JP2010043367A - 繊維製造装置 - Google Patents
繊維製造装置 Download PDFInfo
- Publication number
- JP2010043367A JP2010043367A JP2008207195A JP2008207195A JP2010043367A JP 2010043367 A JP2010043367 A JP 2010043367A JP 2008207195 A JP2008207195 A JP 2008207195A JP 2008207195 A JP2008207195 A JP 2008207195A JP 2010043367 A JP2010043367 A JP 2010043367A
- Authority
- JP
- Japan
- Prior art keywords
- melt
- raw material
- nozzle
- solid
- collector
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Nonwoven Fabrics (AREA)
- Spinning Methods And Devices For Manufacturing Artificial Fibers (AREA)
Abstract
【解決手段】高分子物質又はピッチ系物質である固体の原材料M1を供給する固体原料供給部10と、絶縁部60によって、固体原料供給部10と電気的に絶縁されて接続されており、固体原料供給部10から供給された原材料M1を溶融させた溶融物M2を貯蔵する溶融物貯蔵部20と、溶融物貯蔵部20に連通し溶融物M2を吐出するノズル30と、溶融物M2がノズル30から吐出されることによって形成された繊維を捕集するコレクタ40と、ノズル30とコレクタ40との間に電圧を印加して溶融物M2を帯電させる高電圧発生部50とを備える。
【選択図】図1
Description
そこで、エレクトロスピニング技術を用いた繊維製造装置の重要性が見直されており、注目が集まっている。
このエレクトロスピニング技術によれば、複合紡糸法やブレンド紡糸法を使わずに、ポリマー溶液やサスペンジョンなどの流体を直接サブマイクロメーター以下の径の繊維に成形できる。また、シングルマイクロメーターの径の繊維を得ることもできる。
また、この場合、融点の高い高分子物質、あるいは軟化点の高いピッチ系物質を紡糸しようとすると、ノズル又はキャピラリー等を有する流体供給部等も同時、あるいは別個に加熱しなくてはならない。
これは、原材料が高温(加熱)で酸化されるのを防ぐためと、圧力と温度の変動により原材料の吐出量が変動して繊維径がばらつくのを防ぐためである。
ところが、圧力の保持のために、貯蔵タンクやノズル等を金属製の密閉容器にすると、ノズル等に印加した高電圧が原料の供給機へ流れ込み、供給機で用いているモーター・制御盤等を破損するという問題があった。
従って、本発明は上述の問題点に鑑みてなされたものであり、その目的は、ノズル及びコレクタに印加した高電圧が原料供給機に流れ込む漏電の発生を防ぎ、供給機の破損を防止した繊維製造装置を提供することにある。
固体の前記原材料を供給する固体原料供給部と、
前記固体原料供給部と電気的に絶縁されて接続されており、前記固体原料供給部から供給された前記原材料を溶融させ、該溶融物を貯蔵する溶融物貯蔵部と、
前記溶融物貯蔵部に連通し前記溶融物を吐出するノズルと、
前記溶融物が前記ノズルから吐出されることによって形成された繊維を捕集するコレクタと、
前記ノズルと前記コレクタとの間に電圧を印加して前記溶融物を帯電させる電圧発生部と、
を備えることを特徴としている。
前記原材料を貯蔵する固体原料貯蔵タンクと、
該固体原料貯蔵タンクから前記溶融物貯蔵部へ前記原材料を供給する供給機と、を備えることを特徴としている。
本発明のうち請求項2に係る繊維製造装置によれば、固体原料供給部を固体原料貯蔵タンクと、供給機とによって構成したので、原料供給による圧力の上昇が皆無となり、溶融物貯蔵部20での圧力保持が可能になるという効果を奏する。すなわち、固体原料貯蔵タンク11を溶融物貯蔵部20と同圧にしておけば、ロータリーバルブ12により切り出された粉体の固体原料が溶融物貯蔵部20の不活性ガスと置換するので、溶融物貯蔵部20の圧力は保持される。
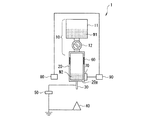
図1は、本発明に係る繊維製造装置の一実施形態における構成を示す概略図である。
図1に示すように、繊維製造装置1は、固体原料供給部10と、溶融物貯蔵部20と、ノズル30と、コレクタ40と、電圧発生部50と、絶縁部60と、電熱ヒーター70と、温度センサー80と、温度制御部90とを有する。
粉体状態の原材料M1は、高分子物質や、ピッチ系物質である。
溶融物貯蔵部20は、ロータリーバルブ12を介して固体原料貯蔵タンク11から供給された原材料M1を貯蔵すると共に、原材料M1を溶融することによって得られる溶融物M2を貯蔵する手段である。溶融物貯蔵部20は、絶縁性の材料よりなる絶縁部60を介して固体原料供給部10に接続されている。溶融物貯蔵部20には、原材料M1を溶融して溶融物M2を得るための電熱ヒーター70が設置されている。また、溶融物貯蔵部20には、溶融物M2を吐出するために連通するノズル30が設けられている。さらに、溶融物貯蔵部20には、溶融物M2の温度を検出するための温度センサー80が設けられている。
溶融物貯蔵部20の上部は、ゴム製、PTFE製等のパッキンを使用することができるように、水冷等の強制冷却手段を設けて、あるいは電熱ヒーターによる加熱部分以外の部分を長くしておき自然空冷で冷却する。すなわち、使用するパッキンの耐熱温度以下まで充分冷却することが必要である。
絶縁部60に用いられる材料としては、固体原料供給部10と、溶融物貯蔵部20との密閉性を維持し、電気的導通を妨げる材料であれば、特に制限はなく、目的に応じて適宜選択されるが、セラミック、ガラスが好ましい。
なお、上部の金属部分、あるいは絶縁部分を、砂時計のように絞っておけば、粉体状態の原料が溶融物貯蔵部20の中心に落下して、溶融物貯蔵部20の内壁の下部の高温部に融着して付着しないので好ましい。すなわち、溶融物貯蔵部20の底部にしっかり溶融した状態で貯留される。
溶融物貯蔵部20の底面20aから突出したノズル30の先端部付近の断面形状としては、特に制限はなく、例えば、円形、三角形、四角形、その他の多角形、Y字、C字、中空、扁平などが挙げられる。
コレクタ40は、繊維受容部として、ノズル30から供給された繊維(溶融物M2)を捕集する手段である。コレクタ40は、溶融原料供給部としてのノズル30から所定の間隔を有して対向するように設置される。コレクタ40は、複数のユニットから構成されていてもよい。また、特開2002−201559号公報に開示されたように、ベルトコンベアのように移動可能なコレクタとしてもよい。なお、繊維がノズル30から離れ、実質的に最初に接触した部分はコレクタ40に含まれる。
ノズル30及びコレクタ40の間に電圧を印加する方法は、特に制限はなく、目的に応じて適宜選択されるが、コレクタ40側を接地してノズル30を正電圧にする方法が装置の簡易性・安全性の観点から好ましい。
電熱ヒーター70の構成は、500℃程度まで昇温でき、印加する高電圧に応じて耐電圧性が確保されれば、特に制限はなく、目的に応じて適宜選択されるが、例えば、非接触の電磁誘導式のヒーターが好ましい。また、加熱方式は、熱風式、熱媒式など、電熱ヒーター以外を用いたものでも構わない。
温度センサー80は、溶融物M2の温度を計測する手段として、熱電対などの接触式温度計でも構わないが、非接触の赤外放射温度センサー等が好ましい。
上述の実施形態では、固体原料貯蔵タンク11と、ロータリーバルブ12とによって固体原料供給部10を構成したが、本実施形態では、図2に示すように、ロータリーバルブ12の代わりにスクリューフィーダー13を用いている。なお、本実施形態では、固体原料供給部10以外の構成は、上述の実施形態と同様であるので、説明を省略する。
以上、本発明の実施の形態について説明してきたが、本発明はこれに限定されずに、種々の変更、改良を行うことができる。
10 固体原料供給部
11 固体原料貯蔵タンク
12 ロータリーバルブ
13 スクリューフィーダー
20 溶融物貯蔵部
30 ノズル
40 コレクタ
50 電圧発生部
60 絶縁部
70 電熱ヒーター
80 温度センサー
90 温度制御部
Claims (2)
- 高分子物質又はピッチ系物質である原材料からエレクトロスピニング法によって繊維を製造する繊維製造装置において、
固体の前記原材料を供給する固体原料供給部と、
前記固体原料供給部と電気的に絶縁されて接続されており、前記固体原料供給部から供給された前記原材料を溶融させ、該溶融物を貯蔵する溶融物貯蔵部と、
前記溶融物貯蔵部に連通し前記溶融物を吐出するノズルと、
前記溶融物が前記ノズルから吐出されることによって形成された繊維を捕集するコレクタと、
前記ノズルと前記コレクタとの間に電圧を印加して前記溶融物を帯電させる電圧発生部と、
を備えることを特徴とする繊維製造装置。 - 前記固体原料供給部が、
前記原材料を貯蔵する固体原料貯蔵タンクと、
該固体原料貯蔵タンクから前記溶融物貯蔵部へ前記原材料を供給する供給機と、を備えることを特徴とする請求項1に記載の繊維製造装置。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008207195A JP4913102B2 (ja) | 2008-08-11 | 2008-08-11 | 繊維製造装置 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008207195A JP4913102B2 (ja) | 2008-08-11 | 2008-08-11 | 繊維製造装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010043367A true JP2010043367A (ja) | 2010-02-25 |
| JP4913102B2 JP4913102B2 (ja) | 2012-04-11 |
Family
ID=42014952
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008207195A Expired - Fee Related JP4913102B2 (ja) | 2008-08-11 | 2008-08-11 | 繊維製造装置 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4913102B2 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015209600A (ja) * | 2014-04-23 | 2015-11-24 | 花王株式会社 | 溶融エレクトロスピニング装置及び繊維の製造方法 |
| JP2018111907A (ja) * | 2017-01-13 | 2018-07-19 | 株式会社東芝 | 電界紡糸装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002092888A1 (en) * | 2001-05-16 | 2002-11-21 | The Research Foundation Of State University Of New York | Apparatus and methods for electrospinning polymeric fibers and membranes |
| JP2007262644A (ja) * | 2006-02-28 | 2007-10-11 | Shinshu Univ | 極細繊維とその製造方法 |
| JP2008174881A (ja) * | 2007-01-22 | 2008-07-31 | Toyota Boshoku Corp | 電界紡糸装置及び電界紡糸方法 |
| JP2008179906A (ja) * | 2007-01-24 | 2008-08-07 | Matsushita Electric Ind Co Ltd | ナノファイバーの製造方法及び装置 |
-
2008
- 2008-08-11 JP JP2008207195A patent/JP4913102B2/ja not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2002092888A1 (en) * | 2001-05-16 | 2002-11-21 | The Research Foundation Of State University Of New York | Apparatus and methods for electrospinning polymeric fibers and membranes |
| JP2007262644A (ja) * | 2006-02-28 | 2007-10-11 | Shinshu Univ | 極細繊維とその製造方法 |
| JP2008174881A (ja) * | 2007-01-22 | 2008-07-31 | Toyota Boshoku Corp | 電界紡糸装置及び電界紡糸方法 |
| JP2008179906A (ja) * | 2007-01-24 | 2008-08-07 | Matsushita Electric Ind Co Ltd | ナノファイバーの製造方法及び装置 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015209600A (ja) * | 2014-04-23 | 2015-11-24 | 花王株式会社 | 溶融エレクトロスピニング装置及び繊維の製造方法 |
| JP2018111907A (ja) * | 2017-01-13 | 2018-07-19 | 株式会社東芝 | 電界紡糸装置 |
| WO2018131210A1 (ja) * | 2017-01-13 | 2018-07-19 | 株式会社 東芝 | 電界紡糸装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4913102B2 (ja) | 2012-04-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2010065366A (ja) | 繊維製造装置及び繊維製造方法 | |
| NO156035B (no) | Folieforbindinger. | |
| CN110818225B (zh) | 一种用于电子显示玻璃生产的宽体熔窑 | |
| JP4913102B2 (ja) | 繊維製造装置 | |
| CN103859608B (zh) | Ptc发热片发热烤烟式电子烟 | |
| JP7167888B2 (ja) | ガラス溶解炉、及びガラス製造方法 | |
| KR102264884B1 (ko) | 나노섬유 제조를 위한 전기방사 장치 및 전기방사 방법 | |
| CN104843970A (zh) | 一种通过电加热料道快速调节玻璃液粘度的方法 | |
| JP5548672B2 (ja) | 静電界中でのポリマー母材の紡糸方法と紡糸装置 | |
| JP4987755B2 (ja) | 繊維状ピッチの製造方法及び炭素繊維の製造方法 | |
| CN102691115B (zh) | 气泡静电纺丝装置 | |
| CN208200748U (zh) | 一种生产玻璃纤维拉丝熔炉 | |
| KR101178645B1 (ko) | 전기방사용 방사 노즐팩 | |
| CN207143082U (zh) | 一种温度实时监控的玻璃电熔炉 | |
| CN101256054B (zh) | 陶瓷坩埚 | |
| TW201323675A (zh) | 無針式熱融電紡設備 | |
| KR20110026627A (ko) | 전기방사용 절연 노즐팩 및 이를 포함하는 전기방사장치 | |
| CN208869483U (zh) | 一种用于生产玄武岩连续纤维且炉底强制保温的窑炉 | |
| CN110835785A (zh) | 熔体静电纺丝装置 | |
| JP4864915B2 (ja) | 繊維製造装置及び繊維製造方法 | |
| CN203582732U (zh) | 一种玻璃纤维拉丝炉 | |
| CN207726953U (zh) | 一种用于生产玄武岩连续纤维的气电窑炉 | |
| CN210104129U (zh) | 熔体静电纺丝装置 | |
| CN210773464U (zh) | 一种防堵塞的工业炉窑天闪喷管 | |
| CN112441722B (zh) | 玻璃熔化炉及玻璃制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100714 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20111222 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120110 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120118 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20150127 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |