JP2010142831A - 粉末成形プレス機の上下パンチの清掃方法およびその装置 - Google Patents
粉末成形プレス機の上下パンチの清掃方法およびその装置 Download PDFInfo
- Publication number
- JP2010142831A JP2010142831A JP2008321383A JP2008321383A JP2010142831A JP 2010142831 A JP2010142831 A JP 2010142831A JP 2008321383 A JP2008321383 A JP 2008321383A JP 2008321383 A JP2008321383 A JP 2008321383A JP 2010142831 A JP2010142831 A JP 2010142831A
- Authority
- JP
- Japan
- Prior art keywords
- punch
- brush
- powder
- punches
- die
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 239000000843 powder Substances 0.000 title claims abstract description 41
- 238000004140 cleaning Methods 0.000 title claims abstract description 23
- 238000000034 method Methods 0.000 title claims abstract description 10
- 239000013067 intermediate product Substances 0.000 claims description 13
- 238000000465 moulding Methods 0.000 claims description 13
- 239000002184 metal Substances 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 5
- 239000000919 ceramic Substances 0.000 description 2
- 238000000748 compression moulding Methods 0.000 description 2
- 238000010304 firing Methods 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000011230 binding agent Substances 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000007790 scraping Methods 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
Images


Landscapes
- Cleaning In General (AREA)
Abstract
【解決手段】製品を取り出した後、上パンチ2、下パンチ3が開いた状態においてこれらの中間に上下方向にブラシを備えたパンチクリーナ4を挿入し、このパンチクリーナを上昇させるか、あるいは上パンチを下降させ、ブラシを上パンチに接触させたまま振動および/または水平移動させて上パンチ下面に付着した粉末を除去し、パンチクリーナを下降させるか、あるいは下パンチを上昇させ、ブラシを下パンチに接触させたまま振動および/または水平移動させて下パンチ上面に付着した粉末を除去する。
【選択図】図3
Description
本発明は、上下パンチの平面形状が直線状で、かつそれが複数列並んだりしている場合に好適な粉末成形プレス機の上下パンチの清掃方法およびその装置を提供することを目的とする。
請求項3に記載の本発明は、ダイの上下に直線形状の上パンチ、下パンチを複数列配置し、下パンチとダイとで形成される空間内に粉末を充填し、上から上パンチを下降させてこの粉末を圧縮、成形して中間製品を得る粉末成形プレス機において、上下方向にブラシを備え、前記上パンチと下パンチとの中間に挿入可能でかつ、前記上パンチまたは下パンチに対してブラシを接触させるため昇降可能であり、前記ブラシが振動および/または水平移動可能であることを特徴とする粉末成形プレス機の上下パンチの清掃装置である。
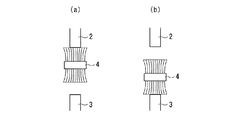
パンチクリーナ4を挿入したら、図3(a)に示すようにパンチクリーナ4を上昇させるか、あるいは上パンチ2を下降させ、上側のブラシ41を上パンチ2に接触させ、上パンチ2の下面に付着した粉末を清掃、除去する。つづいて図3(b)に示すようにパンチクリーナ4を下降させるか、あるいは下パンチ3を上昇させ、下側のブラシ41を下パンチ3に接触させ、下パンチ3の上面に付着した粉末を清掃、除去する。
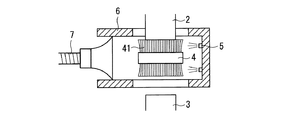
6はパンチクリーナを囲むケーシング、7は吸引ダクトである。
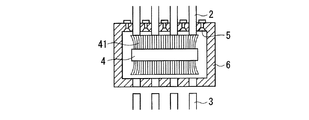
ケーシング6の上下面には上下パンチが出入するスリットが設けられており、清掃中は上下パンチはこのスリットを通ってケーシング内のブラシと接触する。清掃中に発生する粉塵はノズル5による気流に乗って吹き飛ばされ、吸引ダクト7を経て排出される。ノズル5はケーシング6の先端部や上下スリットの両脇などに配置されている。
2 上パンチ(金型)
3 下パンチ(金型)
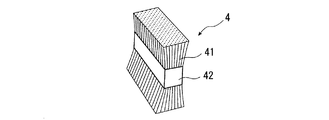
4 パンチクリーナ
5 ノズル
6 ケーシング
7 吸引ダクト
41 ブラシ
42 ブラシホルダ
G 中間製品
P 粉末
Claims (4)
- ダイの上下に直線形状の上パンチ、下パンチを複数列配置し、下パンチとダイとで形成される空間内に粉末を充填し、上から上パンチを下降させてこの粉末を圧縮、成形して中間製品を得る粉末成形プレス機において、前記中間製品を取り出した後、上パンチ、下パンチが開いた状態においてこれらの中間に上下方向にブラシを備えたパンチクリーナを挿入し、このパンチクリーナを上昇させるか、あるいは上パンチを下降させ、ブラシを上パンチに接触させたまま振動および/または水平移動させて上パンチ下面に付着した粉末を除去し、前記パンチクリーナを下降させるか、あるいは下パンチを上昇させ、ブラシを下パンチに接触させたまま振動および/または水平移動させて下パンチ上面に付着した粉末を除去することを特徴とする粉末成形プレス機の上下パンチの清掃方法。
- 前記ブラシ近傍に気体を噴射して、除去した粉末を吹き飛ばすようにした請求項1に記載の粉末成形プレス機の上下パンチの清掃方法。
- ダイの上下に直線形状の上パンチ、下パンチを複数列配置し、下パンチとダイとで形成される空間内に粉末を充填し、上から上パンチを下降させてこの粉末を圧縮、成形して中間製品を得る粉末成形プレス機において、上下方向にブラシを備え、前記上パンチと下パンチとの中間に挿入可能でかつ、前記上パンチまたは下パンチに対してブラシを接触させるため昇降可能であり、前記ブラシが振動および/または水平移動可能であることを特徴とする粉末成形プレス機の上下パンチの清掃装置。
- 前記ブラシが金型に対して斜め方向に向いている請求項3に記載の粉末成形プレス機の上下パンチの清掃装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008321383A JP2010142831A (ja) | 2008-12-17 | 2008-12-17 | 粉末成形プレス機の上下パンチの清掃方法およびその装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008321383A JP2010142831A (ja) | 2008-12-17 | 2008-12-17 | 粉末成形プレス機の上下パンチの清掃方法およびその装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010142831A true JP2010142831A (ja) | 2010-07-01 |
Family
ID=42563805
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008321383A Ceased JP2010142831A (ja) | 2008-12-17 | 2008-12-17 | 粉末成形プレス機の上下パンチの清掃方法およびその装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010142831A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102022115278A1 (de) | 2022-06-20 | 2023-12-21 | Dorst Technologies Gmbh & Co. Kg | Vorrichtung zum Reinigen einer Pulver-Presseneinrichtung, Kombination einer Pulver-Presseneinrichtung mit einer solchen Reinigungsvorrichtung und Verfahren zum Reinigen einer Pulver-Presseneinrichtung |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB134102A (en) * | 1918-12-13 | 1919-10-30 | Const S A C D A Schmid Atel | Improvements in or relating to Presses for Moulding Powdered Materials. |
| JP2000141097A (ja) * | 1998-11-12 | 2000-05-23 | Konica Corp | 錠剤圧縮成形方法及び錠剤圧縮成形装置 |
| JP2000202386A (ja) * | 1999-01-20 | 2000-07-25 | Ooyodo Diesel Kk | ダクト類の清掃方法及び装置 |
| JP2002331397A (ja) * | 2001-05-07 | 2002-11-19 | Sanwa System Engineering Kk | 粉末成形プレス機の金型清掃装置 |
| JP2003001497A (ja) * | 2001-06-20 | 2003-01-08 | Sekitekku:Kk | 粉体成形プレスの金型クリーニング装置 |
| JP2003275899A (ja) * | 2002-03-20 | 2003-09-30 | Totan Kako Kk | 粉粒体の成形装置、該成形装置を用いた粉粒体の成形方法、該成形方法で得られた成形体 |
| JP2008012914A (ja) * | 2006-07-07 | 2008-01-24 | Ibiden Co Ltd | 端面処理装置、ハニカム成形体の端面処理方法及びハニカム構造体の製造方法 |
-
2008
- 2008-12-17 JP JP2008321383A patent/JP2010142831A/ja not_active Ceased
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB134102A (en) * | 1918-12-13 | 1919-10-30 | Const S A C D A Schmid Atel | Improvements in or relating to Presses for Moulding Powdered Materials. |
| JP2000141097A (ja) * | 1998-11-12 | 2000-05-23 | Konica Corp | 錠剤圧縮成形方法及び錠剤圧縮成形装置 |
| JP2000202386A (ja) * | 1999-01-20 | 2000-07-25 | Ooyodo Diesel Kk | ダクト類の清掃方法及び装置 |
| JP2002331397A (ja) * | 2001-05-07 | 2002-11-19 | Sanwa System Engineering Kk | 粉末成形プレス機の金型清掃装置 |
| JP2003001497A (ja) * | 2001-06-20 | 2003-01-08 | Sekitekku:Kk | 粉体成形プレスの金型クリーニング装置 |
| JP2003275899A (ja) * | 2002-03-20 | 2003-09-30 | Totan Kako Kk | 粉粒体の成形装置、該成形装置を用いた粉粒体の成形方法、該成形方法で得られた成形体 |
| JP2008012914A (ja) * | 2006-07-07 | 2008-01-24 | Ibiden Co Ltd | 端面処理装置、ハニカム成形体の端面処理方法及びハニカム構造体の製造方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102022115278A1 (de) | 2022-06-20 | 2023-12-21 | Dorst Technologies Gmbh & Co. Kg | Vorrichtung zum Reinigen einer Pulver-Presseneinrichtung, Kombination einer Pulver-Presseneinrichtung mit einer solchen Reinigungsvorrichtung und Verfahren zum Reinigen einer Pulver-Presseneinrichtung |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10124374B2 (en) | Board cleaning apparatus | |
| JP5403403B2 (ja) | 鋳造ラインおよび砂落とし方法 | |
| CN111451499A (zh) | 一种含内部腔道类零件的激光选区熔化成形方法 | |
| CN104029279B (zh) | 一种快速成型异型砖的制砖设备及其方法 | |
| CN110614727B (zh) | 一种自动化精雕机及其精雕工艺 | |
| CN117960817A (zh) | 一种锻造齿座的挤压设备及成型方法 | |
| JP2016221875A (ja) | 三次元造形装置 | |
| JP2010142831A (ja) | 粉末成形プレス機の上下パンチの清掃方法およびその装置 | |
| CN103302057A (zh) | 自动除尘收集机 | |
| JP5592711B2 (ja) | 粉末成形品のばり取り装置 | |
| KR102141814B1 (ko) | 초경인서트 클리닝 장치 | |
| CN106903273B (zh) | 刹车盘砂芯机械手 | |
| CN205798130U (zh) | 一种自动排废料冲压模具 | |
| CN108943712B (zh) | 一种可连续工作的3d打印系统 | |
| CN213378789U (zh) | 一种汽车零部件冲压模具用除尘结构 | |
| CN113522812B (zh) | 一种塑胶模具加工设备 | |
| JP4410396B2 (ja) | 金型のクリーニング方法及びクリーニング装置 | |
| CN117840332A (zh) | 一种方便清洁的五金模具 | |
| JPH03234603A (ja) | 粉末成形体の表面掃除装置 | |
| CN212445756U (zh) | 一种电子陶瓷片自动成型设备 | |
| CN206622578U (zh) | 刹车盘砂芯机械手 | |
| CN207888427U (zh) | 一种压电去毛刺装置 | |
| CN216150475U (zh) | 一种硬质合金成型后自动清洁压机上下模装置 | |
| JP5493141B2 (ja) | 粉末成形部品のばり取り方法およびその装置 | |
| JP2010142832A (ja) | 粉末成形体吸着ヘッドの清掃方法およびその装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110801 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20110802 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20110801 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20110802 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111216 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130604 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130801 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20130801 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20130821 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140225 |
|
| A045 | Written measure of dismissal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A045 Effective date: 20140624 |