JP2010059626A - 角形鋼管部材 - Google Patents
角形鋼管部材 Download PDFInfo
- Publication number
- JP2010059626A JP2010059626A JP2008224123A JP2008224123A JP2010059626A JP 2010059626 A JP2010059626 A JP 2010059626A JP 2008224123 A JP2008224123 A JP 2008224123A JP 2008224123 A JP2008224123 A JP 2008224123A JP 2010059626 A JP2010059626 A JP 2010059626A
- Authority
- JP
- Japan
- Prior art keywords
- joint
- steel pipe
- square steel
- square
- plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
















Landscapes
- Joining Of Building Structures In Genera (AREA)
- Rod-Shaped Construction Members (AREA)
Abstract
【解決手段】角形鋼管5と、筒状のジョイント本体の軸方向一端側に設けられた断面角形状の溶接接合部11が、角形鋼管5の両端に突き合わされて溶接された鋼製中空ジョイント4とを備え、鋼製中空ジョイント4は、ジョイント本体10の軸方向他端側に設けられ、その他端側端面に対してボルト孔33が複数形成されたエンドプレート31が溶接されたプレート接合部13を有するとともに、プレート接合部13が、少なくともボルト孔33の位置に応じた部位において、溶接接合部11よりもその内側に狭まって形成されていることを特徴とする
【選択図】図3
Description
1a 端部
2 接合構造
3 柱部材
3a フランジ
3b ウェブ
4 鋼製中空ジョイント
5 角形鋼管
5a 端部
5b 端面
5c 中間部
6 梁部材
7 傾斜プレート
8 補強リブ
9 交差部
10 ジョイント本体
10a 一端側
10b 他端側
11 溶接接合部
11a 端面
13 プレート接合部
13a 端面
18 締結作業用空間
20 挿入部
22 段差
23 開先
31 エンドプレート
33 ボルト孔
35 溶接ビード
37 接合プレート
41 角部
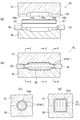
50 ハイドロフォーム成形装置
51 上金型
52 下金型
53 キャビティ
53a 半円形凹部
53b 方形凹部
53c 拡開凹部
55 軸押しパンチ
57 素材管
59 圧力媒体
61 ハイドロフォーム成形品
63 プレス成形品
63a 側端面
100 接合構造
101 角形鋼管
103 梁部材
105 接合プレート
107 アングル部材
109 エンドプレート
109a ボルト孔
110 角形鋼管部材
111 締結作業用空間
Claims (6)
- 角形鋼管と、
筒状のジョイント本体の軸方向一端側に設けられた断面角形状の溶接接合部が、上記角形鋼管の両端に突き合わされて溶接された鋼製中空ジョイントとを備え、
上記鋼製中空ジョイントは、上記ジョイント本体の軸方向他端側に設けられ、その他端側端面に対してボルト孔が複数形成されたエンドプレートが溶接されたプレート接合部を有するとともに、上記プレート接合部が、少なくとも上記ボルト孔の位置に応じた部位において、上記溶接接合部よりもその内側に狭まって形成されていること
を特徴とする角形鋼管部材。 - 上記鋼製中空ジョイントのジョイント本体は、一体的に成形されてなること
を特徴とする請求項1に記載の角形鋼管部材。 - 上記角形鋼管と上記鋼製中空ジョイントの溶接接合部とは、その間に介在されたプレートに溶接されていること
を特徴とする請求項1又は2に記載の角形鋼管部材。 - 上記鋼製中空ジョイントのプレート接合部は、上記溶接接合部がなす角形断面の四隅の角部に対応した部位において、当該溶接接合部よりもその内側に狭まって形成されていること
を特徴とする請求項1〜3の何れか1項に記載の角形鋼管部材。 - 上記鋼製中空ジョイントは、そのジョイント本体の一端側端部において、上記溶接接合部よりも内側に狭まって形成され、上記角形鋼管内に差し込んで嵌合される挿入部を裏当てとして、上記角形鋼管に溶接されていること
を特徴とする請求項1、2又は4に記載の角形鋼管部材。 - 上記角形鋼管は、梁又は斜材として用いられること
を特徴とする請求項1〜5の何れか1項に記載の角形鋼管部材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008224123A JP5157759B2 (ja) | 2008-09-01 | 2008-09-01 | 角形鋼管部材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008224123A JP5157759B2 (ja) | 2008-09-01 | 2008-09-01 | 角形鋼管部材 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010059626A true JP2010059626A (ja) | 2010-03-18 |
| JP5157759B2 JP5157759B2 (ja) | 2013-03-06 |
Family
ID=42186716
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008224123A Active JP5157759B2 (ja) | 2008-09-01 | 2008-09-01 | 角形鋼管部材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5157759B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010059625A (ja) * | 2008-09-01 | 2010-03-18 | Nippon Steel Corp | 柱用角形鋼管部材 |
| CN114029712A (zh) * | 2021-12-09 | 2022-02-11 | 合肥中辰轻工机械有限公司 | 一种钢结构框架连接部分的加工方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0455923U (ja) * | 1990-09-19 | 1992-05-13 | ||
| JPH0477773B2 (ja) * | 1986-06-02 | 1992-12-09 | Nippon Kokan Kk | |
| JP4112564B2 (ja) * | 2004-07-26 | 2008-07-02 | 外史 大島 | 柱と梁の結合構造 |
-
2008
- 2008-09-01 JP JP2008224123A patent/JP5157759B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0477773B2 (ja) * | 1986-06-02 | 1992-12-09 | Nippon Kokan Kk | |
| JPH0455923U (ja) * | 1990-09-19 | 1992-05-13 | ||
| JP4112564B2 (ja) * | 2004-07-26 | 2008-07-02 | 外史 大島 | 柱と梁の結合構造 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010059625A (ja) * | 2008-09-01 | 2010-03-18 | Nippon Steel Corp | 柱用角形鋼管部材 |
| CN114029712A (zh) * | 2021-12-09 | 2022-02-11 | 合肥中辰轻工机械有限公司 | 一种钢结构框架连接部分的加工方法 |
| CN114029712B (zh) * | 2021-12-09 | 2022-08-02 | 合肥中辰轻工机械有限公司 | 一种钢结构框架连接部分的加工方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5157759B2 (ja) | 2013-03-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4025708B2 (ja) | 角形鋼製ボックス柱 | |
| JP5272642B2 (ja) | 円形鋼管用金属製中空ジョイント、金属製中空ジョイントの製造方法及びこれを用いた円形鋼管部材 | |
| JP5157759B2 (ja) | 角形鋼管部材 | |
| US20050013954A1 (en) | Tailored tubular blanks and a method for the production thereof | |
| JP5239649B2 (ja) | 柱用角形鋼管部材 | |
| JP5298761B2 (ja) | 円形鋼管部材 | |
| JP2010090595A (ja) | 柱と梁の接合構造、梁部材 | |
| JP4463183B2 (ja) | アルミニウム構造体及びその製造方法 | |
| WO2002060614A1 (en) | A method for manufacturing box girder, a box girder and a constructional part therefor | |
| JP6795255B2 (ja) | 柱梁接合構造の製造方法及び柱梁接合構造 | |
| WO2018150552A1 (ja) | 柱梁接合構造の製造方法及び柱梁接合構造 | |
| JP2006136942A (ja) | リンクロッドの製法 | |
| JP5058920B2 (ja) | 角形鋼管用金属製中空ジョイント、金属製中空ジョイントの製造方法及びこれを用いた角形鋼管部材 | |
| JP6179757B2 (ja) | 建築物の異径柱接合用柱梁接合構造 | |
| WO1997017504A1 (fr) | Rattachement d'un montant et d'une poutre ou de deux montants entre eux | |
| JP2005279684A (ja) | フランジ付き溶接金属管およびその製造方法 | |
| JP3801586B2 (ja) | 角形鋼管柱の製造方法 | |
| JP6902747B2 (ja) | 鉄筋コンクリート製の柱と梁の接合構造およびその構築方法 | |
| JP2003278273A (ja) | 鉄骨構造体の仕口部構造 | |
| JP3599626B2 (ja) | 鋼管柱の製造方法 | |
| JP2004027741A (ja) | 柱材用鋼管の継手構造 | |
| JP3801577B2 (ja) | 鋼管柱を使用した鉄骨構造物 | |
| JP7010148B2 (ja) | 二部品の接合方法および閉断面構造部材の組立方法 | |
| JP2010106515A (ja) | 四角形鋼管柱 | |
| JP2004027740A (ja) | 柱材用鋼管の継手構造 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100810 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120509 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120605 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120706 |
|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20120828 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121113 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121126 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5157759 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151221 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |