JP2011514488A - 導管内面被覆法及び装置 - Google Patents
導管内面被覆法及び装置 Download PDFInfo
- Publication number
- JP2011514488A JP2011514488A JP2010547247A JP2010547247A JP2011514488A JP 2011514488 A JP2011514488 A JP 2011514488A JP 2010547247 A JP2010547247 A JP 2010547247A JP 2010547247 A JP2010547247 A JP 2010547247A JP 2011514488 A JP2011514488 A JP 2011514488A
- Authority
- JP
- Japan
- Prior art keywords
- pipe
- cavity
- equipment
- housing
- lining
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L55/00—Devices or appurtenances for use in, or in connection with, pipes or pipe systems
- F16L55/18—Appliances for use in repairing pipes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L55/00—Devices or appurtenances for use in, or in connection with, pipes or pipe systems
- F16L55/16—Devices for covering leaks in pipes or hoses, e.g. hose-menders
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L55/00—Devices or appurtenances for use in, or in connection with, pipes or pipe systems
- F16L55/16—Devices for covering leaks in pipes or hoses, e.g. hose-menders
- F16L55/162—Devices for covering leaks in pipes or hoses, e.g. hose-menders from inside the pipe
- F16L55/164—Devices for covering leaks in pipes or hoses, e.g. hose-menders from inside the pipe a sealing fluid being introduced in the pipe
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L55/00—Devices or appurtenances for use in, or in connection with, pipes or pipe systems
- F16L55/16—Devices for covering leaks in pipes or hoses, e.g. hose-menders
- F16L55/162—Devices for covering leaks in pipes or hoses, e.g. hose-menders from inside the pipe
- F16L55/1645—Devices for covering leaks in pipes or hoses, e.g. hose-menders from inside the pipe a sealing material being introduced inside the pipe by means of a tool moving in the pipe
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16L—PIPES; JOINTS OR FITTINGS FOR PIPES; SUPPORTS FOR PIPES, CABLES OR PROTECTIVE TUBING; MEANS FOR THERMAL INSULATION IN GENERAL
- F16L2101/00—Uses or applications of pigs or moles
- F16L2101/10—Treating the inside of pipes
- F16L2101/16—Coating by application of fluent materials, e.g. painting
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Nozzles (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
- Spray Control Apparatus (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Pipe Accessories (AREA)
- Coating Apparatus (AREA)
Abstract
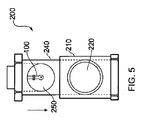
【選択図】 図5
Description
Claims (16)
- パイプ内に機材を配置させる装置であって、
a)空洞部を有した本体部と、
b)パイプとスライド式に係合するパイプ係合領域と、
c)機材の少なくとも一部を受領し、前記本体部に対する所定位置に前記機材を保持する機材保持部と、
を含んでいることを特徴とする装置。 - 機材保持部に受領されており、少なくともその一部が空洞部に延び入る機材をさらに含んでいることを特徴とする請求項1記載の装置。
- 機材はスプレーヘッドを含んでいることを特徴とする請求項1または2記載の装置。
- パイプ空洞部を有するパイプにおける運用時に、パイプ係合領域は、空洞部の全部または一部がパイプ空洞部外に存在する第1形態と、空洞部の全部または一部がパイプ空洞部内に存在する第2形態との間でパイプ内をスライドすることができることを特徴とする請求項1から3のいずれかに記載の装置。
- 第1形態では空洞部の全体がパイプ空洞部外に位置していることを特徴とする請求項4記載の装置。
- 第2形態では空洞部の全体がパイプ空洞部内に位置していることを特徴とする請求項4または5記載の装置。
- パイプ内に機材を配置させる装置であって、
a)パイプと係合するパイプ係合部を有したハウジングと、
b)該ハウジングとスライド式に係合する本体部と、
を含んでおり、前記本体部は空洞部を有しており、さらに、機材の少なくとも一部を受領し、前記本体部に対する所定位置に前記機材を保持する機材保持部を有していることを特徴とする装置。 - 機材保持部に受領されており、少なくともその一部が空洞部に延び入る機材をさらに含んでいることを特徴とする請求項7記載の装置。
- 機材はスプレーヘッドを含んでいることを特徴とする請求項7または8記載の装置。
- 本体部は、空洞部の全部または一部がハウジング空洞部外に存在する第1形態と、空洞部の全部または一部がハウジング空洞部内に存在する第2形態との間で空洞部に対してスライドすることができることを特徴とする請求項7から9のいずれかに記載の装置。
- 第1形態では空洞部の全体がハウジング空洞部外に位置していることを特徴とする請求項10記載の装置。
- 第2形態では空洞部の全体がハウジング空洞部内に位置していることを特徴とする請求項10または11記載の装置。
- パイプ空洞部を有したパイプ内に機材を配置させる方法であって、
a)請求項7から12のいずれかに記載の装置を準備するステップと、
b)該装置をパイプと係合させるステップと、
c)機材を準備するステップと、
d)該機材を機材保持部と係合させるステップと、
e)ハウジングに対して本体部をスライドさせ、前記機材の少なくとも一部をハウジング空洞部内に導くステップと、
を含んでいることを特徴とする方法。 - ハウジング空洞部は、装置とパイプとの係合によりパイプ空洞部と連続的になることを特徴とする請求項13記載の方法。
- 明細書で解説され、図面で表されている装置。
- 明細書で解説され、図面で表されている方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GBGB0803297.1A GB0803297D0 (en) | 2008-02-22 | 2008-02-22 | Method and apparatus for lining a conduit |
| PCT/GB2009/000481 WO2009103997A1 (en) | 2008-02-22 | 2009-02-23 | Method and apparatus for lining a conduit |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011514488A true JP2011514488A (ja) | 2011-05-06 |
| JP2011514488A5 JP2011514488A5 (ja) | 2012-04-12 |
Family
ID=39284420
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010547247A Pending JP2011514488A (ja) | 2008-02-22 | 2009-02-23 | 導管内面被覆法及び装置 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US8667925B2 (ja) |
| EP (1) | EP2245357B1 (ja) |
| JP (1) | JP2011514488A (ja) |
| AU (1) | AU2009216563B2 (ja) |
| CA (1) | CA2716205C (ja) |
| EA (1) | EA019870B1 (ja) |
| GB (2) | GB0803297D0 (ja) |
| HK (1) | HK1133915A1 (ja) |
| MX (1) | MX2010009210A (ja) |
| MY (1) | MY177318A (ja) |
| NZ (1) | NZ587956A (ja) |
| WO (1) | WO2009103997A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB2518447C (en) | 2013-09-24 | 2021-10-20 | Htc Man Services Limited | Apparatus for delivering material to a pipe |
| US10578240B2 (en) * | 2016-02-01 | 2020-03-03 | Recyca-Pipe Of America L.L.C. | Expandable pipe including a liner for restoring a conduit |
| MX2021011968A (es) * | 2019-04-02 | 2022-01-18 | Curapipe System Ltd | Sistemas y metodos para sellar tuberias. |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2580370A1 (fr) * | 1985-04-12 | 1986-10-17 | Fabbri Paul | Procede et installation pour le traitement et/ou le revetement des surfaces internes des tuyauteries |
| EP0283192A1 (en) * | 1987-03-20 | 1988-09-21 | BTR plc | Pipeline conditioning |
| JPH04296293A (ja) * | 1991-03-22 | 1992-10-20 | Osaka Gas Co Ltd | 継手部修繕方法 |
| JPH06106622A (ja) * | 1992-09-30 | 1994-04-19 | Asahi Tec Corp | 管路補修方法 |
| GB2361199A (en) * | 2000-04-10 | 2001-10-17 | Chemence Ltd | Repairing pipe joints |
| JP2005016179A (ja) * | 2003-06-26 | 2005-01-20 | Sekisui Chem Co Ltd | 下水道管更生工法 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5539380B2 (ja) * | 1971-09-28 | 1980-10-11 | ||
| GB2195416A (en) * | 1986-09-13 | 1988-04-07 | Btr Plc | Internal surface treatment |
| SE460073B (sv) * | 1986-12-04 | 1989-09-04 | Anne Wikengaard Heed | Anordning foer tillfaellig blockering av fluidumledning |
| FR2632709B1 (fr) | 1988-06-10 | 1990-08-31 | Frey Andre | Dispositif de rehabilitation in situ de canalisations non visitables de l'interieur |
| US4913089A (en) * | 1988-07-29 | 1990-04-03 | American Cast Iron Pipe Company | Concrete injector pump and process for lining pipe |
| GB2244109B (en) | 1990-05-18 | 1993-05-26 | British Gas Plc | Pipe fitting |
| NZ234399A (en) | 1990-07-06 | 1993-01-27 | Works Civil Construction Ltd | Internal pipe liner with movable rotatable lining applicator |
| GB2247505B (en) * | 1990-08-20 | 1994-04-13 | British Gas Plc | Pipe access equipment |
| NZ238959A (en) | 1991-07-12 | 1993-03-26 | Jetco Group Ltd | Reinforcing the interior wall of a pipe: stepped end caps have inner and outer sleeves attached |
| US5612499A (en) * | 1995-05-05 | 1997-03-18 | Tdw Delaware, Inc. | Method of inserting a sensor into a pipeline |
| US7156320B2 (en) * | 2001-12-03 | 2007-01-02 | The Regents Of The University Of California | Method and apparatus for duct sealing using a clog-resistant insertable injector |
| US6916502B2 (en) * | 2002-02-11 | 2005-07-12 | Battelle Energy Alliance, Llc | Systems and methods for coating conduit interior surfaces utilizing a thermal spray gun with extension arm |
| SE526318E (sv) | 2003-11-20 | 2010-12-16 | Proline Ab | Metod för att belägga en inre yta för ett rör med en fast beläggning |
-
2008
- 2008-02-22 GB GBGB0803297.1A patent/GB0803297D0/en not_active Ceased
-
2009
- 2009-02-23 WO PCT/GB2009/000481 patent/WO2009103997A1/en active Application Filing
- 2009-02-23 GB GB0903043.8A patent/GB2457596B/en active Active
- 2009-02-23 AU AU2009216563A patent/AU2009216563B2/en active Active
- 2009-02-23 CA CA2716205A patent/CA2716205C/en active Active
- 2009-02-23 JP JP2010547247A patent/JP2011514488A/ja active Pending
- 2009-02-23 US US12/918,583 patent/US8667925B2/en active Active
- 2009-02-23 EP EP09712192.5A patent/EP2245357B1/en active Active
- 2009-02-23 EA EA201070983A patent/EA019870B1/ru not_active IP Right Cessation
- 2009-02-23 NZ NZ587956A patent/NZ587956A/xx unknown
- 2009-02-23 MX MX2010009210A patent/MX2010009210A/es active IP Right Grant
- 2009-02-23 MY MYPI2010003795A patent/MY177318A/en unknown
-
2010
- 2010-01-12 HK HK10100320.9A patent/HK1133915A1/xx unknown
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2580370A1 (fr) * | 1985-04-12 | 1986-10-17 | Fabbri Paul | Procede et installation pour le traitement et/ou le revetement des surfaces internes des tuyauteries |
| EP0283192A1 (en) * | 1987-03-20 | 1988-09-21 | BTR plc | Pipeline conditioning |
| JPH04296293A (ja) * | 1991-03-22 | 1992-10-20 | Osaka Gas Co Ltd | 継手部修繕方法 |
| JPH06106622A (ja) * | 1992-09-30 | 1994-04-19 | Asahi Tec Corp | 管路補修方法 |
| GB2361199A (en) * | 2000-04-10 | 2001-10-17 | Chemence Ltd | Repairing pipe joints |
| JP2005016179A (ja) * | 2003-06-26 | 2005-01-20 | Sekisui Chem Co Ltd | 下水道管更生工法 |
Also Published As
| Publication number | Publication date |
|---|---|
| HK1133915A1 (en) | 2011-06-03 |
| US8667925B2 (en) | 2014-03-11 |
| MY177318A (en) | 2020-09-11 |
| GB2457596B (en) | 2013-04-24 |
| WO2009103997A8 (en) | 2010-10-21 |
| EA019870B1 (ru) | 2014-06-30 |
| EP2245357A1 (en) | 2010-11-03 |
| AU2009216563B2 (en) | 2014-01-16 |
| GB0803297D0 (en) | 2008-04-02 |
| EP2245357B1 (en) | 2017-07-12 |
| AU2009216563A1 (en) | 2009-08-27 |
| MX2010009210A (es) | 2011-01-25 |
| US20110024515A1 (en) | 2011-02-03 |
| EA201070983A1 (ru) | 2011-04-29 |
| CA2716205A1 (en) | 2009-08-27 |
| CA2716205C (en) | 2018-09-18 |
| WO2009103997A1 (en) | 2009-08-27 |
| GB0903043D0 (en) | 2009-04-08 |
| NZ587956A (en) | 2013-02-22 |
| GB2457596A (en) | 2009-08-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2816903C (en) | Pressure based liquid feed system for suspension plasma spray coatings | |
| US7178742B2 (en) | Fluid delivery system for spray applicator | |
| CN100458262C (zh) | 管道清洁方法 | |
| CN201192669Y (zh) | 一种用于清洁喷枪的装置 | |
| US6632475B1 (en) | Method of lining underground pipes and apparatus for performing the method | |
| CN105080750A (zh) | 用于给物体涂装的涂装系统 | |
| JP2011514488A (ja) | 導管内面被覆法及び装置 | |
| WO2008039436A3 (en) | Spray gun | |
| JP4532661B2 (ja) | 排水竪主管の更生方法 | |
| TW201200249A (en) | Method and apparatus for dry-conveying material for dry gunning application | |
| CN201381280Y (zh) | 蚀刻设备 | |
| EP0971165A3 (en) | Pumpless liquid dispensing system | |
| KR101941825B1 (ko) | 온수를 이용하여 글루토출건을 세척하는 자동접착시스템 | |
| KR101962760B1 (ko) | 자동접착시스템을 세척하는 휴대용 스팀 세척 장치 | |
| KR101339459B1 (ko) | 저장소를 포함하는, 코팅용 제품 분무용 장치 및 설비 | |
| WO2020026534A1 (ja) | 洗浄装置、表面処理装置および洗浄方法 | |
| WO2022256630A1 (en) | Solvent dosing for a spray applicator | |
| KR101962761B1 (ko) | 초음파와 스팀을 이용하여 자동접착장치를 세척하는 휴대용 스팀 세척 장치 | |
| JPH0643165Y2 (ja) | ランスの離型剤塗布装置 | |
| JPS5826028Y2 (ja) | 多液エアレス塗装装置 | |
| JP2008018411A (ja) | 水道圧式自動水溶性液剤希釈型噴射器 | |
| KR200311844Y1 (ko) | 주사기용 실리콘 이형제 정량분사 시스템. | |
| JPH1119566A (ja) | 建築板の塗装装置 | |
| CZ36498A3 (cs) | Zařízení a způsob na potahování trubek | |
| JP2012110844A (ja) | シャワー式塗装装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120222 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20120222 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130220 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130618 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20130913 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20130924 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131016 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140311 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20140528 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20140604 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20141007 |