JP2012144347A - 帯状ゴム部材の折畳み積載方法および装置 - Google Patents
帯状ゴム部材の折畳み積載方法および装置 Download PDFInfo
- Publication number
- JP2012144347A JP2012144347A JP2011004763A JP2011004763A JP2012144347A JP 2012144347 A JP2012144347 A JP 2012144347A JP 2011004763 A JP2011004763 A JP 2011004763A JP 2011004763 A JP2011004763 A JP 2011004763A JP 2012144347 A JP2012144347 A JP 2012144347A
- Authority
- JP
- Japan
- Prior art keywords
- belt
- rubber member
- folding
- folded
- support base
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 238000011068 loading method Methods 0.000 title claims abstract description 19
- 238000000034 method Methods 0.000 title description 6
- 230000003028 elevating effect Effects 0.000 claims description 16
- 238000001514 detection method Methods 0.000 claims description 12
- 238000005452 bending Methods 0.000 abstract description 4
- 230000008961 swelling Effects 0.000 abstract description 3
- 238000005096 rolling process Methods 0.000 description 5
- 230000005540 biological transmission Effects 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 239000012530 fluid Substances 0.000 description 1
Images
Landscapes
- Controlling Sheets Or Webs (AREA)
- Folding Of Thin Sheet-Like Materials, Special Discharging Devices, And Others (AREA)
Abstract
【課題】帯状ゴム部材11の積載状態を良好とするとともに、その積載効率を容易に向上させる。
【解決手段】送出手段18から供給された帯状ゴム部材11を支持台19上に折り畳みながら積載する際、押潰し手段47、48の押圧アーム39、40により最上層の帯状ゴム部材11aのヘアピン状に屈曲しながら膨らんでいる折返し端部を折返し直後に下方に向かって交互に押し潰すようにしたので、該帯状ゴム部材11の折返し端部はその長手方向中央部とほぼ同一厚さとなるまで押し潰され、この結果、帯状ゴム部材11の積載状態が整然となるとともに、その積載効率(密度)を容易に向上させることができる。
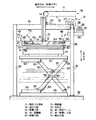
【選択図】図1
【解決手段】送出手段18から供給された帯状ゴム部材11を支持台19上に折り畳みながら積載する際、押潰し手段47、48の押圧アーム39、40により最上層の帯状ゴム部材11aのヘアピン状に屈曲しながら膨らんでいる折返し端部を折返し直後に下方に向かって交互に押し潰すようにしたので、該帯状ゴム部材11の折返し端部はその長手方向中央部とほぼ同一厚さとなるまで押し潰され、この結果、帯状ゴム部材11の積載状態が整然となるとともに、その積載効率(密度)を容易に向上させることができる。
【選択図】図1
Description
この発明は、未加硫ゴムからなる帯状ゴム部材を折畳みながら支持台上に次々と積載する折畳み積載方法および装置に関する。
従来の帯状ゴム部材の折畳み積載方法および装置としては、例えば以下の特許文献1に記載されているようなものが知られている。
このものは、未加硫ゴムからなる連続したシート状部材を、下端に位置する供給端から垂下させながら送り出す揺動フレームと、揺動フレームの直下に設置され、前記揺動フレームから送り出されたシート状部材が供給されるパレットと、揺動フレームを上端を中心に揺動させて供給端を横方向に往復動させることにより、前記パレット上においてシート状部材を折畳みながら積載する綾振り手段とを備えたものである。
しかしながら、このような従来の折畳み積載方法・装置にあっては、シート状部材がある程度の曲げ剛性を有しているため、パレット上に積載されたシート状部材の両側の折返し端部はヘアピン状に屈曲しながら膨らんでおり、この結果、前記膨らんだ折返し端部同士が干渉して積載されたシート状部材の積載状態が乱雑となり、搬送時等にシート状部材の山が崩れることがあるという課題があった。しかも、前述の膨らんだ折返し端部は上下に重なり合っているため、シート状部材の山が嵩高となり、この結果、シート状部材の積載効率、即ち、単位高さ当たりのシート状部材の折返し回数が低下してしまうという課題もあった。
この発明は、帯状ゴム部材の積載状態を良好とするとともに、その積載効率を容易に向上させることができる帯状ゴム部材の折畳み積載方法および装置を提供することを目的とする。
このような目的は、第1に、未加硫ゴムからなる帯状ゴム部材を送出手段の供給端から垂下させながら送り出す工程と、前記送出手段の供給端と該送出手段の直下に設置された支持台とを移動手段により相対的に横方向に往復動させることで、該支持台に供給された帯状ゴム部材を支持台において折畳みながら積載する工程とを備えた帯状ゴム部材の折畳み積載方法において、前記帯状ゴム部材を折畳みながら積載する際、帯状ゴム部材の両側の折返し端近傍にそれぞれ設けられた押潰し手段により、該帯状ゴム部材の折返し端部を折返し直後に下方に向かって交互に押し潰すようにした帯状ゴム部材の折畳み積載方法により、達成することができる。
第2に、未加硫ゴムからなる帯状ゴム部材を供給端から垂下させながら送り出す送出手段と、前記送出手段の直下に設置され前記送出手段から送り出された帯状ゴム部材が供給される支持台と、前記送出手段の供給端と支持台とを相対的に横方向に往復動させることで前記支持台上に帯状ゴム部材を折畳みながら積載する移動手段とを備えた帯状ゴム部材の折畳み積載装置において、前記帯状ゴム部材の両側の折返し端近傍にそれぞれ該帯状ゴム部材の折返し端部を折返し直後に下方に向かって交互に押し潰す一対の押潰し手段を設けた帯状ゴム部材の折畳み積載装置により、達成することができる。
この発明においては、送出手段から支持台に供給された帯状ゴム部材を支持台上において折畳みながら積載する際、帯状ゴム部材のヘアピン状に屈曲しながら膨らんでいる折返し端部を押潰し手段により折返し直後に下方に向かって交互に押し潰すようにしたので、該帯状ゴム部材の折返し端部はその長手方向中央部とほぼ同一厚さとなるまで押し潰され、この結果、帯状ゴム部材の積載状態が整然となるとともに、その積載効率(密度)を容易に向上させることができる。
また、請求項3に記載のように構成すれば、前記押潰し手段と最上層の帯状ゴム部材との上下方向の位置関係がほぼ一定となり、この結果、押潰し手段による帯状ゴム部材の押し潰しが確実となる。さらに、請求項4に記載のように構成すれば、帯状ゴム部材の肉厚、ゴム弾性率が変化するような場合でも、押潰し手段と最上層の帯状ゴム部材との間の上下方向距離を高精度で一定とすることができ、この結果、押潰し手段による帯状ゴム部材の押し潰しがさらに確実となる。また、請求項5に記載のように構成すれば、簡単な構成でありながら帯状ゴム部材の折返し端部を確実に押し潰すことができる。
以下、この発明の実施形態1を図面に基づいて説明する。
図1において、11は、例えば、バンバリーミキサーから取り出されローラ等により帯状に成形された未加硫ゴムからなる帯状ゴム部材であり、この帯状ゴム部材11は前後方向に延びる搬送コンベア12により下方から支持されながら前方に向かって一定速度で搬送され、その前端(下流端)から下方に落下する。前記搬送コンベア12の前端の直下にはほぼ上下方向に延びる中空の揺動フレーム13が配置され、この揺動フレーム13の上端部は後述する垂直フレーム34、35に両端が固定された水平フレーム16に揺動軸14を介して揺動可能に支持されている。前記揺動フレーム13の下端には供給端としての一対の水平なローラ15が設けられ、これらのローラ15は前後方向に離れて配置されている。
図1において、11は、例えば、バンバリーミキサーから取り出されローラ等により帯状に成形された未加硫ゴムからなる帯状ゴム部材であり、この帯状ゴム部材11は前後方向に延びる搬送コンベア12により下方から支持されながら前方に向かって一定速度で搬送され、その前端(下流端)から下方に落下する。前記搬送コンベア12の前端の直下にはほぼ上下方向に延びる中空の揺動フレーム13が配置され、この揺動フレーム13の上端部は後述する垂直フレーム34、35に両端が固定された水平フレーム16に揺動軸14を介して揺動可能に支持されている。前記揺動フレーム13の下端には供給端としての一対の水平なローラ15が設けられ、これらのローラ15は前後方向に離れて配置されている。
そして、搬送コンベア12の前端から落下した帯状ゴム部材11は前記揺動フレーム13内を通過した後、ローラ15から下方に向かって垂下する。前述した搬送コンベア12、揺動フレーム13、ローラ15は全体として、未加硫ゴムからなる帯状ゴム部材11を供給端としてのローラ15から垂下させながら送り出す送出手段18を構成する。19は前記送出手段18の供給端であるローラ15の直下に設置され上面が水平な平坦面であるパレット等の支持台であり、この支持台19には前記送出手段18から送り出された帯状ゴム部材11が供給される。20は後述する垂直フレーム35の上端部に取り付けられたサブフレームであり、このサブフレーム20には円板状の回転プレート21が回転可能に支持されている。この回転プレート21の半径方向外端部には伝達リンク22の後端が回動可能に連結され、この伝達リンク22の前端は前記揺動軸14より下方の揺動フレーム13に回動可能に連結されている。
25は前記サブフレーム20に取り付けられた駆動モータであり、この駆動モータ25の出力軸に固定されたプーリ26と前記回転プレート21に同軸関係を保って固定されたプーリ27との間にはタイミングベルト28が掛け渡されている。この結果、前記駆動モータ25が作動すると、揺動フレーム13は揺動軸14を中心として前後方向に等角度だけ揺動する。この結果、送出手段18の供給端であるローラ15は支持台19に対し横方向(前後方向)に一定距離だけ往復動し、これにより、前記ローラ15から垂下している帯状ゴム部材11は支持台19上において一定の折畳み幅毎に反対側に折れ曲がることで、つづら折り状に折り畳まれながら多段に積載され、帯状ゴム部材11の山を形成する。なお、このとき、前記帯状ゴム部材11はある程度の曲げ剛性を有しているため、帯状ゴム部材11の両側の折返し端部はヘアピン状に屈曲しながら膨らむ。
前述した回転プレート21、伝達リンク22、駆動モータ25、プーリ26、27、タイミングベルト28は全体として、送出手段18の供給端であるローラ15と支持台19とを相対的に横方向に往復動させることで、前記帯状ゴム部材11を支持台19上において折畳みながら積載する移動手段31を構成する。なお、この発明においては、送出手段の供給端を直線的に前後方向に往復動させることで、あるいは、送出手段の供給端の前後方向位置を不動とする一方、支持台を移動手段により前後方向に移動させることで、送出手段の供給端と支持台とを相対的に横方向に移動させるようにしてもよい。なお、このとき、移動手段としてはシリンダ、ねじ機構、ラック・ピニオン機構等を用いることができる。
34、35は前記支持台19より前方および後方の床面32上にそれぞれ設置された上下方向に延びる垂直フレームであり、これらの垂直フレーム34、35の上部には前後方向に延びる一対の横ビーム36の両端が固定されている。37、38は前記横ビーム36の前端部および後端部に回転可能に支持され帯状ゴム部材11の幅方向に延びる水平な回転軸であり、これらの回転軸37、38には押圧アーム39、40の基端部が固定され、この結果、前記押圧アーム39、40はそれぞれ基端部(回転軸37、38)を中心として上下方向に揺動可能となる。41、42は前記回転軸37、38にそれぞれ固定された回転プレートであり、これらの回転プレート41、42の半径方向外端部には横ビーム36にヘッド側が連結された揺動源としてのシリンダ43、44のピストンロッド45、46の先端が回動可能に連結されている。この結果、前記押圧アーム39、40はシリンダ43、44が作動することで、上方に揺動した退避位置Aと、ほぼ水平となった押付け位置Bとの間を揺動することができる。
そして、前記シリンダ43、44が作動しピストンロッド45、46が引っ込むことで、押圧アーム39、40が退避位置Aから押付け位置Bまで下方に揺動すると、これら押圧アーム39、40の先端側は支持台19上に積載された最上層の帯状ゴム部材11aのヘアピン状に屈曲しながら膨らんだ折返し端部に押付けられ、該膨らんだ折返し端部をほぼ密着するよう押し潰す。前述した押圧アーム39、40、揺動源としてのシリンダ43、44は全体として、帯状ゴム部材11の両側の折返し端近傍にそれぞれ設けられ、該帯状ゴム部材11の折返し端部を折返し直後に下方に向かって交互に押し潰す静置された一対の押潰し手段47、48を構成する。
このように送出手段18から支持台19に供給された帯状ゴム部材11を支持台19上に折畳みながら積載する際、押潰し手段47、48により最上層の帯状ゴム部材11aのヘアピン状に屈曲しながら膨らんでいる折返し端部を折返し直後に下方に向かって交互に押し潰すようにしたので、該帯状ゴム部材11の折返し端部は該折返し端部間に位置する長手方向(前後方向)中央部とほぼ同一厚さとなるまで押し潰され、この結果、帯状ゴム部材11の積載状態が整然となるとともに、その積載効率(密度)を容易に向上させることができる。ここで、前述のように押潰し手段47、48を押圧アーム39、40、揺動源(シリンダ43、44)から構成するようにすれば、簡単な構成でありながら帯状ゴム部材11の折返し端部を確実に押し潰すことができる。
前記支持台19の直下の床面32上には前記支持台19を下方から支持しながら昇降させる昇降手段50が設置され、この昇降手段50は前記支持台19が載置される水平な昇降台51を有する。52は上端が昇降台51の後端部にピン53を介して回動可能に連結され、上下方向に対して傾斜している一対の第1リンクであり、これらの第1リンク52の下端に回転可能に支持されたローラ54は、床面32に固定された固定台55の前部上面に転がり接触している。なお、56は前記ローラ54の転動をガイドするガイドプレートである。
60は下端が固定台55の後端部にピン61を介して回動可能に連結され、前記第1リンク52と逆方向に傾斜している一対の第2リンクであり、これらの第2リンク60の上端に回転可能に支持されたローラ62は前記昇降台51の前部下面に転がり接触している。なお、63は前記ローラ62の転動をガイドするガイドプレートである。また、これら第1、第2リンク52、60の長手方向中央部同士は連結軸65により回動可能に連結されている。66は第1リンク52の下端部にヘッド側端が連結され、該第1リンク52にほぼ沿って延びる昇降シリンダであり、この昇降シリンダ66のピストンロッド68の先端は第2リンク60に連結軸65より若干上方の位置において連結されている。この結果、前記昇降シリンダ66が作動してピストンロッド68が突出したり引っ込んだりすると、第1、第2リンク52、60は同期して逆方向に揺動し、昇降台51および支持台19が一体的に昇降する。前述した昇降台51、第1、第2リンク52、60、ローラ54、62、固定台55、昇降シリンダ66は全体として、支持台19を昇降させる前記昇降手段50を構成する。
このように押潰し手段47、48を静置する(上下方向位置を不動とする)一方、支持台19を昇降させる昇降手段50を設けるようにすれば、支持台19上における帯状ゴム部材11の積載量の増加に伴い該昇降手段50によって支持台19を徐々に下降させることができる。これにより、前記押潰し手段47、48、詳しくは押付け位置Bにおける押圧アーム39、40と最上層の帯状ゴム部材11aとの上下方向の位置関係がほぼ一定となり、この結果、押潰し手段47、48による帯状ゴム部材11の折返し端部の押し潰しが確実となる。なお、この発明においては、昇降手段を、昇降台と、該昇降台を直接昇降させる流体シリンダ、ラック・ピニオン機構、ねじ機構等から構成してもよい。また、この発明においては、支持台を静置する(上下方向位置を不動とする)一方、押潰し手段を帯状ゴム部材の積載量の増加に伴って上昇させるようにしてもよい。
71は前記横ビーム36に固定された検出センサであり、この検出センサ71は例えば、レーザー式距離センサ、超音波式距離センサ、容量型近接スイッチ等から構成され、該検出センサ71から最上層の帯状ゴム部材11aまでの距離を連続または断続的に測定し、その測定結果を制御部72に出力する。このとき、前記制御部72は検出センサ71からの測定結果に基づいて演算を行い、前記最上層の帯状ゴム部材11aの上下方向位置を検出する。その後、前記制御部72は前記検出結果を基に昇降手段50、ここでは昇降シリンダ66のピストンロッド68の突出量を制御し、前記最上層の帯状ゴム部材11aの上下方向位置を一定に保持する。
前述した検出センサ71、制御部72は全体として、支持台19上の積載された最上層の帯状ゴム部材11aの上下方向位置を検出する検出手段73を構成する。そして、このような検出手段73を設ければ、帯状ゴム部材11の種類の変更に伴って該帯状ゴム部材11の肉厚、ゴム弾性率等が変化するような場合でも、押潰し手段47、48、詳しくは押付け位置Bにおける押圧アーム39、40と最上層の帯状ゴム部材11aとの間の上下方向距離、換言すれば、最上層の帯状ゴム部材11aの上下方向位置を高精度で一定とすることができ、この結果、押潰し手段47、48による帯状ゴム部材11の折返し端部における押し潰しがさらに確実となる。なお、この発明においては、検出手段として、送出手段から送出された帯状ゴム部材に転がり接触するローラおよび該ローラの回転量を測定するエンコーダと、該エンコーダからの測定信号に基づいて演算を行い、最上層の帯状ゴム部材の上下方向位置を検出する制御部とから構成するようにしてもよく、あるいは、帯状ゴム部材の山を正面から撮像する撮像管と、該撮像管からの映像を基に最上層の帯状ゴム部材の上下方向位置を検出する制御部とから構成してもよい。
次に、前記実施形態1の作用について説明する。
今、搬送コンベア12によって前方に搬送されている帯状ゴム部材11が該搬送コンベア12の下流端(前端)から落下しながら揺動フレーム13内を通過した後、該揺動フレーム13の下端に位置するローラ15から垂下した状態で送り出され支持台19上に供給されているとする。このとき、揺動フレーム13は揺動軸14を中心として移動手段31により前後に同一角度だけ揺動しているため、ローラ15は円弧を描きながら支持台19に対し横方向(前後方向)に一定距離だけ往復動し、この結果、帯状ゴム部材11は該支持台19上において一定の折畳み幅で逆方向に折り返されることで、折り畳まれながら次々に積載される。このとき、前記帯状ゴム部材11はある程度の曲げ剛性を有しているため、帯状ゴム部材11の両側の折返し端部にはヘアピン状に屈曲した膨らみが発生する。
今、搬送コンベア12によって前方に搬送されている帯状ゴム部材11が該搬送コンベア12の下流端(前端)から落下しながら揺動フレーム13内を通過した後、該揺動フレーム13の下端に位置するローラ15から垂下した状態で送り出され支持台19上に供給されているとする。このとき、揺動フレーム13は揺動軸14を中心として移動手段31により前後に同一角度だけ揺動しているため、ローラ15は円弧を描きながら支持台19に対し横方向(前後方向)に一定距離だけ往復動し、この結果、帯状ゴム部材11は該支持台19上において一定の折畳み幅で逆方向に折り返されることで、折り畳まれながら次々に積載される。このとき、前記帯状ゴム部材11はある程度の曲げ剛性を有しているため、帯状ゴム部材11の両側の折返し端部にはヘアピン状に屈曲した膨らみが発生する。
ここで、最上層に位置する帯状ゴム部材11aの折返し端部の膨らみは、該最上層の帯状ゴム部材11aが積載された直後に対応する押潰し手段47、48によって次々に押し潰される。例えば、前側の折返し端部に生じた膨らみは、帯状ゴム部材11が後方に向かって折り返され、最上層の帯状ゴム部材11aが積層された直後に、押潰し手段47を構成するシリンダ43が作動し、押圧アーム39が回転軸37を中心として退避位置Aから押付け位置Bまで揺動することで、該押圧アーム39の先端側により下方に押し付けられ、ほぼ密着した状態に押し潰される。その後、押圧アーム39はシリンダ43の作動により揺動し、退避位置Aに復帰する。
次に、帯状ゴム部材11が後側において折り返され、最上層の帯状ゴム部材11aの後側折返し端部に膨らみが生じると、押潰し手段48が前述と同様に折返し直後に作動し、該最上層の帯状ゴム部材11aの後側折返し端部における膨らみを押し潰す。このようにして支持台19上に帯状ゴム部材11が1層だけさらに積載されると、最上層の帯状ゴム部材11aの上下方向位置が変化(上昇)するが、このとき、検出手段73が最上層の帯状ゴム部材11aの位置を検出し、その検出結果を基に昇降手段50を制御し(ここでは、昇降台51を帯状ゴム部材11の肉厚分だけ下降させ)、前記最上層の帯状ゴム部材11aの上下方向位置を一定に保持する。このような作動が帯状ゴム部材11が1層だけさらに積載される毎に繰り返し行われ、これにより、帯状ゴム部材11の折返し端部はその長手方向中央部とほぼ同一厚さとなるまで押し潰されるとともに、その押し潰しが確実となる。この結果、帯状ゴム部材11の積載状態が整然となり、その積載効率(密度)を容易に向上させることもできる。
この発明は、帯状ゴム部材を折畳みながら支持台上に次々と積載する産業分野に適用できる。
11…帯状ゴム部材 15…供給端
18…送出手段 19…支持台
31…移動手段 39、40…押圧アーム
43、44…揺動源 47、48…押潰し手段
50…昇降手段 73…検出手段
18…送出手段 19…支持台
31…移動手段 39、40…押圧アーム
43、44…揺動源 47、48…押潰し手段
50…昇降手段 73…検出手段
Claims (5)
- 未加硫ゴムからなる帯状ゴム部材を送出手段の供給端から垂下させながら送り出す工程と、前記送出手段の供給端と該送出手段の直下に設置された支持台とを移動手段により相対的に横方向に往復動させることで、該支持台に供給された帯状ゴム部材を支持台において折畳みながら積載する工程とを備えた帯状ゴム部材の折畳み積載方法において、前記帯状ゴム部材を折畳みながら積載する際、帯状ゴム部材の両側の折返し端近傍にそれぞれ設けられた押潰し手段により、該帯状ゴム部材の折返し端部を折返し直後に下方に向かって交互に押し潰すようにしたことを特徴とする帯状ゴム部材の折畳み積載方法。
- 未加硫ゴムからなる帯状ゴム部材を供給端から垂下させながら送り出す送出手段と、前記送出手段の直下に設置され前記送出手段から送り出された帯状ゴム部材が供給される支持台と、前記送出手段の供給端と支持台とを相対的に横方向に往復動させることで前記支持台上に帯状ゴム部材を折畳みながら積載する移動手段とを備えた帯状ゴム部材の折畳み積載装置において、前記帯状ゴム部材の両側の折返し端近傍にそれぞれ該帯状ゴム部材の折返し端部を折返し直後に下方に向かって交互に押し潰す一対の押潰し手段を設けたことを特徴とする帯状ゴム部材の折畳み積載装置。
- 前記押潰し手段を静置する一方、支持台を昇降させる昇降手段を設け、支持台上における帯状ゴム部材の積載量の増加に伴い前記昇降手段により支持台を徐々に下降させるようにした請求項2記載の帯状ゴム部材の折畳み積載装置。
- 前記支持台上に積載された最上層の帯状ゴム部材の位置を検出する検出手段を設け、該検出手段の検出結果に基づいて昇降手段を制御することにより、前記最上層の帯状ゴム部材の上下方向位置を一定に保持するようにした請求項3記載の帯状ゴム部材の折畳み積載装置。
- 前述の各押潰し手段を、基端部を中心として上下方向に揺動可能な押圧アームと、該押圧アームを揺動させる揺動源とから構成し、該押圧アームを下方にほぼ水平となるまで揺動させてその先端側を最上層の帯状ゴム部材の折返し端部に押し付けることにより、該折返し端部を押し潰すようにした請求項3記載の帯状ゴム部材の折畳み積載装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011004763A JP2012144347A (ja) | 2011-01-13 | 2011-01-13 | 帯状ゴム部材の折畳み積載方法および装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011004763A JP2012144347A (ja) | 2011-01-13 | 2011-01-13 | 帯状ゴム部材の折畳み積載方法および装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012144347A true JP2012144347A (ja) | 2012-08-02 |
Family
ID=46788346
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011004763A Withdrawn JP2012144347A (ja) | 2011-01-13 | 2011-01-13 | 帯状ゴム部材の折畳み積載方法および装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012144347A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105775873A (zh) * | 2014-12-24 | 2016-07-20 | 鼎汉科技(厦门)有限公司 | 一种胶片自动摆胶装置 |
| US20160266863A1 (en) * | 2013-11-01 | 2016-09-15 | Lg Electronics Inc. | Electronic device and communication system having the same |
| CN114751238A (zh) * | 2022-04-11 | 2022-07-15 | 张海燕 | 一种无纺布折叠机 |
-
2011
- 2011-01-13 JP JP2011004763A patent/JP2012144347A/ja not_active Withdrawn
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20160266863A1 (en) * | 2013-11-01 | 2016-09-15 | Lg Electronics Inc. | Electronic device and communication system having the same |
| CN105775873A (zh) * | 2014-12-24 | 2016-07-20 | 鼎汉科技(厦门)有限公司 | 一种胶片自动摆胶装置 |
| CN114751238A (zh) * | 2022-04-11 | 2022-07-15 | 张海燕 | 一种无纺布折叠机 |
| CN114751238B (zh) * | 2022-04-11 | 2024-11-22 | 张海燕 | 一种无纺布折叠机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105346767A (zh) | 锯条自动检测系统 | |
| CN204287646U (zh) | 一种液晶屏的翻转检测装置 | |
| JP5058940B2 (ja) | タイヤ検査装置及びタイヤ検査方法 | |
| JP2012144347A (ja) | 帯状ゴム部材の折畳み積載方法および装置 | |
| US8727104B2 (en) | Slip conveyor | |
| JP2015044682A (ja) | 板紙類供給装置 | |
| KR100959200B1 (ko) | 용지공급장치 | |
| JP4844989B2 (ja) | 横型製袋充填機の供給装置およびその制御方法 | |
| JP5033692B2 (ja) | ブランク材反転装置 | |
| KR102230554B1 (ko) | 용지 연속 절단장치 | |
| CN103501990B (zh) | 用于传送切割带状橡胶构件的方法和装置 | |
| JP4290201B2 (ja) | 給紙方法およびその装置 | |
| CN207684606U (zh) | 一种包装纸连续裁切装置 | |
| CN207497774U (zh) | 不间断送料机构和上吸式不间断送料放料装置 | |
| JP4515662B2 (ja) | 給紙方法 | |
| KR101082433B1 (ko) | 비닐백제대기 | |
| JP5699517B2 (ja) | 物品揃え装置 | |
| CN211766801U (zh) | 一种整形输送机 | |
| JP2019072789A (ja) | 延反機 | |
| CN204588121U (zh) | 一种码垛机的上料装置 | |
| JP2012166886A (ja) | 物品積み重ね装置用のフォーク部材および物品の積み重ね装置 | |
| CN221661855U (zh) | 一种轮胎翻胎装置 | |
| JP2011157193A (ja) | リフト装置 | |
| JP2001294359A (ja) | シート状物の集積送り出し装置 | |
| CN106425393A (zh) | 钢筋直螺纹套筒送料机 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140401 |