JP2010059442A - 開缶性が非常に良好なイージーオープンエンドおよびその製造方法 - Google Patents
開缶性が非常に良好なイージーオープンエンドおよびその製造方法 Download PDFInfo
- Publication number
- JP2010059442A JP2010059442A JP2008222981A JP2008222981A JP2010059442A JP 2010059442 A JP2010059442 A JP 2010059442A JP 2008222981 A JP2008222981 A JP 2008222981A JP 2008222981 A JP2008222981 A JP 2008222981A JP 2010059442 A JP2010059442 A JP 2010059442A
- Authority
- JP
- Japan
- Prior art keywords
- less
- eoe
- thickness
- guide line
- nitriding
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images



Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Landscapes
- Heat Treatment Of Sheet Steel (AREA)
Abstract
【解決手段】EOEを形成する素材の板厚方向特性の制御。EOEの板厚方向に硬度分布を有し、開口案内線の残厚部において、0.10<(硬質層の厚さ)/(開口案内線の残厚)<1.0 とする。特に硬質部に、長径/短径≧2.0であることを特徴とする異方性の強い針状の第二相を体積分率が0.05%以上で分散させる。
素材として鋼板を用いる場合の製造方法としては、鋼板の製造工程において、冷延後、再結晶焼鈍と同時に、またはその後、550〜750℃の温度域で、{(窒化時間(秒))×(窒化温度(℃))}/{(窒化性ガス濃度(%))×(窒化処理での冷却速度(℃/秒))}≧5 なる条件で窒化処理を行い、N量を0.0002%以上増加させる。
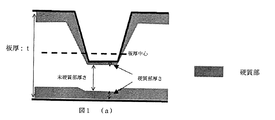
【選択図】図1(a)
Description
そしてさらにEOE用素材として一般的に用いられているアルミ板についても同様の検討を行い、アルミ板中の第二相の分散状態、第二相を分散させた硬質部と開口案内線の関係において、鋼板の場合と同様に好ましい効果が得られることを知見した。
1)EOEを形成する素材の板厚方向特性を制御して素材の板厚方向に硬質部を形成させる。
2)開口案内線の残厚を上記1)との関係で制御する。
3)硬質部に異方性の強い針状の第二相を分散させる。
(1)素材の板厚方向に硬度差を有し、案内線残厚部において、0.10<(硬質層の厚さ)/(開口案内線の残厚)<1.0 を満足することを特徴とするEOE。
(2)案内線残厚部において、(開口案内線加工側での硬質層の厚さ)/(開口案内線加工反対側での硬質層の厚さ)<1.0 を満足することを特徴とする(1)に記載のEOE。
(3)案内線未加工部において、(硬質部の硬度)/(未硬質部の硬度)>1.1 を満足することを特徴とする(1)または(2)のいずれか一項に記載のEOE。
(4)硬質部中の長径と短径の平均が0.05μm以上の第二相について、長径/短径≧2.0であることを特徴とする(1)〜(3)のいずれか一項に記載のEOE。
(5)硬質部中の長径と短径の平均が0.05μm以上、長径/短径≧2.0である第二相について、第二相の体積分率が0.05%以上であることを特徴とする(1)〜(4)のいずれか一項に記載のEOE。
(6)(1)〜(5)のいずれか一項に記載のEOEの製造方法であって、板厚0.400mm以下の鋼板を素材とすることを特徴とするEOEの製造方法。
(7)(1)〜(6)のいずれか一項に記載のEOEの製造方法であって、未硬質部が、質量%で、C:0.100%以下(0を含む)、N:0.040%以下(0を含む)、Si:1.2%以下(0を含む)、Mn:2.2%以下(0を含む)、P:0.049%以下(0を含む)、S:0.050%以下(0を含む)、Al:3.0%以下(0を含む)、O:0.070%以下(0を含む)を含有し、さらに必要に応じて、Ti:0.10%以下(0を含む)、Nb:0.10%以下(0を含む)、B:0.0100%以下(0を含む)の一種または二種以上を含有し、硬質部が、質量%で、C:1.000%以下(0を含む)、N:2.200%以下(0を含む)、Si:3.2%以下(0を含む)、Mn:3.2%以下(0を含む)、P:0.089%以下(0を含む)、S:0.050%以下(0を含む)、Al:3.0%以下(0を含む)、O:0.100%以下(0を含む)を含有し、さらに必要に応じて、Ti:0.10%以下(0を含む)、Nb:0.10%以下(0を含む)、B:0.0100%以下(0を含む)の一種または二種以上を含有し、残部Feおよび不可避的不純物からなる鋼板を素材とすることを特徴とするEOEの製造方法。
(8)素材となる鋼板の製造工程において、冷延後、再結晶焼鈍と同時に、またはその後、550〜750℃の温度域で、{(窒化時間(秒))×(窒化温度(℃))}/{(窒化性ガス濃度(%))×(窒化処理での冷却速度(℃/秒))}≧5 なる条件で窒化処理を行い、N量を0.0002%以上増加させることを特徴とする請求項(6)または(7)のいずれか一項に記載のEOEの製造方法。
なお以下は主として素材を「鋼板」とした場合について記述するが、素材は「鋼板」に限らず、「アルミ板」とした場合にも効果を発現することは言うまでもない。成分については特に「アルミ」についても記述したが、その他の項目については請求項に応じて適宜アルミ板にも適用されるものである。
次に、「硬質化」について記述する。
これら、爆着や圧着、さらには浸炭や窒化などにおいて、板面内で硬度を変化させることは、例えば爆着や圧着では接合させる元の部材の組み方を考えればよく、浸炭や窒化では、一般に知られているような浸炭または窒化反応抑止材を素材表面に塗布することや、浸炭または窒化反応時の板温度を板面内で変化させることなどで達成が可能である。
析出強化において強化物質として分散させる第二相としては、炭化物、窒化物、硫化物などが考えられるが、強化物質である第二相を異方性の強い針状のもの、すなわち 長径/短径≧2.0 とすることで本願の効果はさらに顕著になる。長径/短径は、好ましくは3.0以上、さらに好ましくは5.0以上、さらに好ましくは8.0以上である。
開口案内線での破断は、「意図的な開けやすさ」と「不用意な開け難さ」を両立する必要があることは先にも述べた通りである。この様な要求を単一の材質で満足することは様々な制約が大きくなることは容易に想像できる。例えば、案内線の形状や、残厚の精密な制御が必要になり、これらは製造上の障害ともなっている。本願では、これを複合材料として解決できたものと思われる。すなわち、未硬質部での「ねばり」と、一旦破断を開始した後の「硬質部」での脆性的な破断とがメカニズムとして働いていると考えられる。案内線の底部では、微小なクラックが発生し、外力によりこれが進展し破断が開始するが、これが容易に進展しては「不用意な開口」が起きてしまう。この破断極初期を未硬質部の「ねばり」で維持し、クラックが硬質部に達すれば直ちに硬質部に変形が集中し、「ねばることなく」破断する。この際に、極局部での引張伸びは発生せず、「意図的な開けやすさ」が満足される。この効果が、(硬質層の厚さ)/(開口案内線の残厚)が0.5近傍で発現するということは、破断材料の1/2程度が切れにくく、1/2は切れやすい部分であることが好ましいということに相当する。
N量もCと同様、鋼板全体の加工性の観点から、N:0.040%以下とする。好ましくは0.030%以下、さらに好ましくは0.020%以下である。Nで硬化させる場合、硬質部の濃度は2.200%以下とする。これ以上になると、不用意な開口がおき易くなる。好ましくは1.200%以下、さらに好ましくは0.600%以下である。
Sは熱間延性を劣化させ、鋳造や熱間圧延の阻害要因となるので0.050%以下とする。0.039%以下とすることが好ましい。さらに好ましくは0.029%以下、さらには0.024%以下とする。
Siは下限を0.00001%、好ましくは0.1%とする。上限は2.0%、好ましくは1.0%である。コストと必要とする特性の観点から限定される。
Mnは下限を0.00001%、好ましくは0.1%とする。上限は4.0%、好ましくは1.5%である。コストと必要とする特性の観点から限定される。
Oは下限を0.00001%、好ましくは0.0001%とする。上限は0.10%、好ましくは0.01%である。コストと必要とする特性の観点から限定される。
その他、Ti、Cu、Mg、Zn、Cr、Feが、不可避的または一般的に知られている範囲で目的に応じて含有される。これらの元素は合計で下限を0.00001%、好ましくは0.0001%とする。上限は20.0%、好ましくは10.0%である。コストと必要とする特性の観点から限定される。
用途としては金属蓋全般に使用可能であり、これ以外の分野でも何らかの用途において上述と同様の課題がある場合には適用が可能であることは言うまでもない。容器の蓋が一部のみ開口するパーシャルEOE、全面が開口するフルオープンEOEなど、EOEのデザインにもよらず適用可能である。
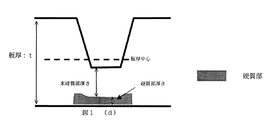
「複層のパターン」は図1の(a)〜(e)に準じたものである。
「評価」は、通常レベル:D、効果が見られる:C、優れる:B、著しく優れる:A とし、A、B、Cを発明とする。板厚や残厚などにも特性値が影響されるが、これらも含めて、本発明による好ましい範囲が明確になり、本発明の効果が確認された。

Claims (8)
- 素材の板厚方向に硬度差を有し、案内線残厚部において、0.10<(硬質層の厚さ)/(開口案内線の残厚)<1.0 を満足することを特徴とするEOE。
- 案内線残厚部において、(開口案内線加工側での硬質層の厚さ)/(開口案内線加工反対側での硬質層の厚さ)<1.0 を満足することを特徴とする請求項1に記載のEOE。
- 案内線未加工部において、(硬質部の硬度)/(未硬質部の硬度)>1.1 を満足することを特徴とする請求項1または2のいずれか一項に記載のEOE。
- 硬質部中の長径と短径の平均が0.05μm以上の第二相について、長径/短径≧2.0であることを特徴とする請求項1〜3のいずれか一項に記載のEOE。
- 硬質部中の長径と短径の平均が0.05μm以上、長径/短径≧2.0である第二相について、第二相の体積分率が0.05%以上であることを特徴とする請求項1〜4のいずれか一項に記載のEOE。
- 請求項1〜5のいずれか一項に記載のEOEの製造方法であって、板厚0.400mm以下の鋼板を素材とすることを特徴とするEOEの製造方法。
- 請求項1〜6のいずれか一項に記載のEOEの製造方法であって、
未硬質部が、質量%で、
C:0.100%以下(0を含む)、
N:0.040%以下(0を含む)、
Si:1.2%以下(0を含む)、
Mn:2.2%以下(0を含む)、
P:0.049%以下(0を含む)、
S:0.050%以下(0を含む)、
Al:3.0%以下(0を含む)、
O:0.070%以下(0を含む)を含有し、さらに必要に応じて、
Ti:0.10%以下(0を含む)、
Nb:0.10%以下(0を含む)、
B:0.0100%以下(0を含む)の一種または二種以上を含有し、
硬質部が、質量%で、
C:1.000%以下(0を含む)、
N:2.200%以下(0を含む)、
Si:3.2%以下(0を含む)、
Mn:3.2%以下(0を含む)、
P:0.089%以下(0を含む)、
S:0.050%以下(0を含む)、
Al:3.0%以下(0を含む)、
O:0.100%以下(0を含む)を含有し、さらに必要に応じて、
Ti:0.10%以下(0を含む)、
Nb:0.10%以下(0を含む)、
B:0.0100%以下(0を含む)の一種または二種以上を含有し、残部Feおよび不可避的不純物からなる鋼板を素材とすることを特徴とするEOEの製造方法。 - 素材となる鋼板の製造工程において、冷延後、再結晶焼鈍と同時に、またはその後、550〜750℃の温度域で、{(窒化時間(秒))×(窒化温度(℃))}/{(窒化性ガス濃度(%))×(窒化処理での冷却速度(℃/秒))}≧5 なる条件で窒化処理を行い、N量を0.0002%以上増加させることを特徴とする請求項6または7のいずれか一項に記載のEOEの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008222981A JP5453748B2 (ja) | 2008-09-01 | 2008-09-01 | 開缶性が非常に良好なイージーオープンエンドおよびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008222981A JP5453748B2 (ja) | 2008-09-01 | 2008-09-01 | 開缶性が非常に良好なイージーオープンエンドおよびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010059442A true JP2010059442A (ja) | 2010-03-18 |
| JP5453748B2 JP5453748B2 (ja) | 2014-03-26 |
Family
ID=42186574
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008222981A Active JP5453748B2 (ja) | 2008-09-01 | 2008-09-01 | 開缶性が非常に良好なイージーオープンエンドおよびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5453748B2 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015506411A (ja) * | 2011-12-22 | 2015-03-02 | ティッセンクルップ ラッセルシュタイン ゲー エム ベー ハー | リング型プルトップの製造方法およびリング型プルトップのための保護層が提供された鋼板の利用 |
| CN109402521A (zh) * | 2017-08-17 | 2019-03-01 | 广东韶钢松山股份有限公司 | 一种冷镦空芯铆钉用钢及其制备方法 |
| CN112410722A (zh) * | 2020-11-02 | 2021-02-26 | 哈尔滨工程大学 | 一种基于冷成型复合低温氮化处理的α+β型钛合金及其氮化层形成方法 |
| EP3988681A4 (en) * | 2019-06-24 | 2022-11-23 | Baoshan Iron & Steel Co., Ltd. | COLD ROLLED STEEL STRIP WITH VARYING STRENGTH AND HARDNESS IN THE DIRECTION OF THICKNESS AND PROCESS OF ITS PRODUCTION |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09141360A (ja) * | 1995-11-14 | 1997-06-03 | Nippon Steel Corp | 易開缶性蓋の製造方法 |
| JP2004218061A (ja) * | 2002-11-21 | 2004-08-05 | Nippon Steel Corp | 耐変形性が著しく良好な容器用鋼板およびその製造方法 |
-
2008
- 2008-09-01 JP JP2008222981A patent/JP5453748B2/ja active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH09141360A (ja) * | 1995-11-14 | 1997-06-03 | Nippon Steel Corp | 易開缶性蓋の製造方法 |
| JP2004218061A (ja) * | 2002-11-21 | 2004-08-05 | Nippon Steel Corp | 耐変形性が著しく良好な容器用鋼板およびその製造方法 |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015506411A (ja) * | 2011-12-22 | 2015-03-02 | ティッセンクルップ ラッセルシュタイン ゲー エム ベー ハー | リング型プルトップの製造方法およびリング型プルトップのための保護層が提供された鋼板の利用 |
| US9623473B2 (en) | 2011-12-22 | 2017-04-18 | Thyssenkrupp Rasselstein Gmbh | Method for producing a ring-pull top from a steel sheet provided with a protective layer and a ring-pull top produced thereby |
| CN109402521A (zh) * | 2017-08-17 | 2019-03-01 | 广东韶钢松山股份有限公司 | 一种冷镦空芯铆钉用钢及其制备方法 |
| EP3988681A4 (en) * | 2019-06-24 | 2022-11-23 | Baoshan Iron & Steel Co., Ltd. | COLD ROLLED STEEL STRIP WITH VARYING STRENGTH AND HARDNESS IN THE DIRECTION OF THICKNESS AND PROCESS OF ITS PRODUCTION |
| US12351887B2 (en) | 2019-06-24 | 2025-07-08 | Baoshan Iron & Steel Co., Ltd. | Cold-rolling strip steel with strength and hardness thereof varying in thickness direction and manufacturing method therefor |
| CN112410722A (zh) * | 2020-11-02 | 2021-02-26 | 哈尔滨工程大学 | 一种基于冷成型复合低温氮化处理的α+β型钛合金及其氮化层形成方法 |
| CN112410722B (zh) * | 2020-11-02 | 2022-11-29 | 哈尔滨工程大学 | 一种基于冷成型复合低温氮化处理的α+β型钛合金及其氮化层形成方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5453748B2 (ja) | 2014-03-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP2823905B2 (en) | Warm press forming method and automobile frame component | |
| JP5058978B2 (ja) | 硬質極薄鋼板およびその製造方法 | |
| EP2823904B1 (en) | Warm press forming method for a steel | |
| CN116024505B (zh) | 钢、所述钢制造的产品及其制造方法 | |
| WO2021251276A1 (ja) | 鋼板及びその製造方法 | |
| JP4772926B2 (ja) | 極薄鋼板およびその製造方法 | |
| WO2010110485A1 (ja) | 絞りおよびしごき加工後の表面性状に優れた缶用鋼板およびその製造方法 | |
| JP4957843B2 (ja) | 缶用鋼板およびその製造方法 | |
| JP2025061391A (ja) | 被覆鋼部材 | |
| JP5453748B2 (ja) | 開缶性が非常に良好なイージーオープンエンドおよびその製造方法 | |
| JP4328124B2 (ja) | 缶特性が著しく良好な極薄容器用鋼板およびその製造方法 | |
| CA2818682C (en) | Steel sheet for can having high strength and high formability, and method for manufacturing the same | |
| JP5251255B2 (ja) | 局部変形能が小さい硬質極薄鋼板およびその製造方法 | |
| WO2006027854A1 (ja) | 極薄容器用の鋼板およびその製造方法 | |
| JP3756779B2 (ja) | 加工性に優れた薄肉化深絞りしごき缶用鋼板 | |
| KR102920268B1 (ko) | 강판, 강 부재 및 피복 강 부재 | |
| KR102549938B1 (ko) | 캔용 강판 및 그의 제조 방법 | |
| JP3680004B2 (ja) | 加工性に優れた薄肉化深絞りしごき缶用鋼板 | |
| JP2010007138A (ja) | 耳発生の小さい深絞り用鋼板および製造方法 | |
| JP2018168395A (ja) | イージーオープン缶蓋用鋼板の製造方法 | |
| TWI643961B (zh) | Cold rolled steel sheet and hot-dip galvanized cold-rolled steel sheet | |
| JP2015193885A (ja) | 缶蓋用鋼板及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100810 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120627 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120731 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120907 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130618 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130731 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130903 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131009 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20131113 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20131210 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20131223 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5453748 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |