JP2010096413A - 耐久性部材、および、これを用いたオープンラック式気化器 - Google Patents
耐久性部材、および、これを用いたオープンラック式気化器 Download PDFInfo
- Publication number
- JP2010096413A JP2010096413A JP2008267138A JP2008267138A JP2010096413A JP 2010096413 A JP2010096413 A JP 2010096413A JP 2008267138 A JP2008267138 A JP 2008267138A JP 2008267138 A JP2008267138 A JP 2008267138A JP 2010096413 A JP2010096413 A JP 2010096413A
- Authority
- JP
- Japan
- Prior art keywords
- resin layer
- conductive resin
- heat transfer
- metal layer
- transfer tube
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000006200 vaporizer Substances 0.000 title claims abstract description 40
- 239000011347 resin Substances 0.000 claims abstract description 146
- 229920005989 resin Polymers 0.000 claims abstract description 146
- 229910052751 metal Inorganic materials 0.000 claims abstract description 94
- 239000002184 metal Substances 0.000 claims abstract description 94
- 239000013535 sea water Substances 0.000 claims abstract description 24
- 239000000758 substrate Substances 0.000 claims description 13
- 239000003949 liquefied natural gas Substances 0.000 claims description 4
- 230000008014 freezing Effects 0.000 claims description 3
- 238000007710 freezing Methods 0.000 claims description 3
- 230000001568 sexual effect Effects 0.000 claims 1
- 239000000463 material Substances 0.000 abstract description 37
- 238000005260 corrosion Methods 0.000 abstract description 27
- 230000007797 corrosion Effects 0.000 abstract description 23
- 230000008023 solidification Effects 0.000 abstract 1
- 238000007711 solidification Methods 0.000 abstract 1
- 239000010410 layer Substances 0.000 description 188
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 43
- 239000003345 natural gas Substances 0.000 description 21
- 239000004020 conductor Substances 0.000 description 16
- 239000000523 sample Substances 0.000 description 15
- 238000002474 experimental method Methods 0.000 description 14
- 238000005507 spraying Methods 0.000 description 10
- 238000000576 coating method Methods 0.000 description 9
- 238000000034 method Methods 0.000 description 9
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 8
- 239000011248 coating agent Substances 0.000 description 7
- 230000005676 thermoelectric effect Effects 0.000 description 7
- 229910045601 alloy Inorganic materials 0.000 description 6
- 239000000956 alloy Substances 0.000 description 6
- 229910000838 Al alloy Inorganic materials 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 230000002093 peripheral effect Effects 0.000 description 5
- 238000010586 diagram Methods 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 229910052757 nitrogen Inorganic materials 0.000 description 4
- 239000003973 paint Substances 0.000 description 4
- 238000007789 sealing Methods 0.000 description 4
- 238000007751 thermal spraying Methods 0.000 description 4
- 229910018137 Al-Zn Inorganic materials 0.000 description 3
- 229910018573 Al—Zn Inorganic materials 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 239000006229 carbon black Substances 0.000 description 3
- 230000015271 coagulation Effects 0.000 description 3
- 238000005345 coagulation Methods 0.000 description 3
- 238000009834 vaporization Methods 0.000 description 3
- 230000008016 vaporization Effects 0.000 description 3
- 230000005678 Seebeck effect Effects 0.000 description 2
- 229910001297 Zn alloy Inorganic materials 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 238000005253 cladding Methods 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- -1 polyethylene Polymers 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 229910000679 solder Inorganic materials 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- 229910018134 Al-Mg Inorganic materials 0.000 description 1
- 229910018467 Al—Mg Inorganic materials 0.000 description 1
- 229910018571 Al—Zn—Mg Inorganic materials 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- PXGOKWXKJXAPGV-UHFFFAOYSA-N Fluorine Chemical compound FF PXGOKWXKJXAPGV-UHFFFAOYSA-N 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 241000282320 Panthera leo Species 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 238000005422 blasting Methods 0.000 description 1
- 230000001680 brushing effect Effects 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000009795 derivation Methods 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 238000010285 flame spraying Methods 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 239000003273 ketjen black Substances 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 239000002086 nanomaterial Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 239000011148 porous material Substances 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 239000000565 sealant Substances 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 229920006305 unsaturated polyester Polymers 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images



Landscapes
- Heat-Exchange Devices With Radiators And Conduit Assemblies (AREA)
Abstract
【解決手段】オープンラック式気化器の伝熱管20、または、伝熱管20および下部ヘッダー管として用いる耐久性部材であって、金属製の管状の基材21と、基材21の表面の一部または全部を被覆する犠牲防食金属層22と、犠牲防食金属層22の表面において、オープンラック式気化器の運転時に、海水凝固温度以下になる低温部位22a、および、海水凝固温度まで降下しない高温部位22bの両部位を少なくとも被覆する導電性樹脂層23とを備え、導電性樹脂層23の電気抵抗率が1×102Ωcm以下である。
【選択図】図2
Description
例えば、特許文献1では、犠牲防食金属(Al−Zn合金等)を溶射やクラッド等で伝熱管表面(アルミニウム母材表面)に形成し、それにより耐食性の向上を図る技術が提案されている。
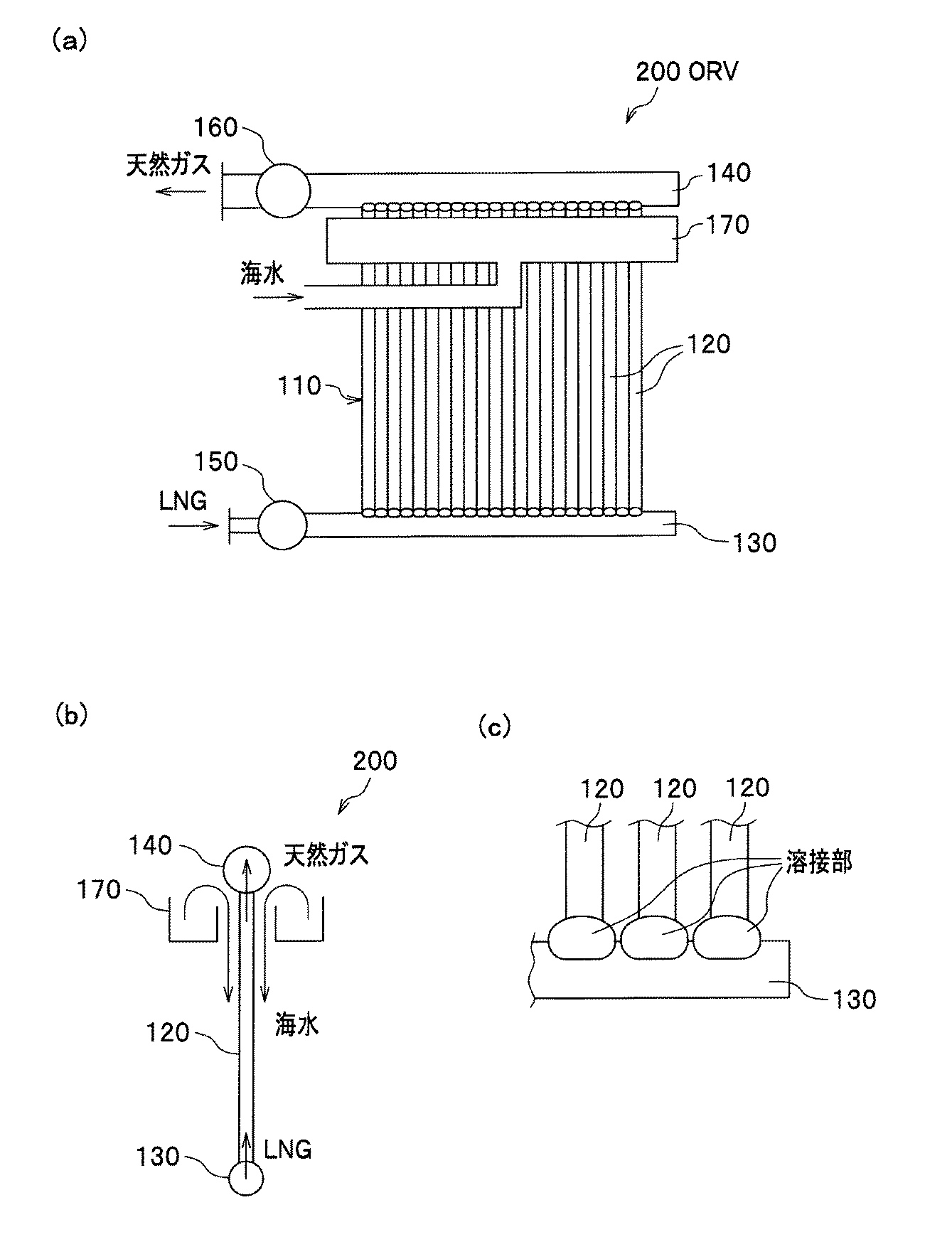
なお、参照する図面において、図1は、本発明に係るオープンラック式気化器の構成を示す概略図、図2は、伝熱管に用いられる耐久性部材の構成を示す斜視図、図3(a)は、図2の管軸方向の断面図、(b)は耐久性部材の他の実施形態を示す管軸方向の断面図、図4は、下部ヘッダー管に用いられる耐久性部材の構成を示す管軸方向の断面図である。
本発明に係る耐久性部材は、オープンラック式気化器の伝熱管、または、伝熱管および下部ヘッダー管に用いられる。まず、伝熱管に用いられる耐久性部材について説明する。
図1、図2、図3(a)に示すように、伝熱管20に用いられる耐久性部材は、基材21と、犠牲防食金属層22と、導電性樹脂層23とを備える。以下、各構成について説明する。
基材21は、金属製の管状部材からなる。そして、基材21の材質は、オープンラック式気化器の伝熱管に用いられるものであれば、特に限定はないが、通常、JIS規定の3000系、5000系、あるいは6000系アルミニウム合金が用いられる。
犠牲防食金属層22は、基材21の表面の一部もしくは全部を被覆するものである。
なお、表面の一部を被覆するとは、基材21の表面全てを犠牲防食金属層22で被覆しなくとも、耐久性部材が極低温耐久性を発揮できるものであれば、基材21に犠牲防食金属層22で被覆されていない部位があってもよく、ところどころ基材21の露出した部位があってもよい状態をいう。
導電性樹脂層23は、犠牲防食金属層22における低温部位22aおよび高温部位22bの両部位を少なくとも被覆するものである。導電性樹脂層23を備えることによって、基材21と、その表面を被覆した犠牲防食金属層22との温度差によって生じる熱起電力を、導電性樹脂層23が電子バイパスとなることにより、低減することができる。その結果、耐久性部材の熱電効果による腐食による損耗を抑制でき、耐久性部材の極低温耐久性が向上する。
有機樹脂層25は、有機樹脂に導電性材料を付与(含有)した複合材料で構成される。有機樹脂、または、導電性材料としては、その種類は限定されず、例えば、前記導電性樹脂層23で記載した有機樹脂、または、導電性材料が用いられる。そして、有機樹脂層25の電気抵抗率が1×105Ωcm以上となるように、有機樹脂、または、導電性材料を適宜選択する。なお、有機樹脂層25の厚さは10mm以下が好ましい。厚さが10mmを超えると。有機樹脂層25で被覆された部位における熱交換効率が低下し易くなると共に、複雑形状の導電性樹脂層23に有機樹脂層25を被覆し難くなる。
図1、図4に示すように、下部ヘッダー管30に用いられる耐久性部材は、基材31と、犠牲防食金属層32と、導電性樹脂層33とを備える。また、伝熱管20に用いられる耐久性部材は前記と同様である。
図1に示すように、本発明に係るオープンラック式気化器100は、前記した耐久性部材を用いたもので、具体的には、前記した耐久性部材を用いた伝熱管20を備えたもの、または、前記した耐久性部材を用いた伝熱管20および下部ヘッダー管30を備えたものである。なお、図示しないが、オープンラック式気化器100は、前記した耐久性部材を用いた伝熱管20を備えていれば、下部ヘッダー管として従来の下部ヘッダー管(例えば、アルミニウム合金管の表面に犠牲防食金属層を有する下部ヘッダー管)を備えたものであってもよい。オープンラック式気化器100が、前記した耐久性部材を用いた伝熱管20、または、伝熱管20および下部ヘッダー管30を備えることによって、オープンラック式気化器100の極低温耐久性が向上する。
なお、伝熱管パネル10では、伝熱管20の導電性樹脂層23と、下部ヘッダー管30の導電性樹脂層33とが電気的に接続されように、伝熱管20と下部ヘッダー管30とが溶接接合されている。具体的には、伝熱管20(基材21+犠牲防食金属層22)と下部ヘッダー管30(基材31+犠牲防食金属層32)とを溶接接合した後、導電性樹脂層23および導電性樹脂層33を形成することが好ましい。
アルミニウム合金A5083製で厚さ5mm、内径100mmの管を300mm長さに切断し、片方の開口部を同厚さのアルミニウム合金A5083製板と溶接して筒状の基材を作成した。基材の外周面および外底面をショットブラスト(アルミナ#16〜#20)にて粗面化し、その外表面にAl−2質量%Zn合金からなる溶射皮膜(犠牲防食金属層)を300μm被覆して(内表面には溶射皮膜を被覆しなかった。)、サンプル(実験No.6)とした。また、サンプル(実験No.6)の外表面に、導電性樹脂層として、穴加工後の樹脂シートを巻いて密着固定し、サンプル(実験No.1、2、7、8)とした。また、サンプル(実験No.6)の外表面に、導電性樹脂層として、樹脂塗料を網目状に塗布し、十分に乾燥して、サンプル(実験No.3〜5、9、10)とした。また、サンプル(実験No.5)は、樹脂溶液の塗布(乾燥)を2回行なった。
水槽中に温度を30℃に調整した人工海水を入れ、その中に前記サンプル(実験No.1〜10)を設置し、外周面に人工海水が循環するようにした。サンプルの外周面および内周面には接点を取り付け(取付位置は20mm高さ)、サンプルの内部に液体窒素を200mm高さまで10分間連続添加し、接点間の電位差を測定した。液体窒素添加している間に測定された電位差のうち、その最大電位差で各サンプルの極低温耐久性を評価した。なお、液体窒素の添加を止めると、液体窒素が蒸発し、内外周面の温度差が無くなって、電位差は0となった。
20 伝熱管(耐久性部材)
21 基材
22 犠牲防食金属層
22a 低温部位
22b 高温部位
23 導電性樹脂層
30 下部ヘッダー管(耐久性部材)
31 基材
32 犠牲防食金属層
33 導電性樹脂層
100 オープンラック式気化器(ORV)
Claims (3)
- 熱源である海水との熱交換によって液化天然ガスを気化させるオープンラック式気化器の伝熱管、または、伝熱管および下部ヘッダー管として用いる耐久性部材であって、
金属製の管状の基材と、
前記基材の表面の一部または全部を被覆する犠牲防食金属層と、
前記犠牲防食金属層の表面において、前記オープンラック式気化器の運転時に、海水凝固温度以下になる低温部位、および、海水凝固温度まで降下しない高温部位の両部位を少なくとも被覆する導電性樹脂層とを備え、
前記導電性樹脂層の電気抵抗率が、0℃において1×102Ωcm以下であることを特徴とする耐久性部材。 - 前記導電性樹脂層の表面を被覆する有機樹脂層をさらに備え、前記有機樹脂層の電気抵抗率が、0℃において1×105Ωcm以上であることを特徴とする請求項1に記載の耐久性部材。
- 請求項1または請求項2に記載の耐久性部材を用いたことを特徴とするオープンラック式気化器。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008267138A JP5088748B2 (ja) | 2008-10-16 | 2008-10-16 | 耐久性部材、および、これを用いたオープンラック式気化器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008267138A JP5088748B2 (ja) | 2008-10-16 | 2008-10-16 | 耐久性部材、および、これを用いたオープンラック式気化器 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010096413A true JP2010096413A (ja) | 2010-04-30 |
| JP5088748B2 JP5088748B2 (ja) | 2012-12-05 |
Family
ID=42258228
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008267138A Expired - Fee Related JP5088748B2 (ja) | 2008-10-16 | 2008-10-16 | 耐久性部材、および、これを用いたオープンラック式気化器 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5088748B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017057910A (ja) * | 2015-09-16 | 2017-03-23 | 住友精密工業株式会社 | オープンラック式熱交換装置 |
| WO2017179399A1 (ja) * | 2016-04-15 | 2017-10-19 | 三菱電機株式会社 | 熱交換器 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09178391A (ja) * | 1995-12-26 | 1997-07-11 | Kobe Steel Ltd | Lng気化器 |
| JP2007078237A (ja) * | 2005-09-13 | 2007-03-29 | Kobe Steel Ltd | Lng気化器用伝熱管およびその製造方法 |
-
2008
- 2008-10-16 JP JP2008267138A patent/JP5088748B2/ja not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09178391A (ja) * | 1995-12-26 | 1997-07-11 | Kobe Steel Ltd | Lng気化器 |
| JP2007078237A (ja) * | 2005-09-13 | 2007-03-29 | Kobe Steel Ltd | Lng気化器用伝熱管およびその製造方法 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2017057910A (ja) * | 2015-09-16 | 2017-03-23 | 住友精密工業株式会社 | オープンラック式熱交換装置 |
| WO2017179399A1 (ja) * | 2016-04-15 | 2017-10-19 | 三菱電機株式会社 | 熱交換器 |
| JPWO2017179399A1 (ja) * | 2016-04-15 | 2018-11-08 | 三菱電機株式会社 | 熱交換器 |
| US11054186B2 (en) | 2016-04-15 | 2021-07-06 | Mitsubishi Electric Corporation | Heat exchanger |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5088748B2 (ja) | 2012-12-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4518791B2 (ja) | 常温作動可能な再充電バッテリセル | |
| US20050158607A1 (en) | Ultra-low loadings of Au for stainless steel bipolar plates | |
| JP2000106152A5 (ja) | ||
| JP4796362B2 (ja) | Lng気化器用伝熱管およびその製造方法 | |
| JP5088748B2 (ja) | 耐久性部材、および、これを用いたオープンラック式気化器 | |
| TW201230102A (en) | Electrode for power storage device, method of manufacturing the same and connection method thereof | |
| AU4109299A (en) | Perowskite for a coating of interconnectors | |
| JP3762146B2 (ja) | 金属部材の接合構造および接合方法 | |
| CN107408713A (zh) | 固体高分子型燃料电池的隔板用金属板 | |
| US6889410B2 (en) | Rapid coating process and its application to lead-acid batteries | |
| ES2211180T3 (es) | Procedimiento para revestir una placa de soporte y celula de combustible provista de dicha placa de soporte. | |
| CN110911692B (zh) | 一种耐蚀液态金属电池正极集流体 | |
| CN100575554C (zh) | 耐蚀铝导电性材料及其制造方法 | |
| JPH02111888A (ja) | 電極 | |
| JP5383981B2 (ja) | オープンラック式気化器の表面保護方法 | |
| JP5336797B2 (ja) | オープンラック式気化器の伝熱管およびヘッダー管の製造方法 | |
| JP2009144936A (ja) | 耐久性部材、および、これを用いたオープンラック式気化器 | |
| CN219991705U (zh) | 蒸发舟及真空蒸镀设备 | |
| JP5088747B2 (ja) | 耐久性部材 | |
| JP6151228B2 (ja) | オープンラック型気化器用伝熱管およびその製造方法 | |
| JP2020015985A (ja) | 絶縁層形成方法、絶縁層付部材、抵抗測定方法及び接合型整流素子 | |
| JP5385754B2 (ja) | 熱交換部材 | |
| JP5206964B2 (ja) | オープンラック式気化器の表面保護方法 | |
| JPH11270996A (ja) | Lng気化器 | |
| JP2003214796A (ja) | Lng気化器における防食構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110401 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120723 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120807 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120904 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150921 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5088748 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |