JP2010142770A - 軸体搬送装置とそれを用いた軸体大径部の外径検査装置 - Google Patents
軸体搬送装置とそれを用いた軸体大径部の外径検査装置 Download PDFInfo
- Publication number
- JP2010142770A JP2010142770A JP2008325047A JP2008325047A JP2010142770A JP 2010142770 A JP2010142770 A JP 2010142770A JP 2008325047 A JP2008325047 A JP 2008325047A JP 2008325047 A JP2008325047 A JP 2008325047A JP 2010142770 A JP2010142770 A JP 2010142770A
- Authority
- JP
- Japan
- Prior art keywords
- outer diameter
- light
- shaft
- shaft body
- rotary table
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000005259 measurement Methods 0.000 claims abstract description 29
- 238000005286 illumination Methods 0.000 claims abstract description 14
- 238000009434 installation Methods 0.000 claims abstract description 12
- 230000003287 optical effect Effects 0.000 claims abstract description 11
- 238000007689 inspection Methods 0.000 claims description 18
- 230000032258 transport Effects 0.000 claims description 16
- 230000001678 irradiating effect Effects 0.000 claims description 2
- 230000002950 deficient Effects 0.000 description 5
- 238000000034 method Methods 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
Images


Landscapes
- Sorting Of Articles (AREA)
- Length Measuring Devices By Optical Means (AREA)
- Specific Conveyance Elements (AREA)
Abstract
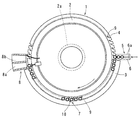
【解決手段】外周の切欠き溝4に軸体Aの軸部a1を適合して受け入れ、大径部a2を下から支えて軸体Aを搬送する回転テーブル2と外周の固定ガイド3にスリット9,10を設け、そのスリット9,10が、外径測定部7に切欠き溝4が到達したときに平面視においてその切欠き溝4に導入された軸体Aの大径部a2を間に挟んで切欠き溝中心Cを通る直線上で対向し、このスリットに光学的外径測定装置の測定光や照明光を縦向きに通せるようにした。
【選択図】図1
Description
また、その設置が仮に可能であっても、大径部の厚みが小さいと大径部に側方から投光する測定光を極めて細いスリット光にせざるを得なくなるため、大径部の径変化による受光量の変化量の絶対値が小さくなって満足できる測定精度を得るのが難しくなる。
前記回転テーブルの外周にワーク供給部が設置され、そのワーク供給部において、搬送される軸体の軸部を前記切欠き溝に適合して受け入れ、この状態で前記大径部を前記回転テーブルで下から支え、テーブル回転により前記軸体をワーク排出部に向けて搬送する軸体搬送装置に以下の要素を付加した。
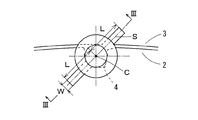
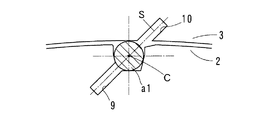
即ち、前記回転テーブルと前記固定ガイドにそれぞれ対をなすスリットを設け、そのスリットは、搬送路の途中に設置される外径測定部に前記切欠き溝が到達したときに平面視においてその切欠き溝に導入された軸体の大径部を間に挟んで切欠き溝中心を通る直線上で対向し、このスリットに前記外径測定部において光学的外径測定装置の測定光又は照明光を縦向きに通せるようにした。
その受光部による受光量が前記外径測定部に搬送された軸体の前記大径部の径変化に応じて変動し、
その受光量に基く前記大径部の外径の演算と基準値との比較による前記大径部の外径の良否判定が前記演算・判定部において行われるようにした外径検査装置も併せて提供する。
この検査装置の投光部と受光部は、照明光を照射する投光部とそれに対向させて軸体の大径部を撮像するカメラに置き換えてもよい。照明光を遮った軸体の大径部は、影と同様の暗い影像としてカメラに映される。そして、そのときの画像のサイズが外径測定部に搬送された軸体の大径部の径変化に応じて変動し、そのために、撮像した画像のサイズ変動に基く前記大径部の外径の演算と基準値との比較による前記大径部の外径の良否判定を前記演算・判定部において行うことで、受光部の受光量に基いて外径を測定する装置と同様に、軸体大径部の外径検査を行うことができる。
2 回転テーブル
2a 支軸
3 固定ガイド
4 切欠き溝
5 ワーク供給部
6 直進フィーダ
6a レール
7 外径測定部
8 ワーク排出部
8a 不良品排出部
8b 良品排出部
9,10 スリット
11 外径測定装置
12 投光部
13 受光部
14 演算・判定部
15 表示部
16 測定光
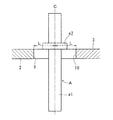
A 軸体
a1 軸部
a2 大径部
S 基準線
C 切欠き溝中心
L スリットの長さ
W スリットの幅
Claims (5)
- 中心の支軸を支点に回転させる、外周に定ピッチで切欠き溝(4)を設けた回転テーブル(2)と、この回転テーブル(2)の外周にテーブル回転のための隙間をあけて寄り沿わせる固定ガイド(3)を有し、
前記回転テーブル(2)の外周にワーク供給部(5)が設置され、そのワーク供給部(5)において、軸部(a1)の上端又は長手途中の外周に径方向に突出する大径部(a2)が設けられた軸体(A)の前記軸部(a1)を前記切欠き溝(4)に適合して受け入れ、この状態で前記大径部(a2)を前記回転テーブル(2)で下から支え、テーブル回転により前記軸体(A)をワーク排出部(8)に向けて搬送する軸体搬送装置であって、
前記回転テーブル(2)と前記固定ガイド(3)にそれぞれ対をなすスリット(9,10)を設け、そのスリット(9,10)は、搬送路の途中に設置される外径測定部(7)に前記切欠き溝(4)が到達したときに平面視において外径測定部の切欠き溝(4)に導入された軸体の前記大径部(a2)を間に挟んで切欠き溝中心(C)を通る直線の基準線(S)上で対向し、このスリット(9,10)に前記外径測定部(7)において光学的外径測定装置の測定光又は照明光を縦向きに通せるようにした軸体搬送装置。 - 外径測定部において互いに対向する回転テーブル側のスリット(9)と固定ガイド側のスリット(10)を、互いの設置方向を異ならせて複数対設けた請求項1に記載の軸体搬送装置。
- 請求項1又は2に記載の軸体搬送装置(1)と、その軸体搬送装置の回転テーブル(2)及び固定ガイド(3)を間にして対向配置する投光部(12)と受光部(13)、及び前記受光部(13)の受光信号に基いて外径の演算・判定を行う演算・判定部(14)とを備えた外径測定装置(11)を有し、前記投光部(12)と受光部(13)が前記外径測定部(7)に設置されて投光部(12)から投光された測定光が回転テーブル(2)と固定ガイド(3)にそれぞれ設けられた前記スリット(9,10)を通して前記受光部(13)に至り、
その受光部(13)による受光量が前記外径測定部(7)に搬送された軸体(A)の前記大径部(a2)の径変化に応じて変動し、
その受光量に基く前記大径部(a2)の外径の演算と基準値との比較による前記大径部(a2)の外径の良否判定が前記演算・判定部(14)において行われるようにした軸体大径部の外径検査装置。 - 請求項3に記載の外径検査装置の投光部(12)と受光部(13)に代えて、照明光を照射する投光部とそれに対向させたカメラを設け、前記カメラで撮像する画像のサイズが前記外径測定部(7)に搬送された軸体(A)の前記大径部(a2)の径変化に応じて変動し、その撮像した画像のサイズ変動に基く前記大径部(a2)の外径の演算と基準値との比較による前記大径部(a2)の外径の良否判定が前記演算・判定部(14)において行われるようにした軸体大径部の外径検査装置。
- 前記投光部(12)をレーザーダイオードで構成し、前記測定光又は照明光として平行光を投光するようにした請求項3又は4に記載の軸体大径部の外径検査装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008325047A JP4930948B2 (ja) | 2008-12-22 | 2008-12-22 | 軸体搬送装置とそれを用いた軸体大径部の外径検査装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008325047A JP4930948B2 (ja) | 2008-12-22 | 2008-12-22 | 軸体搬送装置とそれを用いた軸体大径部の外径検査装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010142770A true JP2010142770A (ja) | 2010-07-01 |
| JP4930948B2 JP4930948B2 (ja) | 2012-05-16 |
Family
ID=42563756
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008325047A Active JP4930948B2 (ja) | 2008-12-22 | 2008-12-22 | 軸体搬送装置とそれを用いた軸体大径部の外径検査装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4930948B2 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5535410B1 (ja) * | 2013-01-30 | 2014-07-02 | 日鍛バルブ株式会社 | ワークの検査設備 |
| WO2014171285A1 (ja) * | 2013-04-18 | 2014-10-23 | 株式会社ユタカ | 軸体の良否検査装置 |
| US10473622B2 (en) | 2015-08-03 | 2019-11-12 | Nittan Valve Co., Ltd. | Method and apparatus for flaw inspection of friction-weld part of stem in engine valve |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101879639B1 (ko) * | 2018-02-07 | 2018-07-18 | 주식회사 에스탑 | 부품의 흔들림 방지기능을 갖는 비젼 선별기 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55151962A (en) * | 1979-05-14 | 1980-11-26 | Fuji Electric Co Ltd | Emergency stop device for solid medicine carrying device in case of abnormal load |
| JPH01250845A (ja) * | 1988-03-31 | 1989-10-05 | Tdk Corp | チップ状部品の自動外観検査機 |
| JPH0623328A (ja) * | 1992-07-08 | 1994-02-01 | Shinko Electric Co Ltd | 部品仕分装置 |
| JPH06100147A (ja) * | 1992-09-18 | 1994-04-12 | Shinko Electric Co Ltd | 部品整列装置 |
| JP2007121039A (ja) * | 2005-10-26 | 2007-05-17 | Yutaka:Kk | 貫通孔の内径の検査方法およびナット検査装置 |
| JP2007153568A (ja) * | 2005-12-07 | 2007-06-21 | Yutaka:Kk | 頭部付き軸体の搬送装置 |
-
2008
- 2008-12-22 JP JP2008325047A patent/JP4930948B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS55151962A (en) * | 1979-05-14 | 1980-11-26 | Fuji Electric Co Ltd | Emergency stop device for solid medicine carrying device in case of abnormal load |
| JPH01250845A (ja) * | 1988-03-31 | 1989-10-05 | Tdk Corp | チップ状部品の自動外観検査機 |
| JPH0623328A (ja) * | 1992-07-08 | 1994-02-01 | Shinko Electric Co Ltd | 部品仕分装置 |
| JPH06100147A (ja) * | 1992-09-18 | 1994-04-12 | Shinko Electric Co Ltd | 部品整列装置 |
| JP2007121039A (ja) * | 2005-10-26 | 2007-05-17 | Yutaka:Kk | 貫通孔の内径の検査方法およびナット検査装置 |
| JP2007153568A (ja) * | 2005-12-07 | 2007-06-21 | Yutaka:Kk | 頭部付き軸体の搬送装置 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5535410B1 (ja) * | 2013-01-30 | 2014-07-02 | 日鍛バルブ株式会社 | ワークの検査設備 |
| WO2014118924A1 (ja) * | 2013-01-30 | 2014-08-07 | 日鍛バルブ株式会社 | ワークの検査設備 |
| US9340372B2 (en) | 2013-01-30 | 2016-05-17 | Nittan Valve Co., Ltd. | Workpiece inspection equipment |
| WO2014171285A1 (ja) * | 2013-04-18 | 2014-10-23 | 株式会社ユタカ | 軸体の良否検査装置 |
| WO2014171020A1 (ja) * | 2013-04-18 | 2014-10-23 | 株式会社ユタカ | 軸体搬送装置 |
| JPWO2014171285A1 (ja) * | 2013-04-18 | 2017-02-23 | 株式会社ユタカ | 軸体の良否検査装置 |
| US9965839B2 (en) | 2013-04-18 | 2018-05-08 | Yutaka Co., Ltd. | Apparatus for quality inspection of shafts |
| US10473622B2 (en) | 2015-08-03 | 2019-11-12 | Nittan Valve Co., Ltd. | Method and apparatus for flaw inspection of friction-weld part of stem in engine valve |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4930948B2 (ja) | 2012-05-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102424193B1 (ko) | 레일 검사 장치 및 레일 검사 시스템 | |
| JP5923172B2 (ja) | 板ガラスの検査ユニット及び製造設備 | |
| JP2013134198A (ja) | 山形鋼の端部形状検出方法、端部形状検査方法、端部形状検出装置、及び端部形状検査装置 | |
| JP4930948B2 (ja) | 軸体搬送装置とそれを用いた軸体大径部の外径検査装置 | |
| JP5470885B2 (ja) | フィルムの平面性検査装置および平面性検査方法 | |
| KR101691397B1 (ko) | 테이퍼 롤러 외경 측정 및 외관 검사 장치 | |
| JP5597220B2 (ja) | ガラス壜のびり検査装置およびそれを用いたびり検査方法 | |
| JP6907862B2 (ja) | 管の内面検査装置 | |
| KR102456700B1 (ko) | 용접비드 검사장치 | |
| KR101682091B1 (ko) | 캡 검사장치 | |
| JP2004077425A (ja) | 駆動伝達ベルトの検査装置 | |
| JP4575826B2 (ja) | 幅広物品の検査方法 | |
| JP5549383B2 (ja) | ガラス管の欠陥検査方法 | |
| JP2007218782A (ja) | 表面欠陥検査装置 | |
| JP7395950B2 (ja) | 外観検査装置及び外観検査方法 | |
| JP2008122349A (ja) | 測定装置 | |
| JP2007010336A (ja) | 外観検査方法及びその装置 | |
| JP2018146380A (ja) | 表面検査装置の異常判定方法とその表面検査装置 | |
| JP5155082B2 (ja) | 円筒体の表面検査装置 | |
| JP2011007498A (ja) | 円筒体の表面検査装置 | |
| RU2352921C2 (ru) | Дефектоскоп для контроля внутренней поверхности труб (варианты) | |
| JP5137926B2 (ja) | シリンダブロックのスプール孔検査方法 | |
| JP2006153613A (ja) | リング状素形材の偏肉自動検査装置 | |
| JP7343781B2 (ja) | 金属板の表面欠陥検査装置 | |
| JP2002214155A (ja) | 被検査物の欠陥検査装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111125 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20111201 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20120110 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120117 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120207 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4930948 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150224 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |