JP2010087304A - 電子部品装着装置 - Google Patents
電子部品装着装置 Download PDFInfo
- Publication number
- JP2010087304A JP2010087304A JP2008255728A JP2008255728A JP2010087304A JP 2010087304 A JP2010087304 A JP 2010087304A JP 2008255728 A JP2008255728 A JP 2008255728A JP 2008255728 A JP2008255728 A JP 2008255728A JP 2010087304 A JP2010087304 A JP 2010087304A
- Authority
- JP
- Japan
- Prior art keywords
- suction nozzle
- electronic component
- component
- recognition camera
- image
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images








Landscapes
- Supply And Installment Of Electrical Components (AREA)
Abstract
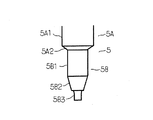
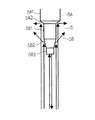
【解決手段】吸着ノズル5の位置認識の場合には、吸着ノズル5に吸着保持された電子部品を認識処理する場合の電子部品に前記照明装置8の同軸照明用LED25から照射する光の光量よりも多く、電子部品を保持していない吸着ノズル5に照射する。このとき、部品認識カメラ20により吸着ノズル5を下方から撮像した場合に、吸着ノズル5の撮像画像は吸着ノズル5の下面である吸着部5B3の下面は白色となり、吸着孔5Hは黒色となり、その他の吸着ノズル5側面部は灰色となるので、これらは明確に区別できるように撮像される。
【選択図】図6
Description
そして、この貫通孔10の内周面の上部には、前記吸着ノズル5に吸着保持された電子部品がBGA(Ball Grid Array)であったときに、その部品に向けて傾斜した状態で照明光を照射する複数のBGA反射照明灯であるBGA照明用LED(Light Emitting Diode)15を前記内周面の全周に沿って横方向の列の複数列(複数段)、例えば4列に亘って並設すると共に千鳥状に配設する。
即ち、断面がL字形状の最上部の取付部13Aに下方に行くに従って中心に近くなるように傾斜させた状態で環状のプリント基板14Aを取り付け、このプリント基板14A上に横方向の列の複数列、例えば横方向(水平方向)の4列(上下方向の4列)に亘ってBGA照明用LED15が所定間隔を存して複数並設すると共に千鳥状に配設する。
上述したように、プリント基板14Dの上端部より上の段のプリント基板14Cの下端部の内縁が内方に位置し、プリント基板14Cの上端部よりも上の段のプリント基板14Bの下端部の内縁が内方に位置し、更に、プリント基板14Bの上端部よりも上の段のプリント基板14Aの下端部の内縁が内方に位置するように配設すると共に、各プリント基板の配置角度がより上の段に行くに従って順次立たせた状態となるように(より垂直に近くなるように)配設される。このように、各LEDを取り付けた各プリント基板を配設することにより、プリント基板14C、14B及び14Aの上端を極力内側に位置させ、プリント基板14Aの外径、即ち、取付部13の外径を抑えることができ、この結果、特に水平方向の寸法を抑えることができ、この結果、その照明量を保ちつつ、照明装置8のコンパクト化を図ることができる。
2 搬送装置
3 部品供給装置
3B 部品供給ユニット
4 ビーム
5 吸着ノズル
6 装着ヘッド
8 照明装置
20 部品認識カメラ
Claims (3)
- 部品供給装置より供給された電子部品を装着ヘッドに設けられた吸着ノズルにより取り出し、照明装置から光を前記吸着ノズルに吸着保持された電子部品に照射して、この電子部品を部品認識カメラで撮像するようにした電子部品装着装置において、前記吸着ノズルに吸着保持された電子部品を前記部品認識カメラが撮像する際の電子部品に前記照明装置から照射する光の光量よりも多く、前記電子部品を保持していない前記吸着ノズルに光を照射して前記部品認識カメラが撮像し、この画像に基づいて認識処理装置が認識処理してこの吸着ノズルの平面方向における位置を把握するようにしたことを特徴とする電子部品装着装置。
- 部品供給装置より供給された電子部品を装着ヘッドに設けられた吸着ノズルにより取り出し、照明装置から光を前記吸着ノズルに吸着保持された電子部品に照射して、この電子部品を部品認識カメラで撮像するようにした電子部品装着装置において、前記吸着ノズルに吸着保持された電子部品を前記部品認識カメラが撮像する際の電子部品に光を照射する照明装置の点灯時間よりも長く、前記電子部品を保持していない前記吸着ノズルに光を照射して前記部品認識カメラが撮像し、この画像に基づいて認識処理装置が認識処理してこの吸着ノズルの平面方向における位置を把握するようにしたことを特徴とする電子部品装着装置。
- 部品供給装置より供給された電子部品を装着ヘッドに設けられた吸着ノズルにより取り出し、照明装置から光を前記吸着ノズルに吸着保持された電子部品に照射して、この電子部品を部品認識カメラで撮像するようにした電子部品装着装置において、前記電子部品を保持していない前記吸着ノズルを撮像する際の前記部品認識カメラの露光時間を前記吸着ノズルに吸着保持された電子部品を撮像する際の前記部品認識カメラの露光時間よりも長くして撮像し、この画像に基づいて認識処理装置が認識処理してこの吸着ノズルの平面方向における位置を把握するようにしたことを特徴とする電子部品装着装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008255728A JP5412076B2 (ja) | 2008-09-30 | 2008-09-30 | 電子部品装着装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008255728A JP5412076B2 (ja) | 2008-09-30 | 2008-09-30 | 電子部品装着装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010087304A true JP2010087304A (ja) | 2010-04-15 |
| JP5412076B2 JP5412076B2 (ja) | 2014-02-12 |
Family
ID=42250956
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008255728A Active JP5412076B2 (ja) | 2008-09-30 | 2008-09-30 | 電子部品装着装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5412076B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011228583A (ja) * | 2010-04-22 | 2011-11-10 | Fuji Mach Mfg Co Ltd | 電子部品の撮像判定方法及び部品実装機 |
| JP2012059735A (ja) * | 2010-09-03 | 2012-03-22 | Panasonic Corp | 部品実装方法、および、部品実装機 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11340700A (ja) * | 1999-05-12 | 1999-12-10 | Yamaha Motor Co Ltd | 表面実装機の部品認識装置 |
| JP2005159209A (ja) * | 2003-11-28 | 2005-06-16 | Hitachi High-Tech Instruments Co Ltd | 電子部品装着装置 |
| JP2006114809A (ja) * | 2004-10-18 | 2006-04-27 | Matsushita Electric Ind Co Ltd | 電子部品実装装置および電子部品実装方法 |
| JP2006228789A (ja) * | 2005-02-15 | 2006-08-31 | Yamaha Motor Co Ltd | 画像取得方法、画像取得装置、表面実装機、プリント配線板用はんだ印刷機、ウエハチップ供給装置、電子部品移載装置および電子部品用外観検査装置 |
-
2008
- 2008-09-30 JP JP2008255728A patent/JP5412076B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11340700A (ja) * | 1999-05-12 | 1999-12-10 | Yamaha Motor Co Ltd | 表面実装機の部品認識装置 |
| JP2005159209A (ja) * | 2003-11-28 | 2005-06-16 | Hitachi High-Tech Instruments Co Ltd | 電子部品装着装置 |
| JP2006114809A (ja) * | 2004-10-18 | 2006-04-27 | Matsushita Electric Ind Co Ltd | 電子部品実装装置および電子部品実装方法 |
| JP2006228789A (ja) * | 2005-02-15 | 2006-08-31 | Yamaha Motor Co Ltd | 画像取得方法、画像取得装置、表面実装機、プリント配線板用はんだ印刷機、ウエハチップ供給装置、電子部品移載装置および電子部品用外観検査装置 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011228583A (ja) * | 2010-04-22 | 2011-11-10 | Fuji Mach Mfg Co Ltd | 電子部品の撮像判定方法及び部品実装機 |
| JP2012059735A (ja) * | 2010-09-03 | 2012-03-22 | Panasonic Corp | 部品実装方法、および、部品実装機 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5412076B2 (ja) | 2014-02-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101574025B (zh) | 元件识别装置、表面安装机及元件试验装置 | |
| JP4999942B2 (ja) | 電子部品装着装置 | |
| US8845114B2 (en) | Lighting device for image capturing in electronic component mounting apparatus | |
| CN105432158B (zh) | 电子部件安装装置以及电子部件安装方法 | |
| JP2009182280A (ja) | 電子部品装着装置におけるマーク認識方法 | |
| JP4989518B2 (ja) | 電子部品装着装置 | |
| CN101584263B (zh) | 电子元件安装设备中用于图像捕获的照明装置 | |
| JP3955206B2 (ja) | 部品実装方法及び部品実装装置 | |
| JP6721716B2 (ja) | 撮像装置及びこれを用いた表面実装機 | |
| JP5412076B2 (ja) | 電子部品装着装置 | |
| JP5192220B2 (ja) | 電子部品装着装置 | |
| JP5027058B2 (ja) | 電子部品装着装置 | |
| CN105746010A (zh) | 电子部件安装装置以及电子部件安装方法 | |
| JP2009135267A (ja) | 電子部品装着装置 | |
| JP4970300B2 (ja) | 電子部品装着装置における認識処理方法 | |
| JP5031619B2 (ja) | 電子部品装着装置 | |
| JP7645486B2 (ja) | 部品装着装置及び部品装着方法 | |
| US10339666B2 (en) | Recognition device and recognition method | |
| CN103322447B (zh) | 芯片安装器的发光装置 | |
| KR101113088B1 (ko) | 부품 실장장치 및 그의 부품 인식방법 | |
| JP2009290120A (ja) | 電子部品装着装置 | |
| JP4704218B2 (ja) | 部品認識方法、同装置および表面実装機 | |
| JP2010239086A (ja) | 部品保持装置、電子部品認識装置及び電子部品装着装置 | |
| CN105493653A (zh) | 电子部件安装装置以及电子部件安装方法 | |
| JP2005340239A (ja) | 撮像装置用照明装置、表面実装機および部品検査装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101029 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120120 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120201 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120402 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121106 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121228 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130521 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130821 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20130828 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131010 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131111 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5412076 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |