JP2012177188A - 永久磁石モータ用ロータ鉄心 - Google Patents
永久磁石モータ用ロータ鉄心 Download PDFInfo
- Publication number
- JP2012177188A JP2012177188A JP2011237412A JP2011237412A JP2012177188A JP 2012177188 A JP2012177188 A JP 2012177188A JP 2011237412 A JP2011237412 A JP 2011237412A JP 2011237412 A JP2011237412 A JP 2011237412A JP 2012177188 A JP2012177188 A JP 2012177188A
- Authority
- JP
- Japan
- Prior art keywords
- rotor core
- less
- permanent magnet
- diffusion layer
- motor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Landscapes
- Solid-Phase Diffusion Into Metallic Material Surfaces (AREA)
- Soft Magnetic Materials (AREA)
Abstract
【解決手段】C、Si、Mn、P、S、Cu、Ni、Cr、Al、およびNを含有し、残部が鉄および不可避不純物で、柱状または筒状の永久磁石モータ用ロータ鉄心であり、(a)端部の最表面側から中心部に向かってAl量が減少するAl拡散層が形成されており、且つ端面におけるAl濃度を複数箇所測定したときに、最大値(Almax)と最小値(Almin)の比(Almax/Almin)が1.0〜1.5であるか、または(b)端部の最表面側から中心部に向かってSn量が減少するSn拡散層が形成されており、且つ端面におけるSn濃度を複数箇所測定したときに、最大値(Snmax)と最小値(Snmin)の比(Snmax/Snmin)が1.0〜1.5である。
【選択図】なし
Description
(a)端部の最表面側から中心部に向かってAl量が減少するAl拡散層が形成されており、且つ端面におけるAl濃度を複数箇所測定したときに、最大値(Almax)と最小値(Almin)の比(Almax/Almin)が1.0〜1.5であるか、または、
(b)端部の最表面側から中心部に向かってSn量が減少するSn拡散層が形成されており、且つ端面におけるSn濃度を複数箇所測定したときに、最大値(Snmax)と最小値(Snmin)の比(Snmax/Snmin)が1.0〜1.5である点に要旨を有している。
(1)ステータからの漏れ磁束によりロータ鉄心の端部に渦電流損が発生し、この渦電流損が、永久磁石モータのモータ特性に悪影響を及ぼしていること、
(2)この渦電流損を低減するには、ロータ鉄心の素材として高磁束密度を有する純鉄系の鋼材を用いると共に、ロータ鉄心の端部における電気抵抗を高めればよいこと、
(3)電気抵抗を高めるには、Al拡散層またはSn拡散層を形成すればよいことを見出し、本発明を完成した。
上記Al拡散層とは、母相に含まれるAl量よりも多く、且つ端部の最表面側から中心部に向かってAl量が減少している領域を意味している。端部におけるAl濃度を傾斜させることによって端面に発生する渦電流損を重点的に低減できるため、モータ特性を効果的に向上させることができる。
上記Sn拡散層とは、端部の最表面側から中心部に向かってSn量が減少している領域を意味している。端部におけるSn濃度を傾斜させることによって端面に発生する渦電流損を重点的に低減できるため、モータ特性を効果的に向上させることができる。
囲気やArガス雰囲気など)や還元性雰囲気で行うのが推奨される。還元性ガスとしては、例えば、水素を含有すればよい。
下記表1に示す化学成分組成の鋼(残部は鉄および不可避不純物。鋼種a〜c、鋼種e)を、240ton転炉、80ton転炉、または50kg真空炉で溶製した。240ton転炉または80ton転炉で溶製した溶製材は、熱間圧延して直径50mmの圧延材を作製した。50kg真空炉で溶製した溶製材から得られた鋼塊は、鍛伸加工し、直径50mmの鍛伸材を作製した後、熱間圧延を模擬して30分間加熱→空冷の熱処理を行った。
上記Al皮膜は、溶融Alめっき法または粉末塗布法で形成した。
上記Sn皮膜は、電気Snめっき法で形成した。
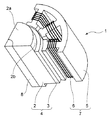
下記表2、表3のNo.16は、下記表1に示した鋼種d(残部は鉄および不可避不純物)を用いた例である。鋼種dは、一般に市販されている無方向性電磁鋼板(JIS C2552で規定される50A600相当鋼である新日本製鉄製「50H600」、厚み0.5mm)である。No.16では、上記電磁鋼板を上記評価用モータに備えられているロータ鉄心の形状(図2参照)に積層したものを用いている。即ち、No.16は、磁気焼鈍も、Al皮膜およびSn皮膜の形成も行わず、また皮膜形成後の熱処理も行っていない例である。下記表2に示す「積層鋼板」とは、上記無方向性電磁鋼板を打ち抜き加工して積層したものについて、かしめ加工と一部溶接接合を行ってロータ鉄心を作製し、得られたロータ鉄心とシャフトを組み合わせたこと意味している。シャフトの成分組成は、上記無方向性電磁鋼板と同じである。

Claims (9)
- 母相の化学成分組成が、
C :0.002〜0.02%(質量%の意味。以下同じ。)、
Si:3%以下(0%を含まない)、
Mn:0.1〜0.5%、
P :0.03%以下(0%を含まない)、
S :0.03%以下(0%を含まない)、
Cu:0.1%以下(0%を含まない)、
Ni:0.1%以下(0%を含まない)、
Cr:1.6%以下(0%を含まない)、
Al:0.002〜0.04%、
N :0.005%以下(0%を含まない)、
残部:鉄および不可避不純物で、
柱状または筒状の永久磁石モータ用ロータ鉄心であり、
(a)端部の最表面側から中心部に向かってAl量が減少するAl拡散層が形成されており、且つ端面におけるAl濃度を複数箇所測定したときに、最大値(Almax)と最小値(Almin)の比(Almax/Almin)が1.0〜1.5であるか、または、
(b)端部の最表面側から中心部に向かってSn量が減少するSn拡散層が形成されており、且つ端面におけるSn濃度を複数箇所測定したときに、最大値(Snmax)と最小値(Snmin)の比(Snmax/Snmin)が1.0〜1.5であることを特徴とする永久磁
石モータ用ロータ鉄心。 - 前記Al拡散層のうち、Alを1質量%以上含有する最適Al拡散層の厚みが40μm以上である請求項1に記載のロータ鉄心。
- 前記端面におけるAl濃度が18質量%以下(0質量%を含まない)である請求項1または2に記載のロータ鉄心。
- 前記Sn拡散層のうち、Snを1質量%以上含有する最適Sn拡散層の厚みが40μm以上である請求項1に記載のロータ鉄心。
- 前記端面におけるSn濃度が18質量%以下(0質量%を含まない)である請求項1または4に記載のロータ鉄心。
- 前記母相の金属組織に占めるフェライト分率が99面積%以上であり、
フェライト結晶粒の粒度番号が5.5以下である請求項1〜5のいずれかに記載のロータ鉄心。 - 前記母相は、更に、他の元素として、
B:0.006%以下(0%を含まない)を含有するものである請求項1〜6のいずれかに記載のロータ鉄心。 - 請求項1〜7のいずれかに記載の永久磁石モータ用ロータ鉄心の外側面に永久磁石が固定されている永久磁石モータ用ロータ。
- 請求項8に記載の永久磁石モータ用ロータを備えた永久磁石モータ。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011237412A JP5613134B2 (ja) | 2011-01-31 | 2011-10-28 | 永久磁石モータ用ロータ鉄心 |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011018878 | 2011-01-31 | ||
| JP2011018878 | 2011-01-31 | ||
| JP2011237412A JP5613134B2 (ja) | 2011-01-31 | 2011-10-28 | 永久磁石モータ用ロータ鉄心 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012177188A true JP2012177188A (ja) | 2012-09-13 |
| JP5613134B2 JP5613134B2 (ja) | 2014-10-22 |
Family
ID=46979214
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011237412A Active JP5613134B2 (ja) | 2011-01-31 | 2011-10-28 | 永久磁石モータ用ロータ鉄心 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5613134B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017138181A1 (ja) * | 2015-03-24 | 2017-08-17 | 日新製鋼株式会社 | Ipmモータのロータ鉄心用鋼板、その製造方法、ipmモータのロータ鉄心及びipmモータ |
| JP2017157595A (ja) * | 2016-02-29 | 2017-09-07 | 株式会社神戸製鋼所 | 可動鉄心およびソレノイド装置 |
| JP2018509522A (ja) * | 2014-12-24 | 2018-04-05 | ポスコPosco | 磁気的性質に優れた方向性電磁鋼板およびその製造方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001323352A (ja) * | 2000-05-15 | 2001-11-22 | Kawasaki Steel Corp | 加工性およびリサイクル性に優れた低鉄損かつ高磁束密度の無方向性電磁鋼板 |
| JP2003224944A (ja) * | 2002-01-25 | 2003-08-08 | Sumitomo Special Metals Co Ltd | 永久磁石型ロータ |
| JP2006328462A (ja) * | 2005-05-25 | 2006-12-07 | Sumitomo Metal Ind Ltd | 軟磁性鋼材 |
| WO2009072394A1 (ja) * | 2007-12-03 | 2009-06-11 | Nippon Steel Corporation | 高周波鉄損の低い無方向性電磁鋼板及びその製造方法 |
-
2011
- 2011-10-28 JP JP2011237412A patent/JP5613134B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001323352A (ja) * | 2000-05-15 | 2001-11-22 | Kawasaki Steel Corp | 加工性およびリサイクル性に優れた低鉄損かつ高磁束密度の無方向性電磁鋼板 |
| JP2003224944A (ja) * | 2002-01-25 | 2003-08-08 | Sumitomo Special Metals Co Ltd | 永久磁石型ロータ |
| JP2006328462A (ja) * | 2005-05-25 | 2006-12-07 | Sumitomo Metal Ind Ltd | 軟磁性鋼材 |
| WO2009072394A1 (ja) * | 2007-12-03 | 2009-06-11 | Nippon Steel Corporation | 高周波鉄損の低い無方向性電磁鋼板及びその製造方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018509522A (ja) * | 2014-12-24 | 2018-04-05 | ポスコPosco | 磁気的性質に優れた方向性電磁鋼板およびその製造方法 |
| US11060158B2 (en) | 2014-12-24 | 2021-07-13 | Posco | Directional electric steel plate having excellent magnetic properties and manufacturing method thereof |
| WO2017138181A1 (ja) * | 2015-03-24 | 2017-08-17 | 日新製鋼株式会社 | Ipmモータのロータ鉄心用鋼板、その製造方法、ipmモータのロータ鉄心及びipmモータ |
| JP2017157595A (ja) * | 2016-02-29 | 2017-09-07 | 株式会社神戸製鋼所 | 可動鉄心およびソレノイド装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5613134B2 (ja) | 2014-10-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5186989B2 (ja) | コア用軟磁性鋼板及びコア用部材 | |
| JP5699601B2 (ja) | 無方向性電磁鋼板およびその製造方法 | |
| JP4616935B2 (ja) | 無方向性電磁鋼板及びその製造方法 | |
| JP5267747B2 (ja) | 高強度無方向性電磁鋼板 | |
| JP5699642B2 (ja) | モータコア | |
| JP2007016278A (ja) | 回転子用無方向性電磁鋼板およびその製造方法 | |
| JPWO2003002777A1 (ja) | 無方向性電磁鋼板およびその製造方法 | |
| KR102554094B1 (ko) | 무방향성 전자 강판 | |
| JP2011137188A (ja) | 交流磁気特性に優れた軟磁性鋼部品およびその製造方法 | |
| JP5613134B2 (ja) | 永久磁石モータ用ロータ鉄心 | |
| JP5646745B2 (ja) | Ipmモータのロータ鉄心用鋼板及びその製造方法 | |
| JP6339768B2 (ja) | 弱め界磁性に優れたipmモータのロータ鉄心用鋼板及びその製造方法 | |
| JP6623533B2 (ja) | Fe系金属板 | |
| WO2020188812A1 (ja) | 無方向性電磁鋼板 | |
| JP5671872B2 (ja) | 無方向性電磁鋼板およびその製造方法 | |
| JPWO2020149405A1 (ja) | 無方向性電磁鋼板、分割型固定子および回転電機 | |
| JP2017057456A (ja) | 無方向性電磁鋼板を使用したモータ用高強度部材とその製造方法 | |
| JP4740400B2 (ja) | 無方向性電磁鋼板 | |
| JP5333415B2 (ja) | 回転子用無方向性電磁鋼板およびその製造方法 | |
| JP2019183231A (ja) | 無方向性電磁鋼板、ステータコア、ロータコア及びこれらの製造方法 | |
| JP6617857B1 (ja) | 無方向性電磁鋼板およびその製造方法 | |
| JP7222444B1 (ja) | 無方向性電磁鋼板及びその製造方法 | |
| TWI688658B (zh) | 無方向性電磁鋼板 | |
| US20240154472A1 (en) | Rotating electrical machine, stator core and rotor core set, method for manufacturing rotating electrical machine, method for manufacturing non-oriented electrical steel sheet for stator and non-oriented electrical steel sheet for rotor, method for manufacturing stator and rotor, and non-oriented electrical steel sheet set | |
| JP6617581B2 (ja) | 電磁鋼板 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130902 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140416 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140520 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140623 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140902 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140905 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5613134 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |