JP2010099289A - 義歯用等の成形型、成形品およびその成形方法 - Google Patents
義歯用等の成形型、成形品およびその成形方法 Download PDFInfo
- Publication number
- JP2010099289A JP2010099289A JP2008273840A JP2008273840A JP2010099289A JP 2010099289 A JP2010099289 A JP 2010099289A JP 2008273840 A JP2008273840 A JP 2008273840A JP 2008273840 A JP2008273840 A JP 2008273840A JP 2010099289 A JP2010099289 A JP 2010099289A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- denture
- liquid glass
- dentures
- products
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
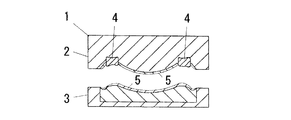
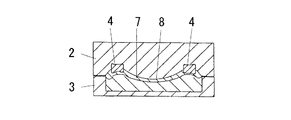
【解決手段】 義歯等の成形品6の石膏型の成形型2、3の内面に分離剤として液体ガラス5を被覆し、この内面に分離剤として液体ガラス5を被覆した成形型2、3の上型と下型を対向してその空洞部7に所定の義歯用の充填剤8を装填して義歯等の成形品6を成形するようにしている。
【選択図】 図1
Description
そのため、成形品の仕上げの研磨が必要がなく、均一な綺麗な成形品を成形することが課題であった。
6…成形品 7…空洞部 8…充填剤
Claims (5)
- 義歯等の石膏型の成形型や、プラスチックス等の有機製品の装飾品、実用品や趣向品等の成形型の表面に分離剤として液体ガラスを被覆したことを特徴とする義歯用等の成形型。
- 成形型の上型と下型の成形面である内面に分離剤として液体ガラスを被覆した請求項1に記載の義歯用等の成形型。
- 内面に分離剤として液体ガラスを被覆した義歯等の石膏型の成形型や、プラスチックス等の有機製品の装飾品や趣向品等の成形型を使用して成形品を成形したことを特徴とする義歯用等の成形品。
- 内面に分離剤として液体ガラスを被覆した義歯等の石膏型の成形型や、プラスチックス等の有機製品の装飾品や趣向品等の成形型の上型と下型を対向してその空洞部に所定の充填剤を装填して成形品を成形することを特徴とする義歯等の成形方法。
- 義歯の石膏型に一旦人工歯を位置決めした後に人工歯を取り除いた石膏型の内面に分離剤として液体ガラスを塗布して義歯を成形する請求項4に記載の義歯の成形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008273840A JP5312901B2 (ja) | 2008-10-24 | 2008-10-24 | 義歯の成形品およびその成形方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008273840A JP5312901B2 (ja) | 2008-10-24 | 2008-10-24 | 義歯の成形品およびその成形方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010099289A true JP2010099289A (ja) | 2010-05-06 |
| JP5312901B2 JP5312901B2 (ja) | 2013-10-09 |
Family
ID=42290464
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008273840A Active JP5312901B2 (ja) | 2008-10-24 | 2008-10-24 | 義歯の成形品およびその成形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5312901B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012146069A (ja) * | 2011-01-11 | 2012-08-02 | Nittetsu Elex Co Ltd | 耐熱性無線タグ |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07184935A (ja) * | 1992-10-23 | 1995-07-25 | Shiken:Kk | 分離剤塗布装置 |
| JP2003180713A (ja) * | 2001-12-18 | 2003-07-02 | Support:Kk | 有床義歯とこれへのネーム付与方法並びにそのための活字 |
-
2008
- 2008-10-24 JP JP2008273840A patent/JP5312901B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07184935A (ja) * | 1992-10-23 | 1995-07-25 | Shiken:Kk | 分離剤塗布装置 |
| JP2003180713A (ja) * | 2001-12-18 | 2003-07-02 | Support:Kk | 有床義歯とこれへのネーム付与方法並びにそのための活字 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012146069A (ja) * | 2011-01-11 | 2012-08-02 | Nittetsu Elex Co Ltd | 耐熱性無線タグ |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5312901B2 (ja) | 2013-10-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN106661174A8 (zh) | 使用多腔模具的模内涂覆方法和由此涂覆的基材 | |
| TW200633834A (en) | Method of preparing a coated molded article | |
| TW201440997A (zh) | 自行車座墊之製法 | |
| US4528227A (en) | Mosaic style artwork | |
| JP5312901B2 (ja) | 義歯の成形品およびその成形方法 | |
| DE50313526D1 (de) | Verfahren zur herstellung eines verklebbaren formteils sowie ein nach diesem verfahren hergestelltes formteil | |
| CN101954699A (zh) | 一体成膜发泡型材的制造方法 | |
| CN108162432B (zh) | 碳纤维增强糊状树脂的快速制件工艺 | |
| KR100355187B1 (ko) | 내부에 장식물을 포함하는 액상 수지의 성형방법 및 그에사용되는 형틀 | |
| JPS59142112A (ja) | 樹脂成形品とその製造方法 | |
| RU2598306C1 (ru) | Способ изготовления декоративно-художественных изделий и декоративно-художественное изделие | |
| US20050029706A1 (en) | Method of making aesthetically unique useful objects | |
| JP4496147B2 (ja) | 人工皮膚の製造方法及び人工皮膚型の製造方法 | |
| KR100214281B1 (ko) | 인조금속제품의 제조방법 | |
| DE60002016D1 (de) | Hohlkörper und Verfahren zur Herstellung dieses Hohlkörpers | |
| JP2017131259A (ja) | アクリル樹脂の義歯 | |
| JPH0320271B2 (ja) | ||
| US20080061471A1 (en) | Decorative moulding toy | |
| KR200263563Y1 (ko) | 인조장미 | |
| KR200334431Y1 (ko) | 제과용 장식소품 성형틀 | |
| EP1923191A3 (de) | Verfahren zur Herstellung eines beschichteten Kunststoff-Formteils | |
| KR20170094956A (ko) | 색상이 다른 그릇의 이중사출 방법 및 그 방법으로 제조된 이중사출 그릇 | |
| US20070108660A1 (en) | Multi-step rotational molding process and durable component articles therefrom | |
| JPH078246A (ja) | 弾性成形型の製造方法 | |
| KR20050080030A (ko) | 인체 조형물 제조방법 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111014 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130221 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130402 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130527 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130618 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130703 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5312901 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |