JP2012167343A - 歯科鋳造用金合金 - Google Patents
歯科鋳造用金合金 Download PDFInfo
- Publication number
- JP2012167343A JP2012167343A JP2011030380A JP2011030380A JP2012167343A JP 2012167343 A JP2012167343 A JP 2012167343A JP 2011030380 A JP2011030380 A JP 2011030380A JP 2011030380 A JP2011030380 A JP 2011030380A JP 2012167343 A JP2012167343 A JP 2012167343A
- Authority
- JP
- Japan
- Prior art keywords
- heat treatment
- mass
- gold alloy
- casting
- alloy
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000005266 casting Methods 0.000 title claims abstract description 64
- 229910001020 Au alloy Inorganic materials 0.000 title claims abstract description 44
- 239000003353 gold alloy Substances 0.000 title claims abstract description 44
- 238000010438 heat treatment Methods 0.000 claims abstract description 104
- KDLHZDBZIXYQEI-UHFFFAOYSA-N Palladium Chemical compound [Pd] KDLHZDBZIXYQEI-UHFFFAOYSA-N 0.000 claims abstract description 39
- 229910052802 copper Inorganic materials 0.000 claims abstract description 19
- 239000010931 gold Substances 0.000 claims abstract description 19
- 229910052763 palladium Inorganic materials 0.000 claims abstract description 18
- 229910052697 platinum Inorganic materials 0.000 claims abstract description 18
- 229910052709 silver Inorganic materials 0.000 claims abstract description 16
- 229910052741 iridium Inorganic materials 0.000 claims abstract description 15
- 229910052725 zinc Inorganic materials 0.000 claims abstract description 14
- 239000012535 impurity Substances 0.000 claims abstract description 7
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 claims description 37
- 239000010949 copper Substances 0.000 claims description 21
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 18
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 claims description 15
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 claims description 15
- 229910052737 gold Inorganic materials 0.000 claims description 15
- 239000004332 silver Substances 0.000 claims description 15
- GKOZUEZYRPOHIO-UHFFFAOYSA-N iridium atom Chemical compound [Ir] GKOZUEZYRPOHIO-UHFFFAOYSA-N 0.000 claims description 14
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 claims description 13
- 239000011701 zinc Substances 0.000 claims description 13
- 229910017052 cobalt Inorganic materials 0.000 claims description 10
- 239000010941 cobalt Substances 0.000 claims description 10
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 claims description 10
- 238000001816 cooling Methods 0.000 claims description 4
- JBQYATWDVHIOAR-UHFFFAOYSA-N tellanylidenegermanium Chemical compound [Te]=[Ge] JBQYATWDVHIOAR-UHFFFAOYSA-N 0.000 claims description 3
- 201000005299 metal allergy Diseases 0.000 abstract description 8
- 229910045601 alloy Inorganic materials 0.000 description 30
- 239000000956 alloy Substances 0.000 description 30
- 238000012360 testing method Methods 0.000 description 29
- 230000000052 comparative effect Effects 0.000 description 15
- 238000011156 evaluation Methods 0.000 description 12
- 238000000034 method Methods 0.000 description 10
- 239000000203 mixture Substances 0.000 description 9
- 239000003564 dental alloy Substances 0.000 description 8
- 210000000214 mouth Anatomy 0.000 description 8
- 238000009864 tensile test Methods 0.000 description 7
- 238000012937 correction Methods 0.000 description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 6
- 238000007545 Vickers hardness test Methods 0.000 description 5
- 230000001939 inductive effect Effects 0.000 description 5
- 229910052738 indium Inorganic materials 0.000 description 4
- APFVFJFRJDLVQX-UHFFFAOYSA-N indium atom Chemical compound [In] APFVFJFRJDLVQX-UHFFFAOYSA-N 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 238000002844 melting Methods 0.000 description 4
- 230000008018 melting Effects 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 3
- 238000005452 bending Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 230000000704 physical effect Effects 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 229910001260 Pt alloy Inorganic materials 0.000 description 2
- KJTLSVCANCCWHF-UHFFFAOYSA-N Ruthenium Chemical compound [Ru] KJTLSVCANCCWHF-UHFFFAOYSA-N 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 239000013078 crystal Substances 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- -1 germanium metals Chemical class 0.000 description 2
- 230000006872 improvement Effects 0.000 description 2
- 238000004519 manufacturing process Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 238000011160 research Methods 0.000 description 2
- 229910052702 rhenium Inorganic materials 0.000 description 2
- WUAPFZMCVAUBPE-UHFFFAOYSA-N rhenium atom Chemical compound [Re] WUAPFZMCVAUBPE-UHFFFAOYSA-N 0.000 description 2
- 229910052703 rhodium Inorganic materials 0.000 description 2
- 239000010948 rhodium Substances 0.000 description 2
- MHOVAHRLVXNVSD-UHFFFAOYSA-N rhodium atom Chemical compound [Rh] MHOVAHRLVXNVSD-UHFFFAOYSA-N 0.000 description 2
- 229910052707 ruthenium Inorganic materials 0.000 description 2
- GYHNNYVSQQEPJS-UHFFFAOYSA-N Gallium Chemical compound [Ga] GYHNNYVSQQEPJS-UHFFFAOYSA-N 0.000 description 1
- 235000010724 Wisteria floribunda Nutrition 0.000 description 1
- 230000002009 allergenic effect Effects 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 229910052733 gallium Inorganic materials 0.000 description 1
- 229910052732 germanium Inorganic materials 0.000 description 1
- 239000007943 implant Substances 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 230000006698 induction Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 230000004807 localization Effects 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 230000000877 morphologic effect Effects 0.000 description 1
- 238000001543 one-way ANOVA Methods 0.000 description 1
- 239000011505 plaster Substances 0.000 description 1
- 238000005498 polishing Methods 0.000 description 1
- 230000008569 process Effects 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 238000005488 sandblasting Methods 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 238000007619 statistical method Methods 0.000 description 1
- 238000004154 testing of material Methods 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
Images



Landscapes
- Dental Preparations (AREA)
Abstract
【課題】パラジウムを含ませず、金属アレルギーを誘発する可能性を低いものとなすと共に、1回の熱処理で残留応力を除去し、かつ手で微調整することが出来る歯科鋳造用金合金を提供する。
【解決手段】Pdを含まず、Cu:12.0〜13.0質量%、Ag:9.5〜11.0質量%、Pt:4.5〜5.5質量%、Zn:0.5〜1.5質量%、Co:0.2〜0.35質量%、Ir:0.05〜1.0質量%、残部:Au及び微量の不可避不純物からなり、軟化熱処理を行うことなく鋳造体を直接硬化熱処理し、または、軟化熱処理した後に硬化熱処理し、前記硬化熱処理後のビッカース硬さ:265〜280HV20、前記硬化熱処理後の0.2%耐力:740〜780MPa及び前記硬化熱処理後の破断伸び:10〜14%の範囲に入るようにした歯科鋳造用金合金。
【選択図】なし
【解決手段】Pdを含まず、Cu:12.0〜13.0質量%、Ag:9.5〜11.0質量%、Pt:4.5〜5.5質量%、Zn:0.5〜1.5質量%、Co:0.2〜0.35質量%、Ir:0.05〜1.0質量%、残部:Au及び微量の不可避不純物からなり、軟化熱処理を行うことなく鋳造体を直接硬化熱処理し、または、軟化熱処理した後に硬化熱処理し、前記硬化熱処理後のビッカース硬さ:265〜280HV20、前記硬化熱処理後の0.2%耐力:740〜780MPa及び前記硬化熱処理後の破断伸び:10〜14%の範囲に入るようにした歯科鋳造用金合金。
【選択図】なし
Description
本発明は、歯科におけるクラウン、ブリッジ、クラスプ、バー及び床の用途に使用される「JIS T 6116のタイプ4超硬質」相当の歯科鋳造用金合金に係り、特に硬化熱処理後に技工士や歯科医が手で形状を微調整するのに適度な機械的性質を有する歯科鋳造用金合金に関する。
従来の歯科鋳造用金合金としては、まず特許文献1に記載されているものが挙げられる。
これには、金70〜85重量%、銀5〜13重量%、白金2〜9重量%、パラジウム0〜4.5重量%、イリジウム、レニウム、ロジウムおよび/またはルテニウム0.05〜1重量%、銅2〜8重量%、インジウム、亜鉛ならびにゲルマニウムの金属の1つ以上2〜6重量%およびガリウム、鉄ならびにタングステンの金属の1つ以上0〜4重量%からなり、この場合、インジウム含量は、少なくとも1重量%でなければならないことを特徴とする黄色歯科用合金が記載されている。
かかる黄色歯科用合金は、パラジウムを0〜4.5重量%(実施例では2〜3重量%)含んでいる。パラジウムは、金属アレルギーの顕著な金属元素としても知られており、含まないことが望まれている。
また、かかる黄色歯科用合金は、後述する比較例から明らかなように、硬化熱処理後のビッカース硬さ、0.2%耐力及び破断伸びが低く、硬化熱処理後の技工士や歯科医が手で形状を微調整するのに適度な機械的性質を有する歯科鋳造用金合金とは言い難い。
これには、金70〜85重量%、銀5〜13重量%、白金2〜9重量%、パラジウム0〜4.5重量%、イリジウム、レニウム、ロジウムおよび/またはルテニウム0.05〜1重量%、銅2〜8重量%、インジウム、亜鉛ならびにゲルマニウムの金属の1つ以上2〜6重量%およびガリウム、鉄ならびにタングステンの金属の1つ以上0〜4重量%からなり、この場合、インジウム含量は、少なくとも1重量%でなければならないことを特徴とする黄色歯科用合金が記載されている。
かかる黄色歯科用合金は、パラジウムを0〜4.5重量%(実施例では2〜3重量%)含んでいる。パラジウムは、金属アレルギーの顕著な金属元素としても知られており、含まないことが望まれている。
また、かかる黄色歯科用合金は、後述する比較例から明らかなように、硬化熱処理後のビッカース硬さ、0.2%耐力及び破断伸びが低く、硬化熱処理後の技工士や歯科医が手で形状を微調整するのに適度な機械的性質を有する歯科鋳造用金合金とは言い難い。
特許文献2の請求項1には、60〜90重量%の金、0〜20重量%の銀、0〜7重量%のパラジウム、0〜11重量%の白金、0〜20重量%の銅、0〜2重量%の亜鉛、0〜1重量%のスズ、および0〜3重量%のインジウムならびに微量の結晶粒リファイナから成る金色歯科用合金が示されている。
また、請求項2には、 60〜72重量%の金、10〜17重量%の銀、3〜7重量%のパラジウム、0〜4重量%の白金、9〜17重量%の銅、0.9〜1.1重量%の亜鉛、0.1〜1重量%のスズ、0〜1重量%のインジウム、および0.001〜0.1重量%の結晶粒リファイナから成る金色歯科用合金が記載されている。
さらに、請求項4には、 70.7重量%の金、13.7重量%の銀、3.59重量%の白金、10重量%の銅、1重量%の亜鉛、1重量%のスズ、および0.01重量%のイリジウムを含む金色歯科用合金が記載されている。
特許文献2の表2には、これら合金の好適な物理特性として、硬化熱処理後におけるビッカース硬さ:230、0.2%耐力:585MPa及び破断伸び率:20%が記載されている。
かかる金色歯科用合金は、従来の鋳造合金に対する以下の利点および/または利益として、下記のことを挙げている。
(1)高い降状強度、伸び率、およびビッカース硬さ
(2)はめ込み(telescope)歯冠のミリングおよびインプラントの超格子構造の形成に適した強度の提供
(3)サンドブラスチングを介しての局部的な酸化が可能
(4)樹脂被覆材料への優れた結合の形成
(5)高貴な(high noble)合金
(6)良好な研磨特性。
そして、これら合金は、ブリッジ、インレー、アンレー、歯冠、厚被覆歯冠、および短期固定部分義歯などの、非常に高い圧力を受ける修復を含む適応を有するタイプIVであるとしている。
しかし、特許文献2の表2に示されている好適な物理特性値及び後述する比較例から明らかなように、硬化熱処理後のビッカース硬さ、0.2%耐力が低く、また破断伸びが大きく、やはり、硬化熱処理後の技工士や歯科医が手で形状を微調整するのに適度な機械的性質を有する歯科鋳造用金合金とは言い難い。
また、この金色歯科用合金は、パラジウムを0〜7質量%(請求項2では3〜7質量%)含んでいる。パラジウムは、金属アレルギーの顕著な金属元素としても知られており、含まないことが望まれている。
また、請求項2には、 60〜72重量%の金、10〜17重量%の銀、3〜7重量%のパラジウム、0〜4重量%の白金、9〜17重量%の銅、0.9〜1.1重量%の亜鉛、0.1〜1重量%のスズ、0〜1重量%のインジウム、および0.001〜0.1重量%の結晶粒リファイナから成る金色歯科用合金が記載されている。
さらに、請求項4には、 70.7重量%の金、13.7重量%の銀、3.59重量%の白金、10重量%の銅、1重量%の亜鉛、1重量%のスズ、および0.01重量%のイリジウムを含む金色歯科用合金が記載されている。
特許文献2の表2には、これら合金の好適な物理特性として、硬化熱処理後におけるビッカース硬さ:230、0.2%耐力:585MPa及び破断伸び率:20%が記載されている。
かかる金色歯科用合金は、従来の鋳造合金に対する以下の利点および/または利益として、下記のことを挙げている。
(1)高い降状強度、伸び率、およびビッカース硬さ
(2)はめ込み(telescope)歯冠のミリングおよびインプラントの超格子構造の形成に適した強度の提供
(3)サンドブラスチングを介しての局部的な酸化が可能
(4)樹脂被覆材料への優れた結合の形成
(5)高貴な(high noble)合金
(6)良好な研磨特性。
そして、これら合金は、ブリッジ、インレー、アンレー、歯冠、厚被覆歯冠、および短期固定部分義歯などの、非常に高い圧力を受ける修復を含む適応を有するタイプIVであるとしている。
しかし、特許文献2の表2に示されている好適な物理特性値及び後述する比較例から明らかなように、硬化熱処理後のビッカース硬さ、0.2%耐力が低く、また破断伸びが大きく、やはり、硬化熱処理後の技工士や歯科医が手で形状を微調整するのに適度な機械的性質を有する歯科鋳造用金合金とは言い難い。
また、この金色歯科用合金は、パラジウムを0〜7質量%(請求項2では3〜7質量%)含んでいる。パラジウムは、金属アレルギーの顕著な金属元素としても知られており、含まないことが望まれている。
パラジウムを含ませず、金属アレルギーを誘発する可能性を低いものとした金合金として特許文献3が挙げられる。
すなわち、特許文献3には、請求の範囲をまとめると、パラジウムを含有せず、金72〜76重量%、白金6〜8重量%、銅8〜9.4%、亜鉛0.5〜2重量%、イリジウム0.01〜0.2重量%からなる歯科用高カラット金合金が示されている。
さらに、特許文献3の表1には実施例1〜5、比較例1〜2および従来例1〜2の具体的組成が記載され、表2には硬化熱処理後におけるビッカース硬さ、0.2%耐力および破断伸びが記載されている。
これらの物理特性値をみると、後述する比較例から明らかなように、概して硬化熱処理後のビッカース硬さ、0.2%耐力が低く、また破断伸びが大きく、硬化熱処理後の技工士や歯科医が手で形状を微調整するのに適度な機械的性質を有する歯科鋳造用金合金とは言い難いものであった。また、白金の含有量が6〜8重量%と比較的多く、高価なものとなっている。
すなわち、特許文献3には、請求の範囲をまとめると、パラジウムを含有せず、金72〜76重量%、白金6〜8重量%、銅8〜9.4%、亜鉛0.5〜2重量%、イリジウム0.01〜0.2重量%からなる歯科用高カラット金合金が示されている。
さらに、特許文献3の表1には実施例1〜5、比較例1〜2および従来例1〜2の具体的組成が記載され、表2には硬化熱処理後におけるビッカース硬さ、0.2%耐力および破断伸びが記載されている。
これらの物理特性値をみると、後述する比較例から明らかなように、概して硬化熱処理後のビッカース硬さ、0.2%耐力が低く、また破断伸びが大きく、硬化熱処理後の技工士や歯科医が手で形状を微調整するのに適度な機械的性質を有する歯科鋳造用金合金とは言い難いものであった。また、白金の含有量が6〜8重量%と比較的多く、高価なものとなっている。
特許文献4にも、パラジウムを含ませず、金属アレルギーを誘発する可能性を低いものとした金合金が開示されている。
すなわち、特許文献4の請求項1には、金70〜75重量%、銀5〜9重量%、白金1〜4重量%、銅13〜17重量%、亜鉛0.1〜2重量%、及びイリジウム、レニウム、ロジウム及び/又はルテニウム0.01〜0.1重量%を含有し残部が不可避的不純物からなる歯科鋳造用金合金が示されている。
また、請求項2には、前記請求項1において、トレーシングペーパーを介在した測色値が、L*が79〜83、a*が4〜6、b*が10〜24である歯科鋳造用金合金が開示されている。
かかる歯科鋳造用金合金は、アレルギー発現性の高い元素を含有しないで歯科鋳造用合金に必要な物理的特性を具備し、口腔内に設置時において、多大な審美感と生体親和性を示すとしている。
しかしながら、この歯科鋳造用金合金は、後述する比較例から明らかなように、硬くて、技工士や歯科医が手で形状を微調整するのに適度な機械的性質を有する歯科鋳造用金合金とは言い難いものであった。
すなわち、特許文献4の請求項1には、金70〜75重量%、銀5〜9重量%、白金1〜4重量%、銅13〜17重量%、亜鉛0.1〜2重量%、及びイリジウム、レニウム、ロジウム及び/又はルテニウム0.01〜0.1重量%を含有し残部が不可避的不純物からなる歯科鋳造用金合金が示されている。
また、請求項2には、前記請求項1において、トレーシングペーパーを介在した測色値が、L*が79〜83、a*が4〜6、b*が10〜24である歯科鋳造用金合金が開示されている。
かかる歯科鋳造用金合金は、アレルギー発現性の高い元素を含有しないで歯科鋳造用合金に必要な物理的特性を具備し、口腔内に設置時において、多大な審美感と生体親和性を示すとしている。
しかしながら、この歯科鋳造用金合金は、後述する比較例から明らかなように、硬くて、技工士や歯科医が手で形状を微調整するのに適度な機械的性質を有する歯科鋳造用金合金とは言い難いものであった。
前述の如き歯科鋳造用金合金は、理想的に鋳造されていれば、本来、鋳造体の微調整はいらないはずであるが、実際には、義歯を口腔内により精度よく適合させるために鋳造物形状の微調整が必要になる。
また、鋳造体には鋳造応力が残留する。特に義歯のような複雑な形状では、場所によって冷却速度が異なるので残留応力が生じやすい。鋳造したままの状態では、義歯の作製後に義歯を口腔内に入れるまでに、または口腔内に入れている間に、残留応力によって義歯が変形して時間が経つにつれて適合が悪くなる。
一方、熱処理により残留応力を除去することで残留応力による変形が起こらず、熱処理なしの場合よりも適合精度の良い義歯を作製することができる。
臨床では、残留応力を除去するために、軟化熱処理を行う。しかし、軟化熱処理をしたままでは口腔内で使用するのに適した機械的性質を有していないためにその後、硬化熱処理をすることが求められる。しかし、この方法では2度の熱処理のために歯科技工士にとって非常に手間がかかる。
しかも、実際の歯科技工作業では手で義歯の形状を微調整して適合精度を高める場面が求められているが、それに適した機械的性質の歯科鋳造用合金はなかった。
そこでこの発明の目的は、パラジウムを含ませず、金属アレルギーを誘発する可能性を低いものとなすと共に、1回の熱処理で残留応力を除去し、かつ手で微調整することが出来る歯科鋳造用金合金を提供することにある。
また、鋳造体には鋳造応力が残留する。特に義歯のような複雑な形状では、場所によって冷却速度が異なるので残留応力が生じやすい。鋳造したままの状態では、義歯の作製後に義歯を口腔内に入れるまでに、または口腔内に入れている間に、残留応力によって義歯が変形して時間が経つにつれて適合が悪くなる。
一方、熱処理により残留応力を除去することで残留応力による変形が起こらず、熱処理なしの場合よりも適合精度の良い義歯を作製することができる。
臨床では、残留応力を除去するために、軟化熱処理を行う。しかし、軟化熱処理をしたままでは口腔内で使用するのに適した機械的性質を有していないためにその後、硬化熱処理をすることが求められる。しかし、この方法では2度の熱処理のために歯科技工士にとって非常に手間がかかる。
しかも、実際の歯科技工作業では手で義歯の形状を微調整して適合精度を高める場面が求められているが、それに適した機械的性質の歯科鋳造用合金はなかった。
そこでこの発明の目的は、パラジウムを含ませず、金属アレルギーを誘発する可能性を低いものとなすと共に、1回の熱処理で残留応力を除去し、かつ手で微調整することが出来る歯科鋳造用金合金を提供することにある。
本発明者は、前記の課題を解決すべく、鋭意研究の結果、軟化熱処理を行うことなく、鋳造体を鋳造のまま直接硬化熱処理した歯科鋳造用金合金、ないし、軟化熱処理した後に硬化熱処理した歯科鋳造用金合金の機械的性質のビッカース硬さ、0.2%耐力及び破断伸びが、特定の範囲に入るようにすると、前記目的を達成できることを見出し、本発明に到達したものである。
すなわち、前記問題点を解決するための本発明の請求項1に係わる歯科鋳造用金合金は、パラジウムを含まず、銅:12.0〜13.0質量%、銀:9.5〜11.0質量%、白金:4.5〜5.5質量%、亜鉛:0.5〜1.5質量%、コバルト:0.2〜0.35質量%、イリジウム:0.05〜1.0質量%、残部:金及び微量の不可避不純物からなり、硬化熱処理後のビッカース硬さ:265〜280HV20、前記硬化熱処理後の0.2%耐力:740〜780MPa及び前記硬化熱処理後の破断伸び:10〜14%であることを特徴とする。
本発明の請求項2に係わる歯科鋳造用金合金は、パラジウムを含まず、金:70.0〜72.0質量%、銅:12.0〜13.0質量%、銀:9.5〜11.0質量%、白金:4.5〜5.5質量%、亜鉛:0.5〜1.5質量%、コバルト:0.2〜0.35質量%、イリジウム:0.05〜1.0質量%及び微量の不可避不純物からなり、硬化熱処理後のビッカース硬さ:265〜280HV20、前記硬化熱処理後の0.2%耐力:740〜780MPa及び前記硬化熱処理後の破断伸び:10〜14%であることを特徴とする。
前記請求項1及び請求項2の発明においては、パラジウムを含ませず、金属アレルギーを誘発する可能性を低いものとした金合金であり、かつ、硬化熱処理後に、容易に手で微調整することが出来る歯科鋳造用合金となる。
銅は、金と規則格子を形成することで合金の強度を高める。銅の含有量を低くするとビッカース硬さと0.2%耐力が低くなりすぎる。13%を超えると硬くなりすぎ、技工士が形態調整できなくなる。
銀は、白金加金の融点を下げる効果がある。しかし、多すぎると合金の色が白色化してしまう。
白金は、耐食性の向上および強度の向上に寄与する。しかし、高価であるため多すぎると合金のコストが高くなる。また、合金の色を白色化させてしまう。
亜鉛は、脱酸剤として働く。多すぎると伸びが低下し脆くなる。
コバルトは、合金の強度を向上させ、さらに合金に黄色味がかった色を与える。多すぎると融点が高くなってしまう。
イリジウムは、合金の結晶粒を微細化させ、機械的性質を向上させる。
歯科鋳造用金合金を銅:12.0〜13.0質量%、銀:9.5〜11.0質量%、白金:4.5〜5.5質量%、亜鉛:0.5〜1.5質量%、コバルト:0.2〜0.35質量%、イリジウム:0.05〜1.0質量%、残部:金及び微量の不可避不純物からなる組成とすることにより、または、金:70.0〜72.0質量%、銅:12.0〜13.0質量%、銀:9.5〜11.0質量%、白金:4.5〜5.5質量%、亜鉛:0.5〜1.5質量%、コバルト:0.2〜0.35質量%、イリジウム:0.05〜1.0質量%及び微量の不可避不純物からからなる組成とすることにより、硬化熱処理後のビッカース硬さ:265〜280HV20、前記硬化熱処理後の0.2%耐力:740〜780MPa及び前記硬化熱処理後の破断伸び:10〜14%の範囲にすることができ、手で微調整するのに適した歯科鋳造用金合金とすることができる。
銅は、金と規則格子を形成することで合金の強度を高める。銅の含有量を低くするとビッカース硬さと0.2%耐力が低くなりすぎる。13%を超えると硬くなりすぎ、技工士が形態調整できなくなる。
銀は、白金加金の融点を下げる効果がある。しかし、多すぎると合金の色が白色化してしまう。
白金は、耐食性の向上および強度の向上に寄与する。しかし、高価であるため多すぎると合金のコストが高くなる。また、合金の色を白色化させてしまう。
亜鉛は、脱酸剤として働く。多すぎると伸びが低下し脆くなる。
コバルトは、合金の強度を向上させ、さらに合金に黄色味がかった色を与える。多すぎると融点が高くなってしまう。
イリジウムは、合金の結晶粒を微細化させ、機械的性質を向上させる。
歯科鋳造用金合金を銅:12.0〜13.0質量%、銀:9.5〜11.0質量%、白金:4.5〜5.5質量%、亜鉛:0.5〜1.5質量%、コバルト:0.2〜0.35質量%、イリジウム:0.05〜1.0質量%、残部:金及び微量の不可避不純物からなる組成とすることにより、または、金:70.0〜72.0質量%、銅:12.0〜13.0質量%、銀:9.5〜11.0質量%、白金:4.5〜5.5質量%、亜鉛:0.5〜1.5質量%、コバルト:0.2〜0.35質量%、イリジウム:0.05〜1.0質量%及び微量の不可避不純物からからなる組成とすることにより、硬化熱処理後のビッカース硬さ:265〜280HV20、前記硬化熱処理後の0.2%耐力:740〜780MPa及び前記硬化熱処理後の破断伸び:10〜14%の範囲にすることができ、手で微調整するのに適した歯科鋳造用金合金とすることができる。
前記硬化熱処理後のビッカース硬さは、JIS Z 2241に規定する方法により測定する。
前記硬化熱処理後の0.2%耐力および破断伸びは、材料試験機に、引張試験片をセットし、クロスヘッド速度0.1mm/分にて引張試験を行い、応力−ひずみ曲線から、0.2%耐力および破断伸びを算出する。
0.2%耐力は、JIS Z 2241に規定する“オフセット法”( 規定の永久伸びε=0.2%)による。すなわち、ひずみ0.2%・応力ゼロの点から、応力−ひずみ曲線の最初の直線部と平行線を引き、この直線と応力−ひずみ曲線との交点での応力が0.2%耐力である。
破断伸びは、応力−ひずみ曲線上の破断点から、応力−ひずみ曲線の最初の直線部と平行線を引き、応力ゼロの横軸との交点でのひずみである。
これら0.2%耐力および破断伸びは、それぞれ6試料測定しその平均値を採用する。
0.2%耐力は、JIS Z 2241に規定する“オフセット法”( 規定の永久伸びε=0.2%)による。すなわち、ひずみ0.2%・応力ゼロの点から、応力−ひずみ曲線の最初の直線部と平行線を引き、この直線と応力−ひずみ曲線との交点での応力が0.2%耐力である。
破断伸びは、応力−ひずみ曲線上の破断点から、応力−ひずみ曲線の最初の直線部と平行線を引き、応力ゼロの横軸との交点でのひずみである。
これら0.2%耐力および破断伸びは、それぞれ6試料測定しその平均値を採用する。
前記請求項1及び2の発明においては、鋳造後に軟化熱処理を行い、その後、硬化熱処理を施した時のビッカース硬さ、0.2%耐力及び破断伸びの値でも、また、鋳造後に軟化熱処理を行うことなく硬化熱処理を施した時のビッカース硬さ、0.2%耐力及び破断伸びの値のいずれでもよい。
本発明の請求項3に係わる歯科鋳造用金合金は、当該歯科鋳造用金合金の前記ビッカース硬さ:265〜280HV20、前記0.2%耐力:740〜780MPa及び前記破断伸び:10〜14%の値が、鋳造後に、軟化熱処理を行うことなく、硬化熱処理を施したときの値であることを特徴とする。
鋳造後に直接硬化熱処理を行った歯科鋳造用金合金と、鋳造後に軟化熱処理し、その後に硬化熱処理を行った歯科鋳造用金合金との間には、0.2%耐力と破断伸びおよびビッカース硬さに関して有意差がなく、鋳造後に軟化熱処理をしてもしなくても最終的に硬化熱処理を行えば機械的性質に差がない。したがって、鋳造後にいきなり硬化熱処理を行えば、臨床で残留応力を除去するために行う軟化熱処理の工程を省くことができ、1回の熱処理で残留応力を除去し、かつ手で微調整することが出来る歯科鋳造用金合金にすることができる。
鋳造後に直接硬化熱処理を行った歯科鋳造用金合金と、鋳造後に軟化熱処理し、その後に硬化熱処理を行った歯科鋳造用金合金との間には、0.2%耐力と破断伸びおよびビッカース硬さに関して有意差がなく、鋳造後に軟化熱処理をしてもしなくても最終的に硬化熱処理を行えば機械的性質に差がない。したがって、鋳造後にいきなり硬化熱処理を行えば、臨床で残留応力を除去するために行う軟化熱処理の工程を省くことができ、1回の熱処理で残留応力を除去し、かつ手で微調整することが出来る歯科鋳造用金合金にすることができる。
本発明の請求項4に係わる歯科鋳造用金合金は、上記した請求項1又は2において、前記硬化熱処理は、450±10℃の温度雰囲気に調整した電気炉内にて、少なくとも10分間加熱した後、炉内で室温まで徐冷することを特徴とする。
前述の如き、所定範囲の組成で、かつ硬化熱処理後のビッカース硬さ、0.2%耐力および破断伸びが、所定の範囲に入っていると、硬化熱処理後に、容易に手で微調整することが出来る歯科用鋳造用合金となる。さらに、パラジウムを含ませず、金属アレルギーを誘発する可能性を低いものとした金合金である。
歯科鋳造用合金で造形した、例えば義歯のような複雑な形状の鋳造体では、場所によって冷却速度が異なるので、凝固時の収縮により残留応力が生じ、鋳造のままで義歯を作製すると、作製後に義歯を口腔内に入れるまでにあるいは、口腔内に入れている間に残留応力によって義歯が変形して時間が経つにつれて適合が悪くなる。これを、熱処理により残留応力を除去することで、残留応力による変形が起こらず、熱処理なしの場合よりも適合精度の良い義歯を作製することができると共に、手で微調整することが出来る。
歯科鋳造用合金で造形した、例えば義歯のような複雑な形状の鋳造体では、場所によって冷却速度が異なるので、凝固時の収縮により残留応力が生じ、鋳造のままで義歯を作製すると、作製後に義歯を口腔内に入れるまでにあるいは、口腔内に入れている間に残留応力によって義歯が変形して時間が経つにつれて適合が悪くなる。これを、熱処理により残留応力を除去することで、残留応力による変形が起こらず、熱処理なしの場合よりも適合精度の良い義歯を作製することができると共に、手で微調整することが出来る。
本発明の歯科鋳造用金合金は、銅(Cu):12.0〜13.0質量%、銀(Ag):9.5〜11.0質量%、白金(Pt):4.5〜5.5質量%、亜鉛(Zn):0.5〜1.5質量%、コバルト:0.2〜0.35質量%、イリジウム(Ir):0.05〜1.0質量%、残部:金(Au)及び微量の不可避不純物からなり、さらには、金:70.0〜72.0質量%、銅:12.0〜13.0質量%、銀:9.5〜11.0質量%、白金:4.5〜5.5質量%、亜鉛:0.5〜1.5質量%、コバルト:0.2〜0.35質量%、イリジウム:0.05〜1.0質量%及び微量の不可避不純物からなるものであり、かつ、前記硬化熱処理後のビッカース硬さ:265〜280HV20、硬化熱処理後の0.2%耐力:740〜780MPa及び前記硬化熱処理後の破断伸び:10〜14%である。
銅(Cu)は、金(Au)と規則格子を形成することで合金の強度を高める。銅の含有量を低くするとビッカース硬さと0.2%耐力が低くなりすぎる。13%を超えると硬くなりすぎ、技工士が形態調整できなくなる。
銀(Ag)は、白金加金の融点を下げる効果がある。しかし、多すぎると合金の色が白色化してしまう。
白金(Pt)は、耐食性の向上および強度の向上に寄与する。しかし、高価であるため多すぎると合金のコストが高くなる。また、合金の色を白色化させてしまう。
亜鉛(Zn)は、脱酸剤として働く。多すぎると伸びが低下し脆くなる。
コバルト(Co)は、合金の強度を向上させ、さらに合金に黄色味がかった色を与える。多すぎると融点が高くなってしまう。
イリジウム(Ir)は、合金の結晶粒を微細化させ、機械的性質を向上させる。
本発明の歯科鋳造用金合金は、これら元素を所定の組成に配合することにより、歯科技工士または歯科医が、義歯の適合を手で微調整するために適した機械的性質を有する合金を実現した。
銀(Ag)は、白金加金の融点を下げる効果がある。しかし、多すぎると合金の色が白色化してしまう。
白金(Pt)は、耐食性の向上および強度の向上に寄与する。しかし、高価であるため多すぎると合金のコストが高くなる。また、合金の色を白色化させてしまう。
亜鉛(Zn)は、脱酸剤として働く。多すぎると伸びが低下し脆くなる。
コバルト(Co)は、合金の強度を向上させ、さらに合金に黄色味がかった色を与える。多すぎると融点が高くなってしまう。
イリジウム(Ir)は、合金の結晶粒を微細化させ、機械的性質を向上させる。
本発明の歯科鋳造用金合金は、これら元素を所定の組成に配合することにより、歯科技工士または歯科医が、義歯の適合を手で微調整するために適した機械的性質を有する合金を実現した。
前述した本発明の組成範囲に近傍の歯科鋳造用金合金のインゴットを製作し、それを用いて、義歯床に見立てた形状のモニター用試験体を2種類形成し、技工士、歯科医等の手による形態修正が容易かどうかのモニター評価を行った。
(モニター評価に用いるインゴットの製造方法)
モニター評価に供した本実施例1及び比較例1、2の歯科鋳造用金合金のインゴット製造方法について述べる。
下記の組成表(表1)に基づいてそれぞれ秤量し、これらの地金を、高周波誘導加熱装置(FHS−30ML, 富士電子工業株式会社)で融解し、内寸60×150×3mmの鋳型に鋳込んだ。作製した板状合金を厚さ約0.75mmまで圧延加工し、その後、スリッター切断機で12.5mm幅に切断。打ち抜き機で約10×12.5×0.75mmの形状のインゴットを作製した。
(モニター評価に用いるインゴットの製造方法)
モニター評価に供した本実施例1及び比較例1、2の歯科鋳造用金合金のインゴット製造方法について述べる。
下記の組成表(表1)に基づいてそれぞれ秤量し、これらの地金を、高周波誘導加熱装置(FHS−30ML, 富士電子工業株式会社)で融解し、内寸60×150×3mmの鋳型に鋳込んだ。作製した板状合金を厚さ約0.75mmまで圧延加工し、その後、スリッター切断機で12.5mm幅に切断。打ち抜き機で約10×12.5×0.75mmの形状のインゴットを作製した。

(モニター評価試験体の作製)
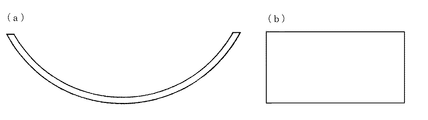
まず、長手方向に半分に切断した内径46mmのステンレスパイプの内側を印象採取し、石膏で模型基台を作製した。寸法は、曲率半径が23mmの湾曲した断面を持ち、長手方向の長さが40mmとした。この模型基台上に、断面を厚さ1mm、曲率半径が23mmの湾曲した断面を持ち、長手方向の長さが25mmのワックスパターンを作製し、ロストワックス法で、上記インゴットを用いてモニター評価に用いる図1に示す形状の義歯床の床部を模した湾曲板状試験体を鋳造により作製した。
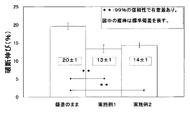
また、市販のワックス(レディーキャスティングワックス HR28、ジーシー社)を用いて、断面が幅径2.8mm、高さ1.1mmで、長さが10mmの図2に示す形状の義歯床のバーを模したモニター評価に用いる棒状試験体を、上記のインゴットを用いてロストワックス法で鋳造により作製した。
各試験体は、鋳造後、室温まで空冷した段階で鋳型から取り出し、それぞれの試験体を、軟化熱処理を経ずに、鋳造後に直接、硬化熱処理のために450℃の電気炉中に15分間保持した後、室温まで炉内で冷却した。その後、両試験体を歯科用エンジンを用いて研磨した。
まず、長手方向に半分に切断した内径46mmのステンレスパイプの内側を印象採取し、石膏で模型基台を作製した。寸法は、曲率半径が23mmの湾曲した断面を持ち、長手方向の長さが40mmとした。この模型基台上に、断面を厚さ1mm、曲率半径が23mmの湾曲した断面を持ち、長手方向の長さが25mmのワックスパターンを作製し、ロストワックス法で、上記インゴットを用いてモニター評価に用いる図1に示す形状の義歯床の床部を模した湾曲板状試験体を鋳造により作製した。
また、市販のワックス(レディーキャスティングワックス HR28、ジーシー社)を用いて、断面が幅径2.8mm、高さ1.1mmで、長さが10mmの図2に示す形状の義歯床のバーを模したモニター評価に用いる棒状試験体を、上記のインゴットを用いてロストワックス法で鋳造により作製した。
各試験体は、鋳造後、室温まで空冷した段階で鋳型から取り出し、それぞれの試験体を、軟化熱処理を経ずに、鋳造後に直接、硬化熱処理のために450℃の電気炉中に15分間保持した後、室温まで炉内で冷却した。その後、両試験体を歯科用エンジンを用いて研磨した。
(モニター評価)
硬化熱処理後の実施例1及び比較例1、2の各試験体を、モニター評価に供した。図1の湾曲板状試験体は、各試験体をプライヤーで曲げて、模型基台の形状に試験体がしっかり適合するように調整する。図2の棒状試験体は、試験体をプライヤーで曲げる操作を行う。それぞれを変形させた際の力加減や曲がり具合から、本合金の形態修正の操作性を評価した。
形態修正の操作性評価を、5人の歯科医師および歯科技工士を対象に調査を行った。評価は、本合金を用いて同形状の部分義歯床を10個作製し、ひとり2個ずつ評価した。形態修正する際の操作性が良好と答えた人数が5〜4人の場合はA、3〜2人の場合はB、1人以下の場合をC評価とした。その結果を表2に示す。
硬化熱処理後の実施例1及び比較例1、2の各試験体を、モニター評価に供した。図1の湾曲板状試験体は、各試験体をプライヤーで曲げて、模型基台の形状に試験体がしっかり適合するように調整する。図2の棒状試験体は、試験体をプライヤーで曲げる操作を行う。それぞれを変形させた際の力加減や曲がり具合から、本合金の形態修正の操作性を評価した。
形態修正の操作性評価を、5人の歯科医師および歯科技工士を対象に調査を行った。評価は、本合金を用いて同形状の部分義歯床を10個作製し、ひとり2個ずつ評価した。形態修正する際の操作性が良好と答えた人数が5〜4人の場合はA、3〜2人の場合はB、1人以下の場合をC評価とした。その結果を表2に示す。
(モニター評価した各インゴットの機械的性質測定のための試験片の作製)
試験片は、上記各インゴットを、ヒータ加熱式反転加圧鋳造機(Super Cascom,デンケン社製)で大気雰囲気下において溶解し、ロストワックス法を用いて直径2mm、長さ45mmの引張試験片6本と、20×15×1mmのビッカース硬さ試験片を作製した。各試験片に硬化熱処理を施すために、450℃に加熱した電気炉(KDF 007 EX,デンケン社)中で15分保持後、炉内で室温まで冷却した。
ビッカース硬さ試験用の試験片は、両面を#180の耐水ペーパーで平滑にした後、測定面を#800、#1200の耐水ペーパーで研磨した。
試験片は、上記各インゴットを、ヒータ加熱式反転加圧鋳造機(Super Cascom,デンケン社製)で大気雰囲気下において溶解し、ロストワックス法を用いて直径2mm、長さ45mmの引張試験片6本と、20×15×1mmのビッカース硬さ試験片を作製した。各試験片に硬化熱処理を施すために、450℃に加熱した電気炉(KDF 007 EX,デンケン社)中で15分保持後、炉内で室温まで冷却した。
ビッカース硬さ試験用の試験片は、両面を#180の耐水ペーパーで平滑にした後、測定面を#800、#1200の耐水ペーパーで研磨した。
[機械的性質の測定]
(ビッカース硬さ試験)
ビッカース硬さ試験機(明石製作所、AVK−AII)にて、試験荷重196.1N(硬さ記号HV20)、負荷時間15秒の条件で、試験片に設けた四角形圧痕の2つの対角線長さを測定し、その平均値から以下の式を用いてビッカース硬さを求めたものである。上記方法で同一試験片上の10箇所測定し、その平均値を採用する。
(ビッカース硬さ試験)
ビッカース硬さ試験機(明石製作所、AVK−AII)にて、試験荷重196.1N(硬さ記号HV20)、負荷時間15秒の条件で、試験片に設けた四角形圧痕の2つの対角線長さを測定し、その平均値から以下の式を用いてビッカース硬さを求めたものである。上記方法で同一試験片上の10箇所測定し、その平均値を採用する。
(引張試験)
前記硬化熱処理後の0.2%耐力および破断伸びは、材料試験機(島津社製AGS−J)に、引張試験片をセットし、クロスヘッド速度0.1mm/分にて引張試験を行い、応力−ひずみ曲線から、0.2%耐力および破断伸びを求めた。
0.2%耐力は、JIS Z 2241に規定する“オフセット法”(規定の永久伸びε=0.2%)による。すなわち、ひずみ0.2%・応力ゼロの点から、応力−ひずみ曲線の最初の直線部と平行線を引き、この直線と応力−ひずみ曲線との交点での応力が0.2%耐力である。
破断伸びは、応力−ひずみ曲線上の破断点から、応力−ひずみ曲線の最初の直線部と平行線を引き、応力ゼロの横軸との交点でのひずみである。
これら0.2%耐力および破断伸びは、それぞれ6試料測定しその平均値とした。
前記硬化熱処理後の0.2%耐力および破断伸びは、材料試験機(島津社製AGS−J)に、引張試験片をセットし、クロスヘッド速度0.1mm/分にて引張試験を行い、応力−ひずみ曲線から、0.2%耐力および破断伸びを求めた。
0.2%耐力は、JIS Z 2241に規定する“オフセット法”(規定の永久伸びε=0.2%)による。すなわち、ひずみ0.2%・応力ゼロの点から、応力−ひずみ曲線の最初の直線部と平行線を引き、この直線と応力−ひずみ曲線との交点での応力が0.2%耐力である。
破断伸びは、応力−ひずみ曲線上の破断点から、応力−ひずみ曲線の最初の直線部と平行線を引き、応力ゼロの横軸との交点でのひずみである。
これら0.2%耐力および破断伸びは、それぞれ6試料測定しその平均値とした。
(統計解析)
引張試験及びビッカース硬さの結果を、一元配置分散分析のBonfferoniの多重比較によって統計解析した。
その結果を表2に示す。
引張試験及びビッカース硬さの結果を、一元配置分散分析のBonfferoniの多重比較によって統計解析した。
その結果を表2に示す。
本件発明は良好な操作性を持つとの評価が得られた。
形態修正は、合金を変形させるので合金の機械的性質が重要となる。比較例1は形態修正の時に硬すぎて変形させられないという結果だった。比較例2では、軟らかすぎて簡単に曲がってしまい、口腔内で使用しているうちに塑性変形を起こしてしまう恐れがあるとの結果だった。本件発明で得られた形態修正の操作性は、上記で示した機械的性質を有していれば良好な形態修正操作性が得られた。
形態修正は、合金を変形させるので合金の機械的性質が重要となる。比較例1は形態修正の時に硬すぎて変形させられないという結果だった。比較例2では、軟らかすぎて簡単に曲がってしまい、口腔内で使用しているうちに塑性変形を起こしてしまう恐れがあるとの結果だった。本件発明で得られた形態修正の操作性は、上記で示した機械的性質を有していれば良好な形態修正操作性が得られた。
本願発明の一様態としては、鋳造応力を除去し、さらに手による形態修正に適した機械的性質を持つ補綴物を得るために軟化熱処理を経ずに、いきなり硬化熱処理を行う。
軟化熱処理を経ずにいきなり上記硬化熱処理を行った前述の実施例1の機械的性質測定のための試験片と比較するために、硬化熱処理をしない鋳造のままの試験片Aと、鋳造したままの試験片Aを軟化熱処理(700℃10分保持後、水冷)した後にかかる硬化熱処理をした実施例2についてそれぞれ0.2%耐力、破断伸び及びビッカース硬さの測定をした。
(上記実施例1と比較するための機械的性質測定試験片の作製)
試験片Aは、上記実施例1のインゴットを、ヒータ加熱式反転加圧鋳造機(Super Cascom, デンケン社製)で大気雰囲気下において溶解し、ロストワックス法を用いて直径2mm、長さ45mmの引張試験片6本と20×15×1mmのビッカース硬さ試験片を作製した。
実施例2では、上記試験片Aを軟化熱処理のために700℃に加熱した電気炉(KDF 007 EX, デンケン社)中で10分保持後に水中へ急水冷し、その後、硬化熱処理を施すために、450℃に加熱した電気炉中で15分保持後、炉内で室温まで冷却した。
ビッカース硬さ試験用の試験片は、両面を#180の耐水ペーパーで平滑にした後、測定面を#800、#1200の耐水ペーパーで研磨した。
軟化熱処理を経ずにいきなり上記硬化熱処理を行った前述の実施例1の機械的性質測定のための試験片と比較するために、硬化熱処理をしない鋳造のままの試験片Aと、鋳造したままの試験片Aを軟化熱処理(700℃10分保持後、水冷)した後にかかる硬化熱処理をした実施例2についてそれぞれ0.2%耐力、破断伸び及びビッカース硬さの測定をした。
(上記実施例1と比較するための機械的性質測定試験片の作製)
試験片Aは、上記実施例1のインゴットを、ヒータ加熱式反転加圧鋳造機(Super Cascom, デンケン社製)で大気雰囲気下において溶解し、ロストワックス法を用いて直径2mm、長さ45mmの引張試験片6本と20×15×1mmのビッカース硬さ試験片を作製した。
実施例2では、上記試験片Aを軟化熱処理のために700℃に加熱した電気炉(KDF 007 EX, デンケン社)中で10分保持後に水中へ急水冷し、その後、硬化熱処理を施すために、450℃に加熱した電気炉中で15分保持後、炉内で室温まで冷却した。
ビッカース硬さ試験用の試験片は、両面を#180の耐水ペーパーで平滑にした後、測定面を#800、#1200の耐水ペーパーで研磨した。
(機械的性質の測定)
ビッカース硬さ、0.2%耐力および破断伸びは、上記実施例1と同様の方法で測定した。
その結果を図3〜5に示す。
ビッカース硬さ、0.2%耐力および破断伸びは、上記実施例1と同様の方法で測定した。
その結果を図3〜5に示す。
ビッカース硬さ、0.2%耐力及び破断伸びは、試験片Aと実施例1間及び、試験片Aと実施例2間には有意差が認められたが、実施例1と実施例2の間では、有意差は認められなかった。即ち、鋳造後に軟化熱処理をしてもしなくても最終的に硬化熱処理を行えばビッカース硬さ、0.2%耐力及び破断伸びに差がないことがわかった。
よって、鋳造後に軟化熱処理をしてもしなくても最終的に硬化熱処理を行えば機械的性質に差がないことがわかった。
よって、鋳造後に軟化熱処理をしてもしなくても最終的に硬化熱処理を行えば機械的性質に差がないことがわかった。
表3に示す比較例3から比較例23は、実施例1および実施例2の機械的性質が、公知例にないことを示すために、下記特許公報及び特許公開公報の歯科鋳造用金合金と比較した。
表3の比較例3〜30の組成を改めて表示すると、表4のようになる。比較例24〜30は、本発明の開発過程で比較検討した本発明に近い組成の歯科鋳造用金合金である。
なお、各比較例3〜30については、軟化熱処理をせずに前記硬化熱処理を施し、材料試験を行った。ビッカース硬さ、0.2%耐力および破断伸びの測定は、上記実施例1と同様の方法で測定した。
(考察)
表4〜5に示すように、実施例1および実施例2の組成からわずかに変わっただけで、硬化熱処理後の機械的性質が大きく異なることがわかる。実施例1および実施例2に示す機械的性質は、いずれの比較例にも存在しなかった。
表4〜5に示すように、実施例1および実施例2の組成からわずかに変わっただけで、硬化熱処理後の機械的性質が大きく異なることがわかる。実施例1および実施例2に示す機械的性質は、いずれの比較例にも存在しなかった。
歯科領域で用いる鋳造用金合金への応用が可能である。
Claims (5)
- パラジウム(Pd)を含まず、銅(Cu):12.0〜13.0質量%、銀(Ag):9.5〜11.0質量%、白金(Pt):4.5〜5.5質量%、亜鉛(Zn):0.5〜1.5質量%、コバルト(Co):0.2〜0.35質量%、イリジウム(Ir):0.05〜1.0質量%、残部:金(Au)及び微量の不可避不純物からなり、硬化熱処理後のビッカース硬さ:265〜280HV20、前記硬化熱処理後の0.2%耐力:740〜780MPa及び前記硬化熱処理後の破断伸び:10〜14%であることを特徴とする歯科鋳造用金合金。
- パラジウム(Pd)を含まず、金(Au):70.0〜72.0質量%、銅:12.0〜13.0質量%、銀:9.5〜11.0質量%、白金:4.5〜5.5質量%、亜鉛:0.5〜1.5質量%、コバルト:0.2〜0.35質量%、イリジウム:0.05〜1.0質量%及び微量の不可避不純物からなり、硬化熱処理後のビッカース硬さ:265〜280HV20、前記硬化熱処理後の0.2%耐力:740〜780MPa及び前記硬化熱処理後の破断伸び:10〜14%であることを特徴とする歯科鋳造用金合金。
- 前記ビッカース硬さ:265〜280HV20、前記0.2%耐力:740〜780MPa及び前記破断伸び:10〜14%の値は、鋳造後に、軟化熱処理を行うことなく、硬化熱処理を施したときの値であることを特徴とする請求項1又は請求項2記載の歯科鋳造用金合金。
- 前記硬化熱処理は、450±10℃の温度雰囲気に調整した電気炉内にて、少なくとも10分間加熱した後、炉内で室温まで徐冷することを特徴とする請求項1〜3のいずれかに記載の歯科鋳造用金合金。
- 前記電気炉内での加熱時間が、15〜20分間であることを特徴とする請求項4記載の歯科鋳造用金合金。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011030380A JP2012167343A (ja) | 2011-02-16 | 2011-02-16 | 歯科鋳造用金合金 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011030380A JP2012167343A (ja) | 2011-02-16 | 2011-02-16 | 歯科鋳造用金合金 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012167343A true JP2012167343A (ja) | 2012-09-06 |
Family
ID=46971759
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011030380A Withdrawn JP2012167343A (ja) | 2011-02-16 | 2011-02-16 | 歯科鋳造用金合金 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012167343A (ja) |
-
2011
- 2011-02-16 JP JP2011030380A patent/JP2012167343A/ja not_active Withdrawn
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Al Jabbari | Physico-mechanical properties and prosthodontic applications of Co-Cr dental alloys: a review of the literature | |
| Fischer | Mechanical, thermal, and chemical analyses of the binary system Au‐Ti in the development of a dental alloy | |
| KR100925845B1 (ko) | 실리콘을 함유하는 치과보철용 합금조성물 | |
| JP2012167343A (ja) | 歯科鋳造用金合金 | |
| Li et al. | Study of Pd–Ag dental alloys: examination of effect of casting porosity on fatigue behavior and microstructural analysis | |
| Liu et al. | Strengthening of a Pd-free high gold dental alloy for porcelain bonding by a pre-firing heat treatment | |
| JP2012167344A (ja) | 歯科鋳造用金合金 | |
| Jhansi et al. | A comparative assessment of flexural bond strength of Ni–Cr metal–ceramic alloy on repeated castings | |
| JP4231092B1 (ja) | 鋳放しで時効硬化する歯科用、装飾用および工業製品金合金。 | |
| Wang et al. | A Pd-free high gold dental alloy for porcelain bonding | |
| Øilo et al. | Dental casting alloys with a low content of noble metals: physical properties | |
| US4608229A (en) | Palladium metal base dental alloy | |
| US20230087651A1 (en) | MEDICAL Pt-W ALLOY | |
| JP5060077B2 (ja) | 鋳造用金合金 | |
| JP3916098B2 (ja) | 歯科鋳造用陶材焼付貴金属合金 | |
| JP3983659B2 (ja) | 歯科陶材焼付用金合金 | |
| JP2011225902A (ja) | 鋳造用金合金 | |
| JP5198944B2 (ja) | 審美性に優れた歯科鋳造用金合金 | |
| JP2002249834A (ja) | 歯科用金合金 | |
| KR20180010120A (ko) | 치과 주조용 준 귀금속 합금 | |
| Ramamoorthi et al. | A Comparative evaluation of fatigue behavior of removable partial denture alloys with and without heat treatment | |
| Li et al. | Fatigue limits and SEM/TEM observations of fracture characteristics for three Pd—Ag dental casting alloys | |
| JP5753683B2 (ja) | 歯科用合金 | |
| JP3784266B2 (ja) | 表層部と深部では機械的性質が異なる二相構造を備えた歯科クラスプ及びその製造方法 | |
| JP2009035751A (ja) | 鋳造用金合金 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140513 |