JP2012149304A - 軌道部材の熱処理方法 - Google Patents
軌道部材の熱処理方法 Download PDFInfo
- Publication number
- JP2012149304A JP2012149304A JP2011008860A JP2011008860A JP2012149304A JP 2012149304 A JP2012149304 A JP 2012149304A JP 2011008860 A JP2011008860 A JP 2011008860A JP 2011008860 A JP2011008860 A JP 2011008860A JP 2012149304 A JP2012149304 A JP 2012149304A
- Authority
- JP
- Japan
- Prior art keywords
- temperature
- carbonitriding
- transformation point
- track
- raceway
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Rolling Contact Bearings (AREA)
- Solid-Phase Diffusion Into Metallic Material Surfaces (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
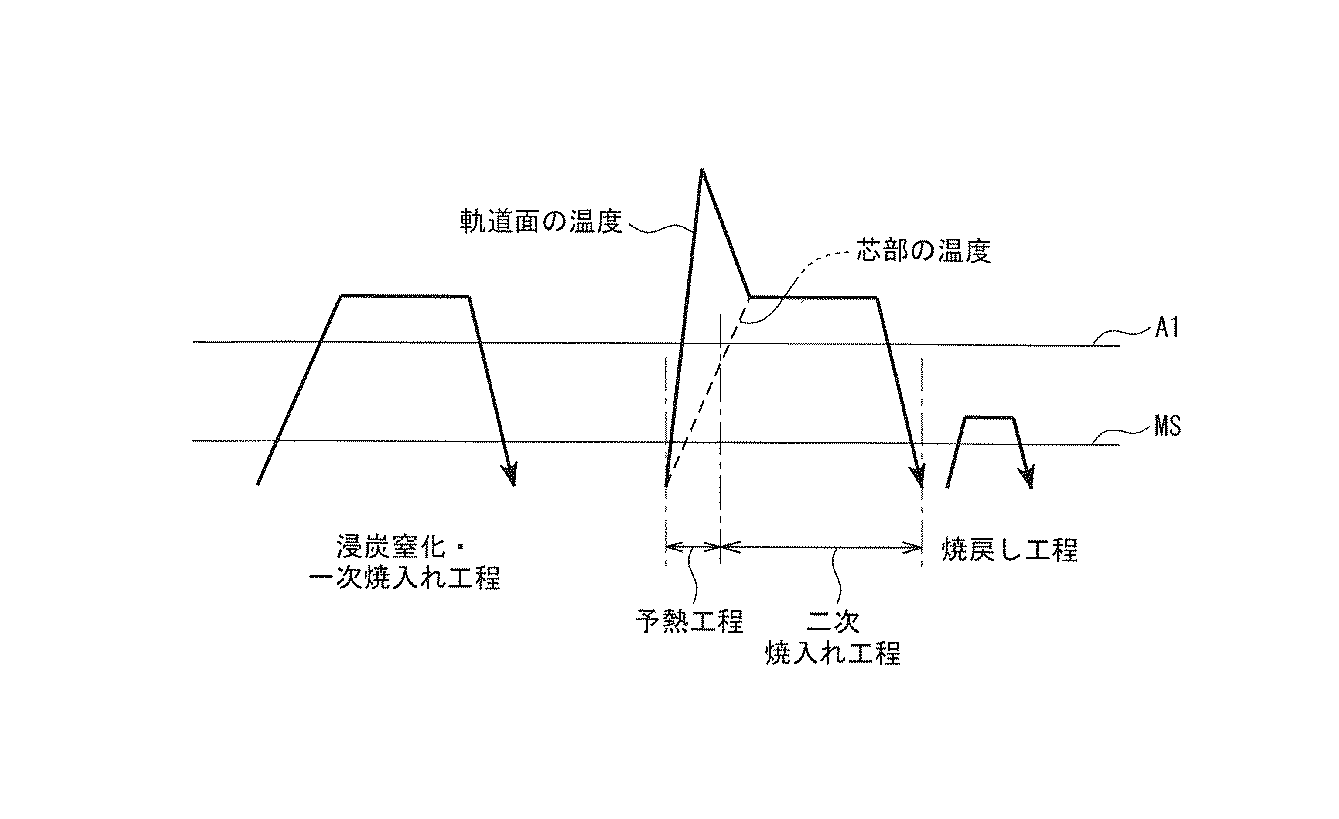
【解決手段】高炭素クロム軸受鋼からなる軌道部材全体をA1変態点以上の温度に保持して浸炭窒化処理を行った後、A1変態点未満の温度に急冷する浸炭窒化・一次焼入れ工程と、軌道面の表層部が浸炭窒化処理温度以上の温度になり、それ以外の部分(芯部全体と軌道面以外の表層部)が浸炭窒化処理温度未満の温度になるように、軌道部材を加熱する予熱工程と、軌道部材全体をA1変態点以上の温度に保持した後にMS変態点以下の温度まで急冷する二次焼入れ工程と、焼戻し工程を、この順に行う。
【選択図】図1
Description
潤滑油中に異物が混入している状態(異物混入潤滑下)で転がり軸受を使用する際の寿命を長くするためには、異物の噛み込みによって軌道面に生じた圧痕(陥没部)の周縁部に応力が集中することを緩和する必要がある。そのため、従来より、軌道面の残留オーステナイト量を多くすることを目的として、浸炭処理や浸炭窒化処理が行われている。
この発明の方法によれば、浸炭窒化・一次焼入れ工程と二次焼入れ工程との間に前記予熱工程を行うことで、軌道面の残留オーステナイト量を高く保持しながら、芯部の残留オーステナイト量を低く抑えることができる。
前記浸炭窒化処理温度をA1変態点以上850℃以下の温度で行い、前記予熱工程で前記軌道面の最高加熱温度を850℃以上とすることが好ましい。
先ず、SUJ2(高炭素クロム軸受鋼第2種)からなる素材を、旋削加工で、玉軸受の外輪(外径120mm、溝底肉厚2.5mm、幅17mm)の形状にした。次に、この外輪を熱処理炉内に入れて、浸炭窒化ガス雰囲気中850℃(A1変態点以上の温度)で3時間保持して浸炭窒化処理を行った後、油冷(No.2のみ空冷)することで、浸炭窒化・一次焼入れ工程を行った。
次に、No.1〜8 では下記の方法で予熱工程を行った後に、No.9〜11では予熱工程を行
わないで、下記の方法で二次焼入れ工程を行った。次に、160〜180℃に2時間保持する焼戻し工程を行った。
No.1〜6 では、誘導加熱を高周波(周波数30kHz)で5秒間行うことにより、軌道面(軌道溝)の表面温度が、溝底位置の放射温度計による測定で最高値が900℃となり、外周面の表面温度が放射温度計による測定で最高値が400℃となるようにした。軌道面以外の部分は、軌道面からの熱伝導により加熱されている。
No.8では、誘導加熱を高周波(周波数10kHz)で4秒間行うことにより、軌道面(軌道溝)の表面温度が、溝底位置の放射温度計による測定で最高値が850℃となり、外周面の表面温度が放射温度計による測定で最高値が400℃となるようにした。軌道面以外の部分は、軌道面からの熱伝導により加熱されている。
No.1〜4,7,8では、外輪を加熱炉内に入れて850℃、820℃、880℃のいずれかの温度に0.5時間保持した後、油冷却し、冷却途中(5秒後)で、外周面を拘束する矯正型(分割体からなるものでなく、一体形のもの)に外輪を圧入して、さらに冷却した。
No.5と6と9では、外輪を誘導加熱により850℃または880℃に2秒間保持した後、水冷し、冷却途中(3秒後)で、外周面を拘束する矯正型(分割体からなるものでなく、一体形のもの)に外輪を圧入して、さらに冷却した。
この発明の実施例に相当するNo.1〜8の外輪は、軌道面の残留オーステナイト量が19〜32体積%で、芯部の残留オーステナイト量が6〜11体積%となっており、良好な結果が得られた。特に、予熱工程で軌道面の最高温度が900℃となっているNo.1〜6は、軌道面の表層部の残留オーステナイト量が30体積%または32体積%であり、前記温度が850℃であるNo.7と8の19体積%と比較して特に高い値となっている。
以上のことから、浸炭窒化・一次焼入れ工程と二次焼入れ工程との間に、軌道面の表層部が浸炭窒化処理温度以上の温度になり、それ以外の部分(芯部全体と軌道面以外の表層部)が浸炭窒化処理温度未満の温度になるように、外輪(軌道部材)を加熱する予熱工程を行うことで、軌道面の残留オーステナイト量を高く保持しながら、芯部の残留オーステナイト量を低く抑えることができることが分かる。
また、浸炭窒化処理温度を850℃とした場合、予熱工程での軌道面の最高加熱温度を900℃とすることで、850℃とした場合よりも軌道面の残留オーステナイト量が高く、良好な結果が得られることが分かる。
Claims (2)
- 互いに対向配置される軌道面を備えた第1および第2の軌道部材と、両軌道部材の間に配設された転動体と、を備え、転動体が転動することにより両軌道部材の一方が他方に対して相対運動する装置の前記軌道部材に対する熱処理方法であって、
前記軌道部材は高炭素クロム軸受鋼からなり、
前記軌道部材全体をA1変態点以上の温度に保持して浸炭窒化処理を行った後、A1変態点未満の温度に急冷する浸炭窒化・一次焼入れ工程と、
記軌道面の表層部が前記浸炭窒化処理温度以上の温度になり、それ以外の部分が前記浸炭窒化処理温度未満の温度になるように、前記軌道部材を加熱する予熱工程と、
前記軌道部材全体をA1変態点以上の温度に保持した後にMS変態点以下の温度まで急冷する二次焼入れ工程と、
焼戻し工程をこの順に行うことを特徴とする軌道部材の熱処理方法。 - 前記浸炭窒化処理温度をA1変態点以上850℃以下の温度で行い、前記予熱工程で前記軌道面の最高加熱温度を850℃以上とする請求項1記載の軌道部材の熱処理方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011008860A JP5779887B2 (ja) | 2011-01-19 | 2011-01-19 | 軌道部材の熱処理方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011008860A JP5779887B2 (ja) | 2011-01-19 | 2011-01-19 | 軌道部材の熱処理方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012149304A true JP2012149304A (ja) | 2012-08-09 |
| JP5779887B2 JP5779887B2 (ja) | 2015-09-16 |
Family
ID=46791827
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011008860A Active JP5779887B2 (ja) | 2011-01-19 | 2011-01-19 | 軌道部材の熱処理方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5779887B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014041789A (ja) * | 2012-08-23 | 2014-03-06 | Nsk Ltd | 誘導加熱装置及び誘導加熱方法 |
| CN104073814A (zh) * | 2014-07-15 | 2014-10-01 | 安庆银泰轴承有限公司 | 一种高碳铬轴承钢的热处理工艺 |
| CN104164542A (zh) * | 2014-08-17 | 2014-11-26 | 成都亨通兆业精密机械有限公司 | 一种汽车螺钉的热处理方法 |
| CN104164541A (zh) * | 2014-08-17 | 2014-11-26 | 成都亨通兆业精密机械有限公司 | 一种有利于汽车螺钉心部韧性的热处理方法 |
| CN104551577A (zh) * | 2015-01-30 | 2015-04-29 | 温州神一微型轴有限公司 | 一种微型轴的制造方法 |
| CN112501544A (zh) * | 2020-08-27 | 2021-03-16 | 苏州新豪轴承股份有限公司 | 轴承零件加工工艺 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000234147A (ja) * | 1998-12-17 | 2000-08-29 | Ntn Corp | 針状ころ軸受 |
| JP2005076080A (ja) * | 2003-08-29 | 2005-03-24 | Ntn Corp | 軸受部品、その熱処理方法、熱処理装置および転がり軸受 |
| JP2006009145A (ja) * | 2004-05-24 | 2006-01-12 | Komatsu Ltd | 転動部材およびその製造方法 |
| JP2009221493A (ja) * | 2008-03-13 | 2009-10-01 | Nsk Ltd | 転がり軸受、軌道輪の製造方法 |
| JP2009270173A (ja) * | 2008-05-09 | 2009-11-19 | Nsk Ltd | ラジアル軸受用軌道輪の熱処理方法 |
-
2011
- 2011-01-19 JP JP2011008860A patent/JP5779887B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000234147A (ja) * | 1998-12-17 | 2000-08-29 | Ntn Corp | 針状ころ軸受 |
| JP2005076080A (ja) * | 2003-08-29 | 2005-03-24 | Ntn Corp | 軸受部品、その熱処理方法、熱処理装置および転がり軸受 |
| JP2006009145A (ja) * | 2004-05-24 | 2006-01-12 | Komatsu Ltd | 転動部材およびその製造方法 |
| JP2009221493A (ja) * | 2008-03-13 | 2009-10-01 | Nsk Ltd | 転がり軸受、軌道輪の製造方法 |
| JP2009270173A (ja) * | 2008-05-09 | 2009-11-19 | Nsk Ltd | ラジアル軸受用軌道輪の熱処理方法 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014041789A (ja) * | 2012-08-23 | 2014-03-06 | Nsk Ltd | 誘導加熱装置及び誘導加熱方法 |
| CN104073814A (zh) * | 2014-07-15 | 2014-10-01 | 安庆银泰轴承有限公司 | 一种高碳铬轴承钢的热处理工艺 |
| CN104164542A (zh) * | 2014-08-17 | 2014-11-26 | 成都亨通兆业精密机械有限公司 | 一种汽车螺钉的热处理方法 |
| CN104164541A (zh) * | 2014-08-17 | 2014-11-26 | 成都亨通兆业精密机械有限公司 | 一种有利于汽车螺钉心部韧性的热处理方法 |
| CN104551577A (zh) * | 2015-01-30 | 2015-04-29 | 温州神一微型轴有限公司 | 一种微型轴的制造方法 |
| CN112501544A (zh) * | 2020-08-27 | 2021-03-16 | 苏州新豪轴承股份有限公司 | 轴承零件加工工艺 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5779887B2 (ja) | 2015-09-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5779887B2 (ja) | 軌道部材の熱処理方法 | |
| JP5895493B2 (ja) | 転がり軸受の製造方法、高周波熱処理装置 | |
| EP2666875B1 (en) | Method for manufacturing bearing ring, bearing ring | |
| JP2014020538A (ja) | 転がり軸受、転がり軸受の製造方法、高周波熱処理装置 | |
| JP2005042879A (ja) | 鋼板製軌道輪付きころ軸受 | |
| JP2009221493A (ja) | 転がり軸受、軌道輪の製造方法 | |
| JP2009197312A (ja) | 環状部材の変形矯正方法 | |
| JP2012224931A (ja) | 転がり摺動部材およびその製造方法ならびに転がり軸受 | |
| CN110042217B (zh) | 纳米贝氏体轴承热处理方法及其制得的轴承 | |
| JP2009270173A (ja) | ラジアル軸受用軌道輪の熱処理方法 | |
| JP2005113186A (ja) | 転がり軸受軌道輪およびその製造方法ならびに転がり軸受 | |
| JP2009203526A (ja) | 転がり軸受 | |
| JP2010025311A (ja) | 転がり軸受及びその製造方法 | |
| JP2007100126A (ja) | 転動部材および転がり軸受 | |
| JP2021110033A (ja) | 転がり軸受の軌道輪の製造方法 | |
| JP2013238274A (ja) | ラジアル転がり軸受用内輪およびその製造方法 | |
| JP2007186760A (ja) | 転がり軸受用軌道輪の製造方法及び転がり軸受 | |
| JP4627981B2 (ja) | 薄肉軸受軌道輪の製造方法 | |
| JP2009270172A (ja) | 転がり軸受用軌道輪の製造方法 | |
| JP2010024492A (ja) | 鋼の熱処理方法、機械部品の製造方法および機械部品 | |
| JP7378201B2 (ja) | 軸受部品の製造方法 | |
| JP2009204020A (ja) | 転がり軸受 | |
| JP5311719B2 (ja) | 高周波焼入方法、機械部材、転動部材および機械部材の製造方法 | |
| JP2006219725A (ja) | 軸受軌道輪の製造方法 | |
| JP2007182603A (ja) | 転動部材の製造方法、転動部材および転がり軸受 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131225 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141125 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150106 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150218 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150616 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150629 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5779887 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S801 | Written request for registration of abandonment of right |
Free format text: JAPANESE INTERMEDIATE CODE: R311801 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| S801 | Written request for registration of abandonment of right |
Free format text: JAPANESE INTERMEDIATE CODE: R311801 |
|
| ABAN | Cancellation of abandonment | ||
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |