. Moreover, since Example 1 does not arrange | position a lithium supply source to the side surface of a negative electrode plate, size reduction of a product can be implement | achieved and a volume energy density is superior to the comparative example 3. Furthermore, in Example 1, since the energy loss at the time of discharge was improved by reducing the internal resistance, a higher capacity was obtained than in Comparative Example 1.
比較例1〜2に関しては、複数枚の電極の活物質電極層が形成されていない延出部に、機械加工で形成した貫通孔のバリが発生し、セパレータを介して電極間の絶縁不良が発生している試料があった。またDC−Rのばらつきも大きく、DC−R不良が発生した。 Regarding Comparative Examples 1 and 2, burrs of through holes formed by machining occurred in the extended portions where the active material electrode layers of a plurality of electrodes were not formed, and there was an insulation failure between the electrodes via the separator. There was a sample generated. Moreover, the variation of DC-R was large, and a DC-R defect occurred.
リチウム供給源をリチウム集電体を介して電極体の外面側(非対向面)に配置する構成とすることで、容量不良、DC−R不良、絶縁不良、自己放電不良が発生しないリチウムイオンキャパシタが得られた。リチウム供給源を電極体と向かい合うように(対向面)配置した比較例1、比較例2、比較例5では、全て電圧異常が発生し、対向する負極電極の表面に著しい変色が生じ、またリチウム供給板の表面に金属リチウムが残存した。これは、以下の現象によるものと推察する。リチウム供給源に近接する電極体の外層付近に配置された負極電極と、電極体の中央付近に配置された負極電極では、リチウム供給源からのリチウムイオンの移動距離が異なり、移動抵抗が著しく異なる。そのため、リチウムイオン供給源と対向する負極活物質層へリチウムイオンが過剰に吸蔵される。その結果、他の負極電極よりも著しく電位が低下し、リチウム酸化還元電位近傍電圧となり、電極表面へのリチウム析出等により電極表面に著しい変色を生じたと考えられる。本発明の実施例は、リチウム供給源は電極体とリチウム集電体を介して配置されているため、各負極活物質層へのリチウムイオンの移動は積層方向の側面から行われ、積層間の負極電極の抵抗に大きな差は発生せず、均等にリチウムイオンが吸蔵される。 Lithium ion capacitor which does not cause capacity defect, DC-R defect, insulation defect, and self-discharge defect by arranging lithium supply source on the outer surface side (non-opposing surface) of the electrode body through a lithium current collector was gotten. In Comparative Example 1, Comparative Example 2, and Comparative Example 5 in which the lithium supply source is disposed so as to face the electrode body (opposite surface), voltage abnormality occurs in all cases, significant discoloration occurs on the surface of the opposing negative electrode, and lithium Metal lithium remained on the surface of the supply plate. This is presumed to be due to the following phenomenon. The negative electrode disposed near the outer layer of the electrode body adjacent to the lithium supply source and the negative electrode disposed near the center of the electrode body have different lithium ion movement distances and remarkably different movement resistances. . Therefore, excessive lithium ions are occluded in the negative electrode active material layer facing the lithium ion supply source. As a result, the potential is remarkably lowered as compared with other negative electrodes, and a voltage near the lithium oxidation-reduction potential is obtained, and it is considered that significant discoloration occurs on the electrode surface due to lithium deposition on the electrode surface. In the embodiment of the present invention, since the lithium supply source is arranged via the electrode body and the lithium current collector, the movement of lithium ions to each negative electrode active material layer is performed from the side surface in the stacking direction. There is no significant difference in the resistance of the negative electrode, and lithium ions are evenly occluded.
実施例6に示すように、リチウム供給板を電極体の上面と底面に配置する場合も、リチウム供給源がリチウム集電体を介して外面側に配置されるように、電極体の非対向面に配置することで、良好な結果が得られた。 As shown in Example 6, even when the lithium supply plates are arranged on the top and bottom surfaces of the electrode body, the non-facing surface of the electrode body is arranged so that the lithium supply source is arranged on the outer surface side through the lithium current collector. Good results were obtained by arranging them in the positions.
また、実施例1、実施例2〜5、比較例4、実施例7〜9に示すように、リチウム供給板のリチウム供給源は、リチウム集電体の端部に部分的に形成するのが好ましく、形成する辺は適宜選択できる。本実施例では、リチウム集電体の任意の辺の端縁から25mm以下の範囲にリチウム供給源を形成することで、容量不良、DC−R不良、絶縁不良、自己放電不良が発生しなかった。比較例4のリチウム集電体の端縁から30mmに形成した場合は、リチウム供給板の金属リチウムが残存した。これは、以下の理由によるものであると推察する。リチウムイオンの移動には、電解液中の移動(拡散)抵抗と活物質の電荷移動抵抗が影響する。これらの抵抗は、距離が長いほど高くなる傾向にある。したがって、リチウム集電体の端縁から30mm以上となる比較例4では、これらの抵抗が高くなり、リチウムイオンが移動し難くなり、金属リチウムが残留したと考えられる。 Moreover, as shown in Example 1, Examples 2-5, Comparative Example 4, and Examples 7-9, the lithium supply source of the lithium supply plate is partially formed at the end of the lithium current collector. Preferably, the side to be formed can be selected as appropriate. In this example, the formation of a lithium supply source in the range of 25 mm or less from the edge of an arbitrary side of the lithium current collector did not cause capacity failure, DC-R failure, insulation failure, or self-discharge failure. . When the lithium current collector of Comparative Example 4 was formed 30 mm from the edge, the lithium metal on the lithium supply plate remained. This is presumed to be due to the following reasons. The movement of lithium ions is affected by the movement (diffusion) resistance in the electrolyte and the charge transfer resistance of the active material. These resistances tend to increase with increasing distance. Therefore, in Comparative Example 4, which is 30 mm or more from the edge of the lithium current collector, these resistances are increased, lithium ions are difficult to move, and metallic lithium remains.
また、実施例13〜15に示すように、リチウム供給板に設けるリチウム供給源は、リチウム含有遷移金属酸化物でも、容量不良、DC−R不良、絶縁不良、自己放電不良が発生しなかった。 Further, as shown in Examples 13 to 15, even when the lithium supply source provided on the lithium supply plate was a lithium-containing transition metal oxide, no capacity failure, DC-R failure, insulation failure, or self-discharge failure occurred.
さらに、実施例1、実施例16、比較例6に示すように、本発明はリチウムイオンキャパシタ、リチウムイオン二次電池のいずれにも適用することが可能である。実施例16に示すように、リチウムイオン二次電池においても、リチウムイオンキャパシタと同様に容量不良、DC−R不良、絶縁不良、自己放電不良が発生しなかった。 Furthermore, as shown in Example 1, Example 16, and Comparative Example 6, the present invention can be applied to both a lithium ion capacitor and a lithium ion secondary battery. As shown in Example 16, in the lithium ion secondary battery as well as the lithium ion capacitor, no capacity failure, DC-R failure, insulation failure, or self-discharge failure occurred.
したがって、本発明によれば、製造コストを低減し、自己放電不良がなく、内部抵抗が小さく、体積エネルギー効率が良好な電気化学デバイスおよびその製造方法を提供することが可能となった。 Therefore, according to the present invention, it is possible to provide an electrochemical device having a reduced manufacturing cost, no self-discharge failure, a low internal resistance, and a good volume energy efficiency, and a manufacturing method thereof.
また、上記の各実施例の説明は、本発明の実施の形態に係る場合の効果について説明するためのものであって、これによって特許請求の範囲に記載の発明を限定し、あるいは特許請求の範囲を減縮するものではない。また、本発明の各部構成は上記の実施の形態に限らず、特許請求の範囲に記載の技術的範囲内で種々の変形が可能である。 Further, the description of each of the above examples is for explaining the effect in the case of the embodiment of the present invention, and thereby restricts the invention described in the claims or claims. It does not reduce the range. Moreover, each part structure of this invention is not restricted to said embodiment, A various deformation | transformation is possible within the technical scope as described in a claim.
100 リチウムイオンキャパシタ
11 リチウム供給板用外部端子
12 リチウム供給板
12a、12c リチウム供給源
12b リチウム集電体
14 セパレータ
15 電極体
16 外装材
17、18 電極
17a、18a 活物質層
17b、18b 集電体
19、32 負極電極
19a、32a 負極活物質層
19b、32b 負極集電体
21 正極外部端子
22 正極電極
22a 正極活物質層
22b 正極集電体
31 負極外部端子
100
Claims (11)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011116488A JP2012248556A (en) | 2011-05-25 | 2011-05-25 | Electrochemical device and method for manufacturing the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011116488A JP2012248556A (en) | 2011-05-25 | 2011-05-25 | Electrochemical device and method for manufacturing the same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012248556A true JP2012248556A (en) | 2012-12-13 |
Family
ID=47468784
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011116488A Withdrawn JP2012248556A (en) | 2011-05-25 | 2011-05-25 | Electrochemical device and method for manufacturing the same |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012248556A (en) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014143184A (en) * | 2012-12-26 | 2014-08-07 | Semiconductor Energy Lab Co Ltd | Power storage device and method for charging the same |
| WO2016035308A1 (en) * | 2014-09-03 | 2016-03-10 | 株式会社Gsユアサ | Power storage device |
| CN105531851A (en) * | 2013-09-18 | 2016-04-27 | 住友电气工业株式会社 | Set of electrodes and electricity-storage device using same |
| JP2016181363A (en) * | 2015-03-23 | 2016-10-13 | 積水化学工業株式会社 | Method for manufacturing lithium ion secondary battery, and precursor of lithium ion secondary battery |
| KR101851846B1 (en) * | 2015-03-31 | 2018-04-24 | 도요타지도샤가부시키가이샤 | Lithium ion secondary battery and system using same |
| CN114530605A (en) * | 2022-04-11 | 2022-05-24 | 江苏东科新能源材料有限公司 | High-surface-energy masking liquid for current collector and application thereof |
-
2011
- 2011-05-25 JP JP2011116488A patent/JP2012248556A/en not_active Withdrawn
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014143184A (en) * | 2012-12-26 | 2014-08-07 | Semiconductor Energy Lab Co Ltd | Power storage device and method for charging the same |
| US10944281B2 (en) | 2012-12-26 | 2021-03-09 | Semiconductor Energy Laboratory Co., Ltd. | Power storage device and method for charging the same |
| US11777108B2 (en) | 2012-12-26 | 2023-10-03 | Semiconductor Energy Laboratory Co., Ltd. | Power storage device and method for charging the same |
| CN105531851A (en) * | 2013-09-18 | 2016-04-27 | 住友电气工业株式会社 | Set of electrodes and electricity-storage device using same |
| WO2016035308A1 (en) * | 2014-09-03 | 2016-03-10 | 株式会社Gsユアサ | Power storage device |
| JP2016181363A (en) * | 2015-03-23 | 2016-10-13 | 積水化学工業株式会社 | Method for manufacturing lithium ion secondary battery, and precursor of lithium ion secondary battery |
| KR101851846B1 (en) * | 2015-03-31 | 2018-04-24 | 도요타지도샤가부시키가이샤 | Lithium ion secondary battery and system using same |
| US9960453B2 (en) | 2015-03-31 | 2018-05-01 | Toyota Jidosha Kabushiki Kaisha | Lithium ion secondary battery and system using same |
| CN114530605A (en) * | 2022-04-11 | 2022-05-24 | 江苏东科新能源材料有限公司 | High-surface-energy masking liquid for current collector and application thereof |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5368589B2 (en) | Power storage device cell, manufacturing method thereof, and power storage device | |
| JP5357276B2 (en) | Power storage device cell, and manufacturing method and storage method thereof | |
| JP5167703B2 (en) | Battery electrode | |
| JP4041044B2 (en) | Method for manufacturing electrochemical device | |
| US9147870B2 (en) | Rechargeable battery | |
| JP2012169576A (en) | Electrochemical device | |
| JP2012138408A (en) | Electrochemical device and manufacturing method thereof | |
| JPWO2004059672A1 (en) | Power storage device and method for manufacturing power storage device | |
| WO2006112067A1 (en) | Lithium ion capacitor | |
| JP2006286919A (en) | Lithium ion capacitor | |
| CN102201604A (en) | Electric core of capacitance battery and manufacturing method of electric core | |
| JP5601361B2 (en) | Battery electrode | |
| CN110729529A (en) | Energy storage battery cell with composite electrode structure and method for pre-embedding lithium in battery cell | |
| JP2012059396A (en) | Negative electrode for power storage device and power storage device, and method of manufacturing them | |
| JP2007257862A (en) | Electrode for secondary battery, and secondary battery | |
| JP2012248556A (en) | Electrochemical device and method for manufacturing the same | |
| JP2009076248A (en) | Power storage device and its manufacturing method | |
| JP2010161249A (en) | Lithium ion capacitor | |
| JP5308646B2 (en) | Lithium ion capacitor | |
| JP2012156405A (en) | Electricity storage device | |
| JP2013127845A (en) | Electric device | |
| JP4931239B2 (en) | Power storage device | |
| JP2011159642A (en) | Electrochemical device | |
| JP2011258798A (en) | Electrochemical device | |
| JP2011165930A (en) | Power storage device, and method of manufacturing shared negative electrode of the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Application deemed to be withdrawn because no request for examination was validly filed |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140805 |