JP2010092265A - 表面形状データ作成方法およびこれに用いる表面形状データ作成装置 - Google Patents
表面形状データ作成方法およびこれに用いる表面形状データ作成装置 Download PDFInfo
- Publication number
- JP2010092265A JP2010092265A JP2008261585A JP2008261585A JP2010092265A JP 2010092265 A JP2010092265 A JP 2010092265A JP 2008261585 A JP2008261585 A JP 2008261585A JP 2008261585 A JP2008261585 A JP 2008261585A JP 2010092265 A JP2010092265 A JP 2010092265A
- Authority
- JP
- Japan
- Prior art keywords
- data
- surface shape
- height
- measurement data
- unit
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Abstract
【解決手段】皮革モデルの表面測定データを、あらかじめ定めた1階調当りの高さに256階調を乗じた分割高さ単位でグループに分割する。分割したそれぞれのグループにおける表面測定データを、分割高さを順次に累積した値を基準値とするローカルデータに変換してから、RGBのチャンネルに割り当て合成してRGB画像データに変換し、このRGB画像データを表面形状データとする。分割したそれぞれのローカルデータが256階調幅で表現されるから、高さの低い皮絞模様部分でも微細な表現が再現される。
【選択図】図3
Description
電気鋳造金型とは、電気めっきを応用して得られる金型であって、金属溶液の電気分解を利用してマスター型(マンドレル)の表面上に所定の厚さで金属を析出させ電着させた後、この電着層をマスター型から剥離することで得られるもの(ネガティブ型)で、マスター型とは全く逆の表面形状を有するものである。この電気鋳造金型を用いて成形することで、樹脂成形品にマスター型の表面形状を転写することが可能となる。またこの電気鋳造金型によれば、マスター型の表面上に金属を析出させることで、微細な表面形状を精度良く形成(転写)できるという利点がある。
車両内装材に一般的な皮絞模様では表面形状の深さ変化が0.3mm程度であるので、これを256階調に割り振ると1階調あたり1.17μmとなるが、このレベルでは滑らかに表現される。
特開2004−358662号公報にも、同様に表面測定データを画像データに変換し、これに基づいてマスター型を形成することが開示されている。
図5の(a)は右に皮絞模様Aとステッチ糸Bとが含まれる皮革モデルを模式的に示し、左に皮絞模様部分を拡大して示す。
ステッチ部分の糸の高さは例えば1mmに及ぶことがあり、これを含んで256階調で表現することになると、1階調あたり約3.9μmとなる。そうすると、本来微細な表現が要求される皮絞模様部分が、図5の(b)に示すA’のように、ギザギザの粗雑なものとなってしまう。
そこで本発明は、限られた階調幅の画像データで、皮絞模様とステッチの糸など互いにかけ離れた高さをもつ表面形状でも、それぞれ微細な表現が確保されるマスター型を簡便に製作可能とする表面形状データ作成方法および装置を提供することを目的とする。
そして、絞加工データ作成装置などに入力する場合に、多チャンネル色画像データは合成された1つのデータとして扱われるので、入力作業も一度で済み、取り扱いが簡便であるという効果を有する。
図1は実施の形態の構成を示すブロック図である。
表面形状データ作成装置10は、表面形状計測装置1からの表面測定データを入力する測定データ入力部11と、測定データ入力部11に入力された表面測定データを画像データに変換するデータ可視化部12と、画像データを素材として画像処理を行うデータ処理部13と、データのサイズを整えるデータ調整部19と、データ調整部で調整されたデータを表面形状データとして出力する表面形状データ出力部20とからなる。
表面形状データ作成装置10には、キーボードやジョグレバーなどからなる操作入力部21と、画像データが表示されるモニタ22とが接続される。
表面形状データは絞加工データ作成装置2に入力されて、ここでマスター型作製装置の使用に適した適宜のフォーマットに変換される。
データ可視化部12で可視化された画像データはモニタ21に表示される。操作者は操作入力部20を介してデータ処理部13を制御し、モニタ21上の画像データを修正することができる。
欠陥データ処理部14は、操作入力部21の操作に基づいて、表面測定データの欠陥の修正を行うもので、微細な表面形状を測定し表面性状パラメータ等を算出する機能を備えた一般的なもので実現できる。
測定データ分割処理部15では、欠陥データ処理部14を経た表面測定データをその高さ方向で複数のデータ群に分割する。ここでは、あらかじめ設定してある1階調に対応させる高さSに基づいて必要な全階調数を求めるとともに、256階調幅に相当する高さを分割高さとして、この分割高さを単位として分割する。
例えば1階調当りの高さSを1μmとすれば分割高さは1×256=256μmとなり、Sを1.3μmとすれば、分割高さは1.3×256=333μmとなる。
色成分合成処理部18は、各グループのデータを合成してRGB画像データとする。
データ調整部19は、色成分合成処理部18で合成したRGB画像データの解像度を製品の目標サイズに対応させたり、モニタ22に表示して操作入力部21の操作に基づいて製品形状とする裁断処理などを行う。
まず、ステップ100において、表面測定データを測定データ入力部11から入力する。
表面測定データの入力は、表面形状計測装置1を測定データ入力部11に接続して自動的に入力してもよいし、あるいはハードディスクなどの高密度媒体を介して手作業で行ってもよい。
ステップ101では、データ可視化部12において、表面測定データのXY座標を画面の画素位置に割り当て、高さ位置を示すZ座標を8ビット256階調の濃度に割り当てた画像データを生成して、モニタ22に表示する。
ステップ103において、測定データ分割処理部15では、あらかじめ設定してある1階調に対応させる高さSに基づいて、前ステップで欠陥修正された表面測定データの高さ(Z座標)の最低から最高までに必要な階調数を算出する。
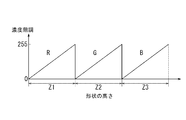
例えば1階調当りの高さSを1μmとして、図3に示すように、ステッチ部分の糸まで含んだ皮革モデルの表面測定データの高さ変化(形状高さ)が600μmであったとすると、分割高さ(1μm/1階調のとき256μm)単位で3グループに分割される。
この場合、表面測定データの高さの最低0から255μmの部分が第1グループZ1、続く256から511μmの高さ部分が第2グループZ2となり、残りの512から600μmを含む高さ部分が第3グループZ3として分割される。
測定面積が製品面積をカバーしているときはステップ107へ進み、測定面積が製品面積に対して小さいときはステップ106へ進む。
ステップ106では、操作者が操作入力部21を操作して、分割されたグループごとにモニタ22上で必要面積になるまで画像データを繰り返し配置してつなぎ合わせることにより、所要面積をカバーするように形状データ合成処理部16がデータの拡張合成を行う。
この合成時に、接続部分の境界を目立たないようにするボカシ処理も行なう。
このあと、ステップ107へ進む。
ここでは、それぞれのグループの表面測定データを、分割高さ(256μm)を順次に累積した値を基準値とするローカルデータに変換する。
第2グループZ2では基準値を256μmとして、256から511μmの範囲の表面測定データが0〜255μmのローカルデータとなる。
そして、第3グループZ3では基準値を512μm(=256+256)として、512から767μmの範囲の表面測定データが0〜255μmのローカルデータとなる。
ステップ109において、操作者による操作入力部21の操作に基づいて、データ調整部19が、RGB画像データの解像度を製品の目標サイズに対応させたり、モニタ22上で製品形状への裁断処理などを行う。
なお、表面形状データの絞加工データ作成装置2への入力は、表面形状データ出力部20を直接絞加工データ作成装置2に接続して行うこともでき、あるいは媒体を介して手作業で行ってもよい。
先に例示した1μm/1階調の場合には、図4に示すように、Rチャンネルのデータは表面測定データの高さ(形状の高さ)の0〜255μmの範囲部分(Z1)を256階調で示すものとなっており、Gチャンネルのデータは表面測定データの高さの256〜511μmの範囲部分(Z2)を256階調で示す。同様に、Bチャンネルのデータは表面測定データの高さの512以上の範囲部分(Z3)を256階調で示すものとなっている。したがってこのRGB画像データは8ビット表示が可能である。
Rチャンネル: ZR =KR ×S
Gチャンネル: ZG =(256+KG )×S
Bチャンネル: ZB =(256+256+KB )×S
ただし、添え字はチャンネルを表わし、Sは前述のとおりあらかじめ設定された1階調当りの高さである。
そして、分割したそれぞれのグループにおける表面測定データを、ローカルデータ変換部17で分割高さを順次に累積した値を基準値とするローカルデータに変換してから、色成分合成処理部18で各ローカルデータをRGBのチャンネルに割り当て、チャンネルのローカルデータを合成してRGB画像データに変換し、このRGB画像データを表面形状データとするものとした。
そして、絞加工データ作成装置2に入力する場合、RGB画像データは合成された1つのデータとして扱われるので入力作業も一度で済み取り扱いが簡便であり、また絞加工データ作成装置2における加工データ化も一度にできるから、皮絞模様の高品質を確保しながら加工時間も短時間に抑えられる。
実施の形態では256階調の8ビット表示を前提に説明したが、装置の処理速度やデータ容量の大きさ、あるいはモデルの模様特性に応じて16ビット表示その他を採用することを除外するものではなく、この場合にも、所定の分割高さで表面測定データを分割してそれぞれローカルデータに変換した上で多チャンネル色画像データとすることにより、表面形状の高さの全体を1つのグレースケール画像で表わすものと比較して格段の効果を奏する。
2 絞加工データ作成装置
10 表面形状データ作成装置
11 測定データ入力部
12 データ可視化部
13 データ処理部
14 欠陥データ処理部
15 測定データ分割処理部
16 形状データ合成処理部
17 ローカルデータ変換部
18 色成分合成処理部
19 データ調整部
20 表面形状データ出力部
21 操作入力部
22 モニタ
Claims (8)
- モデルの表面測定データを所定の分割高さ単位でグループに分割し、
分割したそれぞれのグループにおける表面測定データを、前記所定の分割高さを順次に累積した値を基準値とするローカルデータに変換し、
該ローカルデータを互いに異なる色チャンネルに割り当て、
各ローカルデータが割り当てられた前記色チャンネルを合成して多チャンネル色画像データに変換して表面形状データとし、
前記所定の分割高さは、モデルの表面形状の高さを画像濃度で表わす際のあらかじめ定めた1階調当りの高さに所定の階調幅を乗じた値とすることを特徴とする表面形状データ作成方法。 - 前記表面測定データを、所定の分割高さ単位で分割する前に、可視化してモニタに表示し、
モニタ上で表面測定データの欠陥の修正を行うことを特徴とする請求項1に記載の表面形状データ作成方法。 - 前記所定の階調幅を256とし、
前記多チャンネル色画像データがRGB画像データであって、前記分割したグループのローカルデータを割り当てる色チャンネルをR、GおよびBチャンネルから選択することを特徴とする請求項1または2に記載の表面形状データ作成方法。 - モデルの表面測定データを入力する測定データ入力部(11)と、
入力された表面測定データを、あらかじめ定めた1階調当りの高さに所定の階調幅を乗じた分割高さ単位でグループに分割する測定データ分割処理部(15)と、
それぞれのグループにおける表面測定データを、前記所定の分割高さを順次に累積した値を基準値とするローカルデータに変換するローカルデータ変換部(17)と、
各グループの前記ローカルデータを互いに異なる色チャンネルに割り当て、該色チャンネルを合成して多チャンネル色画像データに変換する色成分合成処理部(18)と、
前記多チャンネル色画像データを表面形状データとして出力する表面形状データ出力部(20)とを有することを特徴とする表面形状データ作成装置。 - さらに、前記測定データ入力部(11)から入力された表面測定データを可視化してモニタ(22)に表示するデータ可視化部(12)と、
操作者が操作可能な操作入力部(21)と、
操作入力部の操作に基づいて、モニタ上で表面測定データの欠陥を修正可能な欠陥データ処理部(14)とを有することを特徴とする請求項4に記載の表面形状データ作成装置。 - 前記測定データ分割処理部(15)で分割したグループごとに、前記操作入力部(21)の操作に基づいて、モニタ上で当該グループの画像をつなぎ合わせて合成する形状データ合成処理部(16)を備え、
前記ローカルデータ変換部(17)は、前記形状データ合成処理部で合成されたデータを前記ローカルデータに変換することを特徴とする請求項5に記載の表面形状データ作成装置。 - 前記所定の階調幅を256とし、
前記多チャンネル色画像データがRGB画像データであって、
前記色成分合成処理部(18)は、前記ローカルデータを割り当てる色チャンネルをR、GおよびBチャンネルから選択することを特徴とする請求項4から6のいずれか1に記載の表面形状データ作成装置。 - 前記多チャンネル色画像データの解像度調整または裁断処理を行うデータ調整部(19)を有することを特徴とする請求項4から7のいずれか1に記載の表面形状データ作成装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008261585A JP4996573B2 (ja) | 2008-10-08 | 2008-10-08 | 表面形状データ作成方法およびこれに用いる表面形状データ作成装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008261585A JP4996573B2 (ja) | 2008-10-08 | 2008-10-08 | 表面形状データ作成方法およびこれに用いる表面形状データ作成装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010092265A true JP2010092265A (ja) | 2010-04-22 |
| JP4996573B2 JP4996573B2 (ja) | 2012-08-08 |
Family
ID=42254913
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008261585A Expired - Fee Related JP4996573B2 (ja) | 2008-10-08 | 2008-10-08 | 表面形状データ作成方法およびこれに用いる表面形状データ作成装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4996573B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112132948A (zh) * | 2019-06-06 | 2020-12-25 | 苏州苏大维格科技集团股份有限公司 | 图像处理方法、装置、光刻系统、存储介质和计算机设备 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07241909A (ja) * | 1994-03-07 | 1995-09-19 | Dainippon Printing Co Ltd | 合成皮革原版作製システム及び合成皮革原版作製方法 |
| WO2005048847A1 (ja) * | 2003-11-21 | 2005-06-02 | Hitachi Medical Corporation | 超音波診断装置 |
| JP2007172132A (ja) * | 2005-12-20 | 2007-07-05 | Fujitsu Ltd | レイアウト解析プログラム、レイアウト解析装置、レイアウト解析方法 |
-
2008
- 2008-10-08 JP JP2008261585A patent/JP4996573B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07241909A (ja) * | 1994-03-07 | 1995-09-19 | Dainippon Printing Co Ltd | 合成皮革原版作製システム及び合成皮革原版作製方法 |
| WO2005048847A1 (ja) * | 2003-11-21 | 2005-06-02 | Hitachi Medical Corporation | 超音波診断装置 |
| JP2007172132A (ja) * | 2005-12-20 | 2007-07-05 | Fujitsu Ltd | レイアウト解析プログラム、レイアウト解析装置、レイアウト解析方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112132948A (zh) * | 2019-06-06 | 2020-12-25 | 苏州苏大维格科技集团股份有限公司 | 图像处理方法、装置、光刻系统、存储介质和计算机设备 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4996573B2 (ja) | 2012-08-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7254324B2 (ja) | 画像検査システムの性能調整のための検査用画像を生成する画像生成装置及び画像生成方法 | |
| US11321584B2 (en) | Information processing device, information processing program, and information processing method | |
| JP2010282611A (ja) | 情報処理装置、情報処理方法及びプログラム | |
| KR20220002250A (ko) | 적층 제조를 위한 3d 모델의 층 두께를 결정하는 방법 | |
| CN110193942A (zh) | 一种基于阿基米德坐标系的3d打印切片方法 | |
| JP4500241B2 (ja) | カラー画像処理装置 | |
| JP5294684B2 (ja) | 三次元レリーフの製造方法および装置 | |
| JP4996573B2 (ja) | 表面形状データ作成方法およびこれに用いる表面形状データ作成装置 | |
| CN104690976B (zh) | 立体列印机的列印方法及系统 | |
| JP3945524B2 (ja) | キー信号生成装置及び方法、画像合成装置、並びに記録媒体 | |
| KR101958263B1 (ko) | Vr 콘텐츠와 ui 템플릿의 제어방법 | |
| JP6853259B2 (ja) | 3d物体用のフルカラーデータの処理方法及び装置 | |
| US20230045937A1 (en) | Generative system for the creation of digital images for printing on design surfaces | |
| US11573538B2 (en) | Layer configuration prediction method and layer configuration prediction apparatus | |
| CN111462009B (zh) | 基于分割矩形区域相似度的出血点预测方法 | |
| JPH05236347A (ja) | ソフトキー生成装置 | |
| Surovi et al. | Process map generation of geometrically uniform beads using support vector machine | |
| JP2008009508A (ja) | 擬似階調画像の生成方法、及びその装置 | |
| CN111151887A (zh) | 一种镭射彩雕操作方法 | |
| JP6749564B2 (ja) | 加工評価装置、加工評価方法及び加工評価装置として機能させるためのプログラム並びにそのプログラムを記録した記録媒体 | |
| CN117416049B (zh) | 一种基于3d打印技术的打印设备的控制方法及系统 | |
| JP6388489B2 (ja) | 表面加工用データ作成方法および装置 | |
| WO2019054235A1 (ja) | 情報処理装置、情報処理方法、及びプログラム | |
| US20230034028A1 (en) | Property display device, property display method, and non-transitory computer-readable medium | |
| US20230127733A1 (en) | Display control apparatus, method, and non-transitory computer readable mediumstoring program |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100928 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120130 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120207 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120403 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120508 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120511 |
|
| FPAY | Renewal fee payment (prs date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150518 Year of fee payment: 3 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |