JP2010070231A - 包装用シーラントフィルム及びその製造方法 - Google Patents
包装用シーラントフィルム及びその製造方法 Download PDFInfo
- Publication number
- JP2010070231A JP2010070231A JP2008240966A JP2008240966A JP2010070231A JP 2010070231 A JP2010070231 A JP 2010070231A JP 2008240966 A JP2008240966 A JP 2008240966A JP 2008240966 A JP2008240966 A JP 2008240966A JP 2010070231 A JP2010070231 A JP 2010070231A
- Authority
- JP
- Japan
- Prior art keywords
- polylactic acid
- film
- packaging
- weight
- sealant film
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02W—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO WASTEWATER TREATMENT OR WASTE MANAGEMENT
- Y02W90/00—Enabling technologies or technologies with a potential or indirect contribution to greenhouse gas [GHG] emissions mitigation
- Y02W90/10—Bio-packaging, e.g. packing containers made from renewable resources or bio-plastics
Landscapes
- Wrappers (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Biological Depolymerization Polymers (AREA)
Abstract
【解決手段】包装用シーラントフィルムは、ポリ乳酸20〜50重量%とポリブチレンサクシネート50重量%〜80%からなる樹脂組成物が高混練されて溶融樹脂が生成され、その揮発成分が真空脱揮処理された後、製膜された、ヘイズ25〜35%及びヒートシール強度10〜20N/15mmを有する。
【選択図】 なし
Description
そこで、現在、土中で分解し、且つ安全であるものが望まれ、多くの研究が行なわれている。
その一例として、ポリ乳酸フィルムがある。ポリ乳酸は、引っ張ったときの延びが3〜8%程度しかなく、非常に脆い材料であることが知られている。そこで、耐衝撃性に優れた生分解性プラスチックフィルムとして、ポリ乳酸とガラス転移点Tgが0℃以下の生分解性脂肪族ポリエステルを混合し生分解性プラスチックフィルムを製造することが提案されている(特許文献1参照)。
また、ポリ乳酸重合体と他の脂肪族ポリエステルとを70:30〜30:70の重量割合で含有するフィルムにおいて、フィルム昇温したときのポリ乳酸重合体換算融解熱量△Hmlを35J/g以下に形成した、脆さが改良され、柔らかすぎない、実用上問題のない物性を持ち、経時的に安定したヒートシール性を有する生分解性プラスチックフィルムが提案されている(特許文献2参照)。
しかし、これらの従来の技術は、耐衝撃性、ヒートシール性を単独で改良するものであるが、耐衝撃性、柔軟性、ヒートシール性及び透明性の全てを併せ持つものではない。
また、真空脱揮処理されているので、樹脂組成物に含まれる低分子量物、特にモノマー、ダイマー、トリマー等のオリゴマーが除かれ、強度の低下に起因する材料が選択的に除去される。更に本発明の包装用シーラントフィルムは、ポリ乳酸、ポリブチレンサクシネート樹脂特有の臭気が大幅に除去されており、包装用フィルムとして問題なく使用することができるものである。
また、二軸押出機のシリンダ内に設けられた脱揮口に接続された真空脱揮装置によって、真空脱揮処理するので、樹脂の低分子量物、特にモノマー、ダイマー、トリマー等のオリゴマーが除かれ、強度の低下に起因する材料が選択的に除去される。更にポリ乳酸及びポリブチレンサクシネート樹脂特有の臭気が大幅に除去される。
また、真空脱揮処理されているので、樹脂の低分子量物、特にモノマー、ダイマー、トリマー等のオリゴマーが除かれ、強度の低下に起因する材料が選択的に除去されている。更に本発明の包装用シーラントフィルムは、ポリ乳酸、ポリブチレンサクシネート樹脂特有の臭気が大幅に除去されており、包装用フィルムとして問題なく使用することができるものである。
スクリュー径30mmφ、L/D=30〜80、好ましくは、L/D=40〜60の高混練タイプの二軸押出機を用いて、ポリ乳酸20〜50重量%と、ポリブチレンサクシネート50重量%〜80%の混合物を高混練して製膜し、二軸押出機のシリンダ内に設けられた脱揮口に接続された真空脱揮装置によって、ポリ乳酸及びポリブチレンサクシネートに含まれる揮発成分を真空脱揮処理する。
真空脱揮装置は、押出機の下流側に設けられた脱揮口に接続された真空脱揮装置、又は押出機の中間に設けられた脱揮口に接続された真空脱揮装置を用いることができる。
また、真空脱揮装置により真空脱揮処理するので、樹脂の低分子量物、特にモノマー、ダイマー、トリマー等のオリゴマーが除かれ、強度の低下に起因する材料が選択的に除去される。更にポリ乳酸及びポリブチレンサクシネート樹脂特有の臭気が大幅に除去される。
(1)ポリ乳酸
一般的に、ポリ乳酸は、L−、D−またはDL−乳酸単位を主成分とする重合体であるが、本発明の製造方法において、ポリ乳酸は、L体中心のポリ乳酸に対するD体の組成比率が高まると、結晶化が阻害され、耐熱性や強度低下が懸念されるため、結晶性のD体が6%以下、融点が150℃以下のポリ乳酸を採用した。一方、フィルムの透明性の観点から見た場合、経時的な結晶化進行は障害となる。本発明においては、結晶性のD体を6%以下に抑え、フィルムの強度及びフィルムの透明性を優先した。
(2)ポリブチレンサクシネート
一般にポリ乳酸は、引っ張った時の伸びが3〜8%程度しかなく、非常に脆い材料であることが知られている。このポリ乳酸をフィルムに使うことは、耐衝撃性及び強度の問題がある。そこで耐衝撃性の改良のためにポリブチレンサクシネートを多量に添加する。
また、ポリブチレンサクシネートを、ポリ乳酸との構成比が逆転するまで多量に添加しても柔軟性が十分に得られない場合がある。その場合、ポリ乳酸とポリブチレンサクシネートの混合物にアジピン酸エステルを10%以下添加することで柔軟可塑化を図ることができる。
スクリュー径30mmφ、L/D=30〜80、好ましくは、L/D=40〜60の高混練タイプの、剪断の大きな形状のスクリューピースを有する二軸押出機を用いて、押出機のスクリュー回転数、シリンダ温度及び/または樹脂材料の供給量によって、溶融樹脂の圧力及び温度を調整して行なう。
剪断の大きな形状のスクリューピースによる樹脂材料の剪断及び高混練による微分散化によって、包装用シーラントフィルムに強度、耐衝撃性、柔軟性が付与される。また、比較的不透明であったポリ乳酸とポリブチレンサクシネートからなるドライブレンドのフィルムの透明性が、高混練によって劇的に高められる。
また、真空脱揮処理により、樹脂の低分子量物、特にモノマー、ダイマー、トリマー等のオリゴマーが除かれ、強度の低下に起因する材料が選択的に除去される。更にポリ乳酸及びポリブチレンサクシネート樹脂特有の臭気が大幅に除去され、食品包装用シーラントにおいて課題であったポリ乳酸及びポリブチレンサクシネート樹脂の臭気を少なくすることが達成される。
(イ)ポリ乳酸(三井化学(株)製レイシアH400:密度=1.26g/cm3、Tg=60℃)
(ロ)ポリブチレンサクシネート(三菱化学(株)製GSPlaAZ91T:密度1.26g/cm3、MFR=4.5g/10分、融点=110℃)
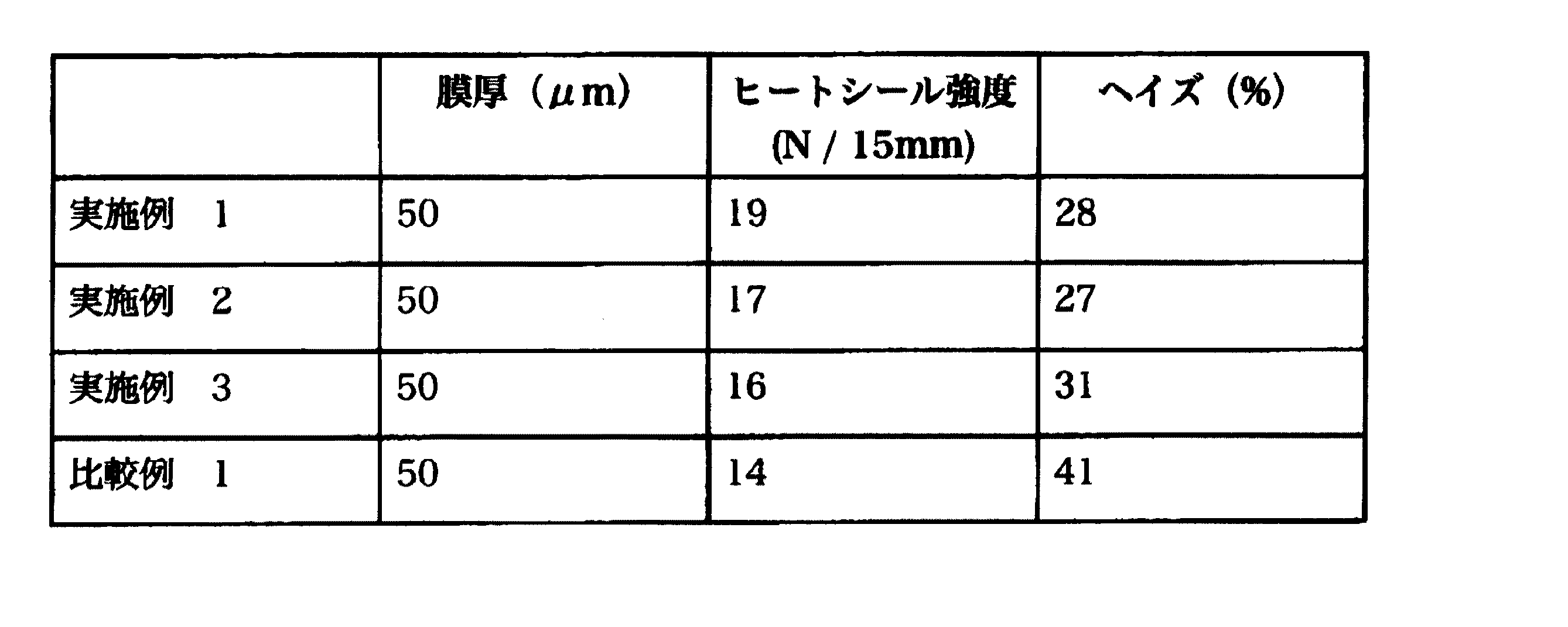
また、この包装用シーラントフィルムは、高い柔軟性を有し、且つ150℃、1kg/cm2、1秒でヒートシールしたときのヒートシール強度は十分あり、実用上問題のないことが分かった。
(イ)ポリ乳酸(三井化学(株)製レイシアH400:密度=1.26g/cm3、Tg=60℃)
(ロ)ポリブチレンサクシネート・アジペート(三菱化学(株)製GSPlaAZ92W:密度1.24g/cm3、MFR=4.5g/10分、融点=88℃)
また、この包装用シーラントフィルムは、高い柔軟性を有し、且つ150℃、1kg/cm2、1秒でヒートシールしたときのヒートシール強度は十分あり、実用上問題のないことが分かった。
(イ)ポリ乳酸(三井化学(株)製レイシアH400:密度=1.26g/cm3、Tg=60℃)
(ロ)ポリブチレンサクシネート(三菱化学(株)製GSPlaAZ91T:密度1.24g/cm3、MFR=4.5g/10分、融点=88℃)
また、この包装用シーラントフィルムは、高い柔軟性を有し、且つ150℃、1kg/cm2、1秒でヒートシールしたときのヒートシール強度は十分あり、実用上問題のないことが分かった。
先ず、下記の(イ)、(ロ)の樹脂を準備した。
(イ)ポリ乳酸(三井化学(株)製レイシアH400:密度=1.26g/cm3、Tg=60℃)
(ロ)ポリブチレンサクシネート(三菱化学(株)製GSPlaAZ91T:密度1.26g/cm3、MFR=4.5g/10分、融点=110℃)
また、この包装用シーラントフィルムは、150℃、1kg/cm2、1秒でヒートシールしたときのヒートシール強度が弱く、また柔軟性も低く、実用的でないことが分かった。
(1)膜厚:SONY(株)製μ−メータによって測定した。
(2)ヒートシール強度:150℃、1kg/cm2、1秒の条件下で包装用シーラントフィルムをヒートシールしたものを15mm幅に切り出してヒートシール強度を測定した。測定は引張り強度300mm/minで行った。
(3)透明性:ヘイズメータによってヘイズ(曇度)を測定した。
Claims (4)
- ポリ乳酸20〜50重量%とポリブチレンサクシネート50重量%〜80%からなる樹脂組成物が高混練されて溶融樹脂が生成され、その揮発成分が真空脱揮処理された後、製膜された、ヘイズ25〜35%及びヒートシール強度10〜20N/15mmを有することを特徴とする包装用シーラントフイルム。
- 前記樹脂組成物にアジピン酸エステル10重量%以下が添加されていることを特徴とする請求項1に記載の包装用シーラントフイルム。
- L/D=30〜80の高混練タイプの二軸押出機を用いて、ポリ乳酸20〜50重量%とポリブチレンサクシネート50重量%〜80%からなる樹脂組成物を高混練して溶融樹脂を生成し、前記溶融樹脂を生成する過程で、前記二軸押出機のシリンダ内に設けられた脱揮口に接続された真空脱揮装置を用いて、前記樹脂組成物に含まれる揮発成分を真空脱揮処理した後、前記押出機のノズルから前記溶融樹脂を押出し、製膜することを特徴とする包装用シーラントフイルムの製造方法。
- 前記前記樹脂組成物にアジピン酸エステル10重量%以下を添加することを特徴とする請求項3に記載の包装用シーラントフイルムの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008240966A JP5353145B2 (ja) | 2008-09-19 | 2008-09-19 | 包装用シーラントフィルム及びその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008240966A JP5353145B2 (ja) | 2008-09-19 | 2008-09-19 | 包装用シーラントフィルム及びその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010070231A true JP2010070231A (ja) | 2010-04-02 |
| JP5353145B2 JP5353145B2 (ja) | 2013-11-27 |
Family
ID=42202397
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008240966A Expired - Fee Related JP5353145B2 (ja) | 2008-09-19 | 2008-09-19 | 包装用シーラントフィルム及びその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5353145B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2021002207A1 (ja) * | 2019-07-03 | 2021-09-13 | Dic株式会社 | 積層フィルム及び蓋材 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07257660A (ja) * | 1994-03-22 | 1995-10-09 | Mitsui Toatsu Chem Inc | 食品包装用フィルム |
| JPH11222528A (ja) * | 1997-11-14 | 1999-08-17 | Mitsubishi Plastics Ind Ltd | 生分解性フィルムおよびその製造方法 |
| JP2004067757A (ja) * | 2002-08-02 | 2004-03-04 | Mitsui Chemicals Inc | 乳酸系ポリエステルからなる成形体 |
| JP2007186545A (ja) * | 2006-01-11 | 2007-07-26 | Mitsubishi Chemicals Corp | 脂肪族ポリエステルポリエーテル共重合体組成物 |
| JP2008169239A (ja) * | 2007-01-09 | 2008-07-24 | Toray Ind Inc | ポリエステルフィルム |
-
2008
- 2008-09-19 JP JP2008240966A patent/JP5353145B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07257660A (ja) * | 1994-03-22 | 1995-10-09 | Mitsui Toatsu Chem Inc | 食品包装用フィルム |
| JPH11222528A (ja) * | 1997-11-14 | 1999-08-17 | Mitsubishi Plastics Ind Ltd | 生分解性フィルムおよびその製造方法 |
| JP2004067757A (ja) * | 2002-08-02 | 2004-03-04 | Mitsui Chemicals Inc | 乳酸系ポリエステルからなる成形体 |
| JP2007186545A (ja) * | 2006-01-11 | 2007-07-26 | Mitsubishi Chemicals Corp | 脂肪族ポリエステルポリエーテル共重合体組成物 |
| JP2008169239A (ja) * | 2007-01-09 | 2008-07-24 | Toray Ind Inc | ポリエステルフィルム |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2021002207A1 (ja) * | 2019-07-03 | 2021-09-13 | Dic株式会社 | 積層フィルム及び蓋材 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5353145B2 (ja) | 2013-11-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101296448B1 (ko) | 포장 이용분야를 위한 폴리락트산과 열가소성 중합체의 블렌드 | |
| KR101962719B1 (ko) | 기계적물성이 향상된 탄소중립형 바이오베이스 플라스틱, 이의 제조에 사용되는 열가소성 바이오매스 복합체 및 이들의 제조방법 | |
| US8604123B1 (en) | Biodegradable polymer composition with calcium carbonate and methods and products using same | |
| CN113773559A (zh) | 一种可生物降解的复合改性薄膜袋粒子材料及其制备方法 | |
| EP3064542B1 (en) | Biodegradable thermoplastic polymer compostion, method for its manufacture and use thereof | |
| JPH05209090A (ja) | 熱塑性加工可能な成形材料、その製造方法および該材料からなる成形体 | |
| JP7434162B2 (ja) | 均一なポリマー混合物、それに関連する方法、およびその使用 | |
| CN107304285B (zh) | 一种聚酯改性材料及其膜制品的制备方法 | |
| KR102190181B1 (ko) | 강화 폴리알킬렌 테레프탈레이트의 조성물과 이의 제법 및 용도 | |
| KR20150012804A (ko) | 식물체 바이오매스를 함유하는 박막형 필름 및 그 제조방법 | |
| KR100912698B1 (ko) | 셀룰로오스 유도체 및 염기성 무기 필러를 포함하는생분해성 수지 조성물 | |
| CN104086777B (zh) | 一种pla改性材料及其制造方法 | |
| JP4687129B2 (ja) | 脂肪族ポリエステル系樹脂組成物及びその成形体 | |
| KR101972119B1 (ko) | 친환경 셀룰로오스 아세테이트 컴파운드의 제조방법 | |
| KR101143965B1 (ko) | 분해성을 구비한 수지펠렛과 그 제조방법 및 이를 이용한 성형품 | |
| KR101224420B1 (ko) | 연질화된 폴리락틱엑시드 조성물의 제조방법 | |
| CN113214748A (zh) | 一种全生物可降解强拉力薄膜胶带材料结构 | |
| JP5353145B2 (ja) | 包装用シーラントフィルム及びその製造方法 | |
| JP2004358721A (ja) | 乳酸系ポリマー多層フィルム | |
| KR102009819B1 (ko) | 생분해성 수지 조성물의 제조방법, 생분해성 수지 조성물 및 생분해성 시트 | |
| CN113150395B (zh) | 一种超高淀粉含量的热塑性淀粉及其制备方法和应用 | |
| US20120013037A1 (en) | Viscoelastic Extrusion Processing Method and Compositions for Biopolymers | |
| JP2005281678A (ja) | 脂肪族ポリエステル系樹脂組成物及びその成形体 | |
| JP2016503120A (ja) | 生分解性合成ポリマー材料 | |
| CN106554580A (zh) | 一种pvc食品包装组合物及其制备方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110616 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121121 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121127 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130121 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130730 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130812 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5353145 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |