JP2010084853A - ピストンリング - Google Patents
ピストンリング Download PDFInfo
- Publication number
- JP2010084853A JP2010084853A JP2008255034A JP2008255034A JP2010084853A JP 2010084853 A JP2010084853 A JP 2010084853A JP 2008255034 A JP2008255034 A JP 2008255034A JP 2008255034 A JP2008255034 A JP 2008255034A JP 2010084853 A JP2010084853 A JP 2010084853A
- Authority
- JP
- Japan
- Prior art keywords
- piston ring
- distance
- cylinder center
- cylinder
- abutment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images




Landscapes
- Pistons, Piston Rings, And Cylinders (AREA)
Abstract
【解決手段】ピストンリング1は略円形状をなし、外周摺動面2及び内周面3に交わる上面及び下面と略円形状を半径方向に分断する合口部4とを備え、シリンダ中心5と内周面3との距離が最大となる最外点の位置が合口部4の両端の中点から44.6°乃至46.1°である。さらに、ピストンリング1はシリンダ中心5からシリンダ中心5と最外点までの距離(Rmax)を、シリンダ中心5から合口部4の両端の中点とシリンダ中心5とを通る基準軸上であって中点から180°回転させた箇所に位置する対蹠点までの距離(R180)で除した値(Rmax/R180)が1.044乃至1.053であってシリンダ中心5から合口部4の一端までの距離(R合口)を、シリンダ中心5から対蹠点までの距離(R180)で除した値が1.032乃至1.040である。
【選択図】図1
Description
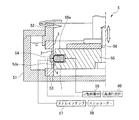
2:外周摺動面
3:内周面
4:合口部
5:シリンダ中心
Claims (2)
- 略円形状をなし、シリンダに対して摺動する外周摺動面とピストンに対向する内周面と該外周摺動面及び該内周面に交わる上面及び下面と略円形状を半径方向に分断する1つの合口部とを備える内燃機関用ピストンリングであって、
該シリンダの中心点であるシリンダ中心から該シリンダ中心と該内周面との距離が最大となる最外点までの距離(Rmax)を、該シリンダ中心から該合口部の両端の中点と該シリンダ中心とを通る基準軸上であって該中点から180°回転させた箇所に位置する対蹠点までの距離(R180)で除した値(Rmax/R180)が1.044乃至1.053であって
該シリンダ中心から該合口部の一端までの距離(R合口)を、該シリンダ中心から該対蹠点までの距離(R180)で除した値が1.032乃至1.040であって
該最外点の位置が該中点から44.7°乃至46.1°であることを特徴とする内燃機関用ピストンリング。 - ピストンリングの外径が90乃至150mmである請求項1に記載の内燃機関用ピストンリング。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008255034A JP5260220B2 (ja) | 2008-09-30 | 2008-09-30 | ピストンリング |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008255034A JP5260220B2 (ja) | 2008-09-30 | 2008-09-30 | ピストンリング |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010084853A true JP2010084853A (ja) | 2010-04-15 |
| JP5260220B2 JP5260220B2 (ja) | 2013-08-14 |
Family
ID=42249012
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008255034A Expired - Fee Related JP5260220B2 (ja) | 2008-09-30 | 2008-09-30 | ピストンリング |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5260220B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021117599A1 (ja) | 2019-12-11 | 2021-06-17 | 株式会社リケン | 圧力リング |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001271928A (ja) * | 2000-03-23 | 2001-10-05 | Nippon Piston Ring Co Ltd | ピストンリング |
| JP2003254157A (ja) * | 2002-03-05 | 2003-09-10 | Nippon Piston Ring Co Ltd | ピストンリング |
-
2008
- 2008-09-30 JP JP2008255034A patent/JP5260220B2/ja not_active Expired - Fee Related
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001271928A (ja) * | 2000-03-23 | 2001-10-05 | Nippon Piston Ring Co Ltd | ピストンリング |
| JP2003254157A (ja) * | 2002-03-05 | 2003-09-10 | Nippon Piston Ring Co Ltd | ピストンリング |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021117599A1 (ja) | 2019-12-11 | 2021-06-17 | 株式会社リケン | 圧力リング |
| US11933407B2 (en) | 2019-12-11 | 2024-03-19 | Kabushiki Kaisha Riken | Compression ring |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5260220B2 (ja) | 2013-08-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10107228B2 (en) | Internal combustion engine cylinder liner flange with non-circular profile | |
| JP2014001732A (ja) | シリンダライナ用の厚さの異なるコーティング | |
| JP6136160B2 (ja) | シリンダボア内面の加工方法およびシリンダの構造 | |
| JP4209575B2 (ja) | ピストンリング | |
| JP6496578B2 (ja) | ピストンリング | |
| Lu et al. | The analysis of secondary motion and lubrication performance of piston considering the piston skirt profile | |
| JPH08177616A (ja) | 内燃機関用乾式ライナ | |
| US20090026711A1 (en) | Compression piston ring | |
| JP5260220B2 (ja) | ピストンリング | |
| JP2003254157A (ja) | ピストンリング | |
| JP2019070441A (ja) | ダイクスタイプピストンリングおよびその製造方法 | |
| JP3792413B2 (ja) | ピストンリング | |
| CN110506173B (zh) | 内燃机用活塞和活塞环 | |
| CN104128756A (zh) | 一种便于使用的环规的加工工艺 | |
| JP2017026054A (ja) | ピストンリング | |
| Tomanik et al. | Calculation of piston ring radial pressure distribution from its measured free shape | |
| JP4187547B2 (ja) | ピストンリング | |
| US6726218B2 (en) | Compression piston ring for use in internal combustion engine | |
| Bird et al. | Measurement of bore distortion in a firing engine | |
| JP2002266698A (ja) | 高Pmax用ピストンリング | |
| Baker et al. | Analytical evaluation of fitted piston compression ring: modal behaviour and frictional assessment | |
| JP5164210B2 (ja) | シリンダライナの冷却装置及びシリンダライナ | |
| JP2001263488A (ja) | ピストンリング | |
| Wu et al. | Test and Analysis on Assembly Deformation of Diesel Engine Cylinder Liner | |
| JP2012154465A (ja) | ピストンリング |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110913 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120906 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120913 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121102 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130422 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130425 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160502 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5260220 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |