JP2010099289A - Molding mold for dentures or the like, molded article and molding method therefor - Google Patents
Molding mold for dentures or the like, molded article and molding method therefor Download PDFInfo
- Publication number
- JP2010099289A JP2010099289A JP2008273840A JP2008273840A JP2010099289A JP 2010099289 A JP2010099289 A JP 2010099289A JP 2008273840 A JP2008273840 A JP 2008273840A JP 2008273840 A JP2008273840 A JP 2008273840A JP 2010099289 A JP2010099289 A JP 2010099289A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- dentures
- denture
- liquid glass
- products
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Abstract
Description
本発明は、人工歯等の分野や装飾品や趣向品分野における義歯用等の成形型、成形品およびその成形方法に関するものである。 The present invention relates to a mold, a molded article, and a molding method thereof for dentures in the field of artificial teeth and the like, as well as in the field of decorative articles and favorite articles.
近年の高齢化によって、義歯装着者が多くなってきていて、この義歯の製造法として射出成形法、押出成形法、圧縮成形法が行われている。これらは、いずれも所定の歯形形状に型取った石膏型をフラスコに内装して、所定の合成樹脂材の義歯充填材を射出、押出、賦型して成形するものである。 With the recent aging of the population, the number of denture wearers has increased, and injection molding, extrusion molding, and compression molding have been performed as methods for producing this denture. In these methods, a plaster mold molded in a predetermined tooth shape is placed in a flask, and a denture filler made of a predetermined synthetic resin material is injected, extruded, and molded.
その際、石膏型の表面に予め分離剤を塗布し、成形する充填剤を石膏型から分離しやすくしている。そして、成形して義歯を石膏型から分離し、義歯の表面を手作業で研磨して仕上げをしている。 At that time, a separating agent is applied to the surface of the gypsum mold in advance to facilitate separation of the filler to be molded from the gypsum mold. Then, the denture is separated from the plaster mold by molding, and the surface of the denture is manually polished to finish.
特許調査したところ、特開平10−287522号公報には、義歯の暫間義歯床用材料及び暫間義歯の床部分を極めて簡単に長期使用できる義歯床材料に置き換える義歯製作方法を開示している。しかし、材料に柔軟性及び可塑材を付与して石膏型からの離脱を容易にすることが記載されているが、材料の硬化後に義歯の取り出しを行って通法にしたがって研磨仕上げするものである。 As a result of patent research, JP-A-10-287522 discloses a denture temporary denture base material and a denture manufacturing method for replacing a temporary denture base with a denture base material that can be used very easily for a long period of time. . However, although it is described that the material is given flexibility and a plastic material to facilitate separation from the gypsum mold, the denture is taken out after the material is hardened and polished according to a common method. .
また、特開平7−184935号公報には、義歯床を成形する際に、石膏模型に分離剤を自動的に塗布する装置を使用し、人手作業を自動的に能率よく行えることを開示している。しかし、この分離剤塗布装置でも、義歯床面が平滑になって艶斑がなくなって商品価値が高められるが、分離剤を従来パラフィン等の合成樹脂系のものを使用しているので、義歯の表面を手作業で研磨して商品価値を高める必要があった。
また、プラスチックス製品の指輪やペンダント、アクセサリー等の装飾品、眼鏡枠やヘルメット等の実用品、プラモデル、プラスチックスの玩具等の趣向品についても、同様に型成形している場合、商品価値を高めるためにの表面を手作業で研磨しているもので、手間がかかるものであった。 In addition, plastic products rings, pendants, accessories such as accessories, practical products such as eyeglass frames and helmets, plastic models, and plastic goods, and plastic goods toys, etc. The surface for increasing the height was manually polished, which was time-consuming.
このように義歯等の成形で成形品の表面を手作業で研磨して仕上げているため、成形に手間がかかり、かつ研磨に品質のばらつきが生じやすいものであった。
そのため、成形品の仕上げの研磨が必要がなく、均一な綺麗な成形品を成形することが課題であった。
As described above, since the surface of the molded product is manually polished and finished by molding dentures or the like, it takes time for molding and variations in quality are likely to occur in polishing.
Therefore, there is no need to polish the finished product, and it has been a problem to form a uniform and beautiful product.
本発明は、上記のような点に鑑みたもので、上記の課題を解決するために、いろいろな分離剤を使用して試作し、研究した結果、液体ガラスを使用すると良好なことが究明でき、義歯等の石膏型の成形型や、プラスチックス等の有機製品の装飾品や趣向品等の成形型の表面に分離剤として液体ガラスを被覆したことを特徴とする義歯用等の成形型を提供するにある。 The present invention has been made in view of the above points, and in order to solve the above problems, as a result of trial manufacture and research using various separating agents, it has been found that it is preferable to use liquid glass. A mold for dentures, etc., characterized in that the surface of a mold such as a plaster mold for dentures, organic products such as plastics, or a decorative product is coated with liquid glass as a separating agent In offer.
また、成形型の上型と下型の成形面である内面に分離剤として液体ガラスを被覆したことを特徴とする義歯用等の成形型を提供するにある。 Another object of the present invention is to provide a mold for dentures and the like in which liquid glass is coated as a separating agent on the inner surfaces of the upper mold and the lower mold.
さらに、内面に分離剤として液体ガラスを被覆した義歯等の石膏型の成形型や、プラスチックス等の有機製品の装飾品や趣向品等の成形型を使用して成形品を成形したことを特徴とする義歯用等の成形品を提供するにある。 Furthermore, the molded product was molded using a plaster mold such as a denture whose inner surface was coated with liquid glass as a separating agent, and a mold such as a decorative product for organic products such as plastics or a favorite product. To provide a molded product for dentures and the like.
さらにまた、内面に分離剤として液体ガラスを被覆した義歯等の石膏型の成形型や、プラスチックス等の有機製品の装飾品や趣向品等の成形型の上型と下型を対向してその空洞部に所定の充填剤を装填して成形品を成形することを特徴とする義歯等の成形方法を提供するにある。 Furthermore, a gypsum mold such as a denture whose inner surface is coated with liquid glass as a separating agent, and an upper mold and a lower mold of an organic product such as a decorative product or a favorite product such as plastics are opposed to each other. The object of the present invention is to provide a method for forming a denture or the like, which is characterized in that a predetermined product is formed by loading a predetermined filler into the cavity.
またさらに、義歯の石膏型に一旦人工歯を位置決めした後に人工歯を取り除いた石膏型の内面に分離剤として液体ガラスを塗布して義歯を成形することを特徴とする義歯の成形方法を提供するにある。 Furthermore, there is provided a denture molding method characterized by molding a denture by applying liquid glass as a separating agent to the inner surface of the gypsum mold after the artificial tooth has been once positioned on the denture mold of the denture. It is in.
本発明の義歯用等の成形品は、義歯等の石膏型の成形型や、プラスチックス等の有機製品の装飾品や趣向品等の成形型の表面に分離剤として液体ガラスを被覆したことによって、この成形型を介して成形品を成形すると、分離剤の液体ガラスが耐熱性があって、硬くて緻密な表面なので、成形型から成形した義歯等の成形品を取り出しても、成形品の表面に光沢があって綺麗なもので、研磨して仕上げする必要がなくなり、手間がはぶけて均一に仕上げられる。 Molded products for dentures and the like of the present invention are obtained by coating liquid glass as a separating agent on the surfaces of gypsum molds such as dentures, and molds such as decorative products and preferred products of organic products such as plastics. When a molded product is molded through this mold, the liquid glass of the separating agent is heat resistant and has a hard and dense surface, so even if a molded product such as a denture molded from the mold is taken out, The surface is glossy and clean, eliminating the need for polishing and finishing, eliminating the hassle and achieving a uniform finish.
そして、成形型の上型と下型の成形面である内面に分離剤として液体ガラスを被覆したことによって、上記したように義歯等の成形品の表面および裏面も光沢があって綺麗なもので、研磨して仕上げする必要がなくなり、手間がはぶけて均一に仕上げられる。 And by coating liquid glass as the separating agent on the inner surface which is the molding surface of the upper mold and lower mold of the mold, the surface and the back surface of the molded product such as dentures are glossy and clean as described above. This eliminates the need for polishing and finishing, and eliminates time and effort to achieve a uniform finish.
また、内面に分離剤として液体ガラスを被覆した義歯等の石膏型の成形型や、プラスチックス等の有機製品の装飾品や趣向品等の成形型を使用して成形品を成形したことによって、上記のように研磨して仕上げする必要がない義歯等の成形品を得ることができる。 In addition, by molding a molded product using a gypsum mold such as a denture whose inner surface is coated with liquid glass as a separating agent, or a mold such as a decorative product or a favorite product of organic products such as plastics, A molded product such as a denture that does not need to be polished and finished as described above can be obtained.
さらに、内面に分離剤として液体ガラスを被覆した義歯等の石膏型の成形型や、プラスチックス等の有機製品の装飾品や趣向品等の成形型の上型と下型を対向してその空洞部に所定の充填剤を装填して成形品を成形することによって、上記のように研磨して仕上げする必要がない義歯等の成形品を得ることができる。 Further, the cavity is formed by facing the upper and lower molds of a plaster mold such as a denture with an inner surface coated with a liquid glass as a separating agent, and decorative or preference products such as plastics and other organic products. A molded product such as a denture that does not need to be polished and finished as described above can be obtained by charging the part with a predetermined filler and molding the molded product.
またさらに、義歯の石膏型に一旦人工歯を位置決めした後に人工歯を取り除いた石膏型の内面に分離剤として液体ガラスを塗布して義歯を成形することによって、簡単に石膏型の内面に分離剤の液体ガラスを塗布することができて、研磨して仕上げする必要がない義歯を得ることができる。 Furthermore, once the artificial tooth has been positioned in the denture plaster mold, the artificial tooth is removed by applying liquid glass as a separating agent to the inner surface of the plaster mold, and the artificial tooth is removed. Thus, a denture that does not need to be polished and finished can be obtained.
本発明の義歯用等の成形型は、義歯等の石膏型の成形型や、プラスチックス等の有機製品の装飾品、実用品や趣向品等の成形型の表面に分離剤として液体ガラスを被覆したことを特徴としている。 Molds for dentures and the like of the present invention are coated with liquid glass as a separating agent on the surface of molds for plaster molds such as dentures, organic products such as plastics, decorative products, practical products and preference products. It is characterized by that.
また、本発明の義歯用等の成形品は、内面に分離剤として液体ガラスを被覆した義歯等の石膏型の成形型や、プラスチックス等の有機製品の装飾品や趣向品等の成形型を使用して成形品を成形したことを特徴としている。 The molded products for dentures of the present invention include plaster molds such as dentures coated with liquid glass on the inner surface as a separating agent, and molds such as decorative products and favorite products of organic products such as plastics. It is characterized in that it is used to form a molded product.
さらにまた、本発明の義歯等の成形方法は、内面に分離剤として液体ガラスを被覆した義歯等の石膏型の成形型や、プラスチックス等の有機製品の装飾品や趣向品等の成形型の上型と下型を対向してその空洞部に所定の充填剤を装填して成形品を成形することを特徴としている。 Furthermore, the molding method for dentures and the like of the present invention includes a gypsum mold such as a denture whose inner surface is coated with liquid glass as a separating agent, and a mold such as a decorative product for organic products such as plastics and a favorite product. The upper mold and the lower mold are opposed to each other, and a predetermined filler is charged into the cavity to mold a molded product.
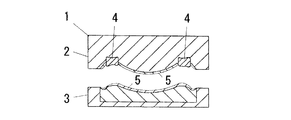
義歯用石膏型等の成形型1は、たとえば図1のように所定の歯形を型取って所要の手続きにしたがって上下の石膏型の成形型2、3を製作したもので、この石膏型の成形型2に所要の人工歯4を装着して人工歯4を除いた成形面の内面である表面に分離剤として液体ガラス5を薄く塗布して被覆して義歯の成形品6を成形するようにしている。
A
液体ガラス5は、二酸化珪素を主成分として常温で液体の状態になっているもので、反応硬化剤、添加剤などを配合し、その反応により塗布して所定の時間が経過すると、常温で硬化して通常のガラスとなるものであり、耐熱性があって、硬質で、表面が緻密で密着性に優れたものである。
The
上記液体ガラス5を図1のように石膏型の成形型2、3の内面に塗布するにあっては、その粘度として数cP〜500cPが使用可能であるが、100〜500cP、好ましくは10〜200cP位が所要の薄さに均一に塗布できて望ましい。粘度が数cPより低いと塗膜が薄すぎて好ましくなく、500cPより高いと粘すぎて塗布しにくくて好ましくない。
When the
この液体ガラス5の塗布方法としては、従来のように筆、刷毛で行うことができるが、ハンドスプレーやスプレー缶を利用して被覆して塗布することができ、ハンドスプレーやスプレー缶を利用すると迅速に均一に塗布できる。
As a method of applying the
また、その際、石膏型の成形型2には、人工歯4の底面部に所定の形状に切断した粘着シート等のマスキング材でマスキングして石膏型の成形型2、3の内面に液体ガラス5を塗布するのが、塗布しやすくて好ましく、さらに石膏型の成形型2に一旦人工歯4を位置決めした後に人工歯4を取り除いて石膏型2、3の内面に液体ガラス5を塗布するのがより塗布しやすくて好ましい。
At that time, the
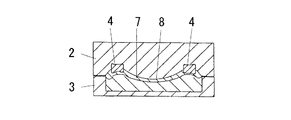
このようにして石膏型の成形型2、3の内面に液体ガラス5を塗布して、この石膏型の成形型2、3を図1のように接合し、その空洞部7に所定のプラスチックスの義歯の充填材8を充填し、硬化した後に石膏型の成形型2、3から取り出すと、図3のように成形した義歯の成形品6の表面および裏面は光沢があって綺麗なもので、研磨して仕上げする必要がなくなり、手間がはぶけて品質が均一に製作できるものである。
In this way, the
上記では、義歯の成形について説明したが、インプラント、義手や義足、人工関節、人工乳房、義眼、さらにプラスチックスやシリコーン製品の指輪やペンダント、アクセサリー等の装飾品、眼鏡枠やヘルメット等の実用品、プラモデル、プラスチックスの玩具等の趣向品についても、同様に型成形している場合、適用可能であり、成形型として金型、木型、土型のものについても、上記した本発明の趣旨の範囲にもとづいて適用可能である。 In the above, denture molding was explained, but implants, prosthetic hands and artificial legs, artificial joints, artificial breasts, artificial eyes, plastics and silicone products rings and pendants, accessories and other decorative items, eyeglass frames and helmets and other practical products It is also possible to apply to preferred products such as plastic models and plastic toys if they are molded in the same manner, and the above-mentioned purpose of the present invention is also applicable to molds, wooden molds, and earth molds as molding molds. It is applicable based on the range of
図1〜図3は本発明の一実施例の義歯の成形を示すもので、義歯用石膏型の成形型1は、図1のように所定の歯形を型取って所要の手続きにしたがって上下の石膏型の成形型2、3を製作し、この成形型2に所要の人工歯4を装着して人工歯4を除いた内面に分離剤として液体ガラス5を薄く塗布して義歯の成形品6を成形するようにしたものである。
1 to 3 show the molding of a denture according to an embodiment of the present invention. A
液体ガラス5としては、テリオスコート(株式会社日興製)を原液またはイソプロピルアルコールで2倍位に希釈し、石膏型の成形型2、3の成形面である内面に刷毛で塗布して行うことができる。なお、ハンドスプレーやスプレー缶を利用することができ、ハンドスプレーやスプレー缶を利用すると迅速に均一に塗布できて好ましい。
The
このようにして石膏型の成形型2、3の内面に液体ガラス5を塗布し(必要により二度塗り)、この石膏型の成形型2、3を図2のように接合し、その空洞部7に所定の義歯のプラスチックスの充填材8を充填し、硬化後に石膏型の成形型2、3から取り出すと、図3のように成形した義歯の成形品6の表面および裏面は光沢があって綺麗なもので、研磨して仕上げする必要がなくなり、手間がはぶける。
In this way, the
なお、石膏型には、吸湿性があるので、液体ガラス5を原液で塗布することが好ましく、また石膏型を予め20〜50℃、好ましくは30〜40℃、より好ましくは30〜35℃に加熱しておくと、作業環境的にもよく、塗布した液体ガラス5が乾燥しやすく、作業時間を短縮できて望ましい。もちろん液体ガラス5を塗布後に上記の温度で乾燥することができる。
Since the gypsum mold is hygroscopic, it is preferable to apply the
図4は、本発明の他の実施例を示すもので、義歯用石膏型の成形型1の成形型2に一旦人工歯4を位置決めした後に人工歯4を取り除いて石膏型の成形型2、3の内面に分離剤として液体ガラス5を塗布するようにしたものである。このようにすることによって、石膏型の成形型2、3の内面に液体ガラス5を容易に塗布できて、上記のように空洞部7に所定のプラスチックスの義歯の充填材8を充填して、表面および裏面に光沢があって綺麗で、研磨して仕上げする必要がない義歯の成形品6を成形できるものである。
FIG. 4 shows another embodiment of the present invention, in which the
図5は、本発明のさらに他の実施例を示すもので、義歯用石膏型の成形型1の成形型2には、人工歯4の底面部にすべて所定の形状に切断した粘着シートのマスキング材9でマスキングして、石膏型の成形型2、3の内面に液体ガラス5を塗布するようにしたものである。このようにすることによって、石膏型の成形型2、3の内面に液体ガラス5を容易に塗布できて、液体ガラス5が硬化するとマスキング材9を除去して、上記のようにして空洞部7に所定のプラスチックスの義歯の充填材8を充填して、表面および裏面に光沢があって綺麗で、研磨して仕上げする必要がない義歯を成形するものである。人工歯4の底面部にマスキング材9でマスキングすることで、塗布しやすくて好ましい。
FIG. 5 shows still another embodiment of the present invention. In the
なお、液体ガラス5の塗布方法とし、自動塗布装置や塗装ロボット等の自動塗布手段も使用可能であり,本発明の趣旨にもとづいて適宜に変更態様を実施することができる。
In addition, as a coating method of the
1…義歯用等の成形型 2、3…成形型 4…人工歯 5…液体ガラス
6…成形品 7…空洞部 8…充填剤
DESCRIPTION OF
Claims (5)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008273840A JP5312901B2 (en) | 2008-10-24 | 2008-10-24 | Denture molded product and molding method thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008273840A JP5312901B2 (en) | 2008-10-24 | 2008-10-24 | Denture molded product and molding method thereof |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010099289A true JP2010099289A (en) | 2010-05-06 |
| JP5312901B2 JP5312901B2 (en) | 2013-10-09 |
Family
ID=42290464
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008273840A Active JP5312901B2 (en) | 2008-10-24 | 2008-10-24 | Denture molded product and molding method thereof |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5312901B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012146069A (en) * | 2011-01-11 | 2012-08-02 | Nittetsu Elex Co Ltd | Heat-resistant wireless tag |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07184935A (en) * | 1992-10-23 | 1995-07-25 | Shiken:Kk | Separating agent applying device |
| JP2003180713A (en) * | 2001-12-18 | 2003-07-02 | Support:Kk | Plate denture, method for applying name thereto and type therefor |
-
2008
- 2008-10-24 JP JP2008273840A patent/JP5312901B2/en active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07184935A (en) * | 1992-10-23 | 1995-07-25 | Shiken:Kk | Separating agent applying device |
| JP2003180713A (en) * | 2001-12-18 | 2003-07-02 | Support:Kk | Plate denture, method for applying name thereto and type therefor |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012146069A (en) * | 2011-01-11 | 2012-08-02 | Nittetsu Elex Co Ltd | Heat-resistant wireless tag |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5312901B2 (en) | 2013-10-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN104608302B (en) | Imitative bag artificial stone bathtub production technology | |
| JPH08230399A (en) | Statue and its preparation | |
| TW201440997A (en) | Manufacturing method of bicycle saddle | |
| JP5312901B2 (en) | Denture molded product and molding method thereof | |
| KR100454548B1 (en) | Artificial stone for nail hanger or nail charm and preparation thereof | |
| DE50313526D1 (en) | METHOD FOR MANUFACTURING A FUSABLE FORM PART AND A MOLDED PART MADE ACCORDING TO THIS METHOD | |
| KR20100124192A (en) | Silicon mold for 3 dimensional nail art accessory and method of manufacturing the same | |
| CN108162432B (en) | Rapid part manufacturing process of carbon fiber reinforced paste resin | |
| KR20050080030A (en) | Manufacture method of molding body | |
| JP2017131259A (en) | Acrylic resin denture | |
| KR101636952B1 (en) | Manufacturing method of suction flexible denture | |
| KR20000060495A (en) | Process for producing ordered doll | |
| US20050029706A1 (en) | Method of making aesthetically unique useful objects | |
| CN101954699A (en) | Manufacture method of integral filming foaming profile | |
| US20070108660A1 (en) | Multi-step rotational molding process and durable component articles therefrom | |
| JP4496147B2 (en) | Method for producing artificial skin and method for producing artificial skin mold | |
| DE60002016D1 (en) | Hollow body and method for producing this hollow body | |
| KR100355187B1 (en) | the liquid-resin molding method for containing decorations in its inner part and the mold for making use of the method | |
| KR102034376B1 (en) | Method for trophy using a paper | |
| JP4088273B2 (en) | Manufacturing method of lacquer products | |
| KR20170094956A (en) | Double injection molding method of bowl have different color and thereof bowl | |
| JP3229357B2 (en) | Method for producing artificial stone having uneven pattern and mold used for the method | |
| KR200263563Y1 (en) | Artificial rose | |
| KR200334431Y1 (en) | Confectionery for decoration modeling | |
| EP1923191A3 (en) | Method for producing a coated plastic moulded part |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20111014 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130221 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130402 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130527 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130618 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130703 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5312901 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |