JP2010141034A - Semiconductor device and manufacturing method of the same - Google Patents
Semiconductor device and manufacturing method of the same Download PDFInfo
- Publication number
- JP2010141034A JP2010141034A JP2008314639A JP2008314639A JP2010141034A JP 2010141034 A JP2010141034 A JP 2010141034A JP 2008314639 A JP2008314639 A JP 2008314639A JP 2008314639 A JP2008314639 A JP 2008314639A JP 2010141034 A JP2010141034 A JP 2010141034A
- Authority
- JP
- Japan
- Prior art keywords
- metal base
- semiconductor device
- power element
- resin
- mold resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/47—Structure, shape, material or disposition of the wire connectors after the connecting process
- H01L2224/48—Structure, shape, material or disposition of the wire connectors after the connecting process of an individual wire connector
- H01L2224/4805—Shape
- H01L2224/4809—Loop shape
- H01L2224/48091—Arched
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/01—Means for bonding being attached to, or being formed on, the surface to be connected, e.g. chip-to-package, die-attach, "first-level" interconnects; Manufacturing methods related thereto
- H01L2224/42—Wire connectors; Manufacturing methods related thereto
- H01L2224/47—Structure, shape, material or disposition of the wire connectors after the connecting process
- H01L2224/48—Structure, shape, material or disposition of the wire connectors after the connecting process of an individual wire connector
- H01L2224/481—Disposition
- H01L2224/48135—Connecting between different semiconductor or solid-state bodies, i.e. chip-to-chip
- H01L2224/48137—Connecting between different semiconductor or solid-state bodies, i.e. chip-to-chip the bodies being arranged next to each other, e.g. on a common substrate
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2224/00—Indexing scheme for arrangements for connecting or disconnecting semiconductor or solid-state bodies and methods related thereto as covered by H01L24/00
- H01L2224/73—Means for bonding being of different types provided for in two or more of groups H01L2224/10, H01L2224/18, H01L2224/26, H01L2224/34, H01L2224/42, H01L2224/50, H01L2224/63, H01L2224/71
- H01L2224/732—Location after the connecting process
- H01L2224/73251—Location after the connecting process on different surfaces
- H01L2224/73265—Layer and wire connectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/10—Details of semiconductor or other solid state devices to be connected
- H01L2924/11—Device type
- H01L2924/13—Discrete devices, e.g. 3 terminal devices
- H01L2924/1304—Transistor
- H01L2924/1305—Bipolar Junction Transistor [BJT]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/10—Details of semiconductor or other solid state devices to be connected
- H01L2924/11—Device type
- H01L2924/13—Discrete devices, e.g. 3 terminal devices
- H01L2924/1304—Transistor
- H01L2924/1305—Bipolar Junction Transistor [BJT]
- H01L2924/13055—Insulated gate bipolar transistor [IGBT]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/10—Details of semiconductor or other solid state devices to be connected
- H01L2924/11—Device type
- H01L2924/13—Discrete devices, e.g. 3 terminal devices
- H01L2924/1304—Transistor
- H01L2924/1306—Field-effect transistor [FET]
- H01L2924/13091—Metal-Oxide-Semiconductor Field-Effect Transistor [MOSFET]
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01L—SEMICONDUCTOR DEVICES NOT COVERED BY CLASS H10
- H01L2924/00—Indexing scheme for arrangements or methods for connecting or disconnecting semiconductor or solid-state bodies as covered by H01L24/00
- H01L2924/15—Details of package parts other than the semiconductor or other solid state devices to be connected
- H01L2924/181—Encapsulation
Landscapes
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
Abstract
Description
この発明は、インバータ等の半導体装置に関し、特に、パワー素子を含む半導体装置の冷却構造に関するものである。 The present invention relates to a semiconductor device such as an inverter, and more particularly to a cooling structure for a semiconductor device including a power element.
従来の半導体装置は、例えば、パワー素子が実装されたリードフレームが放熱フィンに絶縁樹脂シートを介して熱圧着され、パワー素子部から放熱フィンの側面の一部までが、モールド樹脂によって封止されて構成されている。パワー素子はリードフレームにはんだ付けされており、リードフレーム間及びリードフレームと放熱フィン間は絶縁樹脂シートとモールド樹脂の封止により、外部と絶縁されている。そして、パワー素子の発熱は、リードフレーム、絶縁樹脂シートを介して放熱フィンに伝熱されて放熱されるようになっている(例えば、特許文献1参照)。 In a conventional semiconductor device, for example, a lead frame on which a power element is mounted is thermocompression bonded to a radiating fin via an insulating resin sheet, and a part from the power element portion to a part of the side surface of the radiating fin is sealed with a mold resin. Configured. The power element is soldered to the lead frame, and between the lead frames and between the lead frame and the radiating fin is insulated from the outside by sealing with an insulating resin sheet and a mold resin. Then, the heat generated by the power element is transferred to the heat radiating fins via the lead frame and the insulating resin sheet to be radiated (see, for example, Patent Document 1).
また、半導体装置等の電子部品へ取り付ける放熱器としては、例えば、放熱板が所定間隔で対向してU字状に形成された複数の放熱フィンを、放熱フィン支持基盤(金属ベース)の平面上に所定間隔で平行に多数形成した嵌合溝に嵌合させ、かしめ等により固定して構成されたものが知られている。これによれば、金属ベースが押出し成形やダイキャスト成形等で製作でき、トング比(フィン隙間/フィン高さ)を小さくすることで、成形金型の金型強度や部材のつまりを軽減できるため、フィンピッチを小さくできる。また、放熱フィンは個別に製作できるため、フィン長さを長くできる(例えば、特許文献2参照)。 In addition, as a radiator attached to an electronic component such as a semiconductor device, for example, a plurality of radiating fins formed in a U shape with radiating plates facing each other at a predetermined interval are arranged on the plane of the radiating fin support base (metal base). There are known ones that are fitted in a plurality of fitting grooves formed in parallel at predetermined intervals and fixed by caulking or the like. According to this, the metal base can be manufactured by extrusion molding, die casting molding, etc., and by reducing the tong ratio (fin gap / fin height), the mold strength of the molding die and clogging of the members can be reduced. The fin pitch can be reduced. Moreover, since a radiation fin can be manufactured separately, fin length can be lengthened (for example, refer patent document 2).
半導体装置において、パワー素子部及び放熱フィンの一部を樹脂で封止する構成を採用した場合、封止後にモールド樹脂の熱収縮が発生するため、放熱フィンがモールド樹脂に追随して変形することで反りが発生する場合がある。また、特許文献1のように放熱フィンの側面でモールド樹脂と密着させた場合、モールド樹脂の熱収縮によるせん断力が発生して、放熱フィンとモールド樹脂の密着面で剥離が発生する虞があった。このような剥離は、パワー素子をマウントしたはんだ接合部にクラックを誘発させて、放熱性を阻害する虞があるという問題点があった。
In a semiconductor device, when a configuration in which a part of the power element portion and the heat radiating fin is sealed with resin is employed, heat shrinkage of the mold resin occurs after sealing, so that the heat radiating fin is deformed following the mold resin. May cause warping. Further, when the side surface of the radiating fin is brought into close contact with the side surface of the heat radiating fin as in
また、特許文献2に記載されているような放熱器を半導体装置に適用して、特許文献1のように樹脂封止することも考えられるが、その場合は、樹脂封止後にモールド樹脂の熱収縮が発生するため、金属ベースは、両端側が収縮力によって中心方向に引っ張られて中央部で折り曲げられるように反る。そのため、金属ベース裏面の放熱フィンのかしめ部の隙間が拡大し、放熱フィンと金属ベースのかしめ力が低下する虞があった。その結果、放熱フィンと金属ベース間の接触熱抵抗が大きくなって放熱フィンの放熱性が低下したり、極端な場合には、振動によって放熱フィンが外れ、製品不良に発展する虞があるという問題点があった。
In addition, it is conceivable to apply a radiator as described in Patent Document 2 to a semiconductor device and perform resin sealing as in
この発明は、上記のような問題点を解決するためになされたもので、放熱フィンの取付構造を改善して半導体装置の小形化と低コスト化を図ることを目的とする。 The present invention has been made to solve the above-described problems, and an object of the present invention is to improve the mounting structure of the radiating fins to reduce the size and cost of the semiconductor device.
この発明に係る半導体装置は、パワー素子と、一面側にパワー素子が搭載された金属ベースと、金属ベースの他面側に設けられてパワー素子で発生した熱を放熱させる複数の放熱フィンとを有する半導体装置において、放熱フィンは、断面が略コの字状に形成されて屈曲部側が取付部となっており、金属ベースの他面側に取付部が密接され、パワー素子と金属ベースと放熱フィンの取付部近傍とがモールド樹脂により封止されて一体に形成されているものである。 A semiconductor device according to the present invention includes a power element, a metal base on which the power element is mounted on one side, and a plurality of radiating fins provided on the other side of the metal base to dissipate heat generated by the power element. In the semiconductor device, the heat dissipating fin has a substantially U-shaped cross section, the bent portion side is an attachment portion, the attachment portion is in close contact with the other surface side of the metal base, and the heat element and the metal base are dissipated. The vicinity of the fin mounting portion is integrally formed by sealing with a mold resin.
また、この発明に係る半導体装置の製造方法は、パワー素子と、パワー素子が搭載される金属ベースと、金属ベースに設けられてパワー素子で発生した熱を放熱させる複数の放熱フィンとを有する半導体装置の製造方法において、放熱フィンは、断面を略コの字状に形成して屈曲部側を取付部とし、金属ベースの一面側にパワー素子を搭載し、他面側に放熱フィンの取付部を密接させて成形金型内に配置し、パワー素子と金属ベースと放熱フィンの取付部近傍との周囲に形成した空間にモールド樹脂を充填して一体に成形したものである。 The semiconductor device manufacturing method according to the present invention includes a power element, a metal base on which the power element is mounted, and a plurality of radiating fins provided on the metal base to dissipate heat generated by the power element. In the manufacturing method of the apparatus, the radiating fin has a substantially U-shaped cross section, the bent side is the mounting part, the power element is mounted on one side of the metal base, and the radiating fin mounting part is on the other side. Are placed in a molding die in close contact with each other, and a mold resin is filled into a space formed around the power element, the metal base, and the vicinity of the mounting portion of the radiating fin, and is integrally molded.
この発明の半導体装置によれば、金属ベースの一面側にパワー素子が搭載され、他面側に断面が略コの字状に形成された放熱フィンの屈曲部側が密接され、パワー素子と金属ベースと放熱フィンの取付部近傍とがモールド樹脂により封止されて一体に形成されているので、樹脂封止時の樹脂保圧と樹脂封止後の樹脂熱収縮により、放熱フィンの取付面と金属ベースとが密着し、放熱フィンと金属ベースの接触熱抵抗を小さくできる。
また、金属ベース全面をモールド樹脂で覆うため、モールド樹脂が熱収縮しても、金属ベース側面とモールド樹脂の界面に対してせん断力が小さく、密着性が良好となって、金属ベースと放熱フィン間の接触熱抵抗が安定化し、また、振動時の信頼性が向上する。
According to the semiconductor device of the present invention, the power element is mounted on one surface side of the metal base, and the bent portion side of the heat radiating fin having a substantially U-shaped cross section is in close contact with the other surface side. And the vicinity of the mounting portion of the radiating fin are sealed and integrally formed with a mold resin, so that the mounting surface of the radiating fin and the metal are formed by resin holding pressure during resin sealing and resin thermal contraction after resin sealing. The base is in close contact, and the contact thermal resistance between the radiating fin and the metal base can be reduced.
In addition, since the entire surface of the metal base is covered with the mold resin, even if the mold resin is thermally shrunk, the shear force is small with respect to the interface between the side surface of the metal base and the mold resin, and the adhesiveness is improved. The contact thermal resistance is stabilized, and the reliability during vibration is improved.
また、この発明の半導体装置の製造方法によれば、金属ベースの一面側にパワー素子を搭載し、他面側に放熱フィンの取付部を密接させて成形金型内に配置し、パワー素子と金属ベースと放熱フィンの取付部近傍との周囲に形成した空間にモールド樹脂を充填して一体に成形したので、上記と同様の効果を得ることができる。 Further, according to the method of manufacturing a semiconductor device of the present invention, the power element is mounted on one surface side of the metal base, and the mounting portion of the radiating fin is placed in close contact with the other surface side to be disposed in the molding die. Since the space formed around the metal base and the vicinity of the mounting portion of the heat radiating fin is filled with the mold resin and integrally molded, the same effect as described above can be obtained.
実施の形態1.
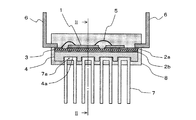
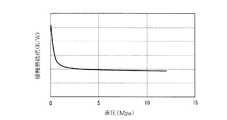
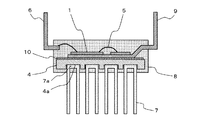
図1は、実施の形態1による半導体装置の正面断面図であり、図2は、図1を矢印II−IIから見た側面断面図である。図3は、図1の半導体装置の製造途中における成形金型内の設置様相を示す図である。また、図4は、実施の形態1における半導体装置の放熱フィン取付部の面圧と接触熱抵抗の関係を示す図である。
1 is a front cross-sectional view of the semiconductor device according to the first embodiment, and FIG. 2 is a side cross-sectional view of FIG. 1 viewed from an arrow II-II. FIG. 3 is a view showing an installation aspect in the molding die in the course of manufacturing the semiconductor device of FIG. FIG. 4 is a diagram showing the relationship between the contact pressure and the surface pressure of the radiating fin mounting portion of the semiconductor device according to the first embodiment.
先ず、半導体装置に使用されるパワー素子について説明する。パワー素子としては、例えば、入力交流電力を直流に変換するコンバータ部のダイオードや、直流を交流に変換するインバータ部のバイポーラトランジスタ,IGBT,MOSFET,GTO等がある。実施の形態1の半導体装置は、例えば、パワー素子にIGBTを使用し、インバータ部のパワー素子を3個ずつ用いて上アーム及び下アームとした6in1構成の半導体装置や、インバータ部のパワー素子を1個ずつ用いて上アームと下アームとした2in1構成の半導体装置である。 First, a power element used in a semiconductor device will be described. Examples of the power element include a diode in a converter unit that converts input AC power into DC, a bipolar transistor in an inverter unit that converts DC into AC, an IGBT, a MOSFET, a GTO, and the like. In the semiconductor device of the first embodiment, for example, an IGBT is used as a power element, and three power elements in the inverter unit are used for each of the upper arm and the lower arm, and a power element in the inverter unit is used. This is a 2-in-1 semiconductor device having an upper arm and a lower arm, one by one.
以下、図に基づいて説明する。パワー素子1は、表面と裏面にパターン2a,2bが形成された絶縁樹脂層3の上面に配置されている。この絶縁樹脂層3とパターン2a,2bの部分は、一体化して製造されるセラミック基板や金属基板などの汎用品を使用することができる。
絶縁樹脂層3の下面側には板状の金属ベース4が配置されている。金属ベース4の材質は、銅やアルミニウムなどの高熱伝導の部材である。
パワー素子1は絶縁樹脂層3表面のパターン2aとはんだ接合される。そして、金属ベース4は絶縁樹脂層3裏面のパターン2bとはんだ接合される。また、パワー素子1同士、及びパワー素子1とパターン2aとは金属ワイヤ5により電気的に接続され、更に、外部との出入力制御はパターン2a上にはんだ接合されたリード端子6により行われる。
上記のように、パワー素子1は、パターン2a,2bと絶縁樹脂層3とからなる基板を介して金属ベース4の一面側に搭載されている。
Hereinafter, a description will be given based on the drawings. The
A plate-
The
As described above, the
金属ベース4の他面側、すなわちパワー素子1が搭載される側とは反対側の面は、トング比の小さな(例えば、2以下)複数の溝部4aが所定間隔で並行して形成されており、この溝部4aに複数個の放熱フィン7が固着されている。固着方法は後述する。
放熱フィン7は、銅やアルミニウム等の高熱伝導率の素材を用いて、断面が略コの字状に形成され、その屈曲部側が取付部7aとなっている。実際に製作する場合は、例えば、前記素材の長方形の薄板をプレス成形により中央部で折り曲げて形成する。当然、溝部4aの寸法は、この取付部7aが嵌合する大きさに形成されている。
On the other surface side of the
The
なお、金属ベース4の放熱フィン取付面は、図のような溝部4aを形成しないで一様な平坦面としてもよいが、トング比の小さな溝部4aを設けることで、放熱フィン7の位置決めが容易にでき、また、後述する樹脂封入時の樹脂圧による位置ずれも防止できる。
また、放熱フィン7の取付部7a部は、断面が略コの字状に屈曲しているが、屈曲部の断面形状は、例えばU字状に近いものでもよい。この場合は、溝部4aの断面形状もそれに嵌合するように形成される。
The heat radiation fin mounting surface of the
In addition, the
上記の、パワー素子1、金属ワイヤ5、パターン2a,2bを有する絶縁樹脂層3、金属ベース4全体、及び放熱フィン7の取付部7a近傍が、モールド樹脂8により樹脂封止されて一体に形成されている。樹脂封止の方法については後述する。
パワー素子1、金属ワイヤ5、パターン2aの絶縁は、モールド樹脂8と絶縁樹脂層3により成されている。
The
The
なお、上記の構成において、絶縁樹脂層3とパターン2a,2bとからなる基板部を無くし、放熱フィン7にアルマイト処理などの絶縁処理を行って、パワー素子1と金属ベース4とを直接はんだ接合しても良い。アルマイト処理された放熱フィン7により外部との絶縁が確保でき、また、アルマイト処理により表面粗化された放熱フィンは樹脂との密着性が良く、更に輻射による放熱性も良いので、簡単な構成で放熱フィンの放熱性を向上させることができる。
In the above-described configuration, the substrate portion composed of the insulating
次に、モールド樹脂8により樹脂封止する方法を、図3に基づいて説明する。
先ず、パワー素子1がパターン2a,2bを有する絶縁樹脂層3を介して実装された金属ベース4と、放熱フィン7とを、上型21と下型22からなる成形金型内に設置する。このとき、金属ベース4上面の絶縁樹脂層3のパターン2aと上型21との間に形成した空間には押え冶具23が挿入されている。放熱フィン7は下型22のスリット22aに挿入されて保持されており、下型22の上面側と金属ベース4との間には空間が形成されている。金属ベース4と放熱フィン7とは上型21の押え冶具23と下型22とで圧力をかけた状態で、位置ずれがないように保持されている。
この状態で、トランスファー成形により、加熱したモールド樹脂8を空間内に加圧しながら注入して充填する。モールド樹脂8の材質は、トランスファー成形ではエポキシ樹脂などの熱硬化性樹脂であるが、射出成形の場合はPBT,PPSなどの熱可塑性樹脂が使用される。
Next, a method of resin sealing with the
First, the
In this state, the
上述のように、成形金型内では、放熱フィン7は上型21の押え冶具23と下型22により荷重が加えられているので、放熱フィン7の取付部7aの外面と金属ベース4の溝部4aの底面とは放熱フィン7の弾性力により、密着されている。液状のモールド樹脂8は、パワー素子1,パターン2a,2bが形成された絶縁樹脂層3,金属ベース4,及び放熱フィン7の取付部7a近傍を含む全面を覆うように、空間内に流動して充填され、その状態で、金属ベース4の界面との密着や樹脂架橋密度を上げるために加圧保持される。成形金型による荷重と、樹脂圧による加圧とにより、金属ベース4の溝部4a底面と放熱フィン7の取付部7aの外面は効果的に加圧されて接触面の密着性が向上する。
As described above, since the load is applied to the radiating
図4に、接触面の面圧と接触熱抵抗の関係を示す。トランスファー成形の樹脂圧は、10MPa程度であり、図4から分かるように、放熱フィン7と金属ベース4の面圧を10MPaで加圧した場合は、ほぼ接触熱抵抗は飽和しており、トランスファー成形での樹脂圧で十分接触熱抵抗を小さくできることをと見出した。
FIG. 4 shows the relationship between the contact surface pressure and the contact thermal resistance. The resin pressure of transfer molding is about 10 MPa. As can be seen from FIG. 4, when the surface pressure of the radiating
樹脂封止後、加圧された状態で放熱フィン7と金属ベース4の接触面は固化するので、接触熱抵抗は著しく小さくなる。
また、放熱フィン7は下型22のスリット22aに挿入されているので、加熱された下型22から熱伝導することで放熱フィン7は膨張し、下型22に、隙間なくフィットして保持される。このため、放熱フィン7の表面にモールド樹脂8が附着して放熱性が低下することがない。モールド樹脂8の封止完了後、下型22を冷却することで、容易に離型することができる。
After sealing the resin, the contact surface between the
Further, since the
本実施の形態の特徴として、モールド樹脂8は、放熱フィン7の取付部7a近傍の内面にも充填されており、その樹脂は端面側で他の部分と繋がっているので、結果として、放熱フィン7の取付部7a近傍はモールド樹脂に埋没していることになる(図2参照)。これにより、モールド樹脂8が冷却される過程で熱収縮したとき、放熱フィン7の取付部7aの外面と金属ベース4の溝部4aの底面は加圧される方向に反力が作用し、放熱フィン7と金属ベース4の密着力が増して接触熱抵抗は小さくなる。
また、モールド樹脂8の熱収縮により、特に金属ベース4の側面では剥離が発生しやすいが、本実施の形態のように金属ベース4全体をモールド樹脂8で覆うことで、界面剥離を低減できる。
As a feature of the present embodiment, the
Further, due to the thermal contraction of the
また、本実施の形態では、放熱フィン7は、金属ベース4とは個別に製作されて、同時に樹脂封止されるため、金属ベース4と放熱フィン7の製作上の自由度が増す。
例えば、複数個で構成される放熱フィン7の材質を同一部材で構成する以外に、アルミニウムと銅のように異種部材の組み合わせで構成することができる。
また、放熱フィン7と金属ベース4の材質についても、アルミニウム同士のように同種の部材で構成してもよいが、例えば、金属ベース4はアルミニウム、放熱フィン7は銅というように、異なる金属部材で構成してもよい。そうすれば、安価な金属ベース4と放熱効率の高い放熱フィン7とが組み合わされて、半導体装置を小形で安価にできる。
また、パワー素子1の容量に合わせて、放熱フィン7の材質(例えば、アルミニウム,銅)の組み合わせを変えたり、放熱フィン7の高さや枚数を調整することで、様々な半導体装置の仕様に対応できる。
更に、半導体装置の金属ベースを共通化しておき、放熱フィンの材質,長さ,枚数を調整することで、様々なパワー素子の容量に対応できる。
In the present embodiment, the radiating
For example, in addition to the material of the plurality of radiating
Further, the material of the
In addition, by changing the combination of the material of the radiating fins 7 (for example, aluminum and copper) according to the capacity of the
Furthermore, by sharing the metal base of the semiconductor device and adjusting the material, length, and number of radiating fins, it is possible to cope with various power element capacities.
また、一般的に、背景技術の項で説明した特許文献2のような、放熱フィンを金属ベースに圧入する場合は、プレス刃により強制的に放熱フィンを金属ベースの溝部に嵌合させるため、プレス刃を抜くと圧力が開放されて、放熱フィンがスプリングバックし、溝部の内側に変形しようとする。そのため、放熱フィンと金属ベースの接触圧力が低下し、接触熱抵抗が大きくなる場合があった。これに対して、本実施の形態では、放熱フィンと金属ベースの接触部は樹脂圧により保持されるため、圧力が開放されることなく、接触熱抵抗を小さく維持できる。 In general, when the heat radiation fin is press-fitted into the metal base as in Patent Document 2 described in the background art section, the heat radiation fin is forcibly fitted to the groove portion of the metal base by a press blade. When the press blade is pulled out, the pressure is released and the radiating fin springs back and tries to deform inside the groove. For this reason, the contact pressure between the radiating fin and the metal base may decrease, and the contact thermal resistance may increase. On the other hand, in the present embodiment, the contact portion between the radiating fin and the metal base is held by the resin pressure, so that the contact thermal resistance can be kept small without releasing the pressure.
以上のように,実施の形態1の半導体装置及びその製造方法によれば、パワー素子と、一面側にパワー素子が搭載された金属ベースと、金属ベースの他面側に設けられてパワー素子で発生した熱を放熱させる複数の放熱フィンとを有する半導体装置において、断面が略コの字状に形成された放熱フィンの屈曲部側を取付部として、金属ベースの他面側に密接させ、パワー素子と金属ベースと放熱フィンの取付部近傍とをモールド樹脂により封止して一体に形成したので、樹脂封止時の樹脂の加圧保持と、樹脂封止後の樹脂熱収縮により、放熱フィンの取付面と金属ベースとが密着し、放熱フィンと金属ベースの接触熱抵抗を小さくできる。
また、金属ベース全面をモールド樹脂で覆うため、モールド樹脂が熱収縮しても、金属ベース側面と樹脂との剥離起点がなく、密着性が良好となって、金属ベースとモールド樹脂間の接触熱抵抗の安定化が図られ、また、振動時の信頼性が向上する。
また、金属ベースと放熱フィンを別部材とすることで、放熱フィンのピッチや枚数や材質を最適に設計でき、その結果、半導体装置の小形化及び低コスト化を実現できる。
As described above, according to the semiconductor device and the manufacturing method thereof in the first embodiment, the power element, the metal base on which the power element is mounted on one surface side, and the power element provided on the other surface side of the metal base. In a semiconductor device having a plurality of heat dissipating fins that dissipate the generated heat, the bent portion side of the heat dissipating fin having a substantially U-shaped cross section is used as an attachment portion, and is brought into close contact with the other surface side of the metal base. The element, the metal base, and the vicinity of the mounting portion of the radiating fin are integrally formed by sealing with a mold resin. The attachment surface and the metal base are in close contact with each other, and the contact thermal resistance between the heat radiation fin and the metal base can be reduced.
In addition, since the entire surface of the metal base is covered with the mold resin, even if the mold resin is thermally contracted, there is no separation start point between the metal base side surface and the resin, the adhesion is improved, and the contact heat between the metal base and the mold resin is improved. Resistance is stabilized, and reliability during vibration is improved.
In addition, by using the metal base and the radiating fins as separate members, the pitch, number and material of the radiating fins can be optimally designed. As a result, the semiconductor device can be reduced in size and cost.
また、金属ベースの放熱フィン取付側に複数の溝部を形成し、放熱フィンの取付部を溝部に嵌合させてモールドにより固着したので、放熱フィンの位置決めが容易にでき、また、樹脂封入時の樹脂圧による位置ずれを防止できる。 In addition, a plurality of grooves are formed on the metal-based radiating fin mounting side, and the mounting portions of the radiating fins are fitted into the grooves and fixed by molding, so that positioning of the radiating fins can be facilitated, and when the resin is sealed Misalignment due to resin pressure can be prevented.
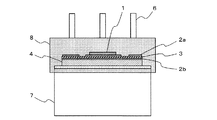
実施の形態2.
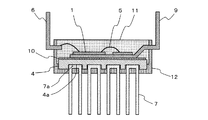
図5は、実施の形態2による半導体装置の正面断面図である。実施の形態1と同等部分は同一符号で示し説明は省略する。実施の形態1との相違点は、実施の形態1の絶縁樹脂層とパターンとからなる基板部に替えて、金属ベースに絶縁樹脂シートを介して設けたリード端子に直接パワー素子を実装した点である。
Embodiment 2. FIG.
FIG. 5 is a front sectional view of the semiconductor device according to the second embodiment. The same parts as those in the first embodiment are denoted by the same reference numerals and the description thereof is omitted. The difference from the first embodiment is that the power element is directly mounted on the lead terminal provided on the metal base via the insulating resin sheet instead of the substrate portion made of the insulating resin layer and the pattern of the first embodiment. It is.
図のように、パワー素子1は、リード端子9にはんだ付により接合されている。図の左側のリード端子6はパワー素子1の単なる出入力端子であるが、リード端子9は、複数のパワー素子が搭載されてパワー素子1を保持し接続すると共に出入力端子の役割も担っている。図では1個しか見えていないが、半導体装置の仕様に応じて、図の奥行き方向に複数個配置されて構成されている。パワー素子1間及びパワー素子1とリード端子6間は金属ワイヤ5で配線されて、それぞれ電気的に接続されている。リード端子9の下面側には、絶縁樹脂シート10を介して板状の金属ベース4が配置されている。金属ベース4の材料としては、熱伝導率の高いアルミニウムや銅等である。実施の形態1と同様に、金属ベース4のパワー素子1実装側とは反対側には、複数個の溝部4aが所定間隔で平行に形成されており、この溝部4aに複数個の放熱フィン7が取り付けられている。
As shown in the figure, the
パワー素子1,金属ワイヤ5,リード端子6の一端側,リード端子9の素子実装側,絶縁樹脂シート10,金属ベース4,及び放熱フィン7の取付部7a近傍が、モールド樹脂8により樹脂封止されて一体に形成されている。
パワー素子1,リード端子6及び9,金属ワイヤ5の絶縁は、モールド樹脂8と絶縁樹脂シート10により成されている。
The
The
次に、樹脂封止の製造方法について説明する。
パワー素子1が実装されたリード端子9と、絶縁樹脂シート10,リード端子6,金属ベース4,放熱フィン7を、実施の形態1と同様な上型と下型からなる成形金型内に設置する。成形金型内ではリード端子9を実施の形態1と同様に押え冶具により加圧して位置ずれしないように保持している。
この状態で、モールド樹脂8を加圧注入して充填する。樹脂封止時に、モールド樹脂8により加圧保持されることで、金属ベース4の溝部4aの底面と放熱フィン7の取付部7a外面とは加圧されて密着性が向上する。
Next, a manufacturing method for resin sealing will be described.
The
In this state, the
また、モールド樹脂8の加圧保持時、リード端子9は絶縁樹脂シート10を加圧して金属ベースと密着されることで、巻き込んだ空気が除去される。絶縁樹脂シート10は半硬化状態であり、モールド樹脂8の樹脂圧と樹脂温度により、リード端子9と金属ベース4とが接着固化される。この絶縁樹脂シート10を、モールド樹脂8と同じ材質のものを使用することで、樹脂封止後、絶縁樹脂シート10とモールド樹脂8の界面が良好に接着される。
樹脂封止後は、モールド樹脂8が熱収縮し、放熱フィン7と金属ベース4は引っ張られた状態で密着する。そして、放熱フィン7の取付部7aと金属ベース4の溝部4aは加圧された状態となり、接触部の接触熱抵抗は小さくなる。
Further, when the
After the resin sealing, the
以上のように、実施の形態2の半導体装置によれば、パワー素子が取り付けられるリード端子と絶縁樹脂シートとを有し、パワー素子は、リード端子に実装されて絶縁樹脂シートを介し金属ベースに搭載したので、実施の形態1の効果に加えて、放熱フィンと金属ベースの接触部の加圧と絶縁樹脂シートの貼り付けを1工程でできるため、工程数が少なくなり、製造コストを削減することができる。 As described above, the semiconductor device according to the second embodiment has the lead terminal to which the power element is attached and the insulating resin sheet, and the power element is mounted on the lead terminal and attached to the metal base via the insulating resin sheet. Since it is mounted, in addition to the effects of the first embodiment, it is possible to press the contact portions of the radiating fins and the metal base and attach the insulating resin sheet in one step, thereby reducing the number of steps and reducing the manufacturing cost. be able to.
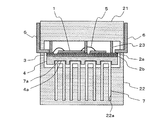
実施の形態3.
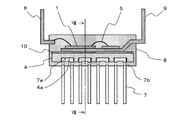
図6は、実施の形態3による半導体装置の正面断面図である。実施の形態2と同等部分は同一符号で示し説明は省略する。実施の形態2との相違点は、パワー素子を含み金属ベースの素子搭載側を封止する第1のモールド樹脂と、金属ベースの他面側と放熱フィンの取付部近傍と第1のモールド樹脂の側面とを封止する第2のモールド樹脂とを有する点である。以下、相違点を中心に説明する。
FIG. 6 is a front sectional view of the semiconductor device according to the third embodiment. The same parts as those of the second embodiment are denoted by the same reference numerals and the description thereof is omitted. The difference from the second embodiment is that the first mold resin that includes the power element and seals the element mounting side of the metal base, the other surface side of the metal base, the vicinity of the attachment portion of the heat radiation fin, and the first mold resin And a second mold resin that seals the side surfaces of the second mold resin. Hereinafter, the difference will be mainly described.
図6を参照しながら、製造過程に沿って説明する。
先ず、第1樹脂封止工程として、パワー素子1が実装されたリード端子9を、絶縁樹脂シート10を挟んで金属ベース4に載置した状態で成形金型内に配置し、パワー素子1,リード端子6と9の素子側,金属ワイヤ5,及び絶縁シート10を覆うように形成された空間に、第1のモールド樹脂11を注入して加圧封止する。
次に、第2樹脂封止工程として、第1樹脂封止工程で封止された第1のモールド樹脂11の側面部と、金属ベース4の側面から裏面の部分(金属ベース4の他面側)と、放熱フィン7の取付部7a近傍とを覆うように形成された空間に、第2のモールド樹脂12を注入して加圧封止する。この第2樹脂封止工程では、第1のモールド樹脂11の上面側と放熱フィン7とを成形金型によって加圧している。
第2樹脂封止工程の後、第2のモールド樹脂12が熱収縮し、放熱フィン7と金属ベース4の接触面は加圧されて接着される。
The manufacturing process will be described with reference to FIG.
First, as the first resin sealing step, the
Next, as the second resin sealing step, the side surface portion of the
After the second resin sealing step, the
これまで説明した実施の形態1,2の場合では、成形過程において、放熱フィン7と金属ベース4の接触面は、成形金型内に配置された複数の押え冶具で荷重を与えていたが、構造上、押え冶具の本数や配置場所が制限されていた。本実施の形態では、第1樹脂封止工程後、第1のモールド樹脂11の上面部全面で金型内面により荷重を与えることができ、放熱フィン7と金属ベース4の面圧を向上させることが容易となる。
In the case of the first and second embodiments described so far, in the molding process, the contact surfaces of the
第1のモールド樹脂11と第2のモールド樹脂12は同じ樹脂でも良いが、第2のモールド樹脂12に、フィラーを混入させた熱伝導率の高い樹脂を用いれば、放熱フィン7の取付部7aと金属ベース4の溝部4aとの隙間が第2のモールド樹脂12で充填され、効率良く金属ベース4から放熱フィン7へ熱伝導し、放熱性が向上する。また、安価な第1のモールド樹脂11を用いて半導体装置を低コスト化できる。
また、第1のモールド樹脂11と第2のモールド樹脂12の接合においては、高荷重をかけるような成形機を用いる必要がなく、ポッティング装置などの低荷重で安価な装置でも対応できる。
The
Further, in joining the
以上のように、実施の形態3の半導体装置及びその製造方法によれば、モールド樹脂は、金属ベースの一面側とパワー素子とを封止する第1のモールド樹脂と、放熱フィンの取付部近傍と金属ベースの他面側と第1のモールド樹脂の側面とを覆う第2のモールド樹脂とで構成し、第1のモールド樹脂は第1樹脂封止工程で充填し、第2のモールド樹脂は第2樹脂封止工程で充填したので、第1のモールド樹脂の封止面の広い面から荷重を与えて第2のモールド樹脂により放熱フィンの取付部側を樹脂封止することができるため、放熱フィンと金属ベースの密着面の圧力を増加でき、放熱フィンと金属ベースの接触熱抵抗を小さくできる。その結果、高荷重で高価な成形機を使う必要がなく、ポッティング装置などの低荷重で安価な装置で対応できるため、加工コストを低減できる。 As described above, according to the semiconductor device and the manufacturing method thereof in the third embodiment, the mold resin includes the first mold resin that seals the one surface side of the metal base and the power element, and the vicinity of the attachment portion of the heat radiation fin. And the second mold resin covering the other surface side of the metal base and the side surface of the first mold resin, the first mold resin is filled in the first resin sealing step, and the second mold resin is Since it is filled in the second resin sealing step, the load can be applied from the wide sealing surface of the first mold resin and the mounting portion side of the radiation fin can be resin sealed with the second mold resin. The pressure on the contact surface between the heat radiation fin and the metal base can be increased, and the contact thermal resistance between the heat radiation fin and the metal base can be reduced. As a result, there is no need to use an expensive molding machine with a high load, and it can be handled with a low-load and inexpensive apparatus such as a potting apparatus, so that the processing cost can be reduced.
実施の形態4.
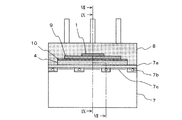
図7は、実施の形態4による半導体装置の正面断面図であり、図8は、図7において矢印VIII−VIIIから見た側面断面図である。また、図9は、図7の半導体装置の成形金型内の設置様相を示す。なお、図7は、図8の矢印VII−VIIから見た断面を示し、図9中の半導体装置部は図8の矢印IX−IXから見た断面を示している。
実施の形態2との相違点は、放熱フィンの取付部近傍に複数の貫通穴が設けられており、その部分がモールド樹脂で金属ベースの周囲と共に樹脂封止される点である。以下、同等部分の説明は省略し、相違点を中心に説明する。
7 is a front cross-sectional view of the semiconductor device according to the fourth embodiment, and FIG. 8 is a side cross-sectional view taken along arrows VIII-VIII in FIG. FIG. 9 shows an installation aspect in the molding die of the semiconductor device of FIG. 7 shows a cross section seen from the arrow VII-VII in FIG. 8, and the semiconductor device portion in FIG. 9 shows a cross section seen from the arrow IX-IX in FIG.
The difference from the second embodiment is that a plurality of through holes are provided in the vicinity of the attachment portion of the heat dissipating fin, and that portion is resin-sealed together with the periphery of the metal base with a mold resin. Hereinafter, description of equivalent parts will be omitted, and the description will focus on differences.
図7〜図9に基づき、製造工程に沿って説明する。
パワー素子1が実装されたリード端子9,リード端子6の素子側,絶縁樹脂シート10,金属ベース4,及び放熱フィン7を上型24と下型25からなる成形金型内に設置する(図9参照)。リード端子9は、上型24の押え冶具26により位置ずれしないように保持されている。放熱フィン7は下型25の押え部25aで直接加圧され、放熱フィン7の取付部7a外面と金属ベース4の溝部4a底面は密着されている。図9(a)の矢印部から見た下型25の押え部25aは図9(b)に示すようになっている。
図8に示すように、放熱フィン7の取付部7a近傍には、放熱フィン7の幅方向に、複数の貫通穴7bが設けられている。
Based on FIGS. 7-9, it demonstrates along a manufacturing process.
The
As shown in FIG. 8, a plurality of through
図9の状態で、成形金型内の空間部にモールド樹脂8を注入する。モールド樹脂8は、パワー素子1が実装されたリード端子9の実装面側全体と、絶縁樹脂シート10、金属ベース4、及び放熱フィン7の取付部7a近傍を封止する。このとき、放熱フィン7の貫通穴7bにはモールド樹脂8が侵入し、貫通穴7bとその近傍の放熱フィン7の内面はモールド樹脂8によって樹脂封止される。しかし、幅方向に隣り合う貫通穴7bの中間部である放熱フィン7の中間内面7c(図8に波線で示す部分)は、下型25の押え部25a(図9参照)で押さえられているため樹脂は浸入しない。
In the state shown in FIG. 9, the
放熱フィン7の貫通穴7b部とその近傍は、モールド樹脂8により覆われて加圧されることで、放熱フィン7と金属ベース4間の密着性が向上する。また、放熱フィン7の下型25の押え部25aで押さえられていた内面7cは、型抜き後は露出されるので、外気と触れることができるため、放熱性が向上する。
樹脂封止後、モールド樹脂8は熱収縮して、放熱フィン7と金属ベース4は引っ張られた状態で密着される。放熱フィン7の両端部は貫通穴7bに浸入した樹脂により高密着であるため、引張りが大きく、収縮方向に反力が発生することで、放熱フィン7の取付部7aと金属ベース4の溝部4aの底面は加圧された状態となり、接触面の接触熱抵抗は小さくなる。
The through-
After the resin sealing, the
なお、実施の形態3及び4において、パワー素子1は、リード端子9に実装され、リード端子9と絶縁樹脂シート10とを介して金属ベース4に搭載されたものについて説明したが、実施の形態1の図1のように、表裏にパターン2a,2bが形成された絶縁樹脂層3からなる基板を介して金属ベースに搭載したものでも良い。
また、アルマイト処理をしたアルミ製の放熱フィンを使用することで、基板部を省略したものでも良い。
更に、モールド樹脂は、実施の形態3のように、第1のモールド樹脂と、第2のモールド樹脂の2層としても良い。
In the third and fourth embodiments, the
Moreover, what abbreviate | omitted the board | substrate part may be used by using the aluminum radiation fin which carried out the alumite process.
Further, the mold resin may be two layers of the first mold resin and the second mold resin as in the third embodiment.
以上のように、実施の形態4の半導体装置によれば、放熱フィンの取付部近傍に複数の貫通穴を設け、貫通穴とその近傍の放熱フィンの内面はモールド樹脂によって樹脂封止されると共に、隣り合う貫通穴の中間部の放熱フィンの内面は露出させたので、金属ベースの露出面積が増えるため放熱性が向上する。 As described above, according to the semiconductor device of the fourth embodiment, a plurality of through holes are provided in the vicinity of the radiating fin mounting portion, and the through holes and the inner surfaces of the radiating fins in the vicinity thereof are resin-sealed with the mold resin. Since the inner surface of the radiating fin at the intermediate portion between the adjacent through holes is exposed, the exposed area of the metal base is increased, so that the heat dissipation is improved.
また、放熱フィンと金属ベースのパワー素子搭載面側とを加圧した状態で、成形金型内に樹脂を充填したので、放熱フィン取付部と金属ベースとの密着性が増し、接触部の接触熱抵抗を効率よく低減できる。 In addition, since the resin is filled in the molding die with the radiating fin and the metal base power element mounting surface side pressurized, the adhesion between the radiating fin mounting part and the metal base is increased, and the contact part contacts Thermal resistance can be reduced efficiently.
1 パワー素子 2a,2b パターン
3 絶縁樹脂層 4 金属ベース
4a 溝部 5 金属ワイヤ
6,9 リード端子 7 放熱フィン
7a 取付部 7b 貫通穴
7c 中間内面 8 モールド樹脂
10 絶縁樹脂シート 11 第1のモールド樹脂
12 第2のモールド樹脂 21,24 上型
22,25 下型 22a スリット
23,26 押え冶具 25a 押え部。
DESCRIPTION OF
Claims (8)
前記放熱フィンは、断面が略コの字状に形成されて屈曲部側が取付部となっており、前記金属ベースの前記他面側に前記取付部が密接され、前記パワー素子と前記金属ベースと前記放熱フィンの前記取付部近傍とがモールド樹脂により封止されて一体に形成されていることを特徴とする半導体装置。 In a semiconductor device having a power element, a metal base on which the power element is mounted on one surface side, and a plurality of heat radiation fins provided on the other surface side of the metal base to dissipate heat generated in the power element.
The heat radiating fin has a substantially U-shaped cross section, and a bent portion side is an attachment portion, the attachment portion is in close contact with the other surface side of the metal base, and the power element and the metal base The semiconductor device, wherein the heat sink fin and the vicinity of the attachment portion are integrally formed by sealing with a mold resin.
前記金属ベースの前記他面側には複数の溝部が形成されており、前記放熱フィンの前記取付部は前記溝部に嵌合されていることを特徴とする半導体装置。 The semiconductor device according to claim 1,
A plurality of groove portions are formed on the other surface side of the metal base, and the mounting portions of the heat radiating fins are fitted into the groove portions.
前記パワー素子が取り付けられるリード端子と絶縁樹脂シートとを有し、前記パワー素子は、前記リード端子に実装され、前記絶縁樹脂シートを介して前記金属ベースに搭載されていることを特徴とする半導体装置。 The semiconductor device according to claim 1 or 2,
A semiconductor device comprising: a lead terminal to which the power element is attached; and an insulating resin sheet, wherein the power element is mounted on the lead terminal and mounted on the metal base via the insulating resin sheet. apparatus.
前記モールド樹脂は、前記パワー素子と前記金属ベースの前記一面側とを封止する第1のモールド樹脂と、前記放熱フィンの前記取付部近傍と前記金属ベースの前記他面側と前記第1のモールド樹脂の側面とを封止する第2のモールド樹脂とからなることを特徴とする半導体装置。 The semiconductor device according to any one of claims 1 to 3,
The mold resin includes a first mold resin that seals the power element and the one surface side of the metal base, the attachment portion vicinity of the radiation fin, the other surface side of the metal base, and the first surface. A semiconductor device comprising: a second mold resin that seals a side surface of the mold resin.
前記放熱フィンは、前記取付部近傍に複数の貫通穴が設けられ、前記貫通穴とその近傍の前記放熱フィンの内面とは前記モールド樹脂によって樹脂封止されていると共に、隣り合う前記貫通穴の中間部の前記放熱フィンの内面は露出していることを特徴とする半導体装置。 In the semiconductor device according to any one of claims 1 to 4,
The radiating fin is provided with a plurality of through holes in the vicinity of the mounting portion, and the through hole and the inner surface of the radiating fin in the vicinity thereof are resin-sealed with the molding resin, and the adjacent through holes A semiconductor device characterized in that an inner surface of the heat dissipating fin in an intermediate portion is exposed.
前記放熱フィンは、断面が略コの字状に形成され屈曲部側が取付部となっており、前記金属ベースの一面側に前記パワー素子を搭載し、他面側に前記放熱フィンの前記取付部を密接させて成形金型内に配置し、前記パワー素子と前記金属ベースと前記放熱フィンの前記取付部近傍との周囲に形成した空間にモールド樹脂を充填して一体に成形したことを特徴する半導体装置の製造方法。 In a method for manufacturing a semiconductor device, comprising: a power element; a metal base on which the power element is mounted; and a plurality of radiation fins provided on the metal base to dissipate heat generated in the power element.
The heat radiating fin has a substantially U-shaped cross section, the bent portion side is an attachment portion, the power element is mounted on one surface side of the metal base, and the attachment portion of the heat radiating fin on the other surface side. Is placed in a molding die in close contact with each other, and a molding resin is filled into a space formed around the power element, the metal base, and the vicinity of the attachment portion of the heat dissipating fin, and is integrally molded. A method for manufacturing a semiconductor device.
前記放熱フィンと前記金属ベースの前記一面側とを加圧した状態で、前記成形金型内に樹脂を充填することを特徴とする半導体装置の製造方法。 The method of manufacturing a semiconductor device according to claim 6.
A method for manufacturing a semiconductor device, comprising filling the molding die with a resin in a state where the radiating fin and the one surface side of the metal base are pressurized.
前記モールド樹脂の充填は、前記金属ベースの前記一面側と前記パワー素子との周囲に形成した空間に第1のモールド樹脂を充填する第1樹脂封止工程と、前記放熱フィンの前記取付部近傍と前記金属ベースの前記他面側と前記第1のモールド樹脂の側面との周囲に形成した空間に第2のモールド樹脂を充填する第2樹脂封止工程とを有することを特徴とする半導体装置の製造方法。 In the manufacturing method of the semiconductor device according to claim 6 or 7,
The filling of the mold resin includes a first resin sealing step of filling a space formed between the one surface side of the metal base and the power element with a first mold resin, and in the vicinity of the attachment portion of the radiating fin. And a second resin sealing step of filling a second mold resin in a space formed around the other surface side of the metal base and the side surface of the first mold resin. Manufacturing method.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008314639A JP2010141034A (en) | 2008-12-10 | 2008-12-10 | Semiconductor device and manufacturing method of the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008314639A JP2010141034A (en) | 2008-12-10 | 2008-12-10 | Semiconductor device and manufacturing method of the same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010141034A true JP2010141034A (en) | 2010-06-24 |
Family
ID=42350926
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008314639A Pending JP2010141034A (en) | 2008-12-10 | 2008-12-10 | Semiconductor device and manufacturing method of the same |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2010141034A (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012243446A (en) * | 2011-05-17 | 2012-12-10 | Kojima Press Industry Co Ltd | Battery pack |
| JP2013229456A (en) * | 2012-04-26 | 2013-11-07 | Mitsubishi Electric Corp | Heat sink and heat sink integrated semiconductor module |
-
2008
- 2008-12-10 JP JP2008314639A patent/JP2010141034A/en active Pending
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012243446A (en) * | 2011-05-17 | 2012-12-10 | Kojima Press Industry Co Ltd | Battery pack |
| JP2013229456A (en) * | 2012-04-26 | 2013-11-07 | Mitsubishi Electric Corp | Heat sink and heat sink integrated semiconductor module |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI404177B (en) | Electric power semiconductor circuit device and method for making same | |
| JP4569473B2 (en) | Resin-encapsulated power semiconductor module | |
| JP4634497B2 (en) | Power semiconductor module | |
| JP5279632B2 (en) | Semiconductor module | |
| JP5518000B2 (en) | Power module and manufacturing method thereof | |
| JP5432085B2 (en) | Power semiconductor device | |
| JP4007304B2 (en) | Semiconductor device cooling structure | |
| JP6743916B2 (en) | Semiconductor device and method of manufacturing semiconductor device | |
| JP4899481B2 (en) | Manufacturing method of resin-encapsulated semiconductor device having a heat radiator exposed outside | |
| JP6813259B2 (en) | Semiconductor device | |
| JP2010129867A (en) | Power semiconductor device | |
| JP6945418B2 (en) | Semiconductor devices and manufacturing methods for semiconductor devices | |
| JP6337954B2 (en) | Insulating substrate and semiconductor device | |
| JP6150866B2 (en) | Power semiconductor device | |
| CN116666322A (en) | Semiconductor package, cooling system, substrate, and method for manufacturing the substrate | |
| JP6048238B2 (en) | Electronic equipment | |
| JP2010192591A (en) | Power semiconductor device and method of manufacturing the same | |
| JP6360035B2 (en) | Semiconductor device | |
| JP4046623B2 (en) | Power semiconductor module and fixing method thereof | |
| JP2010141034A (en) | Semiconductor device and manufacturing method of the same | |
| JP2010103231A (en) | Electronic device | |
| JP2009231685A (en) | Power semiconductor device | |
| JP2017028131A (en) | Package mounting body | |
| JP6417898B2 (en) | Manufacturing method of semiconductor device | |
| KR102603439B1 (en) | Semiconductor package having negative patterned substrate and method of fabricating the same |