JP2012193879A - 雰囲気処理炉用シングルエンド型ラジアントチューブバーナ - Google Patents
雰囲気処理炉用シングルエンド型ラジアントチューブバーナ Download PDFInfo
- Publication number
- JP2012193879A JP2012193879A JP2011056942A JP2011056942A JP2012193879A JP 2012193879 A JP2012193879 A JP 2012193879A JP 2011056942 A JP2011056942 A JP 2011056942A JP 2011056942 A JP2011056942 A JP 2011056942A JP 2012193879 A JP2012193879 A JP 2012193879A
- Authority
- JP
- Japan
- Prior art keywords
- tube
- outer tube
- burner
- insertion member
- inner tube
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E20/00—Combustion technologies with mitigation potential
- Y02E20/34—Indirect CO2mitigation, i.e. by acting on non CO2directly related matters of the process, e.g. pre-heating or heat recovery
Landscapes
- Combustion Of Fluid Fuel (AREA)
- Gas Burners (AREA)
Abstract
【解決手段】雰囲気処理炉用シングルエンド型ラジアントチューブバーナ1は、バーナボディ11と、ガスノズル121と、内管14とを有している。ガスノズル121の先端において発生させた燃料ガスG1の流通方向を内管14の先端において反転させ、外管13と内管14との間の排気流路15を通してバーナボディ11内に導出させる。円筒状の挿入円筒部21と、閉塞部とを有する挿入部材2を有している。挿入部材2の挿入円筒部21が外管13と内管14との間に挿入配置され、挿入部材2の閉塞部が外管13の基端側開口部132の一部を閉塞するよう配置されている。挿入部材配設部分においては、排気流路15が挿入円筒部21と内管14との間の空隙に制限されている。
【選択図】図1
Description
すなわち、シングルエンド型ラジアントチューブバーナ9は、バーナボディ92から伸びるガスパイプ94及びその先端に設けられたノズル95と、さらにその先に形成される火炎88を囲うようにして設けられた内管96を有すると共に、この内管96を囲う外管97を有している。そして、内管96内に形成された火炎88より生じた排気ガス89は、外管97の先端をUターンし、内管96と外管97との間を通って、バーナボディ92から外部に排出されるよう構成されている。
該バーナボディから突出させたガスノズルと、
該ガスノズルの外周側に配され、先端を閉塞させた外管と、
該外管と上記ガスノズルの間に配置され、上記外管の先端近傍において開口させた内管とを有し、上記ガスノズルの先端において噴出させた燃料ガスの流通方向を上記内管の先端において反転させ、上記外管と上記内管との間の排気流路を通して上記バーナボディ内に導出させるよう構成され、上記外管を雰囲気熱処理炉の炉壁を貫通させて炉内に挿入して使用する雰囲気処理炉用シングルエンド型ラジアントチューブバーナにおいて、
円筒状の挿入円筒部と、該挿入円筒部の基端側において外周側に配設された閉塞部とを有する挿入部材を有し、
該挿入部材の上記挿入円筒部が上記外管と上記内管との間における基端側に挿入配置され、
上記挿入部材の上記閉塞部が上記外管の基端側開口部の一部を閉塞するよう配置されており、
上記挿入部材配設部分においては、上記外管と上記内管との間の上記排気流路が、上記挿入円筒部と上記内管との間の空隙に制限されていることを特徴とする雰囲気処理炉用シングルエンド型ラジアントチューブバーナにある(請求項1)。
また、上記挿入部材は、シンプルな形状とすることができるため、生産性に優れる。したがって、材料コスト及び生産コストに優れ、部品コストを低減する事ができる。
本発明の実施例にかかる雰囲気処理炉用シングルエンド型ラジアントチューブバーナ(以下、バーナ1という。)について、図1〜図4を用いて説明する。
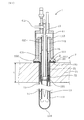
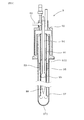
本例のバーナ1は、図1に示すごとく、燃料ガスG1、燃焼空気G2及び排気ガスG3の流路を設けたバーナボディ11と、該バーナボディ11から突出させたガスノズル121と、該ガスノズル121の外周側に配され、先端を閉塞させた外管13と、該外管13とガスノズル121の間に配置され、外管13の先端近傍において開口させた内管14とを有している。ガスノズル121の先端において噴出させた燃料ガスG1の流通方向を内管14の先端において反転させ、外管13と内管14との間の排気流路15を通してバーナボディ11内に導出させるよう構成され、外管13を雰囲気熱処理炉7の炉壁71を貫通させて炉内に挿入して使用するものである。
本例において、外管13の閉塞した端部が配される側を先端側とし、その反対側を基端側として説明する。
バーナボディ11は、図1に示すごとく、略円筒状をなしており、その中心軸線上に、燃料ガスG1を流通するガスパイプ12を設けてあり、該ガスパイプ12の先端部には、燃料ガスG1を噴出する噴出口を有するガスノズル121が配してある。ガスパイプ12は、バーナボディ11の先端側に形成されたボディ開口部111から突出しており、バーナ1を雰囲気熱処理炉7の炉壁71に取付けた際に、ガスノズル121が炉壁71の厚さ範囲内の位置に配されている。尚、本例における雰囲気熱処理炉7の炉壁71の厚さはt(mm)とした。
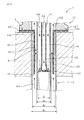
また、挿入円筒部21の先端位置が、炉壁71の厚さtの範囲内に位置するように挿入円筒部21の長さL(mm)を設定している。そのため、挿入部材2にかかる熱を低減し、挿入部材2が熱劣化し、損傷することを防止することができる。すなわち、バーナ1の外管13内側における内部温度は、雰囲気熱処理炉7内に配される部分に比べて、炉壁71の厚さの範囲内に位置する部分が低くなる。したがって、挿入部材2にかかる熱の影響を低減し、部品寿命を延ばすことができる。
また、断面積A1と断面積A2とがA1>4A2の関係にある場合、上記挿入部材配設部分における排気ガスの通気抵抗が大きくなり圧力損失が増大することにより、排気ガスの排気効率が低下するおそれがある。
まず、雰囲気熱処理炉7の外壁に設けたバーナ挿通穴72へ外管13を挿入する。このとき、雰囲気熱処理炉7の炉壁71に設けたボルト(図示略)を外管取付けフランジ133に設けたボルト挿通穴(図示略)へと挿通する。次いで、炉壁71に配された外管13の内側に挿入部材2の挿入円筒部21を挿入しつつ、挿入部材2を配する。このとき、雰囲気熱処理炉7の炉壁71に設けた固定ボルトを閉塞フランジ部22に設けたボルト挿通穴(図示略)へと挿通し、外管取付けフランジ133上に閉塞フランジ部22が重なるように配設する。
上記のごとく、外管13、挿入部材2及びバーナボディ11を配した後、炉壁71に設けた固定ボルトに対して固定用ナット(図示略)を締め付け共締めすることにより、雰囲気処理炉用シングルエンド型ラジアントチューブバーナ1の取付けが完了する。
燃焼空気G2は、バーナボディ11の空気流入口に流入した後、ボディ内空気流路113を経由し、内管14内の空気供給路へと流通し、ガスノズル121の先端へと燃焼空気G2が供給される。ガスノズル121の噴出口からは、ガスパイプ12内を流通した燃料ガスG1が噴出されており、内管14内の空気供給路から供給される燃焼空気G2と混合されて混合ガスとなる。該混合ガスは、ガスパイプ12の内部に設けられたスパークプラグ(図示略)によって着火されると内管14内で燃焼し火炎6となる。
本例の雰囲気処理炉用シングルエンド型ラジアントチューブバーナ(バーナ1)は、上記のごとく、挿入部材配設部分において、外管13と内管14との間の排気流路15が、挿入円筒部21と内管14との間の空隙に制限してある。すなわち、挿入部材配設部分においては、排気流路15の一部を挿入部材2の閉塞部によって閉塞することにより、排気流路15の断面積が縮径される。これにより、挿入部材配設部分においては、挿入部材2を配していない排気流路15に比べて排気ガスG3の流速が増加する。それゆえ、排気流路15を流通する排気ガスG3と、内管14の内側を流通する燃焼空気G2との間における熱交換を促進し、雰囲気処理炉用シングルエンド型ラジアントチューブバーナ1の熱効率を向上することができる。
また、上記挿入部材2は、形状がシンプルであり生産性に優れる。そのため、材料コスト及び生産コストに優れ、部品コストを低減する事ができる。
実施例1に示すごとく構成されたバーナ1において、挿入部材2を配設することによる効果を定量的に評価するために、排気ガスG3の流速及び強制対流熱伝達率の数値計算を行い、流速及び強制対流熱伝達率を比較した。
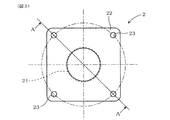
本例においては、図2に示す計測点Pにおける流速を算出し、該流速に基づいて強制対流熱伝達率を算出した。
11 バーナボディ
121 ガスノズル
13 外管
14 内管
15 排気流路
7 雰囲気熱処理炉
71 炉壁
2 挿入部材
21 挿入円筒部
22 閉塞部、閉塞フランジ部
G1 燃料ガス
G2 燃焼空気
G3 排気ガス
Claims (1)
- 燃料ガス、燃焼空気及び排気ガスの流路を設けたバーナボディと、
該バーナボディから突出させたガスノズルと、
該ガスノズルの外周側に配され、先端を閉塞させた外管と、
該外管と上記ガスノズルの間に配置され、上記外管の先端近傍において開口させた内管とを有し、上記ガスノズルの先端において噴出させた燃料ガスの流通方向を上記内管の先端において反転させ、上記外管と上記内管との間の排気流路を通して上記バーナボディ内に導出させるよう構成され、上記外管を雰囲気熱処理炉の炉壁を貫通させて炉内に挿入して使用する雰囲気処理炉用シングルエンド型ラジアントチューブバーナにおいて、
円筒状の挿入円筒部と、該挿入円筒部の基端側において外周側に配設された閉塞部とを有する挿入部材を有し、
該挿入部材の上記挿入円筒部が上記外管と上記内管との間における基端側に挿入配置され、
上記挿入部材の上記閉塞部が上記外管の基端側開口部の一部を閉塞するよう配置されており、
上記挿入部材配設部分においては、上記外管と上記内管との間の上記排気流路が、上記挿入円筒部と上記内管との間の空隙に制限されていることを特徴とする雰囲気処理炉用シングルエンド型ラジアントチューブバーナ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011056942A JP2012193879A (ja) | 2011-03-15 | 2011-03-15 | 雰囲気処理炉用シングルエンド型ラジアントチューブバーナ |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011056942A JP2012193879A (ja) | 2011-03-15 | 2011-03-15 | 雰囲気処理炉用シングルエンド型ラジアントチューブバーナ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012193879A true JP2012193879A (ja) | 2012-10-11 |
Family
ID=47085938
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011056942A Pending JP2012193879A (ja) | 2011-03-15 | 2011-03-15 | 雰囲気処理炉用シングルエンド型ラジアントチューブバーナ |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012193879A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016156561A (ja) * | 2015-02-25 | 2016-09-01 | Jfeスチール株式会社 | ラジアントチューブ式加熱装置 |
| WO2017195404A1 (ja) * | 2016-05-10 | 2017-11-16 | 中外炉工業株式会社 | ラジアントチューブバーナー |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0616259Y2 (ja) * | 1988-08-23 | 1994-04-27 | 株式会社日本高熱工業社 | 溶融金属加熱装置 |
| JP2001108207A (ja) * | 1999-10-04 | 2001-04-20 | Sanken Sangyo Co Ltd | 浸漬管バーナー |
| JP2001182912A (ja) * | 1999-12-24 | 2001-07-06 | Toshiba Ceramics Co Ltd | 三重管式シングルエンド型ラジアントチューブ、及びこれを用いた加熱方法 |
| JP2008039294A (ja) * | 2006-08-07 | 2008-02-21 | Covalent Materials Corp | ラジアントチューブとそれに使用するセラミック織布製製断熱筒 |
-
2011
- 2011-03-15 JP JP2011056942A patent/JP2012193879A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0616259Y2 (ja) * | 1988-08-23 | 1994-04-27 | 株式会社日本高熱工業社 | 溶融金属加熱装置 |
| JP2001108207A (ja) * | 1999-10-04 | 2001-04-20 | Sanken Sangyo Co Ltd | 浸漬管バーナー |
| JP2001182912A (ja) * | 1999-12-24 | 2001-07-06 | Toshiba Ceramics Co Ltd | 三重管式シングルエンド型ラジアントチューブ、及びこれを用いた加熱方法 |
| JP2008039294A (ja) * | 2006-08-07 | 2008-02-21 | Covalent Materials Corp | ラジアントチューブとそれに使用するセラミック織布製製断熱筒 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016156561A (ja) * | 2015-02-25 | 2016-09-01 | Jfeスチール株式会社 | ラジアントチューブ式加熱装置 |
| WO2017195404A1 (ja) * | 2016-05-10 | 2017-11-16 | 中外炉工業株式会社 | ラジアントチューブバーナー |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102161961B1 (ko) | 연소기용 패널, 연소기, 연소 장치, 가스 터빈, 및 연소기용 패널의 냉각 방법 | |
| US11020796B2 (en) | Immersion-type burner heater and molten-metal holding furnace | |
| SE527694C2 (sv) | Insatstub samt ett system av insatstuber | |
| JP6289875B2 (ja) | 熱交換器アッセンブリ及び車両ヒータ装置 | |
| JP5314739B2 (ja) | リジェネレイティブバーナ | |
| JP2012193879A (ja) | 雰囲気処理炉用シングルエンド型ラジアントチューブバーナ | |
| JP6173178B2 (ja) | シングルエンド型ラジアントチューブバーナ | |
| KR101636387B1 (ko) | 펠렛 연소용 보일러 | |
| JP6565539B2 (ja) | バーナ | |
| CN104568185B (zh) | 高温抽气式测温枪 | |
| JP5461520B2 (ja) | quarlブロックとインジェクタとを具備した燃焼ツール、前記ツールのアセンブリおよび前記ツールを備えた炉 | |
| JP2019536978A5 (ja) | ||
| EP3647660B1 (en) | Premix burner and heat treatment facility for metal plate | |
| JP2019128056A (ja) | 円筒型熱交換器 | |
| JPH05296422A (ja) | 留め装置によって一緒に保持される分割された炎筒を取り囲む外装付き輻射管ジェット加熱器 | |
| JP3985027B2 (ja) | 燃焼試験装置 | |
| KR20160042846A (ko) | 자기 점화 내연기관용 실린더 헤드 | |
| JP3059267B2 (ja) | ラジアントチューブバーナ | |
| US8277214B2 (en) | Device for intensifying a flame | |
| US2201386A (en) | Apparatus for heating | |
| JP2007163006A (ja) | 熱吸収用フィンを付けたボイラ | |
| JP5524658B2 (ja) | ラジアントチューブバーナ | |
| WO2018079482A1 (ja) | 浸漬型バーナヒータ及び溶湯保持炉 | |
| CN203656949U (zh) | 一种蒸汽锅炉一体式前烟箱 | |
| CN102706136A (zh) | 带导热铜管的时效炉 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130819 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140729 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140730 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140925 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150324 |