JP2011106938A - 偏光板の検査方法 - Google Patents
偏光板の検査方法 Download PDFInfo
- Publication number
- JP2011106938A JP2011106938A JP2009261633A JP2009261633A JP2011106938A JP 2011106938 A JP2011106938 A JP 2011106938A JP 2009261633 A JP2009261633 A JP 2009261633A JP 2009261633 A JP2009261633 A JP 2009261633A JP 2011106938 A JP2011106938 A JP 2011106938A
- Authority
- JP
- Japan
- Prior art keywords
- polarizing plate
- light
- crack
- light source
- inspecting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Investigating Materials By The Use Of Optical Means Adapted For Particular Applications (AREA)
Abstract
【課題】偏光板に存在する微小なクラックでも、簡単に検出することができる検査方法を提供する。
【解決手段】偏光板10の一方の面に、当該一方の面とのなす角度θが20〜70°となるように光源20からの光を照射し、偏光板10の他方の面側に、拡大用凸レンズ50を当該他方の面と平行に配置し、偏光板10に微小クラックが存在する部分では光源20から偏光板10に入射する光30が乱反射する性質を利用して、その拡大用凸レンズ50を通過した後の光を観察することにより微小クラックの有無を検査する、偏光板の検査方法が提供される。粘着剤を介して偏光板をガラス板に貼合した状態でヒートショック試験を行った場合に、偏光板の法線方向から光を照射したのでは識別しにくい微小クラックが発生することがある。このような偏光板の微小クラックを検査するのに特に有効である。
【選択図】図1
【解決手段】偏光板10の一方の面に、当該一方の面とのなす角度θが20〜70°となるように光源20からの光を照射し、偏光板10の他方の面側に、拡大用凸レンズ50を当該他方の面と平行に配置し、偏光板10に微小クラックが存在する部分では光源20から偏光板10に入射する光30が乱反射する性質を利用して、その拡大用凸レンズ50を通過した後の光を観察することにより微小クラックの有無を検査する、偏光板の検査方法が提供される。粘着剤を介して偏光板をガラス板に貼合した状態でヒートショック試験を行った場合に、偏光板の法線方向から光を照射したのでは識別しにくい微小クラックが発生することがある。このような偏光板の微小クラックを検査するのに特に有効である。
【選択図】図1
Description
本発明は、偏光板に存在する微小クラックを検査する方法に関するものである。
近年、消費電力が低く、低電圧で動作し、軽量でかつ薄型である液晶表示装置が、携帯電話、携帯情報端末、コンピュータ用のモニター、テレビなど、情報用表示デバイスとして急速に普及してきている。そのため、そこに用いられる偏光板についても、要求される耐久性能が年々厳しくなってきている。
偏光板の主要構成要素である偏光フィルムは、通常、ポリビニルアルコール系樹脂フィルムを一軸延伸する工程、ポリビニルアルコール系樹脂フィルムを二色性色素で染色することにより二色性色素を吸着させる工程、二色性色素が吸着されたポリビニルアルコール系樹脂フィルムをホウ酸水溶液で処理する工程、及びホウ酸水溶液による処理後に水洗する工程を経て製造される。こうして得られる偏光フィルムは、その少なくとも片面、通常は両面に、接着剤を介して透明樹脂からなる保護膜を貼り合わせて、偏光板とされる。
そして偏光板は、その一方の面に粘着剤層を形成し、その粘着剤層を介して液晶セルに貼り合わされ、液晶表示装置の中核部材である液晶パネルとされる。偏光フィルムの両面に保護膜を設けた場合には、その一方の保護膜面に、また偏光フィルムの片面にのみ保護膜を設けた場合には、その保護膜とは反対側の偏光フィルム面に、粘着剤層が形成されることになる。偏光フィルムは一軸延伸されているため、上記のような液晶パネルとされた状態でヒートショック試験にかけたとき、偏光フィルムに延伸方向に沿って微小なクラック(割れ)を生じることがあった。そこで、ヒートショック試験により偏光フィルムにクラックが生じない偏光板又はその製造方法の開発が盛んに行われている。
例えば、特開 2009-69375 号公報(特許文献1)には、冷熱衝撃(ヒートショック)環境下に晒されても偏光フィルムにクラックが生じない偏光板を製造するために、偏光フィルムに水系接着剤を介して保護膜を貼合した後の乾燥工程を2段以上の乾燥炉に分け、それぞれの温度と滞留時間を制御する技術が開示されている。その実施例には、偏光板の一方の保護膜表面に設けた粘着剤層を介してガラスに貼合し、ヒートショック試験を行った場合に、製造条件の変動によって偏光フィルムにクラックが生じるものと生じないものができることが示されている。ヒートショック試験は、例えば、粘着剤層を介して偏光板を液晶セル又はガラスに貼り合わせた状態で、−20℃以下の低温に置くことと60℃以上の高温に置くことを所定サイクル繰り返すことによって行われる。偏光板の特性を調べる試験であるため、ガラスに貼った状態で行われることが多い。
そこで、ヒートショック試験を行ったときに偏光板に微小なクラックが発生するかどうかの検査は、製品開発を行ううえで重要な項目となっている。偏光板に傷や異物等の欠陥が存在するかどうかの検査は、一般に、検査台上に偏光板を置き、その裏側から光を照射し、偏光板を透過してくる光を、ルーペなどの拡大レンズを用いて観察することにより、行われている。例えば、特開 2001-56270 号公報(特許文献2)には、直線偏光板の検査方法に係る発明が開示されているが、従来の技術を説明する段落[0005]には、偏光板の表面に付着した異物や傷等の欠陥を検査する方法として、偏光板を照明してその表面を作業者が直接観察する手段があった旨記載されている。この場合、検査台の裏側から検査台に垂直に、したがって偏光板にも垂直に光を入射し、偏光板を透過する光を観察し、周りに比べて明るくなっているか又は暗くなっている個所を欠陥と判定することになる。
一方、検査すべき偏光板とは別に、欠陥のない偏光板をほぼクロスニコルに配置し、偏光フィルム内部の欠陥を検査する技術も知られている。例えば、特開 2001-349839号公報(特許文献3)には、検査すべき偏光フィルムに下方の光源から光を入射し、検査すべき偏光フィルムとはほぼクロスニコルに配置した偏光板を介して透過光を観察し、検査すべき偏光フィルムの上側にある異物と下側にある異物を見分ける技術が開示されている。
しかし、ヒートショック試験後のクラックの有無を検査する場合、そのクラックは微小であるため、もう1枚の偏光板をクロスニコルに配置して照明すると、全体がほぼ真っ暗になり、クラックがあっても見分けにくいことから、このような検査方式は採用されていない。すなわち、ヒートショック試験後のクラックの有無の検査には、前述したような偏光板を直接照明し、光源の反対側から出射光を観察する方式が採用されている。
上記の如き直接照明方式において、偏光フィルムの一方の面から他方の面に貫通するようなクラックであれば、その部分を透過する光の量が増えて容易にクラックの存在を識別できる。しかし、ヒートショック試験により発生するクラックには、例えば、偏光フィルム断面を貫通せず、一部のみに存在するような極めて微小なものもあって、光源からの光が偏光板を垂直に透過しただけでは、透過光量が少なく、そのような微小クラックの存在が見落とされることもあるという問題が生じていた。
そこで、本発明の目的は、偏光板に存在する微小なクラックでも、簡単に検出することができる検査方法を提供することにある。
本発明によれば、偏光板の一方の面に、当該一方の面とのなす角度が20〜70°となるように光源からの光を照射し、偏光板の他方の面側に、拡大用凸レンズを当該他方の面と平行に配置し、偏光板に微小クラックが存在する部分では光源から偏光板に入射する光が乱反射する性質を利用して、その拡大用凸レンズを通過した後の光を観察することにより微小クラックの有無を検査する、偏光板の検査方法が提供される。
本発明の方法では、検査用の光を偏光板面に対して20〜70°の角度で、すなわち斜めから照射するようにしたので、偏光板中に微小クラックがある場合に、その微小クラック部分で光が乱反射し、その微小クラックが存在する部分から出射する光量が多くなり、かかる微小クラックの存在を容易に検出することができる。
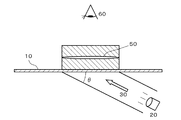
本発明に係る偏光板の検査方法を、図1に基づいて説明する。本発明では、検査対象である偏光板10の片面に、検査用の光を発する光源20を配置し、偏光板の反対面、すなわち光源20からの光が透過してくる側には、透過光を含む観察部位を拡大するための凸レンズ50を配置する。凸レンズ50は、そのレンズ面が偏光板10の出射面と平行になるように配置される。そして、光源20から発せられる入射光30の向きと偏光板10の表面とのなす角度θが、20〜70°となるように、光源20の向きを設定する。入射光30の向きと偏光板10の表面とがなす角度θを、本明細書では入射角度と呼ぶことがある。凸レンズ50の外側から、偏光板10を透過し、凸レンズ50で拡大された光を、検査者の目60で観察し、偏光板10の内部にクラックがあると、その部分が周囲に比べて明るく観察されるので、それをクラックと判定する。
偏光板10は通常、ポリビニルアルコール系樹脂にヨウ素又は二色性有機染料からなる二色性色素が吸着配向している偏光フィルムの少なくとも片面に、接着剤を介して透明樹脂からなる保護膜を積層した状態で構成される。偏光フィルムの両面に保護膜を積層した場合は、そのうち一方の保護膜の外側に、また偏光フィルムの片面にのみ保護膜を積層した場合は、その保護膜とは反対側の偏光フィルム面に、アクリル樹脂などを主成分とする粘着剤(感圧接着剤とも呼ばれる)の層を形成するのが通例である。この粘着剤層を介して液晶セルに貼り合わせ、液晶表示装置の中核部材である液晶パネルとなる。
本発明において検査の対象とする偏光板10は、このように粘着剤層を介して液晶セル又はガラス板に貼合した状態であってもよい。また偏光板10は、透明基板を有する検査台の当該透明基板上に載置した状態で検査に供することもできる。
本発明の方法は、偏光板10中、特にそれを構成するポリビニルアルコール系樹脂からなる偏光フィルム中に、その法線方向から光を照射したのでは識別しにくいような微小クラックが生じているか否かを検査する場合に、特に有効である。このような微小クラックは、例えば、粘着剤層を介して液晶セルに貼合された偏光板を、低温状態に置くことと高温状態に置くことを繰り返すヒートショック試験にかけた場合に、発生することがある。このヒートショック試験は、偏光板の特性を調べる試験であるため、ガラスに貼った状態で行われることもある。そこで、本発明の好適な一つの形態において、偏光板10は、粘着剤を介してガラス(液晶セルの場合を包含する)に貼合され、ヒートショック試験が施されたものであることができる。
光源20は、蛍光灯や白熱電球など、光を発するものであれば、あらゆる形態のものが使用できる。また拡大用凸レンズ50は、一般にルーペと呼ばれるものをはじめとして、像を拡大する機能を有するものであれば、やはり制限なくあらゆる形態のものが使用できる。入射角度θを調節するには、例えば、光源20を手で持ってその角度を調節することもできるし、また例えば、光源20の一端に紐をつけておき、普段は被検査物である偏光板10又はそれを載置する検査台の透明基板に対し、その法線方向から光を照射するように設定しておき、上記の紐を引っ張ることにより、適宜の角度に設定できるようにする形態を採用することもできる。
ここで、光を偏光板10の法線方向から照射した場合(すなわち入射角度θ≒90°)に比べ、本発明に従って、入射光30に傾きを持たせることで、微小クラックでも検出しやすくなる原理を、図2に基づいて説明する。図2には、上で説明したような偏光フィルム11の両面に透明樹脂からなる保護膜12,13が積層され、偏光板10が構成されている例を示している。
図2の(A)に示すように、偏光フィルム11の一方の面から他方の面に貫通するような比較的大きなクラック15が存在する場合は、偏光板10の法線方向に配置される光源10から、すなわち入射角度θ≒90°で光を照射しても、そのクラック15を透過する出射光40の量が多いので、容易にクラックの存在を識別できる。
一方、図2の(B)に示すように、(A)のクラック15に比べればはるかに小さいクラック16が発生することもある。この場合は、偏光板10の法線方向に配置される光源10から光を照射すると、そのような微小クラック16を透過する光はわずかであり、偏光板10を透過してくる出射光41の量は、周辺部位に比べてあまり多くならないので、凸レンズ50で拡大しても、識別しにくい状態となる。
これに対して、図2の(C)に示すように、光源20からの入射光30を偏光板10に斜めから照射した場合、微小クラック16の部位で光が乱反射を繰り返すことで、その部位からの出射光42の量が増え、(B)の状態に比べればその部位が明るく見えるので、そのような微小クラック16でも容易に識別できるようになる。図2においては、出射光40,41,42を表す矢印線の太さを変化させることで、クラックの識別しやすさ、識別しにくさを示している。
なお、図2の(A)に示すような、比較的大きなクラック15がある場合でも、斜めから光を照射することにより、やはりその部位で光が乱反射を繰り返すので、出射光の量が一層増え、より識別しやすくなる。
偏光板10の表面と光源20からの入射光30の向きとがなす角度(入射角度)θを、20〜70°の範囲に設定することにより、上記のような微小クラック16でも識別できるようになることが見出された。この入射角度θをあまり大きくすると、光源20から出射した光が偏光板10に対して垂直(90°)に近い状態で入射することになり、図2の(B)に示した状態に近付くので、クラックが識別しにくくなる。一方で、その入射角度θをあまり小さくすると、偏光板10に対して水平(0°)に近い状態で光を照射することになるので、クラック15,16に入射する光量が少なくなってしまい、出射面全体が暗くなって、やはりクラックが識別しにくくなる。この入射角度θは、30°以上となるように設定することが一層好ましく、また60°以下となるように設定することがやはり一層好ましい。
かくして、微小クラック16内に入射した光であっても、そこで乱反射を繰り返すことにより、クラック部位は周辺部より明るくみえるので、容易に偏光板10の微小クラックを検出することができる。
以下、実施例を示して本発明をさらに具体的に説明するが、本発明はこれらの例によって限定されるものではない。
[実施例1〜3及び比較例1〜3]
ポリビニルアルコールにヨウ素が吸着配向している偏光フィルムの両面に接着剤を介して、ケン化処理が施されたトリアセチルセルロースからなる保護膜を貼り合わせ、偏光板を作製した。その一方の保護膜側を、アクリル系粘着剤を介してソーダガラス(液晶セルの代わりとして使用)に貼合し、50℃で20分間のオートクレーブ処理を施して、偏光板をガラス板に密着させた。この状態で、−35℃の雰囲気に30分置き、次に+85℃の雰囲気に移して30分置くことを1サイクルとし、これを所定サイクル繰り返すヒートショック試験を行った。
ポリビニルアルコールにヨウ素が吸着配向している偏光フィルムの両面に接着剤を介して、ケン化処理が施されたトリアセチルセルロースからなる保護膜を貼り合わせ、偏光板を作製した。その一方の保護膜側を、アクリル系粘着剤を介してソーダガラス(液晶セルの代わりとして使用)に貼合し、50℃で20分間のオートクレーブ処理を施して、偏光板をガラス板に密着させた。この状態で、−35℃の雰囲気に30分置き、次に+85℃の雰囲気に移して30分置くことを1サイクルとし、これを所定サイクル繰り返すヒートショック試験を行った。
試験後のガラス付き偏光板のガラス面外側に、図1を参照して、偏光板10への光の入射角度θが、90°(すなわち法線方向、比較例1)、85°(比較例2)、60°(実施例1)、45°(実施例2)、30°(実施例3)及び10°(比較例3)となるように、それぞれ光源20を固定した。偏光板の反対側の面には拡大用の凸レンズ50(Peak社製の“ピーク・スケール・ルーペ No.1983”)を設置した。そして光源20を点灯し、凸レンズ50を介して透過光を観察することにより、クラックの有無を目視で検査した。
その結果、光の入射角度θが90°の場合、85°の場合、60°の場合、45°の場合及び30°の場合にはいずれも、偏光板に大きなクラックがある部分は周囲に比べて明るく観察され、そのような大きなクラックを検出することができた。これらのうち、光の入射角度θが60°の場合、45°の場合及び30°の場合には、偏光板に微小クラックがある部分も周囲に比べて明るく観察され、そのような微小クラックも容易に検出することができた。しかし、光の入射角度θが90°の場合及び85°の場合には、上記の入射角度60°、45°及び30°の場合に検出できた微小クラックがある部分でも観察部位が暗く、そのような微小クラックの検出が難しかった。一方、光の入射角度θが10°の場合には、観察面全体が暗く、大きなクラックでも検出が難しかった。
以上の試験結果を表1にまとめた。光の入射角度θが90°に近付くと、微小クラックの検出が困難になり、逆に入射角度θが0°に近付くと、大きなクラックの検出も困難になる。入射角度θを傾けると、微小クラックも検出できるようになることがわかる。

なお、入射角度θが60°、45°及び30°の場合、検出部位の明るさはほぼ同程度であった。また、入射角度θを70°にした場合及び20°にした場合についても、同様に検査を試みたところ、前者では微小クラック部分の明るさがやや減少し、後者では全体的に暗みを帯びたが、いずれも微小クラックの検出が可能なレベルであった。
10……偏光板、
11……偏光フィルム、
12,13……保護膜、
15……大きなクラック、
16……微小クラック、
20……光源、
30……入射光、
40,41,42……出射光、
50……拡大用凸レンズ、
60……検査者の目。
11……偏光フィルム、
12,13……保護膜、
15……大きなクラック、
16……微小クラック、
20……光源、
30……入射光、
40,41,42……出射光、
50……拡大用凸レンズ、
60……検査者の目。
Claims (2)
- 偏光板の微小クラックを検査する方法であって、
偏光板の一方の面に、当該一方の面とのなす角度が20〜70°となるように光源からの光を照射し、
偏光板の他方の面側に、拡大用凸レンズを当該他方の面と平行に配置し、
偏光板に微小クラックが存在する部分では光源から偏光板に入射する光が乱反射する性質を利用して、前記拡大用凸レンズを通過した後の光を観察し、前記微小クラックの有無を検査することを特徴とする、偏光板の検査方法。 - 偏光板は、粘着剤を介してガラス板に貼合され、ヒートショック試験が施されたものである請求項1に記載の方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009261633A JP2011106938A (ja) | 2009-11-17 | 2009-11-17 | 偏光板の検査方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009261633A JP2011106938A (ja) | 2009-11-17 | 2009-11-17 | 偏光板の検査方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2011106938A true JP2011106938A (ja) | 2011-06-02 |
Family
ID=44230585
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009261633A Pending JP2011106938A (ja) | 2009-11-17 | 2009-11-17 | 偏光板の検査方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2011106938A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104280405A (zh) * | 2013-07-08 | 2015-01-14 | 住友化学株式会社 | 缺陷检查方法 |
-
2009
- 2009-11-17 JP JP2009261633A patent/JP2011106938A/ja active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104280405A (zh) * | 2013-07-08 | 2015-01-14 | 住友化学株式会社 | 缺陷检查方法 |
| JP2015014570A (ja) * | 2013-07-08 | 2015-01-22 | 住友化学株式会社 | 欠陥検査方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101611309B (zh) | 用于照明材料以进行自动化检测的方法和设备 | |
| JP6296499B2 (ja) | 透明基板の外観検査装置および外観検査方法 | |
| JP2008045959A (ja) | 液晶表示パネルの検査装置及び検査方法 | |
| CN101329456A (zh) | 检测设备 | |
| CN106442538A (zh) | 一种基于偏振成像的光学元件损伤检测装置及方法 | |
| TWI502186B (zh) | A bright spot detection device for filtering foreign matter noise and its method | |
| JP2010519516A (ja) | 自動検査用にフィルムを照明するための方法及び装置 | |
| WO2011096583A1 (ja) | 偏光板を貼合した液晶パネルの欠陥検査方法 | |
| JP5556212B2 (ja) | 偏光板を貼合した液晶パネルの欠陥検査方法 | |
| CN101408520A (zh) | 一种判别内外层瑕疵的检测方法与系统 | |
| JP2011106938A (ja) | 偏光板の検査方法 | |
| KR100479073B1 (ko) | 백 라이트 유닛 검사 장치 | |
| JP2001116925A (ja) | 光学シートの検査方法 | |
| CN103439812A (zh) | 液晶玻璃基板45°角检查法 | |
| Chang et al. | Automatic optical inspection method for soft contact lenses | |
| EP3786621B1 (en) | Foreign material inspection system of display unit | |
| KR102246219B1 (ko) | 전자 부품의 적외선 검사 장치 및 그 방법 | |
| TWM453842U (zh) | Oled檢測機台及其光學檢測裝置 | |
| KR100971081B1 (ko) | 편광필름의 검사방법 | |
| CN115376950A (zh) | 一种用于切割后的半导体晶圆级芯片透射检测载台系统 | |
| JP2011149741A (ja) | 偏光板の検査方法および偏光板の製造方法 | |
| JP4278246B2 (ja) | 光学透明フィルムの検査方法 | |
| JP5556349B2 (ja) | 透明基板の欠陥検査装置および透明基板の欠陥検査方法 | |
| CN101435930B (zh) | 检测方法 | |
| TW200624828A (en) | Device and method for inspecting a matrix substrate |