JP2010142816A - Welding equipment and method - Google Patents
Welding equipment and method Download PDFInfo
- Publication number
- JP2010142816A JP2010142816A JP2008319461A JP2008319461A JP2010142816A JP 2010142816 A JP2010142816 A JP 2010142816A JP 2008319461 A JP2008319461 A JP 2008319461A JP 2008319461 A JP2008319461 A JP 2008319461A JP 2010142816 A JP2010142816 A JP 2010142816A
- Authority
- JP
- Japan
- Prior art keywords
- blank material
- station
- welding
- blank
- positioning
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000003466 welding Methods 0.000 title claims abstract description 161
- 238000000034 method Methods 0.000 title claims description 35
- 238000005520 cutting process Methods 0.000 claims abstract description 41
- 239000000463 material Substances 0.000 claims description 293
- 238000003825 pressing Methods 0.000 description 56
- 239000011295 pitch Substances 0.000 description 12
- 230000002349 favourable effect Effects 0.000 description 4
- 235000012489 doughnuts Nutrition 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 230000001678 irradiating effect Effects 0.000 description 3
- 238000003860 storage Methods 0.000 description 3
- 238000009434 installation Methods 0.000 description 2
- 238000003698 laser cutting Methods 0.000 description 2
- 238000003672 processing method Methods 0.000 description 2
- 230000003028 elevating effect Effects 0.000 description 1
- 230000002452 interceptive effect Effects 0.000 description 1
- 238000003754 machining Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000001502 supplementing effect Effects 0.000 description 1
Images










Landscapes
- Laser Beam Processing (AREA)
Abstract
Description
本発明は、複数のブランク材を互いに溶接する溶接加工装置及び溶接加工方法に関する。 The present invention relates to a welding processing apparatus and a welding processing method for welding a plurality of blank materials to each other.
本願出願人は、特許文献1に示されるよう加工装置において、第1ブランク材に対して第2ブランク材の突き合せ溶接を行い、次いで第1ブランク材及び/または第2ブランク材に対して第3ブランク材の突き合せ溶接を行うものを開発中である。
上述のような突き合せ溶接において、第1ブランク材または第2ブランク材の寸法誤差や第2ブランク材の第1ブランク材に対する位置決め誤差により、第3ブランク材が第2ブランク材に対して所望の突き合せ状態を得られない場合があり、その場合には十分な溶接品質を得られないという問題が生じる。
本発明はこのような事情を考慮してなされたもので、その目的は、上述したような第1、第2及び第3ブランク材の突き合せ溶接を行う場合でも、ブランク材間の良好な突き合せ状態を得て、溶接品質を向上することができる溶接加工装置を提供することにある。
In the butt welding as described above, the third blank material is desired with respect to the second blank material due to the dimensional error of the first blank material or the second blank material or the positioning error of the second blank material with respect to the first blank material. There is a case where the butt state cannot be obtained, and in that case, there arises a problem that sufficient welding quality cannot be obtained.
The present invention has been made in view of such circumstances, and its purpose is to achieve a good butt between the blank materials even when the butt welding of the first, second and third blank materials as described above is performed. An object of the present invention is to provide a welding apparatus capable of obtaining a combined state and improving welding quality.
本発明の請求項1の溶接加工装置は、第1ブランク材と第2ブランク材との突き合せ溶接を行い、次いで第2ブランク材と第3ブランク材との突き合せ溶接を行うものであって、テーブル上に前記第1ブランク材を位置決めして固定し、その固定された第1ブランク材に前記第2ブランク材を突き合せることにより位置決めして同テーブルに固定する第1位置決めステーションと、前記テーブルに固定された前記第1ブランク材と前記第2ブランク材とを両者の突き合せ部で互いに溶接する第1溶接ステーションと、前記第2ブランク材における前記第3ブランク材との突き合せ縁を、設定された形状に修正するように切断する切断ステーションと、前記テーブル上において前記第2ブランク材に前記第3ブランク材を突き合せることにより位置決めして同テーブルに固定する第2位置決めステーションと、前記テーブルに固定された前記第2ブランク材と第3ブランク材とを両者の突き合せ部で互いに溶接する第2溶接ステーションとを備えたことを特徴とする。 The welding processing apparatus according to claim 1 of the present invention performs butt welding between the first blank material and the second blank material, and then performs butt welding between the second blank material and the third blank material. A first positioning station for positioning and fixing the first blank material on the table, positioning the second blank material against the fixed first blank material, and fixing the first blank material to the table; A first welding station that welds the first blank material and the second blank material fixed to a table to each other at a butt portion thereof, and a butt edge of the third blank material in the second blank material; By cutting the third blank material against the second blank material on the table, and a cutting station for cutting to correct the set shape A second positioning station for positioning and fixing to the table; and a second welding station for welding the second blank material and the third blank material fixed to the table to each other at their butted portions. It is characterized by that.
本発明の請求項2の溶接加工装置は、第1ブランク材と少なくとも1つの第2ブランク材との突き合せ溶接を行い、次いで前記第1ブランク材及び前記第2ブランク材と前記第3ブランク材との突き合せ溶接を行うものであって、テーブル上に前記第1ブランク材を位置決めして固定し、その固定された第1ブランク材に前記第2ブランク材を突き合せることにより位置決めして同テーブルに固定する第1位置決めステーションと、前記テーブルに固定された前記第1ブランク材と前記第2ブランク材を両者の突き合せ部で互いに溶接する第1溶接ステーションと、前記第1ブランク材及び第2ブランク材における前記第3ブランク材との突き合せ縁を、設定された形状に修正するように切断する切断ステーションと、前記テーブル上において前記第1及び第2ブランク材に前記第3ブランク材を突き合せることにより位置決めして同テーブルに固定する第2位置決めステーションと、前記テーブルに固定された前記第1及び第2ブランク材と第3ブランク材との突き合せ溶接を行う第2溶接ステーションとを備えたことを特徴とする。
The welding apparatus according to
請求項3の溶接加工装置は、請求項1または2において、前記第1位置決めステーション、前記第1溶接ステーション、前記切断ステーション、前記第2位置決めステーション、及び前記第2溶接ステーションの順番で各ステーションが並べられ、前記テーブルがこれらのステーションのすべてに配置されると共に、各ステーションで並行してプロセスが実行され、そして各ステーションでのプロセスが完了すると、すべてのテーブルが次のステーションに移動するように構成されたことを特徴とする。 According to a third aspect of the present invention, there is provided a welding apparatus according to the first or second aspect, wherein each station is in the order of the first positioning station, the first welding station, the cutting station, the second positioning station, and the second welding station. So that the tables are placed at all of these stations and the process is executed in parallel at each station, and when the process at each station is complete, all the tables are moved to the next station. It is structured.
請求項4の溶接加工装置は、請求項3において、前記第2溶接ステーションでプロセスを完了したテーブルは、完成品としての前記溶接された第1乃至第3ブランク材が同テーブルから搬出された後に、再び前記第1位置決めステーションに戻されるように構成されたことを特徴とする。
請求項5の溶接加工装置は、請求項4において、前記完成品としての前記溶接された第1乃至第3ブランク材の搬出を行うための搬出ステーションが、前記第2溶接ステーションの次に設けられたことを特徴とする。
According to a fourth aspect of the present invention, there is provided the welding processing apparatus according to the third aspect, wherein the table that has completed the process at the second welding station is provided after the welded first to third blank materials as unfinished products are unloaded from the table. , And is configured to be returned to the first positioning station again.
According to a fifth aspect of the present invention, there is provided the welding apparatus according to the fourth aspect, wherein an unloading station for unloading the welded first to third blank materials as the finished product is provided next to the second welding station. It is characterized by that.
本発明の請求項6の溶接加工方法は、第1ブランク材と第2ブランク材との突き合せ溶接を行い、次いで第2ブランク材と第3ブランク材との突き合せ溶接を行うものであって、テーブル上に前記第1ブランク材を位置決めして固定し、その固定された第1ブランク材に前記第2ブランク材を突き合せることにより位置決めして同テーブルに固定するステップと、前記テーブルに固定された前記第1ブランク材と前記第2ブランク材とを両者の突き合せ部で互いに溶接するステップと、前記第2ブランク材における前記第3ブランク材との突き合せ縁を、設定された形状に修正するように切断するステップと、前記テーブル上において前記第2ブランク材に前記第3ブランク材を突き合せることにより位置決めして同テーブルに固定するステップと、前記テーブルに固定された前記第2ブランク材と第3ブランク材とを両者の突き合せ部で互いに溶接するステップとを備えていることを特徴とする。
The welding method of
本発明の請求項7の溶接加工方法は、第1ブランク材と少なくとも1つの第2ブランク材との突き合せ溶接を行い、次いで前記第1ブランク材及び前記第2ブランク材と前記第3ブランク材との突き合せ溶接を行うものであって、テーブル上に前記第1ブランク材を位置決めして固定し、その固定された第1ブランク材に前記第2ブランク材を突き合せることにより位置決めして同テーブルに固定するステップと、前記テーブルに固定された前記第1ブランク材と前記第2ブランク材を両者の突き合せ部で互いに溶接するステップと、前記第1ブランク材及び第2ブランク材における前記第3ブランク材との突き合せ縁を、設定された形状に修正するように切断するステップと、前記テーブル上において前記第1及び第2ブランク材に前記第3ブランク材を突き合せることにより位置決めして同テーブルに固定するステップと、前記テーブルに固定された前記第1及び第2ブランク材と第3ブランク材とを両者の突き合せ部で互いに溶接するステップとを備えたことを特徴とする。 According to a seventh aspect of the present invention, there is provided a welding method comprising performing butt welding between a first blank material and at least one second blank material, and then the first blank material, the second blank material, and the third blank material. The first blank material is positioned and fixed on the table, and the second blank material is positioned and fixed to the fixed first blank material. A step of fixing to the table, a step of welding the first blank material and the second blank material fixed to the table to each other at a butting portion thereof, and the first blank material and the second blank material in the first blank material. A step of cutting the butt edge with the three blanks to correct the set shape, and the first and second blanks on the table on the first A step of positioning the blank material by butting and fixing the blank material to the same table, and a step of welding the first and second blank materials and the third blank material fixed to the table to each other at the butted portion of both. It is provided with.
本発明の請求項1の溶接加工装置において、前記第1位置決めステーションにおいて前記第1ブランク材及び第2ブランク材がテーブル上の所定位置に固定され、次いで前記第1溶接ステーションにおいて、前記第1及び第2ブランク材が互いに溶接され、さらに前記切断ステーションにおいて第2ブランク材における前記第3ブランク材に対する突き合せ縁が所期の形状に切断される。したがって、これら第1及び第2ブランク材の寸法誤差あるいは同第1及び第2ブランク材の突き合せ溶接により生じた誤差にかかわらず、前記第2位置決めステーションにおいて第2ブランク材と第3ブランク材との間の精度の高い突き合せ状態を得ることができる。これにより次の第2溶接ステーションにおいて、第2ブランク材と第3ブランク材との間の良好な突き合せ溶接を行うことが可能となり、その溶接の品質も向上することができる。 In the welding processing apparatus according to claim 1 of the present invention, the first blank material and the second blank material are fixed at predetermined positions on a table in the first positioning station, and then, in the first welding station, the first and second blank materials are fixed. The second blank materials are welded together, and the butt edge of the second blank material with respect to the third blank material is cut into the desired shape at the cutting station. Therefore, regardless of the dimensional error of the first and second blank materials or the error caused by the butt welding of the first and second blank materials, the second blank material and the third blank material at the second positioning station It is possible to obtain a highly accurate butted state between the two. Thereby, in the next 2nd welding station, it becomes possible to perform favorable butt welding between the 2nd blank material and the 3rd blank material, and the quality of the welding can also be improved.
本発明の請求項2の溶接加工装置において、前記第1位置決めステーションにおいて前記第1ブランク材及び第2ブランク材がテーブル上の所定位置に固定され、次いで前記第1溶接ステーションにおいて、前記第1及び第2ブランク材が互いに溶接され、さらに前記切断ステーションにおいて第1及び第2ブランク材における前記第3ブランク材に対する突き合せ縁が所期の形状に切断される。したがって、これら第1及び第2ブランク材の寸法誤差あるいは同第1及び第2ブランク材の突き合せ溶接により生じた誤差にかかわらず、前記第2位置決めステーションにおいて第1ブランク材及び第2ブランク材と第3ブランク材との間の精度の高い突き合せ状態を得ることができる。これにより次の第2溶接ステーションにおいて、第1及び第2ブランク材と第3ブランク材との間の良好な突き合せ溶接を行うことが可能となり、その溶接の品質も向上することができる。
In the welding processing apparatus according to
請求項3の溶接加工装置において、上述の各ステーション順番に並べられ、前記テーブルがこれらのステーションのすべてに配置されると共に、各ステーションで並行してプロセスが実行され、そして各ステーションでのプロセスが完了すると、すべてのテーブルが次のステーションに移動するように構成されている。したがって、ワークを加工するサイクル時間を短縮することができる。 4. The welding processing apparatus according to claim 3, wherein the stations are arranged in the order of the stations, the table is arranged at all of the stations, the processes are executed in parallel at the stations, and the processes at the stations are performed. When complete, all tables are configured to move to the next station. Therefore, the cycle time for machining the workpiece can be shortened.
請求項4の溶接加工装置において、前記完成品が搬出されたテーブルが、再び前記第1位置決めステーションに戻されるように構成されているので、各テーブルが各ステーションを循環することになり、必要なテーブル数を最小限に抑えることができる。
請求項5の溶接加工装置において、前記完成品の搬出を行うための搬出ステーションが、前記第2溶接ステーションの次に設けられているので、この搬出ステーションは搬出プロセス専用となり、完成品の搬出に十分に時間をかけることができる。
The welding processing apparatus according to
6. The welding processing apparatus according to claim 5, wherein a carry-out station for carrying out the finished product is provided next to the second welding station, so that the carry-out station is dedicated to the carry-out process and is used for carrying out the finished product. It can take enough time.
本発明の請求項6の溶接加工方法において、前記第1位置決めステーションにおいて前記第1ブランク材及び第2ブランク材がテーブル上の所定位置に固定され、次いで前記第1溶接ステーションにおいて、前記第1及び第2ブランク材が互いに溶接され、さらに前記切断ステーションにおいて第2ブランク材における前記第3ブランク材に対する突き合せ縁が所期の形状に切断される。したがって、これら第1及び第2ブランク材の寸法誤差あるいは同第1及び第2ブランク材の突き合せ溶接により生じた誤差にかかわらず、前記第2位置決めステーションにおいて第2ブランク材と第3ブランク材との間の精度の高い突き合せ状態を得ることができる。これにより次の第2溶接ステーションにおいて、第2ブランク材と第3ブランク材との間の良好な突き合せ溶接を行うことが可能となり、その溶接の品質も向上することができる。
The welding method according to
本発明の請求項7の溶接加工方法において、前記第1位置決めステーションにおいて前記第1ブランク材及び第2ブランク材がテーブル上の所定位置に固定され、次いで前記第1溶接ステーションにおいて、前記第1及び第2ブランク材が互いに溶接され、さらに前記切断ステーションにおいて第1及び第2ブランク材における前記第3ブランク材に対する突き合せ縁が所期の形状に切断される。したがって、これら第1及び第2ブランク材の寸法誤差あるいは同第1及び第2ブランク材の突き合せ溶接により生じた誤差にかかわらず、前記第2位置決めステーションにおいて第1ブランク材及び第2ブランク材と第3ブランク材との間の精度の高い突き合せ状態を得ることができる。これにより次の第2溶接ステーションにおいて、第1及び第2ブランク材と第3ブランク材との間の良好な突き合せ溶接を行うことが可能となり、その溶接の品質も向上することができる。 In the welding processing method according to claim 7 of the present invention, the first blank material and the second blank material are fixed at predetermined positions on the table in the first positioning station, and then, in the first welding station, the first and second blank materials are fixed. The second blank material is welded together, and the butt edge of the first and second blank materials with respect to the third blank material is cut into the desired shape at the cutting station. Therefore, regardless of the dimensional error of the first and second blank materials or the error caused by the butt welding of the first and second blank materials, the first blank material and the second blank material at the second positioning station A highly accurate butted state with the third blank can be obtained. Thereby, in the next 2nd welding station, it becomes possible to perform favorable butt welding between the 1st and 2nd blank material, and the 3rd blank material, and the quality of the welding can also be improved.
以下、図面を参照して本発明を実施するための最良の形態について説明する。
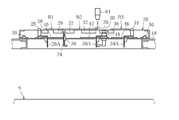
まず、本発明の一実施形態を図1〜図9に従って説明する。図1は同実施形態の溶接加工装置全体を示す平面図、図2は同溶接加工装置の縦断面図、図3は図1のテーブルを示す平面図、図4は図1の第1位置決めステーションの断面図、図5は第1位置決めステーションの作動を示す断面図、図6は図1の第1溶接加工ステーションを示す断面図、図7は図1の切断加工ステーションを示す断面図、図8は図1の第2位置決めステーションを示す断面図、図9は図1の第2溶接加工ステーションを示す断面図である。
The best mode for carrying out the present invention will be described below with reference to the drawings.
First, an embodiment of the present invention will be described with reference to FIGS. 1 is a plan view showing the entire welding processing apparatus of the embodiment, FIG. 2 is a longitudinal sectional view of the welding processing apparatus, FIG. 3 is a plan view showing the table of FIG. 1, and FIG. 4 is a first positioning station of FIG. FIG. 5 is a sectional view showing the operation of the first positioning station, FIG. 6 is a sectional view showing the first welding processing station of FIG. 1, FIG. 7 is a sectional view showing the cutting processing station of FIG. FIG. 9 is a sectional view showing the second positioning station of FIG. 1, and FIG. 9 is a sectional view showing the second welding processing station of FIG.
本溶接加工装置は、図1に示されるように、第1位置決めステーション2と、第1溶接加工ステーション4と、切断加工ステーション6と、第2位置決めステーション8と、第2溶接加工ステーション10と、搬出ステーション12を備え、これらの6つのステーション2乃至12は円周上に等ピッチで配置されている。これらステーションの上方には、基台14上にベアリング16を介して回転可能に支持された回転台18が設けられている。
As shown in FIG. 1, the present welding processing apparatus includes a
回転台18上には、上述のステーションの数に等しい6つのテーブル20が、前記ピッチと等しいピッチで配置されている。この回転台18は、図示しない駆動装置により前記1ピッチずつ矢印22に沿って回転できるように構成されており、これにより、各テーブル20が各ステーションで順に停止することができる。また回転台18は中心部が中空のドーナッツ形を有している。
On the
テーブル20は、板金パネルからなる第1ブランク材B1と2つの第2ブランク材B2の突き合せ溶接、及びこれら第2ブランク材B2と第3ブランク材B3の突き合せ溶接に適するように設計されている。より詳細には、図3に示されるように、テーブル20は、第1ブランク材B1の突き合せ縁B1aに当接可能な位置決め用ストッパ24と、第1ブランク材B1の突き合せ縁B1aがストッパ24に当接するように同第1ブランク材B1を押圧する第1押圧部材26と、第1ブランク材B1の幅方向の位置決め、すなわち第1押圧部材26による押圧方向とは直角方向の位置決めを行う第1ガイド部材27と、第1ブランク材B1をテーブルに固定する第1の固定装置としてのマグネットクランプ28を有している。
The table 20 is designed to be suitable for butt welding of the first blank material B1 made of a sheet metal panel and the two second blank materials B2, and butt welding of the second blank material B2 and the third blank material B3. Yes. More specifically, as shown in FIG. 3, the table 20 includes a
またテーブル20は、第2ブランク材B2の突き合せ縁B2aが、同テーブル8に固定された第1ブランク材B1の突き合せ縁B1aに当接するように、同第2ブランク材B2を押圧する第2押圧部材30と、第2ブランク材B2の幅方向の位置決め、すなわち第2押圧部材30による押圧方向とは直角方向の位置決めを行う第2ガイド部材31と、第2ブランク材B2をテーブル20に固定する第2の固定装置としてのマグネットクランプ32を有している。
Further, the table 20 presses the second blank material B2 so that the butt edge B2a of the second blank material B2 contacts the butt edge B1a of the first blank material B1 fixed to the table 8. The second pressing
さらにテーブル20は、第3ブランク材B3の突き合せ縁B3aが、同テーブル20に固定された第2ブランク材B2の突き合せ縁B2bに当接するように、同第3ブランク材B3を押圧する第3押圧部材34と、第3ブランク材B3の幅方向の位置決め、すなわち第3押圧部材34による押圧方向とは直角方向の位置決めを行う第3ガイド部材35と、第3ブランク材B3をテーブル20に固定する第3の固定装置としてのマグネットクランプ36を有している。
Further, the table 20 presses the third blank material B3 so that the butt edge B3a of the third blank material B3 comes into contact with the butt edge B2b of the second blank material B2 fixed to the table 20. The third pressing
位置決め用ストッパ24は、図5に示される、テーブル20の上面から突出してブランク材B1に当接可能な使用位置と、図4、図6〜図9に示される、テーブル20の上面から下降した格納位置とに移動できるように、テーブル20に設けられたガイド38に支持されている。なお、同ストッパ24は、通常は図4に示されるように、自重により、または図示しないスプリングにより、前記格納位置に位置するように構成されている。
The
第1押圧部材26は、テーブル20上の第1ブランク材B1を押圧できるように、テーブル20に設けられたガイド40に支持されると共に、テーブル20の下方に突出する係合部26Aを有している。
第2押圧部材30は、テーブル20上のブランク材B2を押圧できるようにガイド42に支持されると共に、テーブル20の下方に突出する係合部30Aを有している。さらに、この第2押圧部材30は、図5に示されるように、テーブル20上に突出する使用位置と、図4に示されるような、テーブル20の上面よりも下方に下降した格納位置とに移動できるように、ガイド42に支持された上下方向ガイド44に支持されている。なお、同押圧部材30は、通常は自重により、または図示しないスプリングにより、前記格納位置に位置するように構成されている。
The first pressing
The second pressing
第3押圧部材34は、テーブル20上のブランク材B3を押圧できるようにガイド46に支持されると共に、テーブル20の下方に突出する係合部30Aを有している。なお、第1押圧部材26、第2押圧部材30及び第3押圧部材34は、それぞれテーブル20との間に設けられた図示しないスプリングにより、それぞれガイド40、42及び46の所定位置に戻るように付勢されている。
The third pressing
第1、第2及び第3ガイド部材27、31及び35は、それぞれ第1、第2及び第3ブランク材B1、B2及びB3に当接する使用位置と、同使用位置から後退した非使用位置に移動可能である。これらガイド部材27、31及び35の移動は、押圧部材26、30及び34と同じように、第1位置決めステーション2及び第2位置決めステーション8に適宜設けられた図示しないアクチュエータにより移動されるように構成される。
The first, second, and
マグネットクランプ28、32及び36は、それぞれテーブル20の上面に設けられ、第1ブランク材B1、第2ブランク材B2及び第3ブランク材B3の下面を磁力により吸着してテーブル20に固定するものである。これらマグネットクランプ28、32及び36は、通常の永久磁石と、極性が反転可能な磁石と、同磁石の極性を反転するための電磁コイルとを備え、同電磁コイルへの通電により、表面上に磁力を発生する状態と、表面上から磁力を消失させる状態とに切換えることができるタイプのものが採用されている。そして、第1位置決めステーション2、第2位置決めステーション8及び搬出ステーション12において、これらマグネットクランプ28、32及び36の切換えのために、その電磁コイルに通電する必要がある。このため、図示しないが、各ステーション2、8及び12には、テーブル20にマグネットクランプ28、32及び36の制御電流を供給する非接触型のパワーサプライ装置が設けられている。
The magnet clamps 28, 32, and 36 are respectively provided on the upper surface of the table 20, and the lower surfaces of the first blank material B1, the second blank material B2, and the third blank material B3 are attracted by magnetic force and fixed to the table 20. is there. These magnet clamps 28, 32 and 36 include a normal permanent magnet, a magnet whose polarity can be reversed, and an electromagnetic coil for reversing the polarity of the magnet. A type that can be switched between a state in which a magnetic force is generated and a state in which the magnetic force disappears from the surface is employed. In the
なお、各テーブル20は、回転台18に設けられた位置決めピン50により同回転台18上の正確な位置に固定されている。
第1位置決めステーション2には、図4及び図5に示されるように、昇降用アクチュエータ52により昇降可能な位置決めステーションベース54が設けられている。同ベース54には、位置決め用ストッパ24をその使用位置に押し上げるストッパ用アクチュエータ56、第1押圧部材26を駆動する第1押圧用アクチュエータ58、及び第2押圧部材30を駆動する第2押圧用アクチュエータ60が設けられている。
Each table 20 is fixed at an accurate position on the
As shown in FIGS. 4 and 5, the
この位置決めステーション2において、図4に示されるように、ベース54が下降したときに、ストッパ用アクチュエータ56、第1及び第2押圧用アクチュエータ58及び60は、テーブル20が回転台18と共に移動しても何も干渉する部分がない。また位置決めステーション2において、図5に示されるようにベース54が上昇したときには、ストッパ用アクチュエータ56を駆動することによって、同アクチュエータ56の駆動部分56Aが位置決め用ストッパ24をその使用位置に移動することができ、またアクチュエータ58及び60の各駆動部分58A及び60Aが、押圧部材26及び30の係合部26A及び30Aに係合して押圧可能な状態となる。なお、アクチュエータ60は、ベース54の上昇により、その駆動部分60Aの上面が第2押圧部材30を押し上げて図示のようにテーブル20上に突出させる。
In the
第1溶接加工ステーション4には、レーザ溶接装置62が設けられている。レーザ溶接装置62は、加工ステーション4における回転台18の外側に設けられた外側柱64と、同回転台18の内側の中空部に設けられた内側柱66と、これら外側柱64と内側柱66との間に橋設されたレール状の案内部材68と、同案内部材68に沿って移動可能なスライダ70と、同スライダ70に支持されたレーザを照射するレーザヘッド72を備えている。同レーザヘッド72は、上下方向に移動できるように、またスライダ70の移動方向に対して直角方向に移動できるように、スライダ70に支持されている。そして、スライダ70の案内部材68に対する位置と、レーザヘッド72のスライダ70に対する位置は、図示しないコントローラにより、ブランク材の溶接位置に応じて制御される。
The first
切断加工ステーション6には、レーザ切断装置74が設けられている。レーザ切断装置74は、上述したレーザ溶接装置62と類似しており、切断加工ステーション6における回転台18の外側に設けられた外側柱76と、同回転台18の内側の中空部に設けられた内側柱78と、これら外側柱76と内側柱78との間に橋設されたレール状の案内部材80と、同案内部材80に沿って移動可能なスライダ82と、同スライダ82に支持されたレーザを照射するレーザヘッド84を備えている。同レーザヘッド84は、上下方向に移動できるように、またスライダ82の移動方向に対して直角方向に移動できるように、スライダ82に支持されている。そして、スライダ82の案内部材80に対する位置と、レーザヘッド84のスライダ82に対する位置は、図示しないコントローラにより、ワークの切断位置に応じて制御される。
The cutting
なお、この切断加工ステーション6における切断加工の目的は、第1溶接加工ステーション4において第1ブランク材B1に溶接された第2ブランク材B2の突き合せ縁B2bを修正することにある。すなわち、第1及び第2ブランク材B1及びB2の製作誤差あるいは、了ブランク材B1及びB2間の溶接時に生じた誤差により、第1ブランク材B1に溶接された第2ブランク材B2の突き合せ縁B2bが、所期の設計に対して誤差が生じる可能性がある。このため、第2及び第3ブランク材B2及びB3間の突き合せ精度を向上するために、このような切断を行うのである。なお、第1ブランク材B1に溶接された第2ブランク材B2の突き合せ縁B2bに誤差がなければ、この切断加工ステーション6において、レーザヘッド84によりレーザは照射されるが、実質切断は行われない。
The purpose of the cutting process at the cutting
第2位置決めステーション8には、図8に示されるように、昇降用アクチュエータ88により昇降可能な位置決めステーションベース90が設けられている。同ベース90には、第3押圧部材34を駆動する第3押圧用アクチュエータ92が設けられている。
この位置決めステーション8において、図8に示されるように、ベース90が下降したときに、第3押圧用アクチュエータ92は、テーブル20が回転台18と共に移動しても何も干渉する部分がない。また位置決めステーション8において、ベース90が上昇したときには、アクチュエータ92の駆動部分92Aが、押圧部材34の係合部34Aに係合して押圧可能な状態となる。
As shown in FIG. 8, the
In the
第2溶接加工ステーション10には、レーザ溶接装置94が設けられている。レーザ溶接装置62は、実質的に上述のレーザ溶接装置62と同じ構成を有しており、加工ステーション10における回転台18の外側に設けられた外側柱96と、同回転台18の内側の中空部に設けられた内側柱98と、これら外側柱96と内側柱98との間に橋設されたレール状の案内部材100と、同案内部材100に沿って移動可能なスライダ102と、同スライダ102に支持されたレーザを照射するレーザヘッド104を備えている。同レーザヘッド104は、上下方向に移動できるように、またスライダ102の移動方向に対して直角方向に移動できるように、スライダ102に支持されている。そして、スライダ102の案内部材100に対する位置と、レーザヘッド104のスライダ102に対する位置は、図示しないコントローラにより、ワークの溶接位置に応じて制御される。
The second
なお、この実施形態において、基台14が中空でない場合には、溶接装置62の内側柱66、切断装置74の内側柱78及び溶接装置94の内側柱98を、基台18に取り付けることも可能である。
ところで、位置決めステーション2の近傍には、加工前のブランク材B1,B2及びB3がストックされているストックヤード110及び搬入用ロボット112が設けられている。ロボット112は、アームの先端に吸着部114を有しており、ストックヤード110上のブランク材B1,B2及びB3を吸着し、位置決めステーション2に位置するテーブル20上の所定位置に搬入することができる。他方、加工を終えたブランク材B1,B2及びB3から成る完成品Cがストックされるストックヤード116及び搬出用ロボット118が設けられている。ロボット118は、アームの先端に吸着部120を有しており、搬出ステーション12に位置するテーブル20上の完成品Cを吸着し、ストックヤード116位置決めステーション2にあるテーブル20上の所定位置に搬入することができる。
In this embodiment, when the
By the way, in the vicinity of the
次に、本溶接加工装置の作動について説明する。まず、図1に示されるように、搬入用ロボット112がストックヤード110にあるブランク材B1、B2及びB3を吸着して、第1位置決めステーション2に位置するテーブル20上の所定位置に搬入する。この搬入位置はそれほど厳密な位置は要求されないが、各ブランク材B1,B2及びB3の位置決めに際して、位置決め用ストッパ24、各押圧部材26,30及び40、あるいはガイド部材27,31及び35が、各ブランク材B1、B2及びB3に当接可能なことが要求される。
Next, the operation of this welding processing apparatus will be described. First, as shown in FIG. 1, the carrying-in
第1位置決めステーション2では、図5に示されるように、昇降用アクチュエータ52によりベース54を上昇させ、次いでストッパ用アクチュエータ46により位置決め用ストッパ24をテーブル20から突出した使用位置に移動させる。なお、あらかじめこの状態にしておいてから、各ブランク材B1、B2及びB3をテーブル20上に搬入するように構成しても構わない。次に、第1ブランク材B1の突き合せ縁B1Aが位置決め用ストッパ24に当接するように、第1押圧用アクチュエータ58により駆動される第1押圧部材26によって同ブランク材B1を押圧すると共に、図示しないアクチュエータにより駆動される第1ガイド部材27により第1ブランク材B1の幅方向の位置決めを行い、これにより、ブランク材B1の位置決めが完了する。そして、マグネットクランプ28により同ブランク材B1がテーブル20に固定される。
In the
次いで、図5に示される状態から、アクチュエータ56により位置決め用ストッパ24をテーブル20の上面から後退させる。そして、第2ブランク材B2の突き合せ縁B2aが第1ブランク材B1の突き合せ縁B1aに当接するように、第2押圧用アクチュエータ60により駆動される第2押圧部材30によって同ブランク材B2を押圧すると共に、図示しないアクチュエータにより駆動される第2ガイド部材31により第2ブランク材B2の幅方向の位置決めを行い、これによりブランク材B2の位置決めが完了する。そして、マグネットクランプ32により同ブランク材B2がテーブル20に固定される。
Next, from the state shown in FIG. 5, the
第1位置決めステーション2においてこのプロセスが完了すると、回転台18を前記1ピッチ分回転させ、第1溶接加工ステーション4においてプロセスが実行される。第1溶接加工ステーション4においては、図6に示されるように、レーザヘッド72によりテーブル20に固定された第1ブランク材B1と第2ブランク材B2との突き合せ部にレーザが照射され、両ブランク材B1及びB2が互いに溶接される。
When this process is completed in the
第1溶接加工ステーション4においてこのプロセスが完了すると、回転台18を前記1ピッチ分回転させ、切断加工ステーション6においてプロセスが実行される。切断加工ステーション6においては、図7に示されるように、第1ブランク材B1に溶接された第2ブランク材B2の突き合せ縁B2Bに沿ってレーザヘッド84によりレーザが照射され、同突き合せ縁B2Bが所期の形状に修正される。
When this process is completed in the first
切断加工ステーション6においてこのプロセスが完了すると、回転台18を前記1ピッチ分回転させ、第2位置決めステーション8においてプロセスが実行される。第2位置決めステーション8においては、図8に示されるように、昇降用アクチュエータ88によりベース90を上昇させ、次いで第3ブランク材B3の突き合せ縁B3aが第2ブランク材B2の突き合せ縁B2bに当接するように、第3押圧用アクチュエータ92により駆動される第3押圧部材34によって同ブランク材B3を押圧すると共に、図示しないアクチュエータにより駆動される第3ガイド部材35により第3ブランク材B3の幅方向の位置決めを行い、これによりブランク材B3の位置決めが完了する。そして、マグネットクランプ36により同ブランク材B3がテーブル20に固定される。
When this process is completed in the cutting
第2位置決めステーション8においてこのプロセスが完了すると、回転台18を前記1ピッチ分回転させ、第2溶接加工ステーション10においてプロセスが実行される。第2溶接加工ステーション10においては、図9に示されるように、レーザヘッド104により第2ブランク材B2と第3ブランク材B3との突き合せ部にレーザが照射され、両ブランク材B2及びB3が互いに溶接される。これにより、ブランク材B1、B2及びB3の突き合せ溶接が完了する。
When this process is completed in the
第2溶接加工ステーション10においてこのプロセスが完了すると、回転台18を前記1ピッチ分回転させ、搬出ステーション12においてプロセスが実行される。搬出ステーション12においては、各マグネットクランプ28,32及び36による各ブランク材B1,B2及びB3の固定が解除されると共に、図1に示されるように、搬出用ロボット118が、突き合せ溶接を完了した完成品Cを吸着し、完成品ストックヤード116に移動する。
When this process is completed at the second
なお、上述したように、本溶接加工装置においては、ステーションの数に等しい6つのテーブル20を備えており、搬入ステーション2には順次新しいブランク材B1,B2及びB3が搬入されると共に搬出ステーション12からは順次完成品Cが搬出され、各ステーション2,4,6,8,10及び12において、それぞれのプロセスが同じタイミングで実行されるように構成されている。
As described above, the present welding processing apparatus includes six tables 20 equal to the number of stations, and new blank materials B1, B2, and B3 are sequentially carried into the carry-in
次に本溶接加工装置の効果について説明する。上述したように、本溶接加工装置においては、第1位置決めステーション2において第1ブランク材B1及び第2ブランク材B2がテーブル20上の所定位置に固定され、次いで第1溶接ステーション4において、第1及び第2ブランク材B1及びB2が互いに溶接され、さらに切断加工ステーション6において第2ブランク材B2における第3ブランク材B3に対する突き合せ縁B3aが所期の形状に切断される。したがって、これら第1及び第2ブランク材B1及びB2の寸法誤差あるいは同第1及び第2ブランク材B1及びB2の突き合せ溶接により生じた誤差にかかわらず、第2位置決めステーション8において第2ブランク材B2と第3ブランク材B3との間の精度の高い突き合せ状態を得ることができる。これにより次の第2溶接ステーション10において、第2ブランク材B2と第3ブランク材B3との間の良好な突き合せ溶接を行うことが可能となり、その溶接の品質も向上することができる。
Next, the effect of this welding processing apparatus will be described. As described above, in the present welding processing apparatus, the first blank material B1 and the second blank material B2 are fixed at predetermined positions on the table 20 at the
また、各ステーション2,4,6,8,10及び12が順番に並べられ、テーブル20がこれらのステーションのすべてに配置されると共に、各ステーションで並行してプロセスが実行され、そして各ステーションでのプロセスが完了すると、すべてのテーブル20が次のステーションに移動するように構成されている。したがって、ワーク、すなわちブランク材を加工するサイクル時間を短縮することができる。さらに、搬出ステーション12で完成品が搬出されたテーブル20が、再び第1位置決めステーション2に戻されるように構成されているので、各テーブル20が各ステーションを循環することになり、必要なテーブル数を最小限に抑えることができる。
Also, each
さらに、本溶接加工装置においては、6つのステーション2,4,6,8,10及び12においてそれぞれのプロセスが同じタイミングで実行されるように構成されているので、加工のサイクルを短縮することができる。しかも、各ステーションが円周上に配置されているので、最後のステーション12でプロセスを終えたテーブル20を最初のステーション2に戻すための長い戻りラインを不要とすることができる。また各テーブル20が回転台18上に各ステーションのピッチと等しいピッチで配置され、各ステーションでのプロセスが完了した後、回転台18を前記ピッチ分回転させることにより、各テーブル20が次のステーションへ移動する。これにより、各テーブル20の移動のための装置がその制御も含めて極めてシンプルにすることができる
また回転台18がドーナッツ形を有し、ブランク材の溶接あるいは切断加工のためにテーブル20上を横断可能となるようにレーザヘッド72,84または104を支持する案内部材68,80または104が、それぞれ外側柱64,76または96と内側柱66,78または98とにより両端を支持されている。このような両端支持により、案内部材68,80または104が強固に支持されることが可能となり、これに移動可能に支持されるレーザヘッド72,84または104がふらつくことなく、所望の軌跡に沿って正確に移動するこができる。しかも、3つのステーション4,6及び10において溶接装置62,94または切断装置74が設けられているが、案内部材68,80または104同士が互いに干渉することもないので、これら溶接装置または切断装置の設置の自由度が格段に向上する。この設置の自由度について補足すると、仮に回転台18がドーナッツ形でなく、中空部を有していないただの円形である場合、各溶接装置または切断装置の案内部材を回転台18全体を横断するように設ければ、十分な強度が得られる。しかし、その場合、各案内部材同士が干渉する問題が生じてしまうことになるのである。
Furthermore, in this welding processing apparatus, since the respective processes are executed at the same timing in the six
本溶接加工装置において6つのテーブル20を必要としているが、各テーブル20には、各ブランク材B1,B2及びB3の位置決めに必要な位置決め用ストッパ24、各押圧部材26,30及び34、またはガイド部材27,31及び35が設けられるだけで、これらを駆動するアクチュエータ56,58,60または92等は、第1位置決めステーション2のベース54または第2位置決めステーション8のベース90に設けられている。このように、各テーブル20に、これらのアクチュエータを設ける必要がないので、各テーブル20の大型化を避けることができるし、アクチュエータの数も最小限に止めることができ、全体としてもコストを低減することができる。
In this welding processing apparatus, six tables 20 are required, and each table 20 has a
第1位置決めステーション2においては、ベース54の上昇により、ストッパ用アクチュエータ56の駆動部分56Aが位置決め用ストッパ24に係合して上昇させることが可能になり、また押圧用アクチュエータ58の駆動部分58Aも第1押圧部材26の係合部26Aに係合して同押圧部材26を押圧可能となり、さらにストッパ用アクチュエータ60の駆動部分60Aは、第2押圧部材30をテーブル20上に突出させると共に係合部30Aに係合して同押圧部材30を押圧可能となる。また逆に、第1位置決めステーション2においてプロセスを終了した後は、ベース54を下降するのみで、ストッパ用アクチュエータ56とストッパ24との係合、並びに押圧用アクチュエータ58及び60と押圧部材26及び30との係合が、自動的に解除される。このように各アクチュエータの係合及び解除が容易に行われる。
In the
同様に、第2位置決めステーション8においては、ベース90の上昇により、押圧用アクチュエータ92の駆動部分92Aも第3押圧部材34の係合部34Aに係合して同押圧部材34を押圧可能となる。また、ベース90を下降するのみで、押圧用アクチュエータ90と押圧部材34との係合が、自動的に解除される。このように各アクチュエータの係合及び解除が容易に行われる。
Similarly, in the
各ブランク材B1,B2及びB3は、その下面をマグネットクランプ28,32及び36によりテーブル20に固定されるので、各ブランク材B1,B2及びB3が固定された状態においても、テーブル20上に各ブランク材を固定するための固定装置が突出することがない。したがって、そのような固定装置が、溶接加工の妨げになることや、テーブル20の移動の妨げになることを防止できる。 Since the lower surfaces of the blank materials B1, B2, and B3 are fixed to the table 20 by the magnet clamps 28, 32, and 36, each blank material B1, B2, and B3 is placed on the table 20 even when the blank materials B1, B2, and B3 are fixed. The fixing device for fixing the blank material does not protrude. Therefore, it is possible to prevent such a fixing device from interfering with the welding process and preventing the table 20 from moving.
第1ブランク材B1と第2ブランク材B2との位置決めに関しては、まず使用位置にある位置決め用ストッパ24に第1ブランク材B1の突き合せ縁B1aを当接させて位置決めし、第1ブランク材B1の固定が完了した後で同ストッパ16をその格納位置に移動させ、次いで第2ブランク材B2の突き合せ縁B2aを第1ブランク材B1の突き合せ縁B1aに当接させて位置決めする。したがって、両ブランク材B1及びB2の溶接を施す突き合せ縁B1a及びB2aをテーブル20に対して正確に位置決めすることができ、かつ当該突き合せ縁B1及びB2の溶接の際に同ストッパ16が溶接を妨害することを防止できる。
Regarding the positioning of the first blank material B1 and the second blank material B2, first, the butt edge B1a of the first blank material B1 is brought into contact with the
以上で、本発明の一実施形態の説明を終えるが、例えば上述した実施形態において、第1位置決めステーション2と搬出ステーション12とを1つのステーションにまとめて、全体として5つのステーションとすることができる。その場合、その1つのステーションにおいて、完成品Cをテーブル20から搬出した後に、ブランク材B1,B2及びB3を同テーブル上に搬入することになる。
This is the end of the description of the embodiment of the present invention. For example, in the above-described embodiment, the
次に、本発明の他の実施形態を図10に従って説明する。なお、図10において、図1〜9に示される実施形態のものと実質的に同一な部分には、前記で用いたものと同一符号を付して詳細な説明は省略する。この実施形態は、テーブル20に代えて、逆L字形の第1ブランク材B1と第2ブランク材B2とを溶接し、次いで第1ブランク材B1及び第2ブランク材B2と第3ブランク材B3とを溶接することができるように適合されたテーブル20Aが採用されたものである。より詳細には、図10に示されるテーブル20Aにおいて、L字形の第ブランク材B1は、位置決め用ストッパ24、第1押圧部材26及びガイド部材27により位置決めがなされ、第1マグネットクランプ28により固定される。第2ブランク材B2は、第2押圧部材30及びガイド部材31により第1ブランク材B1に対する位置決めがなされ、第2マグネットクランプ32により固定される。第3ブランク材B3は、互いに溶接された第1ブランク材B1及び第2ブランク材B2に対し、第3押圧部材34及びガイド部材35により位置決めがなされ、第3マグネットクランプ36により固定される。
Next, another embodiment of the present invention will be described with reference to FIG. In FIG. 10, parts that are substantially the same as those of the embodiment shown in FIGS. 1 to 9 are given the same reference numerals as those used above, and detailed descriptions thereof are omitted. In this embodiment, instead of the table 20, an inverted L-shaped first blank material B1 and a second blank material B2 are welded, and then the first blank material B1, the second blank material B2, and the third blank material B3. The table 20A adapted to be able to be welded is employed. More specifically, in the table 20 </ b> A shown in FIG. 10, the L-shaped blank material B <b> 1 is positioned by the
このように図10に示される実施形態は、図1〜図9に示される実施形態と比べて、第3ブランク材B3が第1ブランク材B1にも溶接される点が異なる。このため、第1溶接ステーション4では、第1ブランク材B1に対して第2ブランク材B2が溶接される。切断ステーション6においては、第2ブランク材B2の突き合せ縁B2bと共に、第1ブランク材B1における第3ブランク材B3の突き合せ縁B3aに対する突き合せ縁B1bも、切断装置74により所期の形状に切断される。第2位置決めステーション8においては、第3ブランク材B3が、第1及び第2ブランク材B1及びB2に対して位置決めされる。第2溶接ステーション10においては、第3ブランク材B3が、第1及び第2ブランク材B1及びB2に対して溶接される。
As described above, the embodiment shown in FIG. 10 differs from the embodiment shown in FIGS. 1 to 9 in that the third blank material B3 is also welded to the first blank material B1. For this reason, in the
これにより、上述の図1〜図9に示される実施形態と実質的に同様の効果を得ることができる。
図11は、本発明のさらに別の実施形態を示す。図11において、図1〜9または図10に示される実施形態のものと実質的に同一な部分には、前記で用いたものと同一符号を付して詳細な説明は省略する。この実施形態においては、図1〜9または図10に示される実施形態における各ステーション2,4,6,8,10及び12が直線状に配置されたものである。詳細には、図11に示されるように、各ステーションに亘って各テーブルが移動可能なレール122が設けられ、テーブル20Bがこれらステーション2,4,6,8,10及び12の順に移動することができる。なお、各テーブル20Bは、テーブル20と基本的に同じ構造を有しているが、レール122上を移動できるように図示しない車輪が設けられている。
Thereby, the substantially same effect as embodiment shown by above-mentioned FIGS. 1-9 can be acquired.
FIG. 11 shows yet another embodiment of the present invention. 11, parts substantially the same as those of the embodiment shown in FIGS. 1 to 9 or 10 are denoted by the same reference numerals as those used above, and detailed description thereof is omitted. In this embodiment, the
第1位置決めステーション2の近傍には、ストックヤード100及び搬入ロボット112が設けられ、搬出ステーション12の近傍には、完成品ストックヤード116及びロボット118が設けられている。他方、搬出ステーション12の側方から第1位置決めステーション2の側方にかけてレール124が設けられている。搬出ステーション12で完成品の搬出を終えたテーブル20Bは、図示しないコンベヤ等により搬出ステーション12側方のレール124上に移動され、さらに位置決めステーション2の側方の待機位置126まで同レール12に沿って移動される。待機位置にあるテーブル20Bは、図示しないコンベヤ等により第1位置決めステーション2に再び移動される。
A
これにより、上述の図1〜図9に示される実施形態と実質的に同様の効果を得ることができる。ただし、各テーブル20Bを次のステーションへ移動するための移動装置、及びその制御装置は、それぞれのテーブル20B毎に設ける必要がある。また、直線状に並んだ各ステーションの側方に、テーブル20Bを搬出ステーション12から第1位置決めステーション2に戻すための長いレール124と、その設置のためのスペースを必要とする。
Thereby, the substantially same effect as embodiment shown by above-mentioned FIGS. 1-9 can be acquired. However, a moving device for moving each table 20B to the next station and its control device need to be provided for each table 20B. Further, a
この実施形態において、テーブル20Bを1つ余分に設け、各ステーションでプロセスが実行されているときに、テーブル20Bの1つが待機位置126に待機するように構成することも可能である。
以上で、本発明の実施形態の説明を終えるが、本発明は上述した実施形態に限定されるものではなく、本発明を逸脱しない範囲で種々変形することが可能である。
In this embodiment, it is also possible to provide an extra table 20B so that one of the tables 20B waits at the
Although the description of the embodiment of the present invention has been completed above, the present invention is not limited to the above-described embodiment, and various modifications can be made without departing from the present invention.
2 第1位置決めステーション
4 第1溶接加工ステーション
6 切断加工ステーション
8 第2位置決めステーション
10 第2溶接加工ステーション
12 搬出ステーション
18 回転台
20,20A,20B テーブル
24 位置決め用ストッパ
26,30,34 押圧部材
28,32,36 マグネットクランプ
56 ストッパ用アクチュエータ
58,60、92 押圧用アクチュエータ
62,94 溶接装置
72 切断装置
B1,B2,B3 ブランク材
2
Claims (7)
テーブル上に前記第1ブランク材を位置決めして固定し、その固定された第1ブランク材に前記第2ブランク材を突き合せることにより位置決めして同テーブルに固定する第1位置決めステーションと、
前記テーブルに固定された前記第1ブランク材と前記第2ブランク材とを両者の突き合せ部で互いに溶接する第1溶接ステーションと、
前記第2ブランク材における前記第3ブランク材との突き合せ縁を、設定された形状に修正するように切断する切断ステーションと、
前記テーブル上において前記第2ブランク材に前記第3ブランク材を突き合せることにより位置決めして同テーブルに固定する第2位置決めステーションと、
前記テーブルに固定された前記第2ブランク材と第3ブランク材とを両者の突き合せ部で互いに溶接する第2溶接ステーションとを備えたことを特徴とする溶接加工装置。 A welding apparatus that performs butt welding between the first blank material and the second blank material, and then performs butt welding between the second blank material and the third blank material,
A first positioning station for positioning and fixing the first blank material on a table, positioning the second blank material against the fixed first blank material, and fixing the first blank material to the table;
A first welding station that welds the first blank material and the second blank material fixed to the table to each other at a butt portion thereof;
A cutting station for cutting the butt edge of the second blank material with the third blank material so as to correct the set edge;
A second positioning station for positioning and fixing the third blank material on the table by abutting the third blank material against the second blank material;
A welding apparatus comprising: a second welding station that welds the second blank material and the third blank material fixed to the table to each other at a butted portion thereof.
テーブル上に前記第1ブランク材を位置決めして固定し、その固定された第1ブランク材に前記第2ブランク材を突き合せることにより位置決めして同テーブルに固定する第1位置決めステーションと、
前記テーブルに固定された前記第1ブランク材と前記第2ブランク材を両者の突き合せ部で互いに溶接する第1溶接ステーションと、
前記第1ブランク材及び第2ブランク材における前記第3ブランク材との突き合せ縁を、設定された形状に修正するように切断する切断ステーションと、
前記テーブル上において前記第1及び第2ブランク材に前記第3ブランク材を突き合せることにより位置決めして同テーブルに固定する第2位置決めステーションと、
前記テーブルに固定された前記第1及び第2ブランク材と第3ブランク材との突き合せ溶接を行う第2溶接ステーションとを備えたことを特徴とする溶接加工装置。 A welding processing apparatus that performs butt welding between a first blank material and at least one second blank material, and then butt welding the first blank material and the second blank material with the third blank material. And
A first positioning station for positioning and fixing the first blank material on a table, positioning the second blank material against the fixed first blank material, and fixing the first blank material to the table;
A first welding station for welding the first blank material and the second blank material fixed to the table to each other at a butt portion thereof;
A cutting station for cutting the butt edge of the first blank material and the second blank material with the third blank material to correct the set edge;
A second positioning station for positioning and fixing the third blank material on the table by abutting the third blank material against the first and second blank materials;
A welding apparatus comprising: a second welding station that performs butt welding of the first and second blank materials and the third blank material fixed to the table.
前記テーブルがこれらのステーションのすべてに配置されると共に、各ステーションで並行してプロセスが実行され、そして各ステーションでのプロセスが完了すると、すべてのテーブルが次のステーションに移動するように構成されたことを特徴とする請求項1または2に記載の溶接加工装置。 Each station is arranged in the order of the first positioning station, the first welding station, the cutting station, the second positioning station, and the second welding station,
The table is located at all of these stations, and the process is executed in parallel at each station, and when the process at each station is complete, all tables are configured to move to the next station. The welding processing apparatus according to claim 1 or 2, wherein
テーブル上に前記第1ブランク材を位置決めして固定し、その固定された第1ブランク材に前記第2ブランク材を突き合せることにより位置決めして同テーブルに固定するステップと、
前記テーブルに固定された前記第1ブランク材と前記第2ブランク材とを両者の突き合せ部で互いに溶接するステップと、
前記第2ブランク材における前記第3ブランク材との突き合せ縁を、設定された形状に修正するように切断するステップと、
前記テーブル上において前記第2ブランク材に前記第3ブランク材を突き合せることにより位置決めして同テーブルに固定するステップと、
前記テーブルに固定された前記第2ブランク材と第3ブランク材とを両者の突き合せ部で互いに溶接するステップとを備えたことを特徴とする溶接加工方法。 A welding method for performing butt welding between a first blank material and a second blank material, and then performing butt welding between a second blank material and a third blank material,
Positioning and fixing the first blank material on the table, positioning the second blank material against the fixed first blank material and fixing the same to the table;
Welding the first blank material and the second blank material fixed to the table to each other at a butt portion thereof;
Cutting the butt edge of the second blank material with the third blank material to correct the set shape;
Positioning and fixing the third blank material on the table by abutting the third blank material on the table;
Welding the second blank material and the third blank material fixed to the table at a butting portion between the two blank materials and the third blank material.
テーブル上に前記第1ブランク材を位置決めして固定し、その固定された第1ブランク材に前記第2ブランク材を突き合せることにより位置決めして同テーブルに固定するステップと、
前記テーブルに固定された前記第1ブランク材と前記第2ブランク材を両者の突き合せ部で互いに溶接するステップと、
前記第1ブランク材及び第2ブランク材における前記第3ブランク材との突き合せ縁を、設定された形状に修正するように切断するステップと、
前記テーブル上において前記第1及び第2ブランク材に前記第3ブランク材を突き合せることにより位置決めして同テーブルに固定するステップと、
前記テーブルに固定された前記第1及び第2ブランク材と第3ブランク材とを両者の突き合せ部で互いに溶接するステップとを備えたことを特徴とする溶接加工方法。 A welding method in which butt welding is performed between a first blank material and at least one second blank material, and then butt welding is performed between the first blank material and the second blank material and the third blank material. And
Positioning and fixing the first blank material on the table, positioning the second blank material against the fixed first blank material and fixing the same to the table;
Welding the first blank material and the second blank material fixed to the table to each other at a butt portion thereof;
Cutting the butt edge of the first blank material and the third blank material with the third blank material to correct the set shape;
Positioning and fixing the third blank material on the table by butting the third blank material against the first and second blank materials;
Welding the first and second blank materials and the third blank material fixed to the table at their butted portions.
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008319461A JP5196170B2 (en) | 2008-12-16 | 2008-12-16 | Welding apparatus and welding method |
| US13/139,139 US20110240612A1 (en) | 2008-12-16 | 2009-12-14 | Welding apparatus and welding method |
| RU2011129642/02A RU2481934C2 (en) | 2008-12-16 | 2009-12-14 | Welding unit and method of welding |
| PCT/JP2009/070834 WO2010071109A1 (en) | 2008-12-16 | 2009-12-14 | Wewlding apparatus and method of welding using the apparatus |
| KR1020117013660A KR20110084327A (en) | 2008-12-16 | 2009-12-14 | Welding processing device and welding processing method using the same |
| CN2009801563453A CN102307702A (en) | 2008-12-16 | 2009-12-14 | Wewlding apparatus and method of welding using the apparatus |
| EP09833412A EP2377642A4 (en) | 2008-12-16 | 2009-12-14 | Welding apparatus and method of welding using the apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008319461A JP5196170B2 (en) | 2008-12-16 | 2008-12-16 | Welding apparatus and welding method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010142816A true JP2010142816A (en) | 2010-07-01 |
| JP5196170B2 JP5196170B2 (en) | 2013-05-15 |
Family
ID=42563791
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008319461A Expired - Fee Related JP5196170B2 (en) | 2008-12-16 | 2008-12-16 | Welding apparatus and welding method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5196170B2 (en) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103231195A (en) * | 2013-05-27 | 2013-08-07 | 上海晓奥享荣汽车工业装备有限公司 | Automobile welding fixture |
| CN106346140A (en) * | 2015-07-23 | 2017-01-25 | 昆山市和博电子科技有限公司 | Four-station detection and cutting device for chip resistors |
| CN110087824A (en) * | 2016-12-19 | 2019-08-02 | Gfh公司 | By the device and method of laser irradiation workpieces processing |
| JP2021523020A (en) * | 2018-05-15 | 2021-09-02 | オートテック エンジニアリング エス.エル. | Laser cutting system and method |
| CN114102015A (en) * | 2021-11-25 | 2022-03-01 | 阜阳常阳汽车部件有限公司 | Welding table device for welding automobile parts |
| JP2024537028A (en) * | 2021-09-27 | 2024-10-10 | アンドリッツ・スーテック・アクチエンゲゼルシャフト | Method and device for laser welding of plate-shaped workpieces - Patents.com |
| CN118951462A (en) * | 2024-10-16 | 2024-11-15 | 四川爱买钢物联网科技有限公司 | An adaptive steel bar welding robot docking system |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57199576A (en) * | 1981-06-03 | 1982-12-07 | Nippon Kokan Kk <Nkk> | Producing installation for liner plate |
| JPH04111989A (en) * | 1990-08-31 | 1992-04-13 | Mitsubishi Electric Corp | Laser beam machine |
| JPH08290282A (en) * | 1995-04-21 | 1996-11-05 | Sanyo Mach Works Ltd | Laser welding machine |
| JPH09295177A (en) * | 1996-05-10 | 1997-11-18 | Amada Washino Co Ltd | Laser beam machine |
| JPH10128582A (en) * | 1996-10-31 | 1998-05-19 | Nissan Motor Co Ltd | Blank material butting positioning device and blank material butting positioning method |
| JPH11198004A (en) * | 1998-01-14 | 1999-07-27 | Ckd Corp | Work processing method and processing device |
| JPH11320157A (en) * | 1998-05-15 | 1999-11-24 | Shibuya Kogyo Co Ltd | Laser processing device |
| JP2007283339A (en) * | 2006-04-14 | 2007-11-01 | Nippon Steel Corp | Method for manufacturing butt-welded metal sheet |
-
2008
- 2008-12-16 JP JP2008319461A patent/JP5196170B2/en not_active Expired - Fee Related
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57199576A (en) * | 1981-06-03 | 1982-12-07 | Nippon Kokan Kk <Nkk> | Producing installation for liner plate |
| JPH04111989A (en) * | 1990-08-31 | 1992-04-13 | Mitsubishi Electric Corp | Laser beam machine |
| JPH08290282A (en) * | 1995-04-21 | 1996-11-05 | Sanyo Mach Works Ltd | Laser welding machine |
| JPH09295177A (en) * | 1996-05-10 | 1997-11-18 | Amada Washino Co Ltd | Laser beam machine |
| JPH10128582A (en) * | 1996-10-31 | 1998-05-19 | Nissan Motor Co Ltd | Blank material butting positioning device and blank material butting positioning method |
| JPH11198004A (en) * | 1998-01-14 | 1999-07-27 | Ckd Corp | Work processing method and processing device |
| JPH11320157A (en) * | 1998-05-15 | 1999-11-24 | Shibuya Kogyo Co Ltd | Laser processing device |
| JP2007283339A (en) * | 2006-04-14 | 2007-11-01 | Nippon Steel Corp | Method for manufacturing butt-welded metal sheet |
Cited By (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103231195A (en) * | 2013-05-27 | 2013-08-07 | 上海晓奥享荣汽车工业装备有限公司 | Automobile welding fixture |
| CN106346140A (en) * | 2015-07-23 | 2017-01-25 | 昆山市和博电子科技有限公司 | Four-station detection and cutting device for chip resistors |
| CN110087824A (en) * | 2016-12-19 | 2019-08-02 | Gfh公司 | By the device and method of laser irradiation workpieces processing |
| JP2020514076A (en) * | 2016-12-19 | 2020-05-21 | ゲーエフハー ゲゼルシャフト ミット ベシュレンクテル ハフツング | Apparatus and method for processing a material by laser radiation |
| JP2021523020A (en) * | 2018-05-15 | 2021-09-02 | オートテック エンジニアリング エス.エル. | Laser cutting system and method |
| JP7496319B2 (en) | 2018-05-15 | 2024-06-06 | オートテック エンジニアリング エス.エル. | Laser cutting system and method |
| JP2024537028A (en) * | 2021-09-27 | 2024-10-10 | アンドリッツ・スーテック・アクチエンゲゼルシャフト | Method and device for laser welding of plate-shaped workpieces - Patents.com |
| JP7818075B2 (en) | 2021-09-27 | 2026-02-19 | アンドリッツ・スーテック・アクチエンゲゼルシャフト | Method and apparatus for laser welding of plate-shaped workpieces - Patent Application 20070122997 |
| CN114102015A (en) * | 2021-11-25 | 2022-03-01 | 阜阳常阳汽车部件有限公司 | Welding table device for welding automobile parts |
| CN114102015B (en) * | 2021-11-25 | 2023-06-16 | 阜阳常阳汽车部件有限公司 | Welding table device for welding automobile parts |
| CN118951462A (en) * | 2024-10-16 | 2024-11-15 | 四川爱买钢物联网科技有限公司 | An adaptive steel bar welding robot docking system |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5196170B2 (en) | 2013-05-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5196169B2 (en) | Workpiece processing equipment | |
| WO2010071109A1 (en) | Wewlding apparatus and method of welding using the apparatus | |
| JP5196170B2 (en) | Welding apparatus and welding method | |
| US6355906B1 (en) | Production system using combination jigs and jig replacement method and apparatus therefor | |
| KR101221591B1 (en) | Tailor welded blank welding system | |
| JP5212632B2 (en) | Welding equipment | |
| JP5077576B2 (en) | Processing equipment | |
| CN104220213B (en) | System of processing and control method | |
| JP2007319866A (en) | Workpiece carrying apparatus to be used in welding process | |
| US20050230374A1 (en) | Multi-architecture flexible assembly structure and method | |
| JP3558988B2 (en) | Welding method and welding system | |
| JP2007319874A (en) | Work positioning device | |
| JP2002239787A (en) | Welding method and welding system | |
| JP4506632B2 (en) | Butt welding method and apparatus | |
| JP5196173B2 (en) | Welding equipment | |
| JP3810701B2 (en) | Laser welding apparatus and welding method thereof | |
| JP2017154226A (en) | Work transfer system, work transfer method and work processing method | |
| JPWO2013118438A1 (en) | Machining system, work machining method and control method | |
| JP6582632B2 (en) | Plate material processing system and plate material processing method | |
| JP3393110B2 (en) | Automatic processing equipment | |
| JP4458013B2 (en) | Work positioning method and apparatus | |
| JP4412961B2 (en) | Welding system and welding method | |
| CN108581111A (en) | A kind of circuit board processing unit (plant) | |
| JP2020185622A (en) | Machine tool |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111026 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121010 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121210 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130109 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130122 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160215 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160215 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |