JP2010142789A - 液塗布方法及び装置 - Google Patents
液塗布方法及び装置 Download PDFInfo
- Publication number
- JP2010142789A JP2010142789A JP2008326086A JP2008326086A JP2010142789A JP 2010142789 A JP2010142789 A JP 2010142789A JP 2008326086 A JP2008326086 A JP 2008326086A JP 2008326086 A JP2008326086 A JP 2008326086A JP 2010142789 A JP2010142789 A JP 2010142789A
- Authority
- JP
- Japan
- Prior art keywords
- coating head
- voltage
- discharge amount
- coating
- head
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Application Of Or Painting With Fluid Materials (AREA)
- Coating Apparatus (AREA)
Abstract
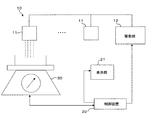
【解決手段】 複数の塗布ヘッド11のそれぞれが備えるノズルから塗布液を吐出させて基板に塗布する液塗布方法において、各塗布ヘッド11の吐出量の次回設定時に、前回吐出量の設定時に用いた当該塗布ヘッド11の電圧係数kを用いるもの。
【選択図】 図1
Description
(a)各塗布ヘッドの吐出量の次回設定時に、当該塗布ヘッドの電圧係数を求め直すことなく、前回吐出量の設定時に用いた当該塗布ヘッドの電圧係数を用いる。そして、前回吐出量の設定時に用いた電圧係数に基づいて求めた電圧によって目標吐出量が得られたならば、新たに電圧係数を求め直すことはしない。従って、液塗布装置の全塗布ヘッドに必要とされる吐出量設定時間を短縮し、生産性を向上することができる。
(b)各塗布ヘッドの吐出量の次回設定時に、当該塗布ヘッドの前回吐出量の設定時に用いた電圧係数に基づいて求めた電圧で当該塗布ヘッドを駆動して得られる吐出量を測定し、この測定吐出量が必要吐出量の許容範囲外にあれば上記電圧係数を初回検量時と同様にして新たな電圧係数として求め直し、当該求め直した新たな電圧係数に基づいて当該塗布ヘッドの目標吐出量を吐出するに必要な電圧を求め、求めた電圧で当該塗布ヘッドを駆動する。これにより、液塗布装置の各塗布ヘッドの吐出量設定精度を損なうことなく、全塗布ヘッドに必要とされる吐出量設定時間を短縮できる。
各塗布ヘッド11の吐出量の初回検量(実際に吐出された塗布液の重量を測定すること)を行なう。
この吐出量設定工程は、後述(C)の次回吐出量設定工程に対し、前回吐出量設定工程とされる。
上述(B)の各塗布ヘッド11の吐出量設定後、設定された吐出量にて基板に対する塗布液の塗布が行なわれるが、この際、塗布精度を維持するために、各塗布ヘッド11を定期的(例えば1週間毎)、又は塗布液の品種切り替え毎等に、以下の吐出量設定工程を次回吐出量設定工程として行なう。
(a)各塗布ヘッド11の吐出量の次回設定時に、当該塗布ヘッド11の電圧係数kを求め直すことなく、前回吐出量の設定時に用いた当該塗布ヘッド11の電圧係数kを用いる。そして、前回吐出量の設定時に用いた電圧係数kに基づいて求めた印加電圧によって目標吐出量gtaが得られたならば、新たな電圧係数kを求め直すことはせず、前回吐出量の設定時に用いた電圧係数kをそのまま用いる。従って、液塗布装置10の全塗布ヘッド11に必要とされる吐出量設定時間を短縮し、生産性を向上することができる。
11 塗布ヘッド
20 制御装置
30 電子天秤
Claims (4)
- 複数の塗布ヘッドのそれぞれが備えるノズルから塗布液を吐出させて基板に塗布する液塗布方法において、
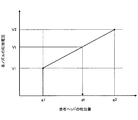
各塗布ヘッドの吐出量の初回検量時に、当該塗布ヘッドのノズルの圧電素子に印加する電圧と、当該電圧で当該塗布ヘッドから吐出された吐出量とに基づいて、当該塗布ヘッドのノズルが単位の吐出量を実現するに必要な電圧を表す当該塗布ヘッドの電圧係数を求める初回検量工程と、
各塗布ヘッドの吐出量の設定時に、初回検量時に求めた当該塗布ヘッドの電圧係数に基づいて、各塗布ヘッドの目標吐出量を吐出するに必要な電圧を求め、求めた電圧で当該塗布ヘッドを駆動する前回吐出量設定工程と、
各塗布ヘッドの吐出量の次回設定時に、前回吐出量の設定時に用いた当該塗布ヘッドの電圧係数を用いる次回吐出量設定工程とを有することを特徴とする液塗布方法。 - 次回吐出量設定工程において、
当該塗布ヘッドの前回吐出量の設定時に用いた電圧係数に基づいて求めた電圧で当該塗布ヘッドを駆動して得られる吐出量を測定し、この測定吐出量が必要吐出量の許容範囲外にあれば上記電圧係数を初回検量時と同様にして新たな電圧係数として求め直し、当該求め直した新たな電圧係数に基づいて当該塗布ヘッドの目標吐出量を吐出するに必要な電圧を求め、求めた電圧で当該塗布ヘッドを駆動する請求項1に記載の液塗布方法。 - 複数の塗布ヘッドのそれぞれが備えるノズルから塗布液を吐出させて基板に塗布する液塗布装置において、
各塗布ヘッドを駆動してそれらのノズルから吐出される塗布液の吐出量を制御する制御装置を有してなり、
この制御装置は、
各塗布ヘッドの吐出量の初回検量時に、当該塗布ヘッドのノズルの圧電素子に印加する電圧と、当該電圧で当該塗布ヘッドから吐出された吐出量とに基づいて、当該塗布ヘッドのノズルが単位の吐出量を実現するに必要な電圧を表す当該塗布ヘッドの電圧係数を求め、
各塗布ヘッドの吐出量の設定時に、初回検量時に求めた当該塗布ヘッドの電圧係数に基づいて、各塗布ヘッドの目標吐出量を吐出する必要な電圧を求め、求めた電圧で当該塗布ヘッドを駆動し、
各塗布ヘッドの吐出量の次回設定時に、前回吐出量の設定時に用いた当該塗布ヘッドの電圧係数を用いることを特徴とする液塗布装置。 - 各塗布ヘッドの吐出量の次回設定時に、当該塗布ヘッドの前回吐出量の設定時に用いた電圧係数に基づいて求めた電圧で当該塗布ヘッドを駆動して得られる吐出量を測定し、この測定吐出量が必要吐出量の許容範囲外にあれば上記電圧係数を初回検量時と同様にして新たな電圧係数として求め直し、当該求め直した新たな電圧係数に基づいて当該塗布ヘッドの目標吐出量を吐出するに必要な電圧を求め、求めた電圧で当該塗布ヘッドを駆動する請求項3に記載の液塗布装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008326086A JP2010142789A (ja) | 2008-12-22 | 2008-12-22 | 液塗布方法及び装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008326086A JP2010142789A (ja) | 2008-12-22 | 2008-12-22 | 液塗布方法及び装置 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010142789A true JP2010142789A (ja) | 2010-07-01 |
Family
ID=42563772
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008326086A Pending JP2010142789A (ja) | 2008-12-22 | 2008-12-22 | 液塗布方法及び装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010142789A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021109178A (ja) * | 2020-11-26 | 2021-08-02 | Aiメカテック株式会社 | 塗布装置 |
| JP2021109172A (ja) * | 2020-01-09 | 2021-08-02 | Aiメカテック株式会社 | 塗布装置 |
| JP2021109136A (ja) * | 2020-01-09 | 2021-08-02 | Aiメカテック株式会社 | 塗布装置、及び塗布方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007058259A1 (ja) * | 2005-11-21 | 2007-05-24 | Shibaura Mechatronics Corporation | 塗布装置、塗布装置の制御方法、および液体吐出装置 |
| JP2008145625A (ja) * | 2006-12-08 | 2008-06-26 | Seiko Epson Corp | 描画システム、液状体の描画方法、カラーフィルタの製造方法、有機el素子の製造方法 |
| JP2008149258A (ja) * | 2006-12-18 | 2008-07-03 | Seiko Epson Corp | 液滴吐出方法、重量測定方法、液滴吐出装置 |
| JP2008170310A (ja) * | 2007-01-12 | 2008-07-24 | Seiko Epson Corp | 重量測定方法、液状体の吐出方法及び液状体の吐出装置 |
-
2008
- 2008-12-22 JP JP2008326086A patent/JP2010142789A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2007058259A1 (ja) * | 2005-11-21 | 2007-05-24 | Shibaura Mechatronics Corporation | 塗布装置、塗布装置の制御方法、および液体吐出装置 |
| JP2008145625A (ja) * | 2006-12-08 | 2008-06-26 | Seiko Epson Corp | 描画システム、液状体の描画方法、カラーフィルタの製造方法、有機el素子の製造方法 |
| JP2008149258A (ja) * | 2006-12-18 | 2008-07-03 | Seiko Epson Corp | 液滴吐出方法、重量測定方法、液滴吐出装置 |
| JP2008170310A (ja) * | 2007-01-12 | 2008-07-24 | Seiko Epson Corp | 重量測定方法、液状体の吐出方法及び液状体の吐出装置 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021109172A (ja) * | 2020-01-09 | 2021-08-02 | Aiメカテック株式会社 | 塗布装置 |
| JP2021109136A (ja) * | 2020-01-09 | 2021-08-02 | Aiメカテック株式会社 | 塗布装置、及び塗布方法 |
| JP2021109178A (ja) * | 2020-11-26 | 2021-08-02 | Aiメカテック株式会社 | 塗布装置 |
| JP7456625B2 (ja) | 2020-11-26 | 2024-03-27 | Aiメカテック株式会社 | 塗布装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN107128069B (zh) | 调节喷墨打印装置的方法、喷墨打印方法、装置及其系统 | |
| TWI797090B (zh) | 作業裝置及作業方法 | |
| CN101024334A (zh) | 控制喷墨头喷墨特性的方法 | |
| KR101463488B1 (ko) | 액체 재료의 충전 방법, 장치 및 프로그램의 기억 매체 | |
| JP2005007393A (ja) | ペースト塗布器及びその制御方法 | |
| JP5044092B2 (ja) | インクジェット塗布装置および塗布体の製造方法 | |
| JP2010142789A (ja) | 液塗布方法及び装置 | |
| CN104875499B (zh) | 液体排出装置及残留振动检测方法 | |
| JP2010204189A (ja) | カラーフィルタの製造方法、表示装置の製造方法、および、塗布方法 | |
| US20090303274A1 (en) | Droplet discharge device, method for discharging droplet, method for forming pattern, pattern formed member, electro-optical device, and electronic apparatus | |
| US8740332B2 (en) | Inkjet head drive method and inkjet head drive device | |
| US20120120141A1 (en) | Ink Discharge Apparatus And Method Of Controlling The Same | |
| JP2021122795A (ja) | 塗装装置、塗装方法及びプログラム | |
| JP5657998B2 (ja) | 液滴塗布装置及び液滴塗布方法 | |
| EP4357137A1 (en) | Inkjet recording device and program | |
| JP2008055781A (ja) | 画像形成装置 | |
| JP5261954B2 (ja) | インクジェット吐出装置 | |
| JP2010113071A (ja) | 平面表示装置の製造方法 | |
| JP2007229958A (ja) | 液滴吐出装置およびその制御方法 | |
| JP4839923B2 (ja) | 液体噴射ヘッドの電圧制御装置、液体噴射ヘッドの電圧制御方法及び液体噴射装置。 | |
| WO2016166965A1 (ja) | 液滴吐出方法、液滴吐出装置、プログラム | |
| JP2010247077A (ja) | 吐出量測定方法、液滴吐出方法、カラーフィルターの製造方法、および液滴吐出装置 | |
| KR102388032B1 (ko) | 액적 토출 장치 및 방법 | |
| JP5619536B2 (ja) | 塗布方法及び装置 | |
| TW201224583A (en) | Inkjet applying apparatus |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Effective date: 20111222 Free format text: JAPANESE INTERMEDIATE CODE: A621 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120919 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121016 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121217 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130820 |