JP2010054292A - 内部欠陥測定方法 - Google Patents
内部欠陥測定方法 Download PDFInfo
- Publication number
- JP2010054292A JP2010054292A JP2008218423A JP2008218423A JP2010054292A JP 2010054292 A JP2010054292 A JP 2010054292A JP 2008218423 A JP2008218423 A JP 2008218423A JP 2008218423 A JP2008218423 A JP 2008218423A JP 2010054292 A JP2010054292 A JP 2010054292A
- Authority
- JP
- Japan
- Prior art keywords
- defect
- detection
- diameter
- detection data
- thickness
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images







Landscapes
- Investigating Or Analyzing Materials By The Use Of Magnetic Means (AREA)
Abstract
【解決手段】この内部欠陥測定方法は、強磁性体製の構造体外面を、複数のチャンネルをもつ磁束検出手段を有する検出センサで走査して、検出データを収集する検出データ収集工程と(S10)、その収集した検出データに基準となる信号を乗算後にフィルタリング処理を行う位相検波処理工程(S20)と、得られた信号に対してベクトル座標の座標変換を行う座標変換工程(S30)と、その座標変換された信号から構造体の減肉部を検出する減肉部検出工程(S40)と、検出センサの各ch間の減衰の仕方から構造体の欠陥径を推定する欠陥径推定工程(S50)と、その求めた欠陥径、および所定の関係式から構造体の残肉厚を算出する残肉厚算出工程(S60)とを含む。
【選択図】図2
Description
そこで、本発明は上記事情に鑑みてなされたもので、強磁性体で作られた構造体の外部から、探触子をあてる面の錆やごみなどの異物、または塗膜を除去することなく、構造体の内部欠陥の大きさとその深さを定量的かつ高精度に測定し、これを評価できる内部欠陥測定方法を提供することにある。
ここで、本発明に係る内部欠陥測定方法において、前記欠陥径推定工程は、前記センサの各チャンネル間の検出データまたは前記センサの走査方向の検出データの減衰量の傾きから欠陥の大きさを求めることは好ましい。このような構成であれば、欠陥の大きさを定量的かつ高精度に推定する上で好適である。
同図に示すように、この電磁誘導装置の検出センサ10は、磁束を検出するための磁束検出手段である検出コイル3と、励磁コイル2を巻き付けたコの字型の強磁性体コア4を有する励磁装置(磁化器)1とを備えている。この検出センサ10には、以下不図示のエンコーダと、検出センサ10と被測定物Sとの間のリフトオフを一定に保持するために、軸受を内蔵した転動輪と、個別に高さ調整のできるスクリュー式調整機構とを設けている。そして、この電磁誘導装置は、検出センサ1の強磁性体コア4を、強磁性体製の構造体である被測定物Sに対向させて配置し、励磁コイル2に励磁信号を印加して強磁性体コア4内に磁束を発生させ、これにより被測定物Sの欠陥部Kに発生する漏洩磁束を、検出コイル3で検出するようになっている。なお、この検出コイル3は、欠陥部Kに発生する漏洩磁束の測定能率を向上させるために、16個のコイルを一定ピッチで並べている。なおまた、磁束検出手段には、上記例示した検出コイル3の他に、例えば感磁素子などを用いることができる。
図2に示すように、この内部欠陥測定方法は、検出データ収集工程(ステップS10)、位相検波処理工程(ステップS20)、座標変換工程(ステップS30)、欠陥部検出工程(ステップS40)、欠陥径推定工程(ステップS50)、および残肉厚算出工程(ステップS60)をこの順に実行するものである。
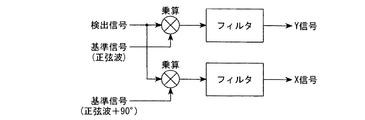
この位相検波処理では、図3に示すように、上記検出コイル3からの検出信号に対して基準となる基準信号(励磁信号を用いる場合が多い)を乗算した後、ノイズ除去など通常行われるフィルタリング処理(例えば、ローパスフィルタリング)を行った信号(「Y信号」とよぶ)を取得するとともに、同様にして、上記検出コイル3からの検出信号に対して基準となる基準信号の位相を90°遅らせた上で乗算した信号(「X信号」とよぶ)を取得する。図4(a)に、この位相検波処理で得られたY信号およびX信号を、縦軸をY、横軸をXとするベクトル座標上にプロットしたイメージを示す。
つまり、図4(a)に示すように、被測定物Sの欠陥部位での検出信号のベクトル座標中の信号軌跡は長楕円形となる(知見1)。そして、この図4(a)に示す信号軌跡の長楕円の傾き角度は、対象とする被測定物Sが板であれば、その板の厚さ(元厚)の違いによって変化するものの、対象が同じ(元厚が同じ)であれば、この長楕円の傾きの角度はほぼ一定であり、欠陥部Kの有無によっては変化しない(知見2)。さらに、欠陥部K(腐食減肉部等)の大小(欠陥径ないしその深さ)が変わることによって、この長楕円の長さが一定の相関をもって変化するという知見を得た(知見3)。
|ΔY'/ΔX'|≧定数 ・・・・・(式1)
つまり、上記検出コイル3の16個のコイルのうち、欠陥部Kの中心に最も近く、ピーク値の大きいコイルを0チャンネル(ch)とし、それに隣接するコイルから順に1ch、2ch、・・・とよぶとき、それぞれのコイルにて検出されるピーク値は0chから順に減衰していく。それをグラフ上にプロットすると図5に例示するようになる。なお、同図に示す例は、種々の寸法とした平底円孔状の疑似欠陥部Kを形成した被測定物Sのうち、直径がφ10mm、φ20mm、φ30mmの疑似欠陥部を形成した被測定物Sの例であって、縦軸が上記ピーク値の減衰比(各コイルのピーク値/0chのコイルのピーク値)であり、同図では、0chのコイルのピーク値を1とする)で表わしており、また、横軸が各コイルのチャンネル(ch)数を示している。
なお、本実施形態では、検出コイル3を多チャンネル(16個のコイル)設け、各ch間の信号の減衰量の傾きから欠陥部Kの欠陥径の大きさを求める例を説明したが、これに限らず、例えば、検出センサ10(検出コイル3)の走査方向の時分割信号について同様の処理を行うことによっても、欠陥の大きさを定量的かつ高精度に推定可能である。

2 励磁コイル
3 磁束検出手段
4 強磁性体コア
10 検出センサ
S 被測定物
K 欠陥部
Claims (3)
- 強磁性体でつくられた構造体の内部欠陥を、低周波電磁誘導法を用いて測定する内部欠陥測定方法であって、
前記構造体の外面を、励磁装置および複数のチャンネルをもつ磁束検出手段を有する検出センサで走査して検出データを収集する検出データ収集工程と、その収集した検出データに対して、基準となる信号および基準となる信号の位相を90°ずらせた信号をそれぞれ別個に乗算した後に、フィルタリング処理を行う位相検波処理工程と、その位相検波処理工程で得られた信号を描かせるベクトル座標のゼロ点を任意の位置に移動させるとともに、その描かせた信号軌跡の長楕円の長径および短径方向に座標軸を回転させる座標変換工程と、その座標変換された検出データに基づいて前記構造体の内部欠陥の欠陥径を推定する欠陥径推定工程と、前記構造体の残肉厚を算出する残肉厚算出工程とを含み、
前記残肉厚算出工程は、前記欠陥径推定工程で求めた欠陥径、および、その求めた欠陥径に対応する疑似欠陥部を形成した被測定物を用いた実験によって予め得られている欠陥径毎の(元厚×長楕円長さ)と(残肉厚/元厚)との関係式に基づいて、前記構造体の残肉厚を算出することを特徴とする内部欠陥測定方法。 - 強磁性体でつくられた構造体の内部欠陥を、低周波電磁誘導法を用いて測定する内部欠陥測定方法であって、
前記構造体の外面を、励磁装置および複数のチャンネルをもつ磁束検出手段を有する検出センサで走査して検出データを収集する検出データ収集工程と、その収集した検出データに対して、基準となる信号および基準となる信号の位相を90°ずらせた信号をそれぞれ別個に乗算した後に、フィルタリング処理を行う位相検波処理工程と、その位相検波処理工程で得られた信号を描かせるベクトル座標のゼロ点を任意の位置に移動させるとともに、その描かせた信号軌跡の長楕円の長径および短径方向に座標軸を回転させる座標変換工程と、その座標変換された信号の急峻な立ち上がり部分を検出することにより欠陥部の有無を判定する欠陥部検出工程と、その検出された欠陥部における検出データに基づいて前記構造体の内部欠陥の欠陥径を推定する欠陥径推定工程と、前記構造体の残肉厚を算出する残肉厚算出工程とを含み、
前記残肉厚算出工程は、前記欠陥径推定工程で求めた欠陥径、および、その求めた欠陥径に対応する疑似欠陥部を形成した被測定物を用いた実験によって予め得られている欠陥径毎の(元厚×長楕円長さ)と(残肉厚/元厚)との関係式に基づいて、前記構造体の残肉厚を算出することを特徴とする内部欠陥測定方法。 - 請求項1または請求項2に記載の内部欠陥測定方法において、
前記欠陥径推定工程は、前記検出センサの有する各チャンネル間の検出データまたは前記検出センサの走査方向の検出データの減衰量の傾きから前記構造体の内部欠陥の欠陥径を推定することを特徴とする内部欠陥測定方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008218423A JP5169626B2 (ja) | 2008-08-27 | 2008-08-27 | 内部欠陥測定方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008218423A JP5169626B2 (ja) | 2008-08-27 | 2008-08-27 | 内部欠陥測定方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010054292A true JP2010054292A (ja) | 2010-03-11 |
| JP5169626B2 JP5169626B2 (ja) | 2013-03-27 |
Family
ID=42070390
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008218423A Active JP5169626B2 (ja) | 2008-08-27 | 2008-08-27 | 内部欠陥測定方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5169626B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112819746A (zh) * | 2019-10-31 | 2021-05-18 | 合肥美亚光电技术股份有限公司 | 坚果籽仁虫蚀缺陷检测方法及装置 |
| CN112819745A (zh) * | 2019-10-31 | 2021-05-18 | 合肥美亚光电技术股份有限公司 | 坚果籽仁中心虫蚀缺陷检测方法及装置 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0560731A (ja) * | 1991-09-02 | 1993-03-12 | Nkk Corp | 磁気探傷装置の磁化力制御方法 |
| JPH05264512A (ja) * | 1992-03-18 | 1993-10-12 | Osaka Gas Co Ltd | 配管の検査方法及び装置 |
| JPH06281627A (ja) * | 1993-03-30 | 1994-10-07 | Osaka Gas Co Ltd | 管体の検査方法及び装置 |
| JPH1144674A (ja) * | 1997-07-25 | 1999-02-16 | Asahi Electric Works Ltd | 鋼材の腐食または亀裂等の検出方法およびその装置 |
| JP3228132B2 (ja) * | 1996-07-08 | 2001-11-12 | 日本鋼管株式会社 | 超音波探傷方法 |
| JP2002350406A (ja) * | 2001-05-28 | 2002-12-04 | Kawasaki Steel Corp | 渦流探傷装置 |
| JP2004239866A (ja) * | 2003-02-10 | 2004-08-26 | Jfe Steel Kk | 漏洩磁束探傷方法および装置 |
| JP2004294353A (ja) * | 2003-03-28 | 2004-10-21 | Tokyo Electric Power Co Inc:The | 中空金属体の板厚検出装置 |
| JP2006208312A (ja) * | 2005-01-31 | 2006-08-10 | Jfe Steel Kk | 内部欠陥測定方法および装置 |
-
2008
- 2008-08-27 JP JP2008218423A patent/JP5169626B2/ja active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0560731A (ja) * | 1991-09-02 | 1993-03-12 | Nkk Corp | 磁気探傷装置の磁化力制御方法 |
| JPH05264512A (ja) * | 1992-03-18 | 1993-10-12 | Osaka Gas Co Ltd | 配管の検査方法及び装置 |
| JPH06281627A (ja) * | 1993-03-30 | 1994-10-07 | Osaka Gas Co Ltd | 管体の検査方法及び装置 |
| JP3228132B2 (ja) * | 1996-07-08 | 2001-11-12 | 日本鋼管株式会社 | 超音波探傷方法 |
| JPH1144674A (ja) * | 1997-07-25 | 1999-02-16 | Asahi Electric Works Ltd | 鋼材の腐食または亀裂等の検出方法およびその装置 |
| JP2002350406A (ja) * | 2001-05-28 | 2002-12-04 | Kawasaki Steel Corp | 渦流探傷装置 |
| JP2004239866A (ja) * | 2003-02-10 | 2004-08-26 | Jfe Steel Kk | 漏洩磁束探傷方法および装置 |
| JP2004294353A (ja) * | 2003-03-28 | 2004-10-21 | Tokyo Electric Power Co Inc:The | 中空金属体の板厚検出装置 |
| JP2006208312A (ja) * | 2005-01-31 | 2006-08-10 | Jfe Steel Kk | 内部欠陥測定方法および装置 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112819746A (zh) * | 2019-10-31 | 2021-05-18 | 合肥美亚光电技术股份有限公司 | 坚果籽仁虫蚀缺陷检测方法及装置 |
| CN112819745A (zh) * | 2019-10-31 | 2021-05-18 | 合肥美亚光电技术股份有限公司 | 坚果籽仁中心虫蚀缺陷检测方法及装置 |
| CN112819746B (zh) * | 2019-10-31 | 2024-04-23 | 合肥美亚光电技术股份有限公司 | 坚果籽仁虫蚀缺陷检测方法及装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5169626B2 (ja) | 2013-03-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2644026C1 (ru) | Способ и устройство для тестирования с использованием потоков рассеяния | |
| JP4829883B2 (ja) | 管を非破壊検査するための方法及び装置 | |
| US7206706B2 (en) | Inspection method and system using multifrequency phase analysis | |
| JP5383597B2 (ja) | 渦電流検査装置および検査方法 | |
| JP5607868B2 (ja) | 検査システム及び動作方法 | |
| WO2017008621A1 (zh) | 微磁检测方法和微磁检测装置 | |
| CN103399083B (zh) | 一种脉冲涡流检测提离效应的抑制方法 | |
| EP2482067A1 (en) | A non-destructive test method for automatic fastener inspection | |
| KR100696991B1 (ko) | 투자율 측정법을 이용하여 증기발생기 전열관의 와전류를탐상하는 장치 및 방법 | |
| JP4742600B2 (ja) | 内部欠陥測定方法および装置 | |
| CN101300482B (zh) | 管内面涡流探伤中的s/n比测量方法 | |
| JP5169626B2 (ja) | 内部欠陥測定方法 | |
| US20200049661A1 (en) | Eddy current inspection device for nondestructive testing | |
| JP5614752B2 (ja) | 焼入れ状態検査装置及び焼入れ状態検査方法 | |
| US10775347B2 (en) | Material inspection using eddy currents | |
| JP2016161562A (ja) | 渦電流検査装置及び渦電流検査方法 | |
| JP2015094588A (ja) | 被測定物素材の超音波探傷検査方法 | |
| Pearson et al. | A study of MFL signals from a spectrum of defect geometries | |
| JP2005164516A (ja) | 欠陥検知方法 | |
| JP2003043015A (ja) | 欠陥深さの推定方法 | |
| JP6058436B2 (ja) | 渦電流探傷装置および渦電流探傷方法 | |
| KR101309885B1 (ko) | 페인트 코팅된 강관재의 누설자속법을 이용한 결함 탐상 장치 및 이의 동작 방법 | |
| JP5857904B2 (ja) | 減肉深さ推定方法及び装置 | |
| JP2005164298A (ja) | 渦流探傷方法及び装置 | |
| CN121298877A (zh) | 基于双磁耦合的管道缺陷检测方法及装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110128 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120822 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120911 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121108 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20121204 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20121217 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5169626 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |