JP2010142772A - ホットメルト接着剤供給管の洗浄用治具および洗浄方法 - Google Patents
ホットメルト接着剤供給管の洗浄用治具および洗浄方法 Download PDFInfo
- Publication number
- JP2010142772A JP2010142772A JP2008325094A JP2008325094A JP2010142772A JP 2010142772 A JP2010142772 A JP 2010142772A JP 2008325094 A JP2008325094 A JP 2008325094A JP 2008325094 A JP2008325094 A JP 2008325094A JP 2010142772 A JP2010142772 A JP 2010142772A
- Authority
- JP
- Japan
- Prior art keywords
- hot melt
- melt adhesive
- pipe
- jig
- hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images


Landscapes
- Cleaning In General (AREA)
- Cleaning By Liquid Or Steam (AREA)
Abstract
【解決手段】ホットメルト接着剤を供給する管を洗浄するために用いられる治具(15)として、管の内側断面より小さい孔(17)が設けられ、および管からの排出口を該孔(17)に制限するように管の排出側開口端部(11)に取り付けられることを特徴とする治具(15)を用いる。治具(15)は管の排出側開口端部(11)に、例えば継手(13)を介して取り付けられ、ホットメルト接着剤を、軟化点以上かつ使用温度未満の温度にて、管に加圧送給して該治具(15)の孔(17)より排出させることにより、管を洗浄し得る。
【選択図】図2
Description
(a)管の内側断面より小さい孔が設けられている治具を、管からの排出口を該孔に制限するように管の排出側開口端部に取り付け、
(b)ホットメルト接着剤を、軟化点以上かつ使用温度未満の温度にて、管に加圧送給して該治具の孔より排出させる
ことを含む方法が提供される。
まず、ホットメルト接着剤供給装置10よりホットメルト接着剤を被接着物に供給しているとき(本明細書において「通常運転時」と言う)の操作を説明する。
次に、ホットメルト接着剤供給装置10の管5を洗浄するとき(本明細書において「洗浄時」と言う)の操作を説明する。
(A)日信化学工業株式会社製 W7800C
軟化点 101℃
使用温度 170〜180℃
粘度 1000mPa・s(180℃)、1800mPa・s(160℃)
(B)新田ゼラチン株式会社製 HC−271SS
軟化点 100℃
使用温度 175〜185℃
粘度 920mPa・s(180℃)、1600mPa・s(160℃)
・通常運転時
ガン:
吐出口の内径 0.41mm(シーム)、0.35mm(サイド)
尚、通常運転時はビールなどの缶飲料を梱包するための紙箱にホットメルトを供給するものとし、図3を参照して、シーム部分には内径0.41mmにて6点供給し、サイド部分には内径0.35mmにて8点供給するものとした(図3は紙箱の展開図であり、陰を付した部分がホットメルト供給部分である)。
設定温度:
装置本体(タンク) 約165℃
管 約165〜170℃
ガン 約170〜175℃
ポンプ:
加圧倍率 21:1
設定ポンプ圧力 0.18MPa
(よって、液側のホットメルト接着剤の圧力は3.78MPaとなる)
運転時間 6ヶ月
(通常運転を6ヶ月行い、1回ホース洗浄(下記)を実施する。)
・洗浄時
治具(2つ使用して、粗洗浄および仕上げ洗浄を実施):
孔径 4.0mm(粗洗浄用)および1.0mm(仕上げ洗浄用)
設定温度:
装置本体(タンク) 約100℃
管 約100℃
ポンプ:
加圧倍率 21:1
設定ポンプ圧力 0.3〜0.4MPa
(ガンを取り外してブローするため、液側のホットメルト接着剤の圧力は不明)
運転(洗浄)時間 1.5〜2時間
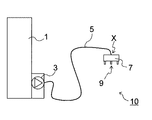
3 ポンプ
5 管(ホース)
7 ガン
9 吐出口
10 ホットメルト接着剤供給装置
11 管の排出側開口端部
12 ナット
13 継手
15 治具
17 孔
X 排出側開口端部の近傍領域
Claims (4)
- ホットメルト接着剤を供給する管を洗浄するために用いられる治具であって、管の内側断面より小さい孔が設けられ、および管からの排出口を該孔に制限するように管の排出側開口端部に取り付けられることを特徴とする治具。
- 請求項1に記載の治具の組であって、孔の大きさが異なる少なくとも2つの治具の組。
- ホットメルト接着剤を供給する管を洗浄するための方法であって、
(a)管の内側断面より小さい孔が設けられている治具を、管からの排出口を該孔に制限するように管の排出側開口端部に取り付け、
(b)ホットメルト接着剤を、軟化点以上かつ使用温度未満の温度にて、管に加圧送給して該治具の孔より排出させる
ことを含む方法。 - 孔の大きさが異なる少なくとも2つの治具の組を用い、
孔がより大きい治具から順に、工程(a)および(b)を繰り返して実施する、請求項3に記載の方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008325094A JP5368078B2 (ja) | 2008-12-22 | 2008-12-22 | ホットメルト接着剤供給管の洗浄用治具および洗浄方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008325094A JP5368078B2 (ja) | 2008-12-22 | 2008-12-22 | ホットメルト接着剤供給管の洗浄用治具および洗浄方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010142772A true JP2010142772A (ja) | 2010-07-01 |
| JP5368078B2 JP5368078B2 (ja) | 2013-12-18 |
Family
ID=42563758
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008325094A Expired - Fee Related JP5368078B2 (ja) | 2008-12-22 | 2008-12-22 | ホットメルト接着剤供給管の洗浄用治具および洗浄方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5368078B2 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54157483U (ja) * | 1978-04-25 | 1979-11-01 | ||
| JPH0531809A (ja) * | 1991-07-30 | 1993-02-09 | Sekisui Chem Co Ltd | ホツトメルト接着剤用供給装置の管路洗浄方法 |
| JPH0564264U (ja) * | 1992-02-05 | 1993-08-27 | 健太郎 今井 | 排水管の詰まり抜き器具 |
| JPH06201100A (ja) * | 1992-12-31 | 1994-07-19 | Sony Corp | 流体供給装置及び配管洗浄装置 |
-
2008
- 2008-12-22 JP JP2008325094A patent/JP5368078B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54157483U (ja) * | 1978-04-25 | 1979-11-01 | ||
| JPH0531809A (ja) * | 1991-07-30 | 1993-02-09 | Sekisui Chem Co Ltd | ホツトメルト接着剤用供給装置の管路洗浄方法 |
| JPH0564264U (ja) * | 1992-02-05 | 1993-08-27 | 健太郎 今井 | 排水管の詰まり抜き器具 |
| JPH06201100A (ja) * | 1992-12-31 | 1994-07-19 | Sony Corp | 流体供給装置及び配管洗浄装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5368078B2 (ja) | 2013-12-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6691909B2 (en) | Sonotrode for ultrasonic welding apparatus | |
| JP6892466B2 (ja) | 吐出装置及び産業用ロボット | |
| US20190176284A1 (en) | Nozzle, nozzle module, and machine tools provided with them | |
| JP5438293B2 (ja) | 冷却液供給装置 | |
| WO2001096747A1 (en) | Ejector | |
| CN105935675A (zh) | 喷嘴清洁设备 | |
| JP5368078B2 (ja) | ホットメルト接着剤供給管の洗浄用治具および洗浄方法 | |
| JP2009056779A (ja) | 射出成形機用ノズルおよび射出成形機用スプール | |
| EP1422045A3 (en) | Heat nozzle for welding floor seams | |
| JP2005271101A (ja) | 研磨パッドのドレッシング装置及び該研磨パッドのドレッシング装置を有する研磨装置 | |
| JP2015033762A (ja) | 高圧冷却剤管および工具本体−高圧冷却剤管アセンブリ | |
| CA2522983A1 (en) | Method and device for the removal of cuttings from a subsea borehole | |
| JP2008100705A (ja) | ノズル及び該ノズル付き容器 | |
| WO2012158494A1 (en) | Adhesive dispensing applicator and valve assembly with needle and valve member in interference fit | |
| CN107407146B (zh) | 钻头组件 | |
| JP6414564B2 (ja) | 配管詰まり解除用治具およびそれを用いた配管詰まり解除方法 | |
| JP6872552B2 (ja) | 動力工具 | |
| JP6810549B2 (ja) | 塗装ガン洗浄装置 | |
| CN212683297U (zh) | 机床清洗刀具、机床清洗刀具总成及机床 | |
| JP5394127B2 (ja) | ワーク取付装置 | |
| JP4725192B2 (ja) | 切屑除去方法 | |
| JPH11104840A (ja) | 溶接トーチのコンタクトチップの清掃治具 | |
| KR101882804B1 (ko) | 내경슬리브 및 그 내경슬리브가 결합된 절삭용 공구 | |
| CN101273228B (zh) | 液体输送管线与导接本体的导接和分离 | |
| JP4665596B2 (ja) | 粘性流体塗布装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20110726 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110930 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121122 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121225 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130215 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130903 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130912 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |