JP2010065754A - クランクシャフトの製造方法、及びその製造装置、及び組み立て式クランクシャフト - Google Patents
クランクシャフトの製造方法、及びその製造装置、及び組み立て式クランクシャフト Download PDFInfo
- Publication number
- JP2010065754A JP2010065754A JP2008232017A JP2008232017A JP2010065754A JP 2010065754 A JP2010065754 A JP 2010065754A JP 2008232017 A JP2008232017 A JP 2008232017A JP 2008232017 A JP2008232017 A JP 2008232017A JP 2010065754 A JP2010065754 A JP 2010065754A
- Authority
- JP
- Japan
- Prior art keywords
- shaft material
- crankshaft
- counterweight member
- manufacturing
- hole
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images












Landscapes
- Shafts, Cranks, Connecting Bars, And Related Bearings (AREA)
Abstract
【解決手段】軸素材21からクランクシャフト20を製造するクランクシャフト20の製造方法において、軸素材21の半径方向に変形を与えるフローティング治具13又は軸素材21の軸方向に荷重を加える可動型11と、軸素材21を保持する固定型12とに、クランクシャフト20の錘となるカウンタウェイト部材22を配置し、可動型11と固定型12に軸素材21を固定し、フローティング治具13により軸素材21のピン部21bに半径方向への荷重を加えながら可動型11を固定型12に近接させることで、軸素材21の軸方向への圧縮荷重を加えて軸素材21を据え込み、ピン部21bを特定方向へ座屈させるとともに、軸素材21に、カウンタウェイト部材22を塑性結合させる。
【選択図】図1
Description
特許文献1のクランクシャフトは、カウンタウェイトとクランク本体と別々に成形し、クランク本体は円柱の横方向から油圧ベンダで力を加え、各ピン部からオフセットする各ジャーナル部となる部分を曲げ加工してオフセット材を作る。そして、オフセット材の軸方向から加圧して据え込み成形をしてクランク本体を作る。そして、カウンタウェイトをクランク本体に取り付ける仮圧入工程と、塑性締結工程を経ることで、クランクシャフトを完成させる。
特許文献1の方法でクランクシャフトを作る場合、クランク本体を円柱の基材から曲げ加工する工程と、据え込み成形する工程と、仮圧入工程と、塑性締結工程とを経て形成される。このように複数の工程を経なければクランクシャフトを形成できず、コストダウンの妨げとなる虞がある。
また、特許文献2の方法でも、クランク本体に対してカウンタウェイト部材をボルトで取り付ける工程を必要とする他、クランクシャフトの振動によるボルト緩みなどの対策が必要なるので、好ましくない。ボルト締結の代わりに溶接を用いる場合にも、専用工程が必要となる点は避けられない。
(1)軸素材からクランクシャフトを製造するクランクシャフトの製造方法において、
前記軸素材の半径方向に変形を与えるフローティング治具又は前記軸素材の軸方向に荷重を加える可動型と、前記軸素材を保持する固定型とに、前記クランクシャフトの錘となるカウンタウェイト部材を配置し、前記可動型と前記固定型に前記軸素材を固定し、前記フローティング治具により前記軸素材の所定部位に半径方向への荷重を加えながら前記可動型を前記固定型に近接させることで、前記軸素材の軸方向への圧縮荷重を加えて前記軸素材を据え込み、前記所定部位を特定方向へ座屈させるとともに、前記軸素材に、前記カウンタウェイト部材を塑性結合させることを特徴とする。
前記カウンタウェイト部材は、前記軸素材が貫通する貫通孔を備え、前記貫通孔の内周に歯形が設けられたことを特徴とする。
前記カウンタウェイト部材は、前記軸素材が貫通する貫通孔を備え、前記貫通孔の周囲に凸部が形成され、前記軸素材に前記カウンタウェイト部材を塑性結合させる際に、前記凸部が潰されて、前記カウンタウェイト部材が前記軸素材の前記所定部位の両側に形成される芯金部の周囲を覆い、前記芯金部が前記カウンタウェイト部材に食い込むことを特徴とする。
前記カウンタウェイト部材は、前記軸素材と当接する面に複数本の歯部を備え、前記軸素材に前記カウンタウェイト部材が塑性結合する際に、前記歯部が前記軸素材の前記所定部位の両側に形成される芯金部と噛み合うことを特徴とする。
(5)軸素材からクランクシャフトを製造するクランクシャフトの製造装置において、
前記軸素材を保持する可動型及び固定型と、フローティング治具と、前記軸素材を保持した状態で前記可動型を前記固定型に近づける加圧手段と、を備え、前記可動型又は前記フローティング部材、及び前記固定型に、前記軸素材に塑性結合するカウンタウェイト部材を保持させてクランクシャフトを形成することを特徴とする。
(6)可動型と固定型に保持された状態で、前記可動型を前記固定型に近接させつつフローティング治具により特定部位に径方向への荷重を加えられ、据え込まれる軸素材と、前記軸素材の前記特定部位の両側に形成される芯金部に塑性結合されるカウンタウェイト部材と、を備えることをと特徴とする。
前記カウンタウェイト部材は、前記軸素材が貫通する貫通孔を備え、前記貫通孔の内周に歯形が設けられたことを特徴とする。
前記カウンタウェイト部材は、前記軸素材が貫通する貫通孔を備え、前記貫通孔の周囲に凸部が形成され、前記軸素材に前記カウンタウェイト部材を塑性結合された状態で、前記凸部が潰されて、前記カウンタウェイト部材が前記軸素材の前記所定部位の両側に形成される芯金部の周囲を覆い、前記芯金部が前記カウンタウェイト部材に食い込んでいることを特徴とする。
前記カウンタウェイト部材は、前記軸素材と当接する面に複数本の歯部を備え、前記軸素材に前記カウンタウェイト部材が塑性結合される際に、前記歯部が前記軸素材の前記芯金部と噛み合うことを特徴とする。
まず、(1)に記載される発明は、軸素材からクランクシャフトを製造するクランクシャフトの製造方法において、軸素材の半径方向に変形を与えるフローティング治具又は軸素材の軸方向に荷重を加える可動型と、軸素材を保持する固定型とに、クランクシャフトの錘となるカウンタウェイト部材を配置し、可動型と固定型に軸素材を固定し、フローティング治具により軸素材の所定部位に半径方向への荷重を加えながら可動型を固定型に近接させることで、軸素材の軸方向への圧縮荷重を加えて軸素材を据え込み、所定部位を特定方向へ座屈させるとともに、軸素材に、カウンタウェイト部材を塑性結合させるものである。
また、熱間加工でクランクシャフトを形成するわけではないので、熱変形が少なく切削工程を減らすことも可能である。
なお、本発明は出願人が別途出願した特願2008―164124号に記載の技術を発展させたもので、軸素材からカウンタウェイト部分を据え込み加工で形成するのではなく、カウンタウェイト部材を別途用意して塑性結合する点で、変形量を減らすことができ、軸素材にかける負担を少なくできるメリットがある。
軸素材にカウンタウェイト部材を塑性結合する方法でクランクシャフトを形成する場合、カウンタウェイト部材に設けられた貫通孔の中に、軸素材から形成される芯金部が収まる必要がある。しかしながら、製作精度の問題から貫通孔を芯金部で完全に充填する事は難しく、若干の隙間ができる事が予想される。
このような隙間が形成されると、軸素材とカウンタウェイト部材のガタつきを発生させる虞がある。この為、貫通孔の内周に歯形を設けることで、軸素材の芯金部にこの歯形を食い込ませ、アンカー効果を得て、軸素材とカウンタウェイト部材の、主に軸素材の径方向のガタつきを減らすことが可能となる。
カウンタウェイト部材に設けられた凸部が潰されることで、その潰れた部分が軸素材の所定部位の両側に形成される芯金部の端部を覆う形となる。
軸素材を据え込み加工すると、形成される芯金部は周囲の角が落ちた形状に形成される。したがって、その角が落ちた部分にカウンタウェイト部材の凸部から移動した肉が入り込み、結果的に芯金部はカウンタウェイト部材に食い込む形となる。
この結果、軸素材の軸方向へのカウンタウェイト部材のガタつきを抑えることが可能となる。
カウンタウェイト部材の軸素材と当接する面に複数本の歯部を設けることで、軸素材に形成される芯金部と歯部が噛み合って塑性結合させることができる。この結果、軸素材に対してカウンタウェイト部材がガタ付くことを抑えることが可能となる。
そして、(2)の発明と異なる点は、カウンタウェイト部材に貫通孔を設けて軸素材を貫通させる方式ではない為、カウンタウェイト部材の加工部分を減らし、コストダウンを図ることが可能になる点にある。
まず、(5)に記載の発明は、軸素材からクランクシャフトを製造するクランクシャフトの製造装置において、軸素材を保持する可動型及び固定型と、フローティング治具と、軸素材を保持した状態で可動型を固定型に近づける加圧手段と、を備え、可動型又はフローティング部材、及び固定型に、軸素材に塑性結合するカウンタウェイト部材を保持させてクランクシャフトを形成するものである。
このような製造装置を用いることで(1)に記載の製造方法と同様に、加工工程を減らしてクランクシャフトを形成することが可能となる。
まず、(6)に記載の発明は、可動型と固定型に保持された状態で、可動型を固定型に近接させつつフローティング治具により特定部位に径方向への荷重を加えられ、据え込まれる軸素材と、軸素材の特定部位の両側に形成される芯金部に塑性結合されるカウンタウェイト部材と、を備えるものである。
軸素材が据え込み加工されると共に軸素材にカウンタウェイト部材が塑性結合されるため、組み立て式クランクシャフトを製造するにあたり加工工程を減らすことが可能となる。
このように、カウンタウェイト部材の貫通孔に歯形を設けることで、軸素材に形成される芯金部に歯形が食い込み、アンカー効果によってカウンタウェイト部材と軸素材との径方向ガタつきが抑制された組み立て式クランクシャフトの提供が可能となる。
このため、カウンタウェイト部材の凸部が軸素材に形成される芯金部の角部を覆うように変形され、カウンタウェイト部材に芯金部が食い込む状態となるため、軸素材とカウンタウェイト部材の軸方向へのガタつきを抑えた組み立て式クランクシャフトの提供が可能となる。
カウンタウェイト部材の軸素材と当接する面に複数本の歯部を設けることで、軸素材に形成される芯金部と歯部が噛み合って塑性結合させることができる。この結果、軸素材に対してカウンタウェイト部材がガタ付くことを抑えた組み立て式クランクシャフトの提供が可能となる。
なお、(7)の発明と異なる点は、カウンタウェイト部材に貫通孔を設けて軸素材を貫通させる方式ではない為、カウンタウェイト部材の加工部分を減らし、コストダウンを図ることが可能になる点にある。
(第1実施形態)
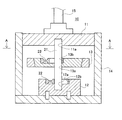
図1に、第1実施形態のクランクシャフトの製造装置の断面図を示す。
製造装置10は、可動型11と固定型12とフローティング治具13を備えており、ハウジング14内を可動型11が接続された推進装置15によって上下する構成となっている。
可動型11には推進装置15が取り付けられており、ハウジング14に沿って固定型12に近接するように動作することができる。図示しないが、可動型11とハウジング14の間にはガイドが設けられて、スムーズに降下できる構成となっている。
推進装置15は油圧によって推進力を得る装置である。可動型11には又、軸素材21を保持可な可動側保持穴11aが設けられている。可動側保持穴11aは軸素材21の外形と嵌め合うように設計されている。
カウンタウェイト部材22は、固定型12及びフローティング治具13に保持される際には、全外周が拘束される。
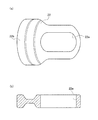
図2に、クランクシャフトの側面図を示す。また、図3に、カウンタウェイト部材を示す。図3(a)が平面図であり、図3(b)が断面図である。
クランクシャフト20は、軸素材21及びカウンタウェイト部材22を元に製造装置10で成形されたものである。クランクシャフト20は軸部21aと特定部位となるピン部21bを有し、製造装置10で据え込み加工された芯金部21cを備える。芯金部21cにはカウンタウェイト部材22が嵌め込まれている。
カウンタウェイト部材22の形状は、図3(a)及び図3(b)に示すように、長円状の貫通孔22aと錘部22bを備えている。貫通孔22aはプレス成形などで打ち抜くか、機械加工を行うことで形成される。
なお、図2に示されるクランクシャフト20にはピン部21bが一つしか設けられていないが、エンジンの気筒数だけピン部21bは必要となるので、実際には複数設けられる。しかし、製造装置10でクランクシャフト20を形成する場合には、ピン部21bが複数あると形成しにくくなるため、クランクシャフト20を形成した後に、接続する構成とする。もちろん、一気に複数のピン部21bを形成する据え込み加工を行うことを妨げない。
ハウジング14は円筒形状になっており、フローティング治具13の周囲には3方向にガイド16が設けられている。ガイド16は位置決めボルト等を用いている。ガイド16はフローティング治具13に対して、90°毎に3方向に配置され、フローティング治具13の移動を規制している。
こうして、フローティング治具13の3方向を規制することで、軸素材21の曲がる方向を一方向に決定することが可能となる。
図5乃至図7に図1に続くクランクシャフトの形成工程について説明する。
図5に、座屈工程について説明する断面図を示す。図6に、据え込み工程について説明する断面図を示す。また、図7に、クランクシャフトが形成された状態を説明する断面図を示す。
まず、図1に示すように製造装置10に軸素材21、及びカウンタウェイト部材22をセットする。軸素材21は、カウンタウェイト部材22の貫通孔22aを貫通して可動型11に設けられた可動側保持穴11a、及び固定型12に設けられた固定側保持穴12aに嵌め込まれることで保持される。
またこの状態で、固定型12には1つ目のカウンタウェイト部材22が第1CW保持穴12bに嵌め込まれ、フローティング治具13には2つ目のカウンタウェイト部材22が第2CW保持穴13bに嵌め込まれている。
軸素材21及びカウンタウェイト部材22は、変形しないように外周が拘束されることが望ましいので嵌め合い公差は厳しく設定されている。
そして、可動型11に推進装置15によって荷重をかけることで、軸素材21は座屈を始める。その様子が図5に示される。なお、フローティング治具13は、図4に示されるようにガイド16が3方向に配置されていることで一方向にしか移動できない。したがって、図5の右側に向かい、フローティング治具13は移動することになる。
このようにフローティング治具13の動きが拘束されていることで、図5に示すように軸素材21は一方向に座屈を始める。
そして、図7に示される状態に可動型11が降下すると、クランクシャフト20の据え込み加工が完了する。軸素材21は据え込み加工されると共に、カウンタウェイト部材22の貫通孔22aに軸素材21に形成された芯金部21cが塑性結合されることになる。
まず、第1の効果として、工程数の削減が可能である点が挙げられる。
第1実施形態で説明するクランクシャフト20の製造方法は、軸素材21からクランクシャフト20を製造するクランクシャフト20の製造方法において、軸素材21の半径方向に変形を与えるフローティング治具13又は軸素材21の軸方向に荷重を加える可動型11と、軸素材21を保持する固定型12とに、クランクシャフト20の錘となるカウンタウェイト部材22を配置し、可動型11と固定型12に軸素材21を固定し、フローティング治具13により軸素材21のピン部21bに半径方向への荷重を加えながら可動型11を固定型12に近接させることで、軸素材21の軸方向への圧縮荷重を加えて軸素材21を据え込み、ピン部21bを特定方向へ座屈させるとともに、軸素材21に、カウンタウェイト部材22を塑性結合させるものである。
また、従来の熱間鍛造加工を用いた場合に比べて、例えばクランクシャフト20のピン部21bの部分や軸部21aの部分についての精度は良くなる。これは可動型11、固定型12及びフローティング治具13に拘束されているからであり、精度が上がることで加工工程の削減、及び加工時間の削減を図ることができる。
加工工程の削減は、クランクシャフト20のコストダウンに繋がるので、エンジンの中では高価な部品であるクランクシャフト20のコストを下げることで、エンジンコストを下げることも可能となる。
出願人が別途出願した特願2008―164124号の技術では、軸素材21からカウンタウェイト部分を据え込み加工によって形成しているが、第1実施形態ではカウンタウェイト部材22を用いることで、軸素材21の変形量を少なくしている。
これによって、軸素材21の素材が破断してしまう虞を低減させることが可能となると共に、推進装置15の推力を減らすことが可能である。推進装置15の推力は、軸素材21を大きく変形させる程大きな力が必要となるためである。推力を減らすことができれば設備の小型化を図ることができ、メンテ費用の削減も期待できる。
さらに軸素材21の材質についても、求められる流動性が低減できることで選択の幅が広がると考えられる。
(第2実施形態)
本発明の第2実施形態は第1実施形態の構成とほぼ同じであるが、カウンタウェイト部材22の構成が異なる。以下異なる部分について説明する。
図8に、第2実施形態のカウンタウェイト部材の平面図について示す。
第2実施形態のカウンタウェイト部材22は第1実施形態のカウンタウェイト部材22と貫通孔22aの内周部分に歯形加工部分22cを設けている点で異なる。
この歯形加工部分22cは、貫通孔22aの内周に向かって細かい歯が設けられ、さらに例えば高周波焼き入れなどの方法によって硬度が上げられている。
第2実施形態のクランクシャフト20の製造方法において、カウンタウェイト部材22は、軸素材21が貫通する貫通孔22aを備え、貫通孔22aの内周に歯形加工部分22cが設けられるものである。
図9に、カウンタウェイト部材と芯金部との間にガタが発生した様子を示す模式図を示す。
このように、カウンタウェイト部材22の貫通孔22aに歯形加工部分22cが設けられていることで、軸素材21の芯金部21cと塑性結合する際の締結力を高めることが可能である。
これは、図9に示すように、製作精度の問題で貫通孔22aと芯金部21cとの間には若干の隙間Sが生じる虞があり、X方向にガタが生じる可能性がある為である。
歯形加工部分22cを焼き入れしている理由は、据え込み加工の際に歯形加工部分22cの形状が残るように塑性加工される必要がある為、軸素材21の材質よりも硬度が高い必要があるからであるが、軸素材21の素材がカウンタウェイト部材22の素材よりも硬度が十分低ければこのような加工を省いても良い。
(第3実施形態)
本発明の第3実施形態は第1実施形態の構成とほぼ同じであるが、カウンタウェイト部材22の構成が異なる。以下異なる部分について説明する。
図10(a)に、第3実施形態のカウンタウェイト部材の平面図について示す。また図10(b)に、カウンタウェイト部材の断面図について示す。
第3実施形態のカウンタウェイト部材22は、第1実施形態のカウンタウェイト部材22と貫通孔22aの周囲に凸部22dを設けている点で異なる。
凸部22dは高さWだけカウンタウェイト部材22の表面から突出するように形成されている。
第3実施形態のクランクシャフト20の製造方法において、カウンタウェイト部材22は、軸素材21が貫通する貫通孔22aを備え、貫通孔22aの周囲に凸部22dが形成され、軸素材21にカウンタウェイト部材22を塑性結合させる際に、凸部22dが潰されて、カウンタウェイト部材22が軸素材21のピン部21bの両側に形成される芯金部21cの周囲を覆い、芯金部21cがカウンタウェイト部材22に食い込むものである。
図11に、据え込み加工が完了した状態のクランクシャフト及び製造装置の部分断面図を示す。
カウンタウェイト部材22に形成された凸部22dは、製造装置10によって軸素材21が据え込み加工されるにあたり、可動型11の下面及びフローティング治具13に形成された第2CW保持穴13bの底面、フローティング治具13の下面及び固定型12に形成された第1CW保持穴12bの底面に潰されることになる。
一方、据え込み加工された軸素材21に形成される芯金部21cは、カウンタウェイト部材22の貫通孔22aの内形に従って長円状となるが、その縁部21dはRがついた形状となる。
図12に、クランクシャフトの振れに関する模式図を示す。
こうしてクランクシャフト20が形成されることで、カウンタウェイト部材22の軸素材21の軸方向Yへの振れが、張り出し部22eが芯金部21cの縁部21dの周囲に形成されることで、抑えられることになる。
(第4実施形態)
本発明の第4実施形態は第1実施形態の構成とほぼ同じであるが、カウンタウェイト部材の構成が異なる。以下異なる部分について説明する。
図13に、第4実施形態のカウンタウェイト部材の平面図を示す。
第4実施形態のカウンタウェイト部材25は、第1実施形態のカウンタウェイト部材22とは異なり、貫通孔22aを有するタイプではない。カウンタウェイト部材25には歯部25aと錘部25bを備えており、歯部25aが軸素材21の芯金部21cと塑性結合する。
図14に、軸素材21とカウンタウェイト部材25の塑性結合の様子について示す。
図14(a)は、塑性結合前、図14(b)は、塑性結合中、図14(c)は、塑性結合後の状態を示す断面図である。
まず、図14(a)に示すように、フローティング治具13に備えられたCW治具28にカウンタウェイト部材25が収められ、軸素材21に形成された芯金部21cに向けて加圧される。
このように、芯金部21cが溝部25cに入り込み始めると、歯部25aは次第に内側に倒れ始める。これは、芯金部21cの肉の移動に巻き込まれる為で、平行に並ぶ歯部25aは徐々に内側に倒れ、溝部25cは楔状になる。
そして、図14(c)に示すように、芯金部21cが溝部25cに入り込み、歯部25aが内側に倒れた状態で、塑性結合を完了するので、軸素材21とカウンタウェイト部材25は塑性結合部のアンカー効果によってガタの発生を抑えて結合される。
第4実施形態のクランクシャフト20の製造方法において、カウンタウェイト部材25は、軸素材21と当接する面に複数本の歯部25aを備え、軸素材21にカウンタウェイト部材25が塑性結合する際に、歯部25aが軸素材21のピン部21bの両側に形成される芯金部21cと噛み合うものである。
カウンタウェイト部材25には溝部25cが奇数箇所に設けられることで、歯部25aが内側に倒れやすくなる。これは、芯金部21cと塑性結合する際に芯金部21cの肉に巻き込まれて力を受ける為である。
軸素材21に設けられる芯金部21cと、カウンタウェイト部材25に設けられる歯部25aが噛み合うことで、塑性結合しているので、カウンタウェイト部材25がX方向や軸方向Yに振れることなくしっかり結合できる。
カウンタウェイト部材22は、カウンタウェイト部材22を軸素材21が貫通する構成であるため、カウンタウェイト部材22が軸素材21から外れてしまう虞はないが、貫通孔22aの周囲の肉は錘部22b側に付いているものを除くと、錘の機能としては不要となる部分である。
この点、カウンタウェイト部材25は軸素材21の芯金部21cに歯部25aによって塑性結合しているので、第1実施形態のクランクシャフト20に比べて不要部分が少なくなり、結果的に錘部22b側も小さくできるので、軽量化を図ることが可能である。
また、カウンタウェイト部材22のように貫通孔22aを備えている場合、機械加工により貫通孔22aを形成する必要とするが、そう言ったコストも低減できると言うメリットがある。
(第5実施形態)
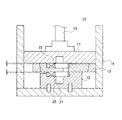
本発明の第5実施形態は第1実施形態の構成とほぼ同じであるが、製造装置10の構成で異なる部分がある。以下異なる部分について説明する。
図15に、第5実施形態の製造装置の断面図を示す。図15(a)は、製造装置に軸素材とカウンタウェイト部材を配置した状態、図15(b)は、クランクシャフトを据え込み加工した後の状態を示す。
第5実施形態の製造装置10は、第1実施形態の製造装置10と異なり、横型の装置である。したがって、可動型11は、固定型12に対して図面横方向に移動することで近接するため、ハウジング14にはキー17が配置されている。キー17は可動型11の摺動抵抗を減らし、削れ防止となる等の目的で設けられている。
なお、これにともないフローティング治具13には軸保持穴13aが設けられるだけとなっている。
そして、図15(b)に示されるように推進装置15によって可動型11が固定型12側に移動されることで、クランクシャフト20が形成される。
まず、製造装置10を横型にして可動型11と固定型12にカウンタウェイト部材22を保持させる構成としていることで、軸素材21に対するカウンタウェイト部材22の傾きの発生が低減できる。
フローティング治具13にカウンタウェイト部材22を保持させる場合、フローティング治具13の回転を規制する手段がないため、カウンタウェイト部材22が軸素材21の周方向に回転してずれる虞がある。
これを防ぐ為に、可動型11と固定型12にカウンタウェイト部材22を保持することで、軸素材21の周方向へのカウンタウェイト部材22の回転方向のズレを防ぐことができる。可動型11はハウジング14に対して回転しないように取り付けられているので、第2CW保持穴11bに保持されるカウンタウェイト部材22も回転しない。
例えば、第1実施形態乃至第5実施形態を適宜組み合わせることを妨げない。すなわち、例えば第2実施形態の歯形加工部分22cと第3実施形態の凸部22dを両方備える構成としても良いし、第1実施形態の製造装置10であっても可動型11にカウンタウェイト部材22を保持するような構成にすることを妨げない。
11 可動型
11a 可動側保持穴
11b 第2CW保持穴
12 固定型
12a 固定側保持穴
12b 第1CW保持穴
13 フローティング治具
13a 軸保持穴
13b 第2CW保持穴
14 ハウジング
15 推進装置
16 ガイド
17 キー
20 クランクシャフト
21 軸素材
21a 軸部
21b ピン部
21c 芯金部
21d 縁部
22 カウンタウェイト部材
22a 貫通孔
22b 錘部
22c 歯形加工部分
22d 凸部
22e 部
25 カウンタウェイト部材
25a 歯部
25b 錘部
25c 溝部
28 CW治具
Claims (9)
- 軸素材からクランクシャフトを製造するクランクシャフトの製造方法において、
前記軸素材の半径方向に変形を与えるフローティング治具又は前記軸素材の軸方向に荷重を加える可動型と、前記軸素材を保持する固定型とに、前記クランクシャフトの錘となるカウンタウェイト部材を配置し、
前記可動型と前記固定型に前記軸素材を固定し、
前記フローティング治具により前記軸素材の所定部位に半径方向への荷重を加えながら前記可動型を前記固定型に近接させることで、前記軸素材の軸方向への圧縮荷重を加えて前記軸素材を据え込み、前記所定部位を特定方向へ座屈させるとともに、
前記軸素材に、前記カウンタウェイト部材を塑性結合させることを特徴とするクランクシャフトの製造方法。 - 請求項1に記載のクランクシャフトの製造方法において、
前記カウンタウェイト部材は、前記軸素材が貫通する貫通孔を備え、前記貫通孔の内周に歯形が設けられたことを特徴とするクランクシャフトの製造方法。 - 請求項1又は請求項2に記載のクランクシャフトの製造方法において、
前記カウンタウェイト部材は、前記軸素材が貫通する貫通孔を備え、前記貫通孔の周囲に凸部が形成され、
前記軸素材に前記カウンタウェイト部材を塑性結合させる際に、前記凸部が潰されて、前記カウンタウェイト部材が前記軸素材の前記所定部位の両側に形成される芯金部の周囲を覆い、前記芯金部が前記カウンタウェイト部材に食い込むことを特徴とするクランクシャフトの製造方法。 - 請求項1に記載のクランクシャフトの製造方法において、
前記カウンタウェイト部材は、前記軸素材と当接する面に複数本の歯部を備え、
前記軸素材に前記カウンタウェイト部材が塑性結合する際に、前記歯部が前記軸素材の前記所定部位の両側に形成される芯金部と噛み合うことを特徴とするクランクシャフトの製造方法。 - 軸素材からクランクシャフトを製造するクランクシャフトの製造装置において、
前記軸素材を保持する可動型及び固定型と、フローティング治具と、
前記軸素材を保持した状態で前記可動型を前記固定型に近づける加圧手段と、を備え、
前記可動型又は前記フローティング部材、及び前記固定型に、前記軸素材に塑性結合するカウンタウェイト部材を保持させてクランクシャフトを形成することを特徴とするクランクシャフトの製造装置。 - 可動型と固定型に保持された状態で、前記可動型を前記固定型に近接させつつフローティング治具により特定部位に径方向への荷重を加えられ、据え込まれる軸素材と、
前記軸素材の前記特定部位の両側に形成される芯金部に塑性結合されるカウンタウェイト部材と、を備えることをと特徴とする組み立て式クランクシャフト。 - 請求項6に記載の組み立て式クランクシャフトにおいて、
前記カウンタウェイト部材は、前記軸素材が貫通する貫通孔を備え、前記貫通孔の内周に歯形が設けられたことを特徴とする組み立て式クランクシャフト。 - 請求項6又は請求項7に記載の組み立て式クランクシャフトにおいて、
前記カウンタウェイト部材は、前記軸素材が貫通する貫通孔を備え、前記貫通孔の周囲に凸部が形成され、
前記軸素材に前記カウンタウェイト部材を塑性結合された状態で、前記凸部が潰されて、前記カウンタウェイト部材が前記軸素材の前記所定部位の両側に形成される芯金部の周囲を覆い、前記芯金部が前記カウンタウェイト部材に食い込んでいることを特徴とする組み立て式クランクシャフト。 - 請求項6に記載の組み立て式クランクシャフトにおいて、
前記カウンタウェイト部材は、前記軸素材と当接する面に複数本の歯部を備え、
前記軸素材に前記カウンタウェイト部材が塑性結合される際に、前記歯部が前記軸素材の前記芯金部と噛み合うことを特徴とする組み立て式クランクシャフト。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008232017A JP4947016B2 (ja) | 2008-09-10 | 2008-09-10 | クランクシャフトの製造方法、及びその製造装置、及び組み立て式クランクシャフト |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008232017A JP4947016B2 (ja) | 2008-09-10 | 2008-09-10 | クランクシャフトの製造方法、及びその製造装置、及び組み立て式クランクシャフト |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010065754A true JP2010065754A (ja) | 2010-03-25 |
| JP4947016B2 JP4947016B2 (ja) | 2012-06-06 |
Family
ID=42191500
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008232017A Expired - Fee Related JP4947016B2 (ja) | 2008-09-10 | 2008-09-10 | クランクシャフトの製造方法、及びその製造装置、及び組み立て式クランクシャフト |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4947016B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012140737A1 (ja) * | 2011-04-12 | 2012-10-18 | トヨタ自動車株式会社 | クランクシャフト、クランクシャフトの製造方法、およびクランクシャフトの製造装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53117811A (en) * | 1977-03-25 | 1978-10-14 | Nippon Kokan Kk <Nkk> | Communication system water-shock preventive device |
| JPS5722835A (en) * | 1981-05-18 | 1982-02-05 | Hitachi Ltd | Manufacture of crankshaft of motor-driven compressor |
| JPS57187138A (en) * | 1981-05-14 | 1982-11-17 | Marumo Kogyo Kk | Production for crankshaft for internal combustion engine |
| JPH0377742A (ja) * | 1989-08-17 | 1991-04-03 | Kobe Steel Ltd | クランク軸の成形方法 |
-
2008
- 2008-09-10 JP JP2008232017A patent/JP4947016B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53117811A (en) * | 1977-03-25 | 1978-10-14 | Nippon Kokan Kk <Nkk> | Communication system water-shock preventive device |
| JPS57187138A (en) * | 1981-05-14 | 1982-11-17 | Marumo Kogyo Kk | Production for crankshaft for internal combustion engine |
| JPS5722835A (en) * | 1981-05-18 | 1982-02-05 | Hitachi Ltd | Manufacture of crankshaft of motor-driven compressor |
| JPH0377742A (ja) * | 1989-08-17 | 1991-04-03 | Kobe Steel Ltd | クランク軸の成形方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2012140737A1 (ja) * | 2011-04-12 | 2012-10-18 | トヨタ自動車株式会社 | クランクシャフト、クランクシャフトの製造方法、およびクランクシャフトの製造装置 |
| CN103459863A (zh) * | 2011-04-12 | 2013-12-18 | 丰田自动车株式会社 | 曲轴、曲轴的制造方法以及曲轴的制造装置 |
| JP5582325B2 (ja) * | 2011-04-12 | 2014-09-03 | トヨタ自動車株式会社 | クランクシャフト、クランクシャフトの製造方法、およびクランクシャフトの製造装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4947016B2 (ja) | 2012-06-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4600432B2 (ja) | プレス成形品およびプレス成形品の製造方法 | |
| KR100851651B1 (ko) | 환형부품 제조방법, 이 제조방법에서 이용되는 다이, 및이에 의해 제조된 환형부품 | |
| JP4947016B2 (ja) | クランクシャフトの製造方法、及びその製造装置、及び組み立て式クランクシャフト | |
| JP2004019494A (ja) | エンジン用組立式カムシャフトおよびその製造方法 | |
| JP2016059931A (ja) | ギヤ部品の製造方法 | |
| JP2007152426A (ja) | クランクシャフトの鍛造成形方法および鍛造成形型構造 | |
| JP5040685B2 (ja) | 歯車鍛造装置及び歯車鍛造方法 | |
| JP4940255B2 (ja) | ヘリカル内歯ギヤの加工方法及び金型 | |
| US8667828B2 (en) | Crankshaft production method and production apparatus | |
| JP2006247728A (ja) | クランクシャフトにおけるカウンタウエイトの形状矯正方法とそれに用いるツイスト加工装置 | |
| JP5782022B2 (ja) | 金属部材結合装置 | |
| JP2019105344A (ja) | 締結構造体 | |
| JP2011078995A (ja) | クランクシャフト粗形材の成形方法及び成形装置 | |
| JP5995629B2 (ja) | フランジ付き歯車 | |
| JP5004984B2 (ja) | チェーンガイドプレート | |
| WO2020031868A1 (ja) | 管部材のかしめ接合方法 | |
| JP6380670B2 (ja) | 鍛造クランク軸の製造装置 | |
| JP2010046705A (ja) | 金型装置 | |
| JP2010179350A (ja) | クランクシャフトの製造方法 | |
| WO2011111563A1 (ja) | 打抜き加工方法、プレス成形品の製造方法、打抜き加工用金型およびプレス成形品 | |
| JP6067338B2 (ja) | ヤマバ歯車 | |
| CN109848255B (zh) | 一种大长径比复杂曲轴的校形方法 | |
| KR200474298Y1 (ko) | 복합치형을 가진 제품을 제조하는 금형 | |
| JP5871482B2 (ja) | ゴムクローラの製造方法 | |
| JP2009052511A (ja) | 内燃機関用スプリングリテーナ及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20101007 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120127 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120207 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120220 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150316 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150316 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |