JP2011196618A - Air volume control device - Google Patents
Air volume control device Download PDFInfo
- Publication number
- JP2011196618A JP2011196618A JP2010064246A JP2010064246A JP2011196618A JP 2011196618 A JP2011196618 A JP 2011196618A JP 2010064246 A JP2010064246 A JP 2010064246A JP 2010064246 A JP2010064246 A JP 2010064246A JP 2011196618 A JP2011196618 A JP 2011196618A
- Authority
- JP
- Japan
- Prior art keywords
- shape
- seal body
- corner
- shutter valve
- valve
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Air-Flow Control Members (AREA)
- Air-Conditioning For Vehicles (AREA)
Abstract
Description
本発明は、例えば自動車用の空気吹き出し口に用いられる空気風量調整装置に関するものであり、特に、風量調整装置内に配設されるシャッターバルブの構造に関するものである。 The present invention relates to an air flow rate adjusting device used, for example, in an air outlet for an automobile, and more particularly to a structure of a shutter valve disposed in the air flow rate adjusting device.
自動車用の空気風量調整装置は、例えば、自動車のインストルメントパネルに装着されており、空気吹き出し部であるダクトに接続された中空状のケース体と、ダクトを通して供給される空気の断接を行うシャッターバルブと、を有する構成となっている。シャッターバルブは、ケース体の内部に回動自在に軸支されており、操作手段によってシャッターバルブを回動させることができる。そして、シャッターバルブを回動させることにより、ダクトとの連通開口面積を全開状態から遮断状態までの間で適宜の開口面積となるように制御することができる。 The air volume control device for an automobile is mounted on, for example, an instrument panel of an automobile, and connects and disconnects a hollow case body connected to a duct that is an air blowing portion and air supplied through the duct. And a shutter valve. The shutter valve is pivotally supported inside the case body and can be rotated by the operating means. Then, by rotating the shutter valve, the communication opening area with the duct can be controlled to be an appropriate opening area from the fully open state to the shut off state.
シャッターバルブは、操作手段によって回動させられるバルブ本体とバルブ本体に支持されケース体の内壁面に対して圧接可能なシール体と、を備えた構成になっている。シール体は、バルブ本体の外周縁から外方に延設された状態でバルブ本体に支持されており、シャッターバルブの全閉位置において、シール体の全外周縁部をケース体の内壁面に圧接させることができ、ダクトとの連通開口面積を遮断状態にできる。 The shutter valve is configured to include a valve body that is rotated by operating means, and a seal body that is supported by the valve body and can be pressed against the inner wall surface of the case body. The seal body is supported by the valve body so as to extend outward from the outer peripheral edge of the valve body. When the shutter valve is fully closed, the entire outer peripheral edge of the seal body is pressed against the inner wall surface of the case body. The communication opening area with the duct can be cut off.
シール体をバルブ本体に支持する構成としては、バルブ本体にシール体を熱溶着等によって取り付ける構成や、バルブ本体の外周縁部に環状の溝を形成し、シール体に形成した開口孔部をバルブ本体の外周縁に沿って形成した環状の溝内に嵌合させることで支持する構成などが、従来から採用されている。 The seal body is supported on the valve body by a structure in which the seal body is attached to the valve body by heat welding or the like, or an annular groove is formed in the outer peripheral edge of the valve body, and the opening hole formed in the seal body is formed in the valve body. The structure etc. which were supported by making it fit in the annular groove formed along the outer periphery of a main body are conventionally employ | adopted.
シール体としては、ウレタンフォーム、フェルト、スポンジ、発泡ネオプレンゴム等から構成されており、風量調整装置におけるケース体との間での気密性を高めるために、ケース体の内面形状に追従できる柔らかさが求められている。これと同時に、耐久性を向上させたり風切音が鳴り難くするための対策として、ある程度の硬さも求められている。 The seal body is made of urethane foam, felt, sponge, foamed neoprene rubber, etc., and soft enough to follow the shape of the inner surface of the case body in order to increase the airtightness between it and the case body Is required. At the same time, a certain degree of hardness is also required as a measure for improving durability and making it difficult to generate wind noise.
シャッターバルブを全閉位置にして、シール体をケース体の内壁面に圧接させるときには、特に、ケース体に形成されたR形状のコーナー部にシール体を圧接させるときには、シール体の硬さを高めておいたことによって、ケース体のコーナー部における形状に沿った変形を生じさせ難くなってしまう。そして、シール体の角部が、コーナー部の形状に沿わない形状に湾曲してしまうと、コーナー部とシール体との間に隙間や寄りジワが発生してしまい、気密性が損なわれてしまう虞や、風漏れの原因となってしまう虞が生じる。 When the shutter valve is in the fully closed position and the seal body is pressed against the inner wall surface of the case body, especially when the seal body is pressed against the R-shaped corner portion formed on the case body, the hardness of the seal body is increased. This makes it difficult to cause deformation along the shape of the corner portion of the case body. And if the corners of the sealing body are bent into a shape that does not conform to the shape of the corner, gaps and wrinkles will occur between the corner and the sealing body, and the airtightness will be impaired. There is a risk that it may cause wind leakage.
風漏れによって、シール体が振動を起こしてしまうと、異音を発生させる原因にもなる。また、コーナー部とシール体との間に隙間を流れる空気によって生じる渦流によっても異音が発生する。これらの異音が、風量調整装置から車内に漏れ出てくると、車内の静寂性を壊してしまうことになる。 If the seal body vibrates due to wind leakage, it may cause abnormal noise. Further, abnormal noise is also generated by a vortex generated by air flowing through the gap between the corner portion and the seal body. If these abnormal sounds leak into the vehicle from the air volume adjusting device, the quietness in the vehicle will be destroyed.
シャッターバルブを全閉位置にしたときに空気漏れをなくす発明としては、シャットバルブ(本願発明では、シャッターバルブとして記載している。)用軟質ポリウレタン発泡体の発明(特許文献1参照)や空気吹き出し装置の発明(特許文献2参照)などが提案されている。 Examples of the invention that eliminates air leakage when the shutter valve is in the fully closed position include the invention of a soft polyurethane foam (referred to as a shutter valve in the present invention) for a shut valve (refer to Patent Document 1) and air blowing. An invention of the device (see Patent Document 2) has been proposed.
特許文献1に記載された発明では、表裏両面に樹脂フィルムを接着によってラミネート加工した軟質ポリウレタン発泡体をシール体として構成し、このシール体をシャットバルブの基材に熱溶着した構成となっている。この発明では、樹脂フィルムを軟質ポリウレタン発泡体の表裏両面に被覆させることによって、風量調整装置におけるケース体内面とシール体との間での滑りを良好にしている。そして、軟質ポリウレタン発泡体に薄く形成した樹脂フィルムを張っておくことによって、シール体に柔軟性と伸びとを発揮させている。そのうえ、表面の滑り性が悪いためによって生じる摺接音の発生や空気漏れの発生を防止している。
In the invention described in
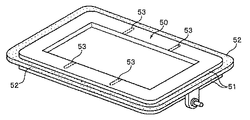
特許文献2に記載された発明を、本願発明の従来例として図9に示している。図9には、シャッターバルブ6の斜視図を示している。図9に示したように、バルブ本体50の外周縁部51に沿って環状溝が形成されており、シール体52に形成した開口孔部をバルブ本体50の環状溝内に嵌合させる構成となっている。シール体52の開口孔部に切欠部が形成されており、この切欠部はバルブ本体50の環状溝内に形成した突起部53に係合する構成となっている。
The invention described in
この発明では、シール体52に形成した開口孔部に形成した切欠部をバルブ本体50の環状溝内に形成した突起部53に係合させることによって、シール体52がバルブ本体50の環状溝内でズレてしまうのを防止している。そして、バルブ本体50によってシール体52を支持する支持強度を増大させ、シール体52が振動するのを防止して、異音の発生を防いでいる。
In this invention, the notch formed in the opening hole formed in the
特許文献1、2の発明にも見られるように、従来からの風量調整装置におけるシャッターバルブの構成では、ケース体内壁面におけるR形状としたコーナー部に圧接するシール体の角部における構成が、次のように構成されている。即ち、シール体の角部がケース体のコーナー部に圧接することで、シール体の角部がR形状としたコーナー部の形状に沿った形状に変形するように構成されている。そのため、シール体の角部における形状については特に考慮されておらず、シール体の角部がケース体のR形状としたコーナー部に圧接する前の状態では、シール体の角部は平板状の形状になっている。
As seen in the inventions of
シール体の角部を平板状に構成しておくと、上述したように、シール体の硬さを高めておいたときには、シール体の角部が、R形状としたコーナー部の形状に沿わない形状に湾曲してしまう状態が発生し易くなる。そこで、本願発明では、シール体の硬さを高めておいても、シール体の角部が、コーナー部の形状に沿わない形状に湾曲してしまう従来からの問題を解決できる風量調整装置を提供することを課題にしている。 If the corner portion of the seal body is configured in a flat plate shape, as described above, when the hardness of the seal body is increased, the corner portion of the seal body does not conform to the shape of the corner portion having the R shape. A state of being bent into a shape is likely to occur. Therefore, the present invention provides an air volume adjusting device that can solve the conventional problem that the corner portion of the seal body is curved into a shape that does not conform to the shape of the corner portion even if the hardness of the seal body is increased. The challenge is to do.
かかる本願発明の課題は、請求項1〜4に記載した風量調整装置により達成することができる。
即ち、本願発明では、ダクトに接続される中空状のケース体と、前記ケース体の内部に回動自在に軸支され、操作手段により全開位置から全閉位置までの間で適宜の回動位置に制御されるシャッターバルブと、を有する風量調整装置であって、
前記シャッターバルブは、バルブ本体と、R形状としたコーナー部を有する前記ケース体の内壁面に対して圧接可能なシール体と、を備え、前記全閉位置において前記シール体の全外周縁部が、前記ケース体の内壁面に圧接し、前記コーナー部の内壁面に対して圧接可能な前記シール体の角部形状が、前記シャッターバルブが全閉位置に向かって回動するときの回動方向に凸面を有する湾曲面形状に形成されてなることを最も主要な特徴としている。
The object of the present invention can be achieved by the air volume adjusting device described in
That is, according to the present invention, a hollow case body connected to the duct, and a pivotable shaft that is pivotally supported inside the case body and appropriately rotated between the fully open position and the fully closed position by the operating means. An air volume adjusting device having a shutter valve controlled by
The shutter valve includes a valve body and a seal body that can be pressed against an inner wall surface of the case body having an R-shaped corner portion, and the outer peripheral edge of the seal body is in the fully closed position. The corner portion of the seal body that is in pressure contact with the inner wall surface of the case body and is capable of being in pressure contact with the inner wall surface of the corner portion has a rotation direction when the shutter valve rotates toward the fully closed position. The main feature is that it is formed in a curved surface shape having a convex surface.
また、本願発明では、前記シール体の角部形状が、前記バルブ本体の角部における構成によって変形させられてなることを主要な特徴としている。
更に、本願発明では、前記バルブ本体が、一対の本体部材から構成され、前記シール体が、前記一対の本体部材の外周縁から延設した状態で、前記一対の本体部材間に挟持されてなることを主要な特徴としている。
更にまた、本願発明では、前記シール体の形状が、成形によって構成されてなることを主要な特徴としている。
The main feature of the present invention is that the shape of the corner of the seal body is deformed by the configuration of the corner of the valve body.
Further, in the present invention, the valve body is composed of a pair of body members, and the seal body is sandwiched between the pair of body members in a state of extending from the outer peripheral edges of the pair of body members. This is the main feature.
Furthermore, the main feature of the present invention is that the shape of the sealing body is formed by molding.
本願発明では、シール体の角部における湾曲面形状を、シャッターバルブが全閉位置に向かって回動するときの回動方向に凸面を有する湾曲面形状に形成している。これによって、シール体の角部形状を、ケース体内壁のR形状としたコーナー部形状に近い湾曲面形状に予め形成しておくことができる。 In this invention, the curved surface shape in the corner | angular part of a sealing body is formed in the curved surface shape which has a convex surface in the rotation direction when a shutter valve rotates toward a fully closed position. Thereby, the corner part shape of the sealing body can be formed in advance in a curved surface shape close to the corner part shape which is the R shape of the case body wall.
このように構成することができるので、シール体の硬さを高めておいても、シャッターバルブを回動させて全閉位置にさせるときに、シール体の角部はスムーズにケース体のコーナー部に圧接することができる。そして、シール体の角部における撓みは、ケース体のコーナー部形状に追従し易くなり、シール体の角部とケース体のコーナー部との間に隙間が発生しにくくなる。また、シール体の角部にシワが発生しにくくなり、気密性の高いシャッターバルブを提供することができる。 Since it can be configured in this way, even when the hardness of the seal body is increased, when the shutter valve is rotated to the fully closed position, the corner portion of the seal body smoothly becomes the corner portion of the case body. Can be pressed. And the bending in the corner | angular part of a sealing body becomes easy to follow the corner part shape of a case body, and it becomes difficult to produce a clearance gap between the corner | angular part of a sealing body, and the corner part of a case body. Further, wrinkles are less likely to occur at the corners of the seal body, and a highly airtight shutter valve can be provided.
更に、歪なコーナー部形状に対してもシール体の角部を追従させて変形させることができるので、ケース体及びシャッターバルブの製造時におけるバラつきも低減させることができる。また、シャッターバルブが全閉位置から全開位置側に回動する場合であっても、シール体の角部とケース体のコーナー部との圧接状態を、スムーズに解除することができる。 Furthermore, since the corner portion of the seal body can be deformed by following the distorted corner portion shape, variations in manufacturing the case body and the shutter valve can be reduced. Even when the shutter valve rotates from the fully closed position to the fully opened position, the pressure contact state between the corner of the seal body and the corner of the case body can be released smoothly.
シャッターバルブが全閉位置に回動する場合であっても、全閉位置から全開位置側に回動する場合であっても、シャッターバルブの回動に伴ってシール体の角部とケース体のコーナー部との間に隙間が形成される状態は発生する。しかし、本願発明では、シール体の角部における湾曲面形状は、シャッターバルブが全閉位置に向かって回動するときの回動方向に凸面を有する湾曲面形状に形成されており、しかも、コーナー部形状に近い湾曲面形状に形成することができるので、上述した隙間が形成されている時間は短い時間となる。このため、上述した隙間の影響によるシール体の角部の振動や、隙間において発生する渦流の発生を減少させることができ、異音の発生を減少させることができる。 Whether the shutter valve rotates to the fully closed position or the fully closed position to the fully open position, the corners of the seal body and the case body A state in which a gap is formed between the corner portion occurs. However, in the present invention, the curved surface shape at the corner of the seal body is formed into a curved surface shape having a convex surface in the rotation direction when the shutter valve rotates toward the fully closed position, and the corner Since it can form in the curved surface shape close | similar to a part shape, the time when the clearance gap mentioned above is formed turns into a short time. For this reason, the vibration of the corner | angular part of a sealing body by the influence of the clearance gap mentioned above and generation | occurrence | production of the eddy current which generate | occur | produces in a clearance gap can be reduced, and generation | occurrence | production of abnormal noise can be reduced.
シール体の角部における湾曲面形状としては、シール体を支持するバルブ本体の角部での構成によって、シール体の角部を変形させて湾曲面形状を形成させることができる。また、バルブ本体の角部に湾曲面形状を形成させておき、シール体の角部をバルブ本体の角部に形成した湾曲面に対して接着剤や両面テープによる貼着、溶着等の固定手段を用いて変形させておくこともできる。更には、成形により角部に湾曲面を備えた形状に形作りしたシール体を用いることもできる。 The curved surface shape at the corner portion of the seal body can be formed by deforming the corner portion of the seal body according to the configuration of the corner portion of the valve body that supports the seal body. Also, a curved surface shape is formed at the corner of the valve body, and fixing means such as adhesion or welding with an adhesive or double-sided tape is applied to the curved surface formed at the corner of the valve body. It can also be deformed using. Furthermore, it is possible to use a sealing body formed into a shape having a curved surface at the corner by molding.
バルブ本体にシール体を支持する構成としては、バルブ本体を一対の本体部材から構成し、一対の本体部材間にシール体を挟持する構成や、シール体をバルブ本体に対して貼着、溶着等の固定手段を用いて取り付ける構成を採用することができる。また、バルブ本体とシール体とを一体成形によって構成しておくこともできる。 As a structure for supporting the seal body on the valve body, the valve body is composed of a pair of body members, the structure in which the seal body is sandwiched between the pair of body members, and the seal body is attached to the valve body, welded, etc. It is possible to adopt a configuration in which the fixing means is used. Further, the valve body and the seal body can be formed by integral molding.
本願発明の好適な実施の形態について、添付図面に基づいて以下において具体的に説明する。本願発明に係わる風量調整装置としては、以下で説明する形状、構成以外にも本願発明の課題を解決することができる形状、構成であれば、それらの形状、構成を採用することができるものである。このため、本願発明は、以下に説明する実施例に限定されるものではなく、多様な変更が可能である。 Preferred embodiments of the present invention will be specifically described below with reference to the accompanying drawings. As the air volume adjusting device according to the present invention, in addition to the shape and configuration described below, any shape and configuration that can solve the problems of the present invention can be adopted. is there. For this reason, this invention is not limited to the Example demonstrated below, A various change is possible.
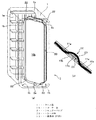
図1には、自動車用の風量調整装置のケース体1及びケース体1内に回動自在に配設したシャッターバルブ3を操作するシャッタ開閉装置2を示している。ケース体1は、図1に向かって左側の裏面側が図示せぬエアーダクトに接続しており、右側の前面には空気吹き出し口1aが開口されており、裏面側から前面側に向けてほぼ角筒状の中空形状となっている。また、空気吹き出し口1aには、図示せぬルーパ装置が取り付けられており、空気吹き出し口1aから吹き出される空気の風向を調整することができる。
FIG. 1 shows a
シャッタ開閉装置2は、ケース体1の側面に突設された回転支軸5aに支承された操作ダイヤル5と、操作ダイヤル5の回動をシャッターバルブ3の回転軸3aに伝達するリンク部材6〜8を備えた構成となっている。リンク部材6〜8は、リンク機構を構成しており、リンク部材6の一端部側は回動支軸5aに対して偏芯した操作ダイヤル5の部位に支承されており、他端部側は連結軸9aを介してリンク部材7の一端部に支承されている。
The shutter opening /
また、リンク部材7の他端部側は連結軸9bを介してリンク部材8の一端部に支承されている。リンク部材8は、L字状に屈折した構成となっており、他端部側はシャッターバルブ3の回転軸3aに連結している。シャッターバルブ3における一対の回転軸3a,3aは、それぞれケース体1の側面に支承されている。
Further, the other end portion side of the
そして、図1の矢印で示すように、操作ダイヤル5を反時計回り方向に回動させることにより、シャッターバルブ3を全閉位置に向かって回動させることができる。また、操作ダイヤル5を時計回り方向に回動させることにより、シャッターバルブ3を全開位置に回動させることができる。
尚、シャッタ開閉装置2の構成は、本願発明において特徴部を構成しているものではない。そのため、シャッタ開閉装置の構成としては、上述した構成以外にも従来から公知の適宜の構成を採用することができる。また、シャッターバルブ3を横軸回りで回動させる構成の代わりに、縦軸回りで回動させる構成とすることもできる。
As indicated by the arrow in FIG. 1, the
Note that the configuration of the shutter opening /
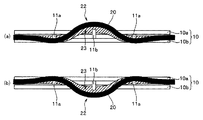
シャッターバルブ3は、バルブ本体10に支持されたシール体20を備えた構成となっている。シール体20の角部は、シャッターバルブ3が全閉位置に向かって回動するときの回動方向に凸状となった湾曲面22に形成されている。
The
本願発明では、シール体20の角部における形状として、シャッターバルブ3が全閉位置に向かって回動するときの回動方向に凸状となった湾曲面22を形成したことを特徴としている。シール体20の角部に湾曲面22を形成する構成について、以下において具体的に説明する。
The present invention is characterized in that a
本願発明の実施例1に係わる実施形態について、図2〜図5を用いて説明する。図2(a)〜(c)に示すように、シャッターバルブ3は、バルブ本体10(図1参照)とシール体20から構成されている。バルブ本体10は、板状体からなる一対の本体部材10a,10bから構成されており、ABS樹脂、ポリプロピレン樹脂などを射出成形等の成形手段によって構成されている。一対の本体部材10a,10b間に挟持されるシール体20は、発泡ネオプチレン(登録商標)ゴム、発泡ウレタンフォーム等を、所望の形状を有する金型内で熱プレスを施すことなどによって形成されている。
An embodiment according to Example 1 of the present invention will be described with reference to FIGS. As shown in FIGS. 2A to 2C, the
バルブ本体10を構成する本体部材10aには、本体部材10bの内面に形成した複数の係合突起13にそれぞれ嵌合する複数の係合凹部14が形成されている。また、本体部材10bの両端部の中央には、それぞれ回転軸3aが形成されている。
The
本体部材10aと本体部材10bの内面同士を重ね合わせて嵌合させたときに、対向する本体部材10a内面の角部と本体部材10b内面の角部には、一対のリブ11aとリブ11bとが対峙するように形成されている。
When the inner surfaces of the
即ち、図2(a)に示すように、本体部材10aの内面における、一対の回転軸3aの長手方向を中心とした一方側の左右両角部には、一対のリブ11aが扇形の配置関係となるように形成されており、他方側における左右両角部には、リブ11bが角部から内方側に向かった配置関係で形成されている。
That is, as shown in FIG. 2 (a), a pair of
図2(c)に示すように、本体部材10bの内面における、一対の回転軸3aの長手方向を中心とした一方側の左右両角部には、一対のリブ11aが扇形の配置関係となるように形成されており、他方側の左右両角部には、リブ11bが角部から内方側に向かった配置関係で形成されている。
As shown in FIG. 2 (c), a pair of
本体部材10aの内面及び本体部材10bの内面に形成された一対のリブ11a及びリブ11bは、それぞれの側面形状が三角形形状を呈しており、三角形形状の短辺側が本体部材10a及び本体部材10bの外周縁側に位置するように配されている。図示例では、本体部材10aと本体部材10bの内面同士を重ね合わせたときに、扇形に配設した一対のリブ11a間の角度を二分割する位置で、しかも、この一対のリブ11aに当接しないようにリブ11bが配されている。
The pair of
図2(b)に示すように、一対の本体部材10a,10b間に挟持されるシール体20は、外周縁形状が、一対の本体部材10a,10bの外周縁よりも幅広に形成された平板状に構成されている。そして、本体部材10bの内面に形成した係合突起13に嵌合する孔24が中央部側に形成されている。
As shown in FIG. 2 (b), the sealing
本体部材10bの内面上に、複数の係合突起13に孔24を嵌合させたシール体20を載置し、シール体20の上から本体部材10aの内面を被せ、本体部材10bの係合突起13に本体部材10aの係合凹部14を嵌合させる。これによって、図3にその斜視図を示しているようなシャターバルブ3を構成することができる。
On the inner surface of the
このとき、図3のA−A断面図を示す図4(a)及び図3のB−B断面図を示す図4(b)に示すように、一対の本体部材10a,10bの各角部に形成した一対のリブ11aとリブ11bとの組合せによって、シール体20の各角部21には凸状の湾曲面22を形成することができる。
At this time, as shown in FIG. 4A showing the AA sectional view of FIG. 3 and FIG. 4B showing the BB sectional view of FIG. 3, each corner portion of the pair of
即ち、図3のA−A断面図を示す図4(a)では、一対のリブ11a間にリブ11bが挿入されることにより、このリブ11a,11b間に挟まれたシール体20の各角部21には、リブ11bの押圧によってリブ11b側に凹状の湾曲面23が形成され、本体部材10a側が凸状となった湾曲面22を形成することができる。
That is, in FIG. 4A showing the AA cross-sectional view of FIG. 3, the
また、図3のB−B断面図を示す図4(b)では、一対のリブ11a間にリブ11bが挿入されることにより、このリブ11a,11b間に挟まれたシール体20の各角部21には、リブ11bの押圧によってリブ11b側に凹状の湾曲面23が形成され、本体部材10b側が凸状となった湾曲面22を形成することができる。
Further, in FIG. 4B showing the BB cross-sectional view of FIG. 3, each corner of the
このようにして構成されたシャターバルブ3の全体構成を図5の斜視図で示している。図5に示すように、シール体20の各角部21が捲れて凸状の湾曲面22を形成しておくことができる。凸状の湾曲面22の形状としては、一対の回転軸3aの長手方向を中心として一方側の左右両角部側における湾曲面22の湾曲方向と、他方側の左右両角部側における湾曲面22の湾曲方向とが逆向きの方向として構成されている。
即ち、一対の回転軸3aの長手方向を中心とした回転軸対象となるように、一方側の左右両角部側における湾曲面22と他方側の左右両角部側における湾曲面22とを形成しておくことができる。
The overall configuration of the
That is, the
このようにシール体20の各角部21を構成することができるので、図1、図6に示すように、シール体20の各角部21に形成した湾曲面22形状を、シャッターバルブ3が全閉位置に向かって回動するときの回動方向に凸面を有する湾曲面22形状として構成することができる。
Since each
一対のリブ11a間の成す角度、一対のリブ11a及びリブ11bの短辺の高さ寸法、一対のリブ11a間に挿入されるリブ11bの個数等を調整することによって、シール体20の各角部21に形成した湾曲面22形状を、ケース体1の内壁部におけるR形状としたコーナー部1bの形状に沿わせた湾曲面形状に構成しておくことができる。
By adjusting the angle between the pair of
このように、シール体20の硬さを高めて構成しておいたとしても、各角部21における湾曲面22形状を構成することができる。そして、シャッターバルブ3を回動させて全閉位置に回動させるときには、シール体20の各角部21をスムーズにケース体1のコーナー部1bに圧接させることができる。
Thus, even if the hardness of the
このように、シール体20の各角部21における撓みは、ケース体1のコーナー部1bにおける形状に追従し易くなり、シール体20の角部21とケース体1のコーナー部1bとの間に隙間が発生しにくくなる。また、シール体20の各角部21にシワが発生しにくくなり、気密性の高いシャッターバルブ3を構成することができる。
As described above, the bending at each
しかも、一対の回転軸3aの長手方向を中心とした回転軸対象となるように、一方側の左右両角部側における湾曲面22と他方側の左右両角部側における湾曲面22とを形成しているので、シャッターバルブ3を回動させて全閉位置に回動させるときの回動をスムーズに行わせることができる。
In addition, the
また、シャッターバルブ3が全閉位置に向かって回動する場合や、全閉位置から全開位置側に向かって回動する場合には、シール体20の各角部21とケース体1の各コーナー部1bとの間に隙間が形成されるが、この隙間が形成されている時間を短い時間にすることができる。
Further, when the
即ち、シャッターバルブ3が全閉位置に向かって回動する場合には、シール体20の各角部21はケース体1の各コーナー部1bの形状に容易に追従して圧接することができるので、隙間が形成されている時間は短くなる。また、シャッターバルブ3が全閉位置から全開位置側に向かって回動する場合には、シール体20の各角部21はケース体1の各コーナー部1bから離れ易くなるので、隙間が形成されている時間は短くなる。
That is, when the
このため、隙間が形成されることによって発生するシール体の角部における振動や、隙間において発生する渦流の発生を減少させることができる。そして、これらの原因によって発生する異音の発生を減少させることができる。 For this reason, the vibration in the corner | angular part of the sealing body which generate | occur | produces by forming a clearance gap, and generation | occurrence | production of the eddy current which generate | occur | produces in a clearance gap can be reduced. And generation | occurrence | production of the abnormal sound which generate | occur | produces by these causes can be reduced.
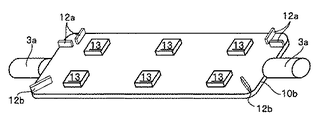
本願発明の実施例2に係わる実施形態について、図7を用いて説明する。実施例1では、一対のリブ11a及びリブ11bの側面形状を三角形形状に形成しているが、実施例2では、一対のリブ12a及びリブ12bの側面形状を長方形の形状に形成した点で異なった構成となっている。他の構成は、実施例1における構成と同様の構成を採用することができるので、実施例1における構成を援用することでその説明を省略する。
An embodiment according to Example 2 of the present invention will be described with reference to FIG. In the first embodiment, the side surfaces of the pair of
図7には、本体部材10bの斜視図を示しているが、本体部材10aの構成及びシール体20の構成は図示していない。実施例2における本体部材10aの構成としては、図2(a)に示した本体部材10aの構成のうちで、一対のリブ11a及びリブ11bの代わりに側面形状を長方形の形状にした一対のリブ12a及びリブ12bを用いることで構成することができる。また、シール体20の構成としては、図2(b)に示したシール体20の構成を採用することができる。
FIG. 7 shows a perspective view of the
側面形状を長方形の形状にした一対のリブ12a及びリブ12bを用いることにより、シール体20の各角部21における湾曲面22の形状が、円筒状の形状に近い形状に変形させることができる。これにより、シャッターバルブ3が全閉位置にあるとき、ケース体1の各コーナー部1bに対するシール体20の各角部21の接触面積を増大させることができ、気密性を向上させることができる。
By using a pair of
実施例1、2では、一対のリブ11a,12a及びリブ11b,12bの側面形状を三角形形状、長方形形状として構成して例を説明したが、一対のリブ11a,12a及びリブ11b,12bの側面形状としては、これらの形状に限定されるものではない。例えば、側面形状を台形形状に形成しておくことも、三角形形状や長方形形状の上辺における形状を直線形状ではなく曲腺形状として構成しておくこともできる。
また、一対のリブ11a,12aに挿入されるリブ11b,12bの配設個数を1個ではなく複数個として構成しておくこともできる。更に、一対のリブ11a,12aを扇形に配設させずに、例えば、一対のリブ11a,12a同士が平行となるように配設しておくこともできる。
In the first and second embodiments, the side surface shapes of the pair of
Further, the number of the
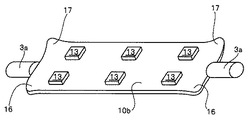
本願発明の実施例3に係わる実施形態について、図8を用いて説明する。実施例1、2では、一対のリブ11a,12a及びリブ11b,12aを一対の本体部材10a,10bの各角部に形成した構成例を説明したが、実施例3では、本体部材10bの各角部に湾曲面16,17を形成した構成となっており、この点での構成が実施例1、2における構成とは異なっている。湾曲面16は、凸状の湾曲面を示し、湾曲面17は、凹状の湾曲面を示している。そして、湾曲面16と湾曲面17とは、シール体20の表裏面側におけるそれぞれの形状を示している。
An embodiment according to Example 3 of the present invention will be described with reference to FIG. In the first and second embodiments, the configuration example in which the pair of
実施例1、2に用いた本体部材10aを実施例3に対して用いる場合には、本体部材10aの各角部に対して、図8で示した本体部材10bの各角部に形成した湾曲面と同様の湾曲面を構成しておくことができる。このとき、図8で示した本体部材10bの内面に本体部材10aの内面を重ね合わせたときに、重ね合わせた本体部材10bと本体部材10aとの各角部において同じ湾曲面形状となるように構成しておくことが必要である。
そして、このように構成した一対の本体部材10a,10b間にシール体20を挟持することで、シール体20の各角部に湾曲面22を形成することができる。
When the
The
また、各角部に湾曲面16,17を形成し、回転軸3aを有する本体部材10bを用いて、シール体20の各角部に湾曲面22を形成することもできる。この場合には、各角部に湾曲面16,17を形成した本体部材10bにシール体20を接着剤や両面テープなどを用いた貼着、溶着等を行うことにより、本体部材10bの各角部に形成した湾曲面16,17に沿わせて、シール体20の各角部を湾曲させることができる。そして、シール体20の各角部に湾曲面22を形成することができる。
Further, the
図示を省略しているが、シール体20を成形する金型形状として、シール体20の各角部に湾曲面22が形成できる金型形状を採用し、この金型を用いた熱プレスを施すことによって、シール体20の各角部に湾曲面22を形成させておくこともできる。
Although not shown, as a mold shape for molding the
各角部に湾曲面22を形成させたシール体20の支持構成としては、一対の本体部材10a,10b間に挟持する支持構成を採用することも、回転軸3aを有する本体部材10bに対して貼着、溶着等によって支持した構成を採用することもできる。
As the support structure of the
また、シール体20と回転軸3aを有する本体部材10bとを一体成形によって形成し、しかも、一体成形時にシール体20の各角部に湾曲面22が形成できる形状に金型を構成しておくこともできる。
Further, the mold is configured in such a manner that the
本願発明は、自動車用の空気風量調整装置以外であっても、空気風量調整装置内でのシャッターバルブの構成として好適に適用することができる。 The invention of the present application can be suitably applied as a configuration of a shutter valve in an air flow rate adjusting device even if it is other than an air flow rate adjusting device for an automobile.
1・・・ケース体、
1b・・・コーナー部、
2・・・シャッタ開閉装置、
3・・・シャッターバルブ、
3a・・・回転軸、
10・・・バルブ本体、
10a,10b・・・本体部材、
11a,11b・・・リブ、
12a,12b・・・リブ、
13・・・係合突起、
14・・・係合凹部、
16・・・湾曲面(凸状)、
17・・・湾曲面(凹状)、
20・・・シール体、
21・・・角部、
22・・・湾曲面(凸状)、
23・・・湾曲面(凹状)、
24・・・孔、
50・・・バルブ本体、
51・・・外周縁部、
52・・・シール体、
53・・・突起部。
1 ... Case body,
1b ... Corner part,
2 ... shutter opening and closing device,
3 ... Shutter valve,
3a ... rotating shaft,
10 ... Valve body,
10a, 10b ... main body members,
11a, 11b ... ribs,
12a, 12b ... ribs,
13 ... engaging protrusion,
14 ... engaging recess,
16: curved surface (convex),
17 ... curved surface (concave),
20 ... Seal body,
21 ... Corner,
22 ... curved surface (convex),
23 ... curved surface (concave),
24 ... hole,
50 ... Valve body,
51 ... outer peripheral edge,
52 ... Seal body,
53 ... Projection.
Claims (4)
前記シャッターバルブは、バルブ本体と、R形状としたコーナー部を有する前記ケース体の内壁面に対して圧接可能なシール体と、を備え、
前記全閉位置において前記シール体の全外周縁部が、前記ケース体の内壁面に圧接し、
前記コーナー部の内壁面に対して圧接可能な前記シール体の角部形状が、前記シャッターバルブが全閉位置に向かって回動するときの回動方向に凸面を有する湾曲面形状に形成されてなることを特徴とする風量調整装置。 A hollow case body connected to the duct, and a shutter valve pivotally supported inside the case body and controlled to an appropriate rotation position between the fully open position and the fully closed position by the operating means. An air volume adjusting device having
The shutter valve includes a valve body and a seal body that can be pressed against an inner wall surface of the case body having a corner portion having an R shape,
In the fully closed position, the entire outer peripheral edge of the seal body is in pressure contact with the inner wall surface of the case body,
The corner portion shape of the seal body that can be pressed against the inner wall surface of the corner portion is formed into a curved surface shape having a convex surface in the rotation direction when the shutter valve rotates toward the fully closed position. An air volume adjusting device characterized by comprising:
前記シール体が、前記一対の本体部材の外周縁から延設した状態で、前記一対の本体部材間に挟持されてなることを特徴とする請求項1又は2記載の風量調整装置。 The valve body is composed of a pair of body members,
3. The air volume adjusting device according to claim 1, wherein the seal body is sandwiched between the pair of main body members in a state of extending from the outer peripheral edge of the pair of main body members.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010064246A JP5582835B2 (en) | 2010-03-19 | 2010-03-19 | Airflow adjustment device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010064246A JP5582835B2 (en) | 2010-03-19 | 2010-03-19 | Airflow adjustment device |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2011196618A true JP2011196618A (en) | 2011-10-06 |
| JP5582835B2 JP5582835B2 (en) | 2014-09-03 |
Family
ID=44875073
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010064246A Expired - Fee Related JP5582835B2 (en) | 2010-03-19 | 2010-03-19 | Airflow adjustment device |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5582835B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014121894A (en) * | 2012-12-20 | 2014-07-03 | Nippon Plast Co Ltd | Air outlet for vehicle |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62252844A (en) * | 1986-04-23 | 1987-11-04 | Nippon Denso Co Ltd | Seal mechanism of damper |
| JPH051946U (en) * | 1991-06-14 | 1993-01-14 | 和光化成工業株式会社 | Register air damper structure |
| JPH0675823U (en) * | 1993-04-09 | 1994-10-25 | 豊田合成株式会社 | Shut damper for vehicle ventilation duct |
| JP2000135912A (en) * | 1998-08-25 | 2000-05-16 | Denso Corp | Ventilation path switching device |
-
2010
- 2010-03-19 JP JP2010064246A patent/JP5582835B2/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62252844A (en) * | 1986-04-23 | 1987-11-04 | Nippon Denso Co Ltd | Seal mechanism of damper |
| JPH051946U (en) * | 1991-06-14 | 1993-01-14 | 和光化成工業株式会社 | Register air damper structure |
| JPH0675823U (en) * | 1993-04-09 | 1994-10-25 | 豊田合成株式会社 | Shut damper for vehicle ventilation duct |
| JP2000135912A (en) * | 1998-08-25 | 2000-05-16 | Denso Corp | Ventilation path switching device |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014121894A (en) * | 2012-12-20 | 2014-07-03 | Nippon Plast Co Ltd | Air outlet for vehicle |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5582835B2 (en) | 2014-09-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8602852B2 (en) | Air blowing device | |
| US20170248237A1 (en) | Saw tooth design for control damper | |
| KR20090083912A (en) | Ventilation assembly for reducing pressure inside the vehicle | |
| JP6660799B2 (en) | Damper plate | |
| JP2016003821A (en) | Air-conditioning register | |
| JP6604318B2 (en) | Air conditioning register | |
| JP5582835B2 (en) | Airflow adjustment device | |
| JP6258104B2 (en) | Damper device | |
| JP2009107439A (en) | Register | |
| JP2013133069A (en) | Air conditioner for vehicle | |
| JP6143450B2 (en) | Air outlet for vehicles | |
| JP2009046069A (en) | Ventilator for vehicle | |
| JP4092632B2 (en) | Door mounting structure | |
| JP5520594B2 (en) | Air outlet | |
| JP4176279B2 (en) | Air blowing device | |
| JP3926933B2 (en) | Air blowing device | |
| JP4073756B2 (en) | register | |
| JP2006096092A (en) | Air passage switchover device | |
| JP6294164B2 (en) | register | |
| JP7122264B2 (en) | Vehicle register device | |
| JP3584525B2 (en) | Air passage switching device | |
| JP2001163046A (en) | Air blasting device | |
| JP4292540B2 (en) | Soundproof structure of air conditioning door | |
| JP2017013753A (en) | register | |
| JP3172421U (en) | Connection structure between air blowing device and duct |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20121228 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130312 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131115 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131217 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140213 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140708 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140715 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5582835 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |