JP2010185538A - ボール型等速ジョイント - Google Patents
ボール型等速ジョイント Download PDFInfo
- Publication number
- JP2010185538A JP2010185538A JP2009031156A JP2009031156A JP2010185538A JP 2010185538 A JP2010185538 A JP 2010185538A JP 2009031156 A JP2009031156 A JP 2009031156A JP 2009031156 A JP2009031156 A JP 2009031156A JP 2010185538 A JP2010185538 A JP 2010185538A
- Authority
- JP
- Japan
- Prior art keywords
- ball
- outer ring
- inner ring
- groove
- ball groove
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D3/00—Yielding couplings, i.e. with means permitting movement between the connected parts during the drive
- F16D3/16—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts
- F16D3/20—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members
- F16D3/22—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members the rolling members being balls, rollers, or the like, guided in grooves or sockets in both coupling parts
- F16D3/223—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members the rolling members being balls, rollers, or the like, guided in grooves or sockets in both coupling parts the rolling members being guided in grooves in both coupling parts
- F16D3/2237—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members the rolling members being balls, rollers, or the like, guided in grooves or sockets in both coupling parts the rolling members being guided in grooves in both coupling parts where the grooves are composed of radii and adjoining straight lines, i.e. undercut free [UF] type joints
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D3/00—Yielding couplings, i.e. with means permitting movement between the connected parts during the drive
- F16D3/16—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts
- F16D3/20—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members
- F16D3/22—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members the rolling members being balls, rollers, or the like, guided in grooves or sockets in both coupling parts
- F16D3/223—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members the rolling members being balls, rollers, or the like, guided in grooves or sockets in both coupling parts the rolling members being guided in grooves in both coupling parts
- F16D3/224—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members the rolling members being balls, rollers, or the like, guided in grooves or sockets in both coupling parts the rolling members being guided in grooves in both coupling parts the groove centre-lines in each coupling part lying on a sphere
- F16D3/2245—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members the rolling members being balls, rollers, or the like, guided in grooves or sockets in both coupling parts the rolling members being guided in grooves in both coupling parts the groove centre-lines in each coupling part lying on a sphere where the groove centres are offset from the joint centre
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16D—COUPLINGS FOR TRANSMITTING ROTATION; CLUTCHES; BRAKES
- F16D3/00—Yielding couplings, i.e. with means permitting movement between the connected parts during the drive
- F16D3/16—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts
- F16D3/20—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members
- F16D3/22—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members the rolling members being balls, rollers, or the like, guided in grooves or sockets in both coupling parts
- F16D3/223—Universal joints in which flexibility is produced by means of pivots or sliding or rolling connecting parts one coupling part entering a sleeve of the other coupling part and connected thereto by sliding or rolling members the rolling members being balls, rollers, or the like, guided in grooves or sockets in both coupling parts the rolling members being guided in grooves in both coupling parts
- F16D2003/22309—Details of grooves
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Rolling Contact Bearings (AREA)
Abstract
【課題】ジョイント作動角が小さいボール型等速ジョイントにおいて、低コスト化を達成し得るようにする。
【解決手段】ボール型等速ジョイントは、外輪ボール溝23を有する外輪と、内輪ボール溝を有する内輪と、外輪ボール溝23および内輪ボール溝32を転動するボール40と、ボール40を保持する保持器とを備える。外輪ボール溝23および内輪ボール溝32のボール40が接触する溝底部には削り加工が施されている。削り加工は、少なくともボール40の転動範囲に施し、ボール40の転動範囲以外の少なくとも一部の領域の削り加工を省略する。削り加工が施される加工領域A1は、外輪ボール溝23および内輪ボール溝32の軸方向中央部にそれぞれ設けられ、削り加工が施されない未加工領域B2は、各加工領域A1の軸方向両側にそれぞれ設けられている。
【選択図】図2
【解決手段】ボール型等速ジョイントは、外輪ボール溝23を有する外輪と、内輪ボール溝を有する内輪と、外輪ボール溝23および内輪ボール溝32を転動するボール40と、ボール40を保持する保持器とを備える。外輪ボール溝23および内輪ボール溝32のボール40が接触する溝底部には削り加工が施されている。削り加工は、少なくともボール40の転動範囲に施し、ボール40の転動範囲以外の少なくとも一部の領域の削り加工を省略する。削り加工が施される加工領域A1は、外輪ボール溝23および内輪ボール溝32の軸方向中央部にそれぞれ設けられ、削り加工が施されない未加工領域B2は、各加工領域A1の軸方向両側にそれぞれ設けられている。
【選択図】図2
Description
本発明は、車両の駆動力伝達軸部に使用されるボール型等速ジョイントに関する。
従来のボール型等速ジョイントとして、例えば、特開平7−91458号公報(特許文献1)などに記載されているものが知られている。このボール型等速ジョイントは、軸方向一方に開口部を有する筒状に形成されて内周面に軸方向に延びる複数の外輪ボール溝を有する外輪と、外輪の内側に配設され、外周面に軸方向に延びる複数の内輪ボール溝を有する内輪と、外輪ボール溝および内輪ボール溝を転動し、外輪と内輪との間でトルクを伝達する複数のボールと、環状に形成されて周方向にボールをそれぞれ収容する複数の窓部を有し、外輪と内輪との間に配設された保持器と、を備えている。そして、ボールが転動する外輪ボール溝および内輪ボール溝には、精度を確保するために、通常、ボール溝全域に対して切削加工や研削加工などの削り加工が施されている。
ところで、上記のボール型等速ジョイントは、車両においてドライブシャフトのアウトボードジョイントとして使用されており、通常、車両のフロント側とリヤ側で同一仕様のものが使用されている。即ち、フロント側に設置されるボール型等速ジョイントは、前輪の操舵に対応して大きなジョイント作動角(45°〜50°程度)が必要になるのに対して、リヤ側に設置されるボール型等速ジョイントは、後輪の操舵が全く無いか有っても非常に小さいことから、ジョイント作動角が20°〜30°程度であるため、フロント側のボール型等速ジョイントと同一仕様のものをリヤ側に転用することが可能となる。近年、リヤ用として必要なジョイント作動角を確保することができ、且つ、フロント用よりも低コスト化を図ることができるボール型等速ジョイントの要請がある。
本発明は、上記事情に鑑みてなされたものであり、ジョイント作動角が小さいボール型等速ジョイントにおいて、低コスト化を達成し得るようにすることを解決すべき課題とするものである。
上記課題を解決する請求項1に係る発明の構成上の特徴は、
軸方向一方に開口部を有する筒状に形成されて内周面に軸方向に延びる複数の外輪ボール溝を有する外輪と、
該外輪の内側に配設され、外周面に軸方向に延びる複数の内輪ボール溝を有する内輪と、
前記外輪ボール溝および前記内輪ボール溝を転動し、前記外輪と前記内輪との間でトルクを伝達する複数のボールと、
環状に形成されて周方向に前記ボールをそれぞれ収容する複数の窓部を有し、前記外輪と前記内輪との間に配設された保持器と、を備え、
前記外輪ボール溝および前記内輪ボール溝の前記ボールが接触する溝面に削り加工が施されているボール型等速ジョイントにおいて、
前記外輪ボール溝および前記内輪ボール溝に対する前記削り加工は、少なくとも前記ボールの転動範囲に施され、前記ボールの転動範囲以外の少なくとも一部の領域の前記削り加工が省略されていることである。
軸方向一方に開口部を有する筒状に形成されて内周面に軸方向に延びる複数の外輪ボール溝を有する外輪と、
該外輪の内側に配設され、外周面に軸方向に延びる複数の内輪ボール溝を有する内輪と、
前記外輪ボール溝および前記内輪ボール溝を転動し、前記外輪と前記内輪との間でトルクを伝達する複数のボールと、
環状に形成されて周方向に前記ボールをそれぞれ収容する複数の窓部を有し、前記外輪と前記内輪との間に配設された保持器と、を備え、
前記外輪ボール溝および前記内輪ボール溝の前記ボールが接触する溝面に削り加工が施されているボール型等速ジョイントにおいて、
前記外輪ボール溝および前記内輪ボール溝に対する前記削り加工は、少なくとも前記ボールの転動範囲に施され、前記ボールの転動範囲以外の少なくとも一部の領域の前記削り加工が省略されていることである。
なお、本発明において、削り加工とは、外輪ボール溝および内輪ボール溝の精度を確保するために行うものであって、砥石などを用いて行う切削加工や研磨加工などが含まれる。
請求項2に係る発明の構成上の特徴は、請求項1に記載のボール型等速ジョイントにおいて、前記削り加工が施される加工領域は、前記外輪ボール溝および前記内輪ボール溝の軸方向中央部に設けられ、前記削り加工が施されない未加工領域は、前記加工領域の軸方向両側に設けられていることである。
請求項3に係る発明の構成上の特徴は、請求項1又は2に記載のボール型等速ジョイントにおいて、前記外輪ボール溝の前記未加工領域の溝底は、前記加工領域の溝底の延長線よりも径方向外方に位置していることである。
請求項4に係る発明の構成上の特徴は、請求項1〜3のいずれか一項に記載のボール型等速ジョイントにおいて、前記内輪ボール溝の前記未加工領域の溝底は、前記加工領域の溝底の延長線よりも径方向内方に位置していることである。
請求項5に係る発明の構成上の特徴は、請求項1〜4のいずれか一項に記載のボール型等速ジョイントにおいて、前記外輪ボール溝および前記内輪ボール溝の前記未加工領域の溝底の軸方向断面形状は、円弧状の曲線とされていることである。
請求項6に係る発明の構成上の特徴は、請求項1〜5のいずれか一項に記載のボール型等速ジョイントにおいて、ジョイント作動角が35°以下に設定されていることである。
請求項1に係る発明によれば、外輪ボール溝および内輪ボール溝に対する削り加工は、少なくともボールの転動範囲に施され、ボールの転動範囲以外の少なくとも一部の領域の削り加工が省略されているので、外輪ボール溝および内輪ボール溝に対して施される削り加工の範囲を縮小することが可能となり、低コスト化を達成することができる。
請求項2に係る発明によれば、削り加工が施される加工領域は、外輪ボール溝および内輪ボール溝の軸方向中央部に設けられ、削り加工が施されない未加工領域は、加工領域の軸方向両側に設けられているので、未加工領域を最大限に設定することができるため、大幅な低コスト化が可能となる。特に、外輪ボール溝の奥側(外輪の開口部と反対側)の端部が未加工領域とされているので、低コスト化を有利に達成することができる。即ち、外輪ボール溝の奥側の端部を加工する場合には、加工用の工具を外輪内部の奥まで入れ難いので作業性が悪く、また、長さの長い工具を用いるとその剛性が低くなるため、加工時間が長くなるなど不利な条件が発生するからである。
また、外輪ボール溝および内輪ボール溝の未加工領域が加工領域の軸方向両側に設けられていることにより、外輪ボール溝および内輪ボール溝にボールを組み付ける際に必要となる各ボール溝の軸方向長さを確保することができる。なお、外輪ボール溝および内輪ボール溝にボールを組み付ける際には、外輪軸線と内輪軸線との交差角度がジョイント作動角よりも大きくなった状態にされるため、外輪ボール溝および内輪ボール溝は、ジョイント作動角の範囲においてボールが転動する範囲の長さ以上の長さが必要となる。
また、内輪ボール溝の未加工領域が加工領域の軸方向両側に設けられていることによって、内輪の軸方向長さを十分に確保することができる。これにより、内輪のより大きな断面積を確保して、ねじり剛性を高めることができる。また、内輪の内周に軸部材がスプライン嵌合される場合には、スプラインの歯面に掛かる面圧を低く押さえることができる。さらに、内輪と内輪の外周面に球面接触する保持器との摺動を滑らかに且つ安定的に行い得るようにすることができる。
請求項3に係る発明によれば、外輪ボール溝の未加工領域の溝底は、加工領域の溝底の延長線よりも径方向外方に位置しているので、外輪ボール溝の加工領域と未加工領域との境界に段差が形成されにくくなる。これにより、外輪ボール溝および内輪ボール溝にボールを組み付ける際に、外輪ボール溝の一端側から他端側までの全域でボールを円滑に転動させることができるので、ボールの組付けを容易に行うことができる。なお、外輪ボール溝の未加工領域の溝底部の軸方向における断面形状は、直線であっても、円弧状の曲線であってもよい。本発明においては、これらの直線や曲線が、加工領域の溝底の延長線よりも径方向外方に位置するようにされる。
請求項4に係る発明によれば、内輪ボール溝の未加工領域の溝底は、加工領域の溝底の延長線よりも径方向内方に位置しているので、内輪ボール溝の加工領域と未加工領域との境界に段差が形成されにくくなる。これにより、外輪ボール溝および内輪ボール溝にボールを組み付ける際に、内輪ボール溝の一端側から他端側までの全域でボールを円滑に転動させることができるので、ボールの組付けを容易に行うことができる。
なお、内輪ボール溝の未加工領域の溝底の軸方向における断面形状は、直線であっても、円弧状の曲線であってもよい。本発明においては、これらの直線や曲線が、加工領域の溝底の延長線よりも径方向内方に位置するようにされる。ここで、加工領域の溝底の延長線とは、次のことを意味する。加工領域の溝底の軸方向に沿った断面形状が直線の場合には、当該延長線は、当該直線をそのまま延長させた直線となる。また、加工領域の溝底の軸方向に沿った断面形状が円弧状の場合には、当該延長線は、当該円弧を同一半径にて延長させた円弧状となる。つまり、当該延長線とは、加工領域の溝底の軸方向における断面形状の線の状態をそのまま維持させて延長させた線を意味する。
また、内輪ボール溝の未加工領域が外輪の奥側となる端部に設けられていることによって、内輪を保持器内に窓部を利用して組み込む際に干渉し難くなるので、内輪と保持器との組み付けが容易になる。さらに、窓部の角部に形成される円弧凹状Rの半径を大きくすることが可能となるので、保持器の強度を確保しつつジョイントサイズの小型化が可能となる。
請求項5に係る発明によれば、外輪ボール溝および内輪ボール溝の未加工領域の溝底の断面形状は、円弧状の曲線とされているので、外輪ボール溝および内輪ボール溝の加工領域と未加工領域との境界を滑らかに接続させることができる。これにより、外輪ボール溝および内輪ボール溝にボールを組み付ける際の組付け作業を、更に容易に行うことができる。
請求項6に係る発明によれば、ジョイント作動角が35°以下に設定されていることにより、特に車両のリヤ側に好適に設置されるジョイント作動角が小さいボール型等速ジョイントを実現することができる。
以下、本発明のボール型等速ジョイントを具体化した実施形態について図面を参照しつつ説明する。
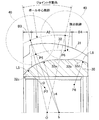
本実施形態のボール型等速ジョイント10(以下、単に「等速ジョイント」と称す)の構成について、図1を参照して説明する。図1は、本実施形態に係る等速ジョイント10の所定角度のジョイント角θをとった状態の軸方向断面図である。なお、以下の説明において、外輪20の開口側とは、図1の左側を意味し、外輪20の奥側とは、図1の右側を意味する。
本実施形態の等速ジョイント10は、図1に示すように、ジョイント中心固定式ボール型等速ジョイント(「ツェッパ形等速ジョイント」とも称す)であって、Rr車両においてリヤ側に設置されるドライブシャフトのアウトボードジョイントとして好適に使用されるものである。そのため、等速ジョイント10のジョイント作動角は、35°以下の小さい角度範囲となるように、20°〜30°の範囲に設定されている(図2および図3参照)。この等速ジョイント10は、複数の外輪ボール溝23を有する外輪20と、複数の内輪ボール溝32を有する内輪30と、複数のボール40と、保持器50と、から構成されている。以下、各構成部品について詳細に説明する。
外輪20は、図1の左側に開口部を有するカップ状(有底筒状)に形成されている。この外輪20のカップ底部の外方(図1の右側)には、連結軸21が外輪軸方向に延びるように一体形成されている。この連結軸21は、他の動力伝達軸に連結される。外輪20の内周面は、凹球面状に形成されている。具体的には、外輪20の凹球面状内周面22は、外輪軸線L1と内輪軸線L2との交点Oを曲率中心として描かれる球面の一部により形成されており、外輪軸方向に切断した断面で見た場合に円弧凹状に形成されている。
さらに、外輪20の内周面には、外輪軸直交方向断面がほぼ円弧凹状の複数の外輪ボール溝23が、ほぼ外輪軸方向に延びるように形成されている。この外輪ボール溝23の詳細については後述する。これら複数(本実施形態では6本)の外輪ボール溝23は、径方向に切断した断面で見た場合に、周方向に等間隔(本実施形態においては60度間隔)に形成されている。ここで、外輪軸方向とは、外輪20の中心軸を通る方向、すなわち、外輪20の回転軸方向を意味する。
内輪30は、環状に形成され、外輪20の内側に配置されている。この内輪30の外周面31は、凸球面状に形成されている。具体的には、内輪30の凸球面状外周面31は、外輪軸線L1と内輪軸線L2との交点Oを曲率中心として描かれる球面の一部により形成されており、内輪軸方向に切断した断面で見た場合に一様な円弧、つまり凸状の部分球面状に形成されている。
また、内輪30の外周面には、内輪軸直交方向断面がほぼ円弧凹状からなる複数の内輪ボール溝32が、ほぼ内輪軸方向に延びるように形成されている。この内輪ボール溝32の詳細については後述する。これら複数(本実施形態では6本)の内輪ボール溝32は、径方向に切断した断面で見た場合に、周方向に等間隔(本実施形態では60度間隔)に、且つ、外輪20に形成される外輪ボール溝23と同数形成されている。つまり、それぞれの内輪ボール溝32が、外輪20のそれぞれの外輪ボール溝23に対向するように位置する。
隣り合う内輪ボール溝32の間には、径方向外方に突出する突部33がそれぞれ形成されている。各突部33の軸方向一端側(図1の左側)の凸球面状外周面31側には、切欠き34が設けられており、これにより各突部33の半径方向先端部の軸方向長さが短くされている。
また、内輪30の内周面には、内輪軸方向に延びる内周スプライン35が形成されている。この内周スプライン35は、動力伝達軸36の外周スプラインに嵌合(噛合)されている。ここで、内輪軸方向とは、内輪30の中心軸を通る方向、すなわち、内輪30の回転軸方向を意味する。
複数のボール40は、それぞれ、外輪20の外輪ボール溝23と、当該外輪ボール溝23に対向する内輪30の内輪ボール溝32に挟まれるように配置されている。そして、それぞれのボール40は、それぞれの外輪ボール溝23およびそれぞれの内輪ボール溝32に対して、転動自在で周方向(外輪軸回りまたは内輪軸回り)に係合している。従って、ボール40は、外輪20と内輪30との間でトルクを伝達する。
保持器50は、環状に形成されている。この保持器50の外周面51は、外輪20の凹球面状内周面22にほぼ対応する部分球面状、すなわち凸球面状に形成されている。一方、保持器50の内周面52は、内輪30の凸球面状外周面31にほぼ対応する部分球面状、すなわち凹球面状に形成されている。この保持器50は、外輪20の凹球面状内周面22と内輪30の凸球面状外周面31との間に配置されている。この保持器50は、周方向(保持器軸心の周方向)に等間隔に配置された、ほぼ矩形の貫通孔である複数の窓部53を有する。保持器50の窓部53は、ボール40と同数形成されている。そして、それぞれの窓部53に、ボール40が1つずつ収容されている。各窓部53の4箇所の角部には円弧凹状Rが設けられている。これにより、隣り合う窓部53の間に位置するそれぞれの柱部の強度向上が図られている。
次に、外輪20の内周面に設けられた外輪ボール溝23について、図2を参照して詳細に説明する。図2は、本実施形態に係る外輪の要部を拡大して示す軸方向に沿う部分断面図である。
図2に示すように、外輪ボール溝23は、軸方向中央部に位置し削り加工が施された加工領域A1と、加工領域の軸方向両側に位置し削り加工が施されない未加工領域B1、B2とを有する。加工領域A1の溝底は、外輪軸線L1と内輪軸線L2との交点Oから外輪20の開口部側へオフセットした点aを曲率中心として描かれる円弧状の曲線23aにより形成されている。この加工領域A1は、外輪ボール溝23におけるボール40の転動範囲を含むように設定されている。即ち、ボール40の転動範囲は、ジョイント作動角が最大となった時にボール40が外輪ボール溝23に接触する二つの接点P1、P2間の範囲となり、このボール40の転動範囲が加工領域A1内に入るようにされている。
なお、本実施形態の場合、加工領域A1の軸方向長さがボール40の転動範囲の軸方向長さよりも長くされているが、加工領域A1の軸方向長さをボール40の転動範囲の軸方向長さと同じになるまで、最大限短くすることが可能である。
そして、外輪20の開口部側に位置する未加工領域B1の溝底は、外輪20の径方向外方に位置する点P3を曲率中心として描かれる円弧状の曲線23bにより形成されている。これにより、未加工領域B1の溝底は、外輪20の開口部側へ向かうに連れて径方向外方へ湾曲し、加工領域A1の溝底の延長線(破線)L3よりも径方向外方に位置している。これにより、加工領域A1の削り加工を施した時に、加工領域A1と未加工領域B1との境界に段差が形成され難くされている。また、未加工領域B1の溝底の断面形状が円弧状の曲線であるため、直線にした場合に比べて、加工領域A1と未加工領域B1との境界が滑らかに接続している。
一方、外輪20の奥側に位置する未加工領域B2の溝底は、点aよりも遠くに位置する点P4を曲率中心として描かれる円弧状の曲線23cにより形成されている。なお、点P4から未加工領域B2の溝底までの距離(曲率半径r1)は、点aから加工領域A1の溝底までの距離(曲率半径r2)よりも大きい。この未加工領域B2の溝底は、加工領域A1の溝底の延長線(破線)L4よりも径方向外方に位置している。これにより、加工領域A1の削り加工を施した時に、加工領域A1と未加工領域B2との境界に段差が形成され難くされている。また、未加工領域B2の溝底の断面形状が円弧状の曲線であるため、直線にした場合に比べて、加工領域A1と未加工領域B2との境界が滑らかに接続している。
次に、内輪30の外周面に設けられた内輪ボール溝32について、図3を参照して詳細に説明する。図3は、本実施形態に係る内輪の要部を拡大して示す軸方向に沿う部分断面図である。
図3に示すように、内輪ボール溝32は、軸方向中央部に位置し削り加工が施された加工領域A2と、加工領域の軸方向両側に位置し削り加工が施されない未加工領域B3、B4とを有する。加工領域A2の溝底は、交点Oから外輪20の奥側(図3の右側)へオフセットした点bを曲率中心として描かれる円弧状の曲線32aと、その曲線32aの一端から接線方向に延びる直線32bとにより形成されている。この加工領域A2は、内輪ボール溝32におけるボール40の転動範囲を含むように設定されている。即ち、ボール40の転動範囲は、ジョイント作動角が最大となった時にボール40が外輪ボール溝23に接触する二つの接点P5、P6間の範囲となり、このボール40の転動範囲が加工領域A2内に入るようにされている。
なお、本実施形態の場合、加工領域A2の軸方向長さがボール40の転動範囲の軸方向長さよりも長くされているが、加工領域A2の軸方向長さをボール40の転動範囲の軸方向長さと同じになるまで、最大限短くすることが可能である。
そして、外輪20の開口部側(図3の左側)に位置する未加工領域B3の溝底は、内輪30の溝底と点bとの間に位置する点P7を曲率中心として描かれる円弧状の曲線32cにより形成されている。なお、点P7から未加工領域B3の溝底までの距離(曲率半径r3)は、点bから加工領域A2の溝底までの距離(曲率半径r4)よりも小さい。この未加工領域B3の溝底は、加工領域A2の溝底の延長線(破線)L5よりも径方向内方に位置している。これにより、加工領域A2の削り加工を施した時に、加工領域A2と未加工領域B3との境界に段差が形成され難くされている。また、未加工領域B3の溝底の断面形状が円弧状の曲線であるため、直線にした場合に比べて、加工領域A2と未加工領域B3との境界が滑らかに接続している。
一方、外輪20の奥側(図3の右側)に位置する未加工領域B4の溝底は、内輪30の凸球面状外周面31よりも径方向内方に位置する点P8を曲率中心として描かれる円弧状の曲線32dにより形成されている。この未加工領域B4の溝底は、加工領域A2の溝底の延長線(破線)L6よりも径方向内方に位置している。これにより、加工領域A2の削り加工を施した時に、加工領域A2と未加工領域B4との境界に段差が形成され難くされている。また、未加工領域B4の溝底の断面形状が円弧状の曲線であるため、直線にした場合に比べて、加工領域A2と未加工領域B4との境界が滑らかに接続している。
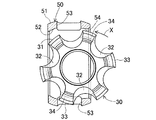
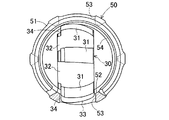
次に、上記のように構成された内輪30を保持器50に組み付ける場合について、図4および図5を参照して詳細に説明する。図4は、本実施形態に係る等速ジョイント10の内輪30を保持器50内に組み込む方法を示す保持器50を破断した全体正面図である。図5は、図4の右側面図である。
図4および図5に示すように、内輪30を保持器50内に組み付けるには、保持器50の内周面の一端側に形成された導入面54に、内輪30の内輪ボール溝32を跨がせて内輪ボール溝32の間の突部33を窓部53内に挿入する。この時、内輪ボール溝32の一端側(外輪20の奥側)には、溝底が円弧状の曲線32dにより形成された未加工領域B4が設けられているので、内輪30の突部33を保持器50の窓部53内に干渉することなく容易に挿入することができる。
その後、挿入された突部33付近を中心として内輪30を矢印X方向に回動させて保持器50内に入れ、内輪30の凸球面状外周面31の中心点を保持器50の内周面52の中心点に合わせてから内輪30を90°回転させて、内輪30の凸球面状外周面31と保持器50の内周面52を球面係合させることにより、内輪30と保持器50の組付けが完了する。
以上のように、本実施形態の等速ジョイント10によれば、外輪ボール溝23および内輪ボール溝32に対する削り加工は、少なくともボール40の転動範囲に施され、ボール40の転動範囲以外の少なくとも一部の領域の削り加工が省略されているので、外輪ボール溝23および内輪ボール溝32に対して施される削り加工の範囲を縮小することが可能となり、低コスト化を達成することができる。
本実施形態においては、未加工領域B1〜B4が、各加工領域A1、A2の軸方向両側の合計4箇所に設けられているので、未加工領域を最大限に設定することができるため、大幅な低コスト化が可能となる。特に、外輪ボール溝23の奥側の端部が未加工領域B2とされているので、この領域B2の削り加工を行った場合に被る作業の困難性や時間効率などの不利な条件を回避することができるため、低コスト化を有利に達成することができる。
また、外輪ボール溝23および内輪ボール溝32の未加工領域B1〜B4が加工領域A1、A2の軸方向両側に設けられていることにより、外輪ボール溝23および内輪ボール溝32に40ボールを組み付ける際に必要となる各ボール溝23、32の軸方向長さを確保することができる。さらに、内輪30の軸方向長さを十分に確保することができるので、内輪30のより大きな断面積を確保して、ねじり剛性を高めることができる。また、スプライン嵌合された内輪30と動力伝達軸36のスプラインの歯面に掛かる面圧を低く押さえることができるので、必要な強度を確保することができる。また、内輪30と保持器50との球面摺動を滑らかに且つ安定的に行い得るようにすることができる。
そして、外輪ボール溝23の未加工領域B1、B2の溝底は、加工領域A1の溝底の延長線L3、L4よりも径方向外方に位置しているので、外輪ボール溝23の加工領域A1と未加工領域B1、B2との境界に段差が形成され難くなる。また、内輪ボール溝32の未加工領域B3、B4の溝底は、加工領域A2の溝底の延長線L5、L6よりも径方向内方に位置しているので、内輪ボール溝32の加工領域A2と未加工領域B3、B4との境界に段差が形成され難くなる。これにより、外輪ボール溝23および内輪ボール溝32にボール40を組み付ける際に、外輪ボール溝23および内輪ボール溝32の全域でボール40を円滑に転動させることができるので、ボール40の組付け作業を容易に行うことができる。
さらに、内輪ボール溝32の一端側(外輪20の奥側)には、溝底が円弧状の曲線32dにより形成された未加工領域B4が設けられているので、内輪30と保持器50との組み付けが容易になるとともに、窓部53の角部に形成される円弧凹状Rの半径を大きくすることが可能となるので、保持器50の強度を確保しつつジョイントサイズを小型化することができる。
また、外輪ボール溝23および内輪ボール溝32の未加工領域B1〜B4の溝底の断面形状は、円弧状の曲線とされているので、加工領域A1と未加工領域B1、B2、および加工領域A2と未加工領域B3、B4との境界を滑らかに接続させることができる。これにより、ボール40をより円滑に転動させることができるので、外輪ボール溝および内輪ボール溝にボールを組み付ける際の組付け作業を、更に容易に行うことができる。
なお、本実施形態においては、外輪ボール溝23の軸方向両側と内輪ボール溝32の軸方向両側の合計4箇所に未加工領域B1〜B4が設けられているが、4箇所のうちの少なくとも1箇所に未加工領域を設ければ、未加工領域を設けた箇所数に応じて削り加工の範囲を縮小することができるので、低コスト化を達成することができる。特に、外輪ボール溝23の未加工領域B2を優先的に設けることにより、低コスト化を有利に達成することができる。
10:ボール型等速ジョイント、 20:外輪、 21:連結軸、 22:凹球面状内周面、 23:外輪ボール溝、 30:内輪、 31:凸球面状外周面、 32:内輪ボール溝、 33:突部、 34:切欠き、 35:内周スプライン、 36:動力伝達軸、 40:ボール、 50:保持器、 53:窓部、 A1、A2:加工領域、 B1〜B4:未加工領域、 L1:外輪軸線、 L2:内輪軸線、 L3〜L6:延長線。
Claims (6)
- 軸方向一方に開口部を有する筒状に形成されて内周面に軸方向に延びる複数の外輪ボール溝を有する外輪と、
該外輪の内側に配設され、外周面に軸方向に延びる複数の内輪ボール溝を有する内輪と、
前記外輪ボール溝および前記内輪ボール溝を転動し、前記外輪と前記内輪との間でトルクを伝達する複数のボールと、
環状に形成されて周方向に前記ボールをそれぞれ収容する複数の窓部を有し、前記外輪と前記内輪との間に配設された保持器と、を備え、
前記外輪ボール溝および前記内輪ボール溝の前記ボールが接触する溝面に削り加工が施されているボール型等速ジョイントにおいて、
前記外輪ボール溝および前記内輪ボール溝に対する前記削り加工は、少なくとも前記ボールの転動範囲に施され、前記ボールの転動範囲以外の少なくとも一部の領域の前記削り加工が省略されていることを特徴とするボール型等速ジョイント。 - 請求項1において、
前記削り加工が施される加工領域は、前記外輪ボール溝および前記内輪ボール溝の軸方向中央部に設けられ、
前記削り加工が施されない未加工領域は、前記加工領域の軸方向両側に設けられていることを特徴とするボール型等速ジョイント。 - 請求項1または2において、
前記外輪ボール溝の前記未加工領域の溝底は、前記加工領域の溝底の延長線よりも径方向外方に位置していることを特徴とするボール型等速ジョイント。 - 請求項1〜3のいずれか一項において、
前記内輪ボール溝の前記未加工領域の溝底は、前記加工領域の溝底の延長線よりも径方向内方に位置していることを特徴とするボール型等速ジョイント。 - 請求項1〜4のいずれか一項において、
前記外輪ボール溝および前記内輪ボール溝の前記未加工領域の溝底の軸方向断面形状は、円弧状の曲線とされていることを特徴とするボール型等速ジョイント。 - 請求項1〜5のいずれか一項において、
ジョイント作動角が35°以下に設定されていることを特徴とするボール型等速ジョイント。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009031156A JP2010185538A (ja) | 2009-02-13 | 2009-02-13 | ボール型等速ジョイント |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009031156A JP2010185538A (ja) | 2009-02-13 | 2009-02-13 | ボール型等速ジョイント |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010185538A true JP2010185538A (ja) | 2010-08-26 |
Family
ID=42766315
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009031156A Pending JP2010185538A (ja) | 2009-02-13 | 2009-02-13 | ボール型等速ジョイント |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010185538A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101792163B1 (ko) | 2016-07-01 | 2017-10-31 | 이래오토모티브시스템 주식회사 | 고정형 등속 조인트 |
| DE102017112106A1 (de) | 2016-06-06 | 2017-12-07 | Jtekt Corporation | Gleichlaufgelenk und verfahren zu dessen herstellung |
-
2009
- 2009-02-13 JP JP2009031156A patent/JP2010185538A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102017112106A1 (de) | 2016-06-06 | 2017-12-07 | Jtekt Corporation | Gleichlaufgelenk und verfahren zu dessen herstellung |
| US10458480B2 (en) | 2016-06-06 | 2019-10-29 | Jtekt Corporation | Constant velocity joint and method of manufacturing the same |
| KR101792163B1 (ko) | 2016-07-01 | 2017-10-31 | 이래오토모티브시스템 주식회사 | 고정형 등속 조인트 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5138449B2 (ja) | 等速自在継手 | |
| JP5340897B2 (ja) | 固定式等速自在継手 | |
| WO2011043268A1 (ja) | 固定式等速自在継手 | |
| EP2716925B1 (en) | Constant velocity universal joint | |
| JP2012017809A5 (ja) | ||
| US20100064498A1 (en) | Inner joint part for a constant velocity universal joint and process of producing same | |
| WO2009145034A1 (ja) | 固定型等速自在継手 | |
| US9121453B2 (en) | Double-offset constant velocity universal joint | |
| JP2007064264A (ja) | 固定型等速自在継手 | |
| CN107477101B (zh) | 等速万向节及其制造方法 | |
| KR101405073B1 (ko) | 고정식 등속 유니버설 조인트 | |
| JP2010185538A (ja) | ボール型等速ジョイント | |
| JP5978647B2 (ja) | 十字軸式自在継手 | |
| JP4515377B2 (ja) | 固定型等速自在継手 | |
| JP5740857B2 (ja) | ボール型等速ジョイント | |
| JP5299247B2 (ja) | ボール型等速ジョイント | |
| JP2008089112A (ja) | 等速自在継手 | |
| JP2007064322A (ja) | 固定型等速自在継手 | |
| JP2009127637A (ja) | 等速自在継手 | |
| JP5967185B2 (ja) | ボール型等速ジョイント | |
| JP5398968B2 (ja) | 固定式等速自在継手 | |
| JP5146769B2 (ja) | ボール型等速ジョイント | |
| JP2007232192A (ja) | 固定式等速自在継手 | |
| JP2015187503A (ja) | 十字軸式自在継手 | |
| JP2007078123A (ja) | 固定式等速自在継手 |