JP2010075869A - ペレット成形装置 - Google Patents
ペレット成形装置 Download PDFInfo
- Publication number
- JP2010075869A JP2010075869A JP2008248054A JP2008248054A JP2010075869A JP 2010075869 A JP2010075869 A JP 2010075869A JP 2008248054 A JP2008248054 A JP 2008248054A JP 2008248054 A JP2008248054 A JP 2008248054A JP 2010075869 A JP2010075869 A JP 2010075869A
- Authority
- JP
- Japan
- Prior art keywords
- rotor
- disk
- guide groove
- raw material
- pellet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B11/00—Presses specially adapted for forming shaped articles from material in particulate or plastic state, e.g. briquetting presses, tabletting presses
- B30B11/22—Extrusion presses; Dies therefor
- B30B11/228—Extrusion presses; Dies therefor using pressing means, e.g. rollers moving over a perforated die plate
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Glanulating (AREA)
Abstract
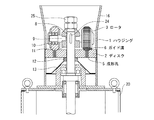
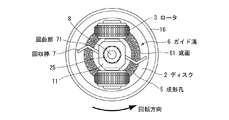
【解決手段】 円筒形のハウジング1と、円盤形でハウジング1内に水平に設けられ上下に貫通する成形孔5を有するディスク2と、ディスク2上面を円周方向に転動するロータ3と、ディスク2の下方に配置されたカッター4とを備え、ディスク2上面に円周形のガイド溝6が形成され、成形孔5がガイド溝6の底面61に位置しており、ロータ3がガイド溝6に沿って転動する。ディスク2上方の中心側から外周側に延び、ディスク2の中心軸周りに回転する回収棒7を備え、回収棒7が、屈曲部71を有してへの字形に形成されており、屈曲部71がガイド溝6の幅方向の略中央に位置する。ロータ3は、ガイド溝6の深さの範囲内で上下動可能に支持されている。
【選択図】 図1
Description
本ペレット成形装置は、円筒形のハウジング1を有し、このハウジング1内に、ディスク2、ロータ3およびカッター4を備える。ディスク2は、円盤形で、水平に設けられており、多数の上下に貫通する成形孔5を有する。ディスク2の上面には円形のガイド溝6が形成されており、成形孔5はガイド溝6の底面61に設けられている。そして、ディスク2の中心を主軸8が上下に貫通しており、主軸8のディスク2より上側に、略肉厚円筒形のロータ支基11が挿入されている。ロータ支基11は、キー材24を介することで上下移動可能に設けられている。そして、ロータ支基11の側面の軸対称の位置に、二本のロータ軸9が主軸8と直交する向きに取り付けられており、各ロータ軸9の先端に、ベアリング10を介してロータ3が回動自在に取り付けられている。なお、ロータ軸9のロータ支基11への取り付けは、螺合や、嵌合など、どのような方法でもよい。ロータ3はディスク2上面のガイド溝6に嵌り込んでガイド溝6の底面61に接地しており、主軸8が回転することによって主軸8の周りを公転しつつ、ディスク2上面を転動する。主軸8の上端には、二個のナット25を螺合して、いわゆるダブルナットとして固定してあり、ロータ支基11の上方への移動を規制している。ロータ支基11の下方への移動はロータ3がガイド溝6の底面61に接地することで規制されるものであり、ナット25の固定位置を変更することで、ロータ支基11の上下移動の幅、すなわちロータ3とガイド溝6の底面61との隙間の最大値を調整できる。また、ロータ支基11の下端からは回収棒7が外周側に延びている。回収棒7は、ロータ軸9と上面視して垂直になる位置に二本設けられており、ロータ3とともに主軸8の周りを回転する。なお、ロータ3、ガイド溝6および回収棒7の構成の詳細は後述する。
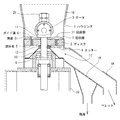
主軸8のディスク2下方部にはリング体12が固定されており、リング体12の側面にカッター4が設けられている。カッター4は、棒状で、ガイド溝6の外周部よりも外側の位置まで延びている。なお、図2にはカッター4を一本だけ備えるものを示しているが、二本以上備えていてもよく、カッター4を増やせば成形されるペレットが短くなる。また、リング体12の下端には円錐形で下方に向かって広がる排出板13が設けられ、ハウジング1の底を塞いでいる。主軸8の下端には、カップリング14を介してモータ15が接続されており、主軸8を回転駆動する。主軸8の回転とともに、カッター4および排出板13も回転する。
ハウジング1の上部には、上に向かって広がる形状の投入ホッパ16が設けられており、上部からの原料投入を容易にしている。また、ハウジング1の側面の一部に開口部17が形成され、開口部17には下方に傾斜した四角筒形の排出口18が接続される。なお、排出口18の下面の一部にはスリット部19が設けられ、ペレット成形時に生じた原料の残滓を排出する。
なお、ハウジング1は箱形の筐体20の上に設けてあり、モータ15やカップリング14は筐体20内に収められている。筐体20には、モータを起動する運転スイッチS1およびモータを停止する停止スイッチS2が設けられている。
2 ディスク
3 ロータ
4 カッター
5 成形孔
6 ガイド溝
7 回収棒
61 底面
71 屈曲部
A 原料
P ペレット
Claims (3)
- 円筒形のハウジング(1)と、円盤形で該ハウジング(1)内に水平に設けられ上下に貫通する成形孔(5)を有するディスク(2)と、該ディスク(2)上面を円周方向に転動するロータ(3)と、前記ディスク(2)の下方に配置されたカッター(4)とを備え、
前記ロータ(3)が原料(A)を前記成形孔(5)に押し込み、前記成形孔(5)の下方から押し出された原料(A)を前記カッター(4)で切断してペレット(P)を成形するペレット成形装置であって、
前記ディスク(2)上面に円周形のガイド溝(6)が形成され、前記成形孔(5)が前記ガイド溝(6)の底面(61)に位置しており、前記ロータ(3)が前記ガイド溝(6)に沿って転動することを特徴とするペレット成形装置。 - 前記ディスク(2)の上方に位置し前記ディスク(2)の中心側から外周側に延び、前記ディスク(2)の中心軸周りに回転する回収棒(7)を備え、
前記回収棒(7)が、屈曲部(71)を有してへの字形に形成されており、該屈曲部(71)が前記ガイド溝(6)の幅方向の略中央に位置することを特徴とする請求項1記載のペレット成形装置。 - 前記ロータ(3)が、前記ガイド溝(6)の深さの範囲内で上下動可能に支持されていることを特徴とする請求項1または2記載のペレット成形装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008248054A JP5118596B2 (ja) | 2008-09-26 | 2008-09-26 | ペレット成形装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008248054A JP5118596B2 (ja) | 2008-09-26 | 2008-09-26 | ペレット成形装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010075869A true JP2010075869A (ja) | 2010-04-08 |
| JP5118596B2 JP5118596B2 (ja) | 2013-01-16 |
Family
ID=42206936
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008248054A Expired - Fee Related JP5118596B2 (ja) | 2008-09-26 | 2008-09-26 | ペレット成形装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5118596B2 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013043109A (ja) * | 2011-08-23 | 2013-03-04 | Daio Engineering Co Ltd | ペレット製造装置 |
| CN104228111A (zh) * | 2014-09-24 | 2014-12-24 | 济南联星石油化工有限公司 | 一种农作物燃料制备装置 |
| JP2015178094A (ja) * | 2014-01-09 | 2015-10-08 | セーペーエム エウロペ ベー.フェー.CPM Europe B.V. | 相補式ローラを有するペレット化装置およびその装置用のローラ |
| JP2019072689A (ja) * | 2017-10-18 | 2019-05-16 | 株式会社北川鉄工所 | ペレット製造装置 |
| CN110394120A (zh) * | 2019-08-22 | 2019-11-01 | 山东金格瑞机械有限公司 | 一种压辊式有机肥造粒机 |
| CN114432960A (zh) * | 2021-12-31 | 2022-05-06 | 福建省邵武市华龙饲料有限公司 | 一种用于生产鸡饲料的制粒机 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5786629U (ja) * | 1980-11-17 | 1982-05-28 | ||
| JPS6275839U (ja) * | 1985-10-30 | 1987-05-15 | ||
| JPH08266884A (ja) * | 1995-04-03 | 1996-10-15 | Shin Meiwa Ind Co Ltd | 造粒装置 |
-
2008
- 2008-09-26 JP JP2008248054A patent/JP5118596B2/ja not_active Expired - Fee Related
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5786629U (ja) * | 1980-11-17 | 1982-05-28 | ||
| JPS6275839U (ja) * | 1985-10-30 | 1987-05-15 | ||
| JPH08266884A (ja) * | 1995-04-03 | 1996-10-15 | Shin Meiwa Ind Co Ltd | 造粒装置 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013043109A (ja) * | 2011-08-23 | 2013-03-04 | Daio Engineering Co Ltd | ペレット製造装置 |
| JP2015178094A (ja) * | 2014-01-09 | 2015-10-08 | セーペーエム エウロペ ベー.フェー.CPM Europe B.V. | 相補式ローラを有するペレット化装置およびその装置用のローラ |
| CN104228111A (zh) * | 2014-09-24 | 2014-12-24 | 济南联星石油化工有限公司 | 一种农作物燃料制备装置 |
| JP2019072689A (ja) * | 2017-10-18 | 2019-05-16 | 株式会社北川鉄工所 | ペレット製造装置 |
| JP7138424B2 (ja) | 2017-10-18 | 2022-09-16 | 株式会社北川鉄工所 | ペレット製造装置 |
| CN110394120A (zh) * | 2019-08-22 | 2019-11-01 | 山东金格瑞机械有限公司 | 一种压辊式有机肥造粒机 |
| CN114432960A (zh) * | 2021-12-31 | 2022-05-06 | 福建省邵武市华龙饲料有限公司 | 一种用于生产鸡饲料的制粒机 |
| CN114432960B (zh) * | 2021-12-31 | 2024-03-29 | 福建省邵武市华龙饲料有限公司 | 一种用于生产鸡饲料的制粒机 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5118596B2 (ja) | 2013-01-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5118596B2 (ja) | ペレット成形装置 | |
| JP5081945B2 (ja) | 一軸破砕機 | |
| JP3213060U (ja) | 粉砕機 | |
| CN102698845A (zh) | 卧式碎浆机 | |
| JP2011125827A (ja) | ペレタイザー | |
| CN202590913U (zh) | 卧式碎浆机 | |
| JP2009262120A (ja) | 破砕機 | |
| WO2011145528A1 (ja) | 竪型ミル | |
| JP2014233711A (ja) | 粉砕機 | |
| CN204503266U (zh) | 一种香精香料破碎装置 | |
| JP2014019152A (ja) | プラスチック廃材用押出装置 | |
| JP4308046B2 (ja) | 破袋装置 | |
| JP2010110659A (ja) | 破砕処理装置 | |
| JP2015047575A (ja) | ペレタイザー | |
| CN210411035U (zh) | 一种适于生物质燃料的卧式粉碎装置 | |
| JP7162914B2 (ja) | 粉砕機 | |
| JP5903722B2 (ja) | 破砕装置 | |
| KR101924550B1 (ko) | 동일 구동축 상에서 상호 반대방향으로 회전되면서 발생되는 회전마찰력을 이용한 가정용 곡물 분쇄장치 및 곡물 분쇄방법 | |
| CN104525329B (zh) | 多媒体硬盘销毁装置 | |
| JP6139307B2 (ja) | 破砕機 | |
| JP2004174380A (ja) | 粉砕機 | |
| JP2984256B1 (ja) | プラスチックシート等の処理装置 | |
| CN108080098B (zh) | 用于污泥破碎机的破碎组件及其构造方法 | |
| JP2008093524A (ja) | 剪断式破砕装置 | |
| JP2002239403A (ja) | 粉砕装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110822 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120723 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120904 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121019 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 5118596 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151026 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |