JP2010043312A - Steel sheet for porcelain enameling having fishscale resistance - Google Patents
Steel sheet for porcelain enameling having fishscale resistance Download PDFInfo
- Publication number
- JP2010043312A JP2010043312A JP2008207256A JP2008207256A JP2010043312A JP 2010043312 A JP2010043312 A JP 2010043312A JP 2008207256 A JP2008207256 A JP 2008207256A JP 2008207256 A JP2008207256 A JP 2008207256A JP 2010043312 A JP2010043312 A JP 2010043312A
- Authority
- JP
- Japan
- Prior art keywords
- inclusions
- mnnb
- steel sheet
- steel plate
- less
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Abstract
Description
本発明は耐爪飛び性に優れたほうろう用鋼板に関するものである。 The present invention relates to a steel plate for enamel having excellent nail skipping resistance.
ほうろうとは、金属板表面にガラス成分を薄く焼き付けた素材であり、金属の強度とガラスの耐食性および美観性を兼ね備えている。表面が硬く滑らかなため疵や汚れがつきにくく衛生的である。そのため、台所用品、医療器具、科学容器等の広範な分野で使用されている。ほうろう用鋼板は、成形後、鋼板に釉薬を塗布し、800℃以上の高温大気中で焼成して製造される。このため、爪飛びや黒点等のほうろう特有の欠陥を起こす場合がある。 An enamel is a material in which a glass component is thinly baked on the surface of a metal plate, and combines the strength of the metal with the corrosion resistance and aesthetics of the glass. Because the surface is hard and smooth, it is not sanitized and is hygienic. For this reason, it is used in a wide range of fields such as kitchenware, medical instruments, and scientific containers. An enamel steel plate is manufactured by applying a glaze to a steel plate after forming and firing it in a high-temperature atmosphere at 800 ° C. or higher. For this reason, defects specific to enamel such as skipping nails and black spots may occur.
爪飛びは、釉薬中に含まれる水素が焼成時に鋼中に拡散侵入し、冷却時に鋼中から水素ガスとして放出される際に、ほうろう層と鋼板の界面に集積し、高圧となりほうろう層をはじき飛ばすことにより生じるほうろう層の欠陥である。はじき飛ばされた痕の形状が爪の形に似ていることから、爪飛びと呼ばれる。 Nail skipping is a process in which hydrogen contained in the glaze diffuses and penetrates into the steel during firing and is released as hydrogen gas from the steel during cooling and accumulates at the interface between the enamel layer and the steel plate, causing high pressure to repel the enamel layer. It is a defect of the enamel layer caused by flying. This is called nail skipping because the shape of the repelled trace resembles the shape of a nail.
最近では、ほうろう製品メーカーからの鋼板に対する要望が厳しくなっており、一層の耐爪飛び性の向上や、一層複雑な成形を可能とする成形性の向上などが求められている。 Recently, demands for steel sheets from enamel product manufacturers have become stricter, and further improvements in anti-jaw resistance and improved formability that allow more complex forming are required.
爪飛び対策としては、鋼板内部に水素をトラップするサイトを設け、鋼板/ほうろう層界面への急激な水素の集積を抑制することが重要となる。そのために、ほうろう用鋼板では多量の介在物(酸化物)や析出物を生成、分散させることで、水素トラップ能を改善したものが提案されている。 In order to prevent claw skipping, it is important to provide a site for trapping hydrogen inside the steel plate to suppress rapid hydrogen accumulation at the steel plate / enamel layer interface. Therefore, a steel plate for enamel has been proposed in which a large amount of inclusions (oxides) and precipitates are generated and dispersed to improve the hydrogen trapping ability.
特許文献1は、MnO主体の介在物を形成したものである。冷間圧延などの圧延加工によって介在物周辺に生じる空隙を水素トラップサイトとして利用している。介在物の組成として、MnO系介在物のほか、SiO2系、Al2O3系、MnS系などが見られるとしているが、Al2O3系は耐爪飛び性の向上に寄与は見られず、MnO系やMnS系が水素トラップ効果があるとしている。特許文献1では、結晶粒界に多数存在する転位も水素トラップサイトとして利用しており、このため、結晶粒の粗大化を抑制するために、介在物の組成、大きさ、形状、比率、個数を規定している。 Patent Document 1 forms inclusions mainly composed of MnO. Voids generated around inclusions by rolling such as cold rolling are used as hydrogen trap sites. In addition to MnO-based inclusions, SiO 2 -based, Al 2 O 3 -based, MnS-based, etc. can be seen as inclusions, but Al 2 O 3 -based materials have been found to contribute to improved anti-nail resistance. However, the MnO system and the MnS system have a hydrogen trap effect. In Patent Document 1, a large number of dislocations existing at the crystal grain boundaries are also used as hydrogen trap sites. Therefore, in order to suppress the coarsening of crystal grains, the composition, size, shape, ratio, number of inclusions are suppressed. Is stipulated.
特許文献2は、Nb酸化物、Nb炭窒化物、B酸化物、B窒化物を生成させて耐爪飛び性を改善している。介在物や析出物と地鉄との隙間に水素をトラップすることを利用している点は、特許文献1の介在物周辺に生じた空隙を利用している点と同様である。介在物(酸化物)を形成する酸素の含有量が過剰な場合の課題、例えば連続鋳造時のピンホールや、粗大介在物や、ほうろうの前処理の酸洗時の膨れ欠陥を抑制するために、酸素の含有量を従来鋼より低くし、それによって従来材より低下する耐爪飛び性をNb、Bの炭窒化物の生成および焼鈍条件により補っている。特許文献1と異なり、Mnは耐爪飛び性を含むほうろう性への影響は小さいとしている。 In Patent Document 2, Nb oxide, Nb carbonitride, B oxide, and B nitride are generated to improve the resistance to claw skipping. The point of utilizing trapping hydrogen in the gaps between inclusions and precipitates and the ground iron is the same as utilizing the void generated around the inclusions in Patent Document 1. In order to suppress problems when the content of oxygen that forms inclusions (oxides) is excessive, such as pinholes during continuous casting, bulky inclusions, and blistering defects during pickling during pretreatment of enamel Further, the content of oxygen is made lower than that of the conventional steel, whereby the nail fly resistance, which is lower than that of the conventional material, is compensated by the generation of Nb and B carbonitrides and the annealing conditions. Unlike Patent Document 1, Mn is said to have a small effect on enamelability including anti-nail resistance.
特許文献3は、特許文献1、2と同じく酸化物を利用しているが、酸化物と地鉄との空隙を利用するというより、冷延工程で酸化物が破砕されることにより形成される酸化物内部の隙間の利用を強調している。介在物の組成としては、Nb−V−Mn−Si−Fe複合酸化物が挙げられているが、特に組成は規定していない。むしろ、例えばMn量の変化により、酸化物組成が大きく変化すること、ひいては圧延時の酸化物の延伸および破砕の状態に大きな影響を及ぼすことが記載されており、それによる水素トラップ能の変化を防止するために、鋼板を高温に長時間保持した際の密度変化量を制御することが、特許文献3の特徴である。具体的には、水素ガス中での850℃の温度で20時間の焼鈍前後の密度変化が0.02%以上であることが必要としている。密度変化は鋼中空隙内壁面の水素トラップ能の活性度を表す指標と解釈している。 Patent Document 3 uses an oxide as in Patent Documents 1 and 2, but is formed by crushing the oxide in the cold rolling process rather than using the gap between the oxide and the ground iron. Emphasizes the use of gaps inside the oxide. As the composition of inclusions, Nb—V—Mn—Si—Fe composite oxide is mentioned, but the composition is not particularly defined. Rather, it is described that, for example, the oxide composition changes greatly due to the change in the amount of Mn, and consequently has a great influence on the state of stretching and crushing of the oxide during rolling, and the change in the hydrogen trapping ability due to this is described. In order to prevent this, it is a feature of Patent Document 3 to control the amount of density change when the steel plate is held at a high temperature for a long time. Specifically, the density change before and after annealing for 20 hours at a temperature of 850 ° C. in hydrogen gas needs to be 0.02% or more. Density change is interpreted as an index representing the activity of hydrogen trapping ability of the inner wall of the void in steel.
この様に、介在物、析出物など様々な種類の水素トラップサイトが活用されているが、ほうろうの釉薬の種類や焼成条件によっては、爪飛びが発生する場合があり、厳しくなり続けるユーザーの要求に対しては必ずしも十分でない。そして、特許文献3の密度変化を指標とする場合、長時間の評価試験が必要であり、工程の増加、納期や製造コストの増加を招くことも課題となる。本発明は、上述した問題点を解決するために考案したものであり、耐爪飛び性を改善するため、ならびに従来材並みの加工性を確保することが可能なほうろう用鋼板を提供することを目的とする。 In this way, various types of hydrogen trap sites such as inclusions and precipitates are used, but depending on the type of enamel glaze and firing conditions, nail skipping may occur and the user's demands continue to be severe Is not necessarily enough. And when the density change of patent document 3 is used as a parameter | index, a long-time evaluation test is required, and it causes the increase in a process, the delivery date, and the increase in manufacturing cost. The present invention has been devised to solve the above-described problems, and it is intended to provide a steel plate for an enamel that can improve the nail fly resistance and can ensure the workability equivalent to that of a conventional material. Objective.
そのための本発明の要旨は以下の通りである。なお、本明細書中に記載する元素含有量における%表示は、特に断りが無い限り、全て質量%とする。
(1)質量%で、
C:0.0005〜0.0030%、
Si:0.05%以下、
Mn:0.01〜0.2%、
P:0.02%以下、
S:0.006%以下、
Al:0.005%以下、
N:0.001〜0.003%以下、
O:0.015〜0.05%、
酸不溶Nb:0.025%以上
酸可溶Nb:93/12×(%C)+93/14×(%N)以上であり、かつ、93/12×(%C)+93/14×(%N)+0.040以下、
残部がFeおよび不可避的不純物からなる鋼板であり、
この鋼板中に、MnNb2O6の結晶構造を有する長径1μm以上の介在物を存在させたことを特徴とする、耐爪飛び性に優れたほうろう用鋼板。
(2)酸不溶Nbと固溶Nbの合計であるtotal−NbとMnの質量比が、(%Mn)/(%total−Nb)≦1.2を満たすことを特徴とする、上記(1)に記載されたほうろう用鋼板。
(3)前記MnNb2O6の結晶構造を有する介在物の平均組成が、(%MnO)+(%Nb2O5)≧85を満たすことを特徴とする、上記(2)に記載されたほうろう用鋼板。
For this purpose, the gist of the present invention is as follows. In addition, unless otherwise indicated, the% display in element content described in this specification shall be mass%.
(1) In mass%,
C: 0.0005 to 0.0030%,
Si: 0.05% or less,
Mn: 0.01 to 0.2%,
P: 0.02% or less,
S: 0.006% or less,
Al: 0.005% or less,
N: 0.001 to 0.003% or less,
O: 0.015-0.05%
Acid insoluble Nb: 0.025% or more Acid soluble Nb: 93/12 × (% C) + 93/14 × (% N) or more and 93/12 × (% C) + 93/14 × (% N) +0.040 or less,
The balance is a steel plate made of Fe and inevitable impurities,
A steel plate for enamel having excellent nail flying resistance, characterized in that inclusions having a major axis of 1 μm or more having a crystal structure of MnNb 2 O 6 are present in this steel plate.
(2) The mass ratio of total-Nb and Mn, which is the sum of acid-insoluble Nb and solid-soluble Nb, satisfies (% Mn) / (% total-Nb) ≦ 1.2 (1) ) Steel plate for enamel described in the above.
(3) The average composition of inclusions having the crystal structure of MnNb 2 O 6 satisfies (% MnO) + (% Nb 2 O 5 ) ≧ 85, as described in (2) above Steel plate for enamel.
本発明により、耐爪飛び性が大きく向上し、ほうろう層の欠陥が格段に低減し、あるいは欠陥が無い、ほうろう用鋼板を製造することができる。加工性も従来材並みを確保できる。 According to the present invention, it is possible to produce a steel plate for enamel, which greatly improves the resistance to catching nail, greatly reduces defects in the enamel layer, or has no defects. Processability can be secured at the same level as conventional materials.
次に、本発明の構成要件がもたらす作用、すなわち本発明の技術思想を詳細に説明する。本発明の実施の形態については、その後に成分範囲の限定理由と共に述べることとする。 Next, the operation brought about by the constituent elements of the present invention, that is, the technical idea of the present invention will be described in detail. The embodiment of the present invention will be described later together with the reason for limiting the component range.
まず、本発明の技術思想について説明する。本発明者らは、耐爪飛び性や水素トラップ能を一層改善するためには、圧延時に介在物周囲および介在物内部に形成される空隙をさらに増やすことが有効と考え、特に、介在物の種類や組成の影響に着目した。後述する様に、介在物の種類や組成を変更した鋼板試料を多数作成し、耐爪飛び性、水素トラップ能、ならびに介在物周辺や内部の空隙形成挙動を検討した。 First, the technical idea of the present invention will be described. The present inventors consider that it is effective to further increase the voids formed around and inside the inclusions during rolling, in order to further improve the nail flying resistance and the hydrogen trapping ability. We focused on the effect of type and composition. As will be described later, a number of steel plate samples with different inclusion types and compositions were prepared, and nail fly resistance, hydrogen trapping ability, and void formation behavior around and inside the inclusions were examined.
実験では、水素トラップ能を電気化学的水素透過試験法で評価した。この試験法は、鋼板の厚さ方向に水素が透過する時間を測定する方法で、ほうろう用鋼板の水素トラップ能の評価で一般的に用いられている。この試験法では、測定された時間が長いほど水素トラップ能が高いことを意味する。この試験法の評価結果は、水素透過時間(分)を板厚(mm)の2乗で除したT値(分/mm2)で示され、従来は、爪飛びを防止するためにはT値が高々15(分/mm2)であれば良いとされていた。ただし、ユーザー要求が厳しくなっている現状では、より高いT値を有する鋼板が望まれている。そして、実験では、T値と介在物の種類や組成の関係を調査するために、電子顕微鏡を用いて、鋼板断面の介在物の形状、および介在物周囲(すなわち、介在物/地鉄の界面)や介在物内部の空隙形成挙動を観察した。 In the experiment, the hydrogen trap ability was evaluated by an electrochemical hydrogen permeation test method. This test method is a method for measuring the time for hydrogen to permeate in the thickness direction of the steel sheet, and is generally used for evaluating the hydrogen trapping ability of a steel sheet for enamel. In this test method, the longer the measured time, the higher the hydrogen trapping ability. The evaluation result of this test method is indicated by a T value (min / mm 2 ) obtained by dividing the hydrogen permeation time (min) by the square of the plate thickness (mm). It was considered that the value should be at most 15 (min / mm 2 ). However, in the present situation where user requirements are becoming strict, a steel plate having a higher T value is desired. In the experiment, in order to investigate the relationship between the T value and the type and composition of inclusions, the shape of inclusions in the cross section of the steel sheet and the surroundings of the inclusions (ie, the interface between inclusions / ground iron) ) And the formation of voids inside the inclusions.
その結果、水素トラップ能を改善(T値を増加)するために、MnOとNb2O5がモル比1:1で複合したMnNb2O6、すなわちコロンバイト(columbite)を主体として有する介在物(以下、この介在物をMnNb2O6系介在物と記載する場合もある。)を分散させることが、特に有効であることを見出した。なお、特許文献1から3には、MnNb2O6(コロンバイト)についての記載は無い。 As a result, in order to improve the hydrogen trapping capability (increase the T value), MnNb 2 O 6 in which MnO and Nb 2 O 5 are combined at a molar ratio of 1: 1, that is, an inclusion mainly composed of columbite. It has been found that it is particularly effective to disperse (hereinafter, this inclusion may be referred to as MnNb 2 O 6 -based inclusion). In Patent Documents 1 to 3, there is no description about MnNb 2 O 6 (Colombite).
従来用いられていたMnOなどの介在物よりも、MnNb2O6系介在物が有効である理由として、以下の点が考えられる。すなわち、(a)圧延時に変形しにくいため、地鉄との界面に空隙を形成し易いこと、(b)圧延時に介在物の内部に亀裂が入り、新たに空隙を形成し易いこと、(c)MnNb2O6系介在物が凝固後の鋳片、ひいては鋼板中に多数、微細分散するため介在物/地鉄間の界面積が増加するので、上記(a)の機構による空隙形成が促進されること、の3点である。これらが複合して有利に作用することにより、水素トラップである介在物周囲(介在物/地鉄の界面)や介在物内部に形成される空隙が増加して、水素トラップ能、すなわちT値が高くなると考えられる。 The following points can be considered as the reason why MnNb 2 O 6 -based inclusions are more effective than conventionally used inclusions such as MnO. That is, (a) since it is difficult to deform during rolling, it is easy to form voids at the interface with the steel, (b) cracks inside inclusions during rolling, and it is easy to form new voids, (c ) Since many MnNb 2 O 6 inclusions are finely dispersed in the slab after solidification, and eventually in the steel plate, the interfacial area between the inclusions / base metal increases, so the formation of voids by the mechanism (a) is promoted. It is three points of being done. The combined effect of these increases the number of voids formed around the inclusions (inclusion / base metal interface) that are hydrogen traps and inside the inclusions, so that the hydrogen trap ability, that is, the T value is increased. It is thought to be higher.
(a)については、MnNb2O6系介在物は従来活用いられていたMnO系介在物などよりも圧延時の変形が少ないため、地鉄との界面に空隙が形成され易い。観察結果では長径1μm以上の介在物の周辺に空隙形成が見られた。 As for (a), since MnNb 2 O 6 inclusions are less deformed during rolling than MnO inclusions conventionally used, voids are likely to be formed at the interface with the base iron. As a result of observation, void formation was observed around inclusions having a major axis of 1 μm or more.
(b)については、主に長径が5μm以上のMnNb2O6系介在物で観察されている。長径が5μm以上であれば、冷間圧延時に介在物内部に亀裂が発生し易く、亀裂部の破面が圧延方向に乖離して新たに空隙が形成されて、そこが水素トラップサイトとなると考えられる。 About (b) is mainly observed in major diameter MnNb 2 O 6 inclusions of more than 5 [mu] m. If the major axis is 5 μm or more, cracks are likely to occur inside the inclusions during cold rolling, and the fracture surface of the crack part deviates in the rolling direction to form new voids, which become hydrogen trap sites. It is done.
(c)については、MnおよびNbのいずれもが弱脱酸元素であることが関与している。MnやNbの様な弱脱酸元素の酸化物は鋳片内に残存する介在物個数が、強脱酸元素の場合よりも多い。これは、弱脱酸元素の酸化物は溶鋼中で粗大化しにくく微細なまま溶鋼中に懸濁し続けて、湯面への浮上速度が小さいためである。一方、AlやTiなどの強脱酸元素を添加した場合、生成した酸化物は急速に成長し粗大化するので浮上速度が大きく、容易に浮上する。その結果、鋳造時までに残存する溶鋼中の介在物は弱脱酸元素の場合よりも少なくなる。 Regarding (c), it is involved that both Mn and Nb are weak deoxidizing elements. The number of inclusions remaining in the slab of oxides of weak deoxidation elements such as Mn and Nb is larger than that of strong deoxidation elements. This is because the oxide of the weak deoxidizing element is difficult to be coarsened in the molten steel and continues to be suspended in the molten steel while being fine, and the floating speed to the molten metal surface is low. On the other hand, when a strong deoxidizing element such as Al or Ti is added, the generated oxide grows rapidly and becomes coarse, so the flying speed is high and the surface easily floats. As a result, the inclusions in the molten steel remaining by the time of casting are less than in the case of weak deoxidizing elements.
弱脱酸元素で脱酸した場合、脱酸後の溶鋼中の溶存酸素が高いことも有利に作用する。溶鋼中に多量の溶存酸素が残存しているため、凝固時に凝固組織間にMn、Nbと共に酸素が多く偏析する。その結果、凝固組織間に多数の微細酸化物が生成する。このような酸化物は凝固開始から凝固終了までの限られた時間内に生成するのでほとんど粗大化せず、凝固組織間に生成するので浮上もしない。この結果、凝固組織間に微細なまま多数の酸化物が分散する。さらに、脱酸後の溶存酸素濃度が高いと、介在物/溶鋼間の界面エネルギーが低減するため、溶鋼中で一層凝集合体しにくくなることも、介在物の微細分散に有利に作用する。一方、強脱酸元素の場合は、脱酸後の溶鋼中の溶存酸素が非常に低いため、凝固時に凝固組織間に酸化物はほとんど生成しない。以上の理由により、MnNb2O6系介在物は溶鋼中、凝固後の鋳片内、および鋼板中に多数、微細分散すると考えられる。この様にして、介在物/地鉄間の界面積が増加する結果、上記(a)の機構により形成される空隙体積が増加することになる。 In the case of deoxidizing with a weak deoxidizing element, it is also advantageous that the dissolved oxygen in the molten steel after deoxidation is high. Since a large amount of dissolved oxygen remains in the molten steel, a large amount of oxygen segregates together with Mn and Nb between the solidified structures during solidification. As a result, a large number of fine oxides are generated between the solidified structures. Since such an oxide is generated within a limited time from the start of solidification to the end of solidification, it hardly becomes coarse and does not float because it is formed between solidified structures. As a result, a large number of oxides are dispersed between the solidified structures while being fine. Furthermore, since the interfacial energy between inclusions / molten steel decreases when the dissolved oxygen concentration after deoxidation is high, it becomes more difficult to agglomerate and coalesce in the molten steel, which advantageously affects the fine dispersion of inclusions. On the other hand, in the case of a strong deoxidizing element, the dissolved oxygen in the molten steel after deoxidation is very low, so that almost no oxide is generated between the solidified structures during solidification. For these reasons, it is considered that many MnNb 2 O 6 inclusions are finely dispersed in the molten steel, in the slab after solidification, and in the steel plate. In this way, as a result of the increase in the interfacial area between inclusions / base metal, the void volume formed by the mechanism (a) increases.
以上の(a)〜(c)の理由により、鋼板中に、MnNb2O6を含有する介在物を形成することは、水素トラップサイトである介在物周囲や介在物内部の空隙形成を促進するので、水素トラップ能向上、すなわち耐爪飛び性向上に有効である。そこで、鋼板中に存在する長径1μm以上の介在物が、MnNb2O6の結晶構造を有するようにすることで、従来よりも耐爪飛び性を向上でき、T値を15よりも大きくすることができることを見出した。
ちなみに、長径が1μm以上の介在物の内、MnNb2O6を質量比で50%以上含有する介在物が、個数比率で50%以上であると、T値が17以上に安定しやすくなり、鋼板の部位による変動が小さくなるため好ましい。
For the reasons described above (a) to (c), forming inclusions containing MnNb 2 O 6 in the steel sheet promotes void formation around and inside the inclusions, which are hydrogen trap sites. Therefore, it is effective for improving the hydrogen trapping ability, that is, improving the nail flying resistance. Therefore, by making inclusions having a major axis of 1 μm or more present in the steel sheet have a crystal structure of MnNb 2 O 6 , it is possible to improve the resistance to catching nails and increase the T value from 15 than before. I found out that I can.
Incidentally, among inclusions having a major axis of 1 μm or more, inclusions containing 50% or more by mass ratio of MnNb 2 O 6 tend to be stable to a T value of 17 or more when the number ratio is 50% or more. This is preferable because variations due to the portion of the steel sheet are reduced.
そして、MnNb2O6系介在物を安定して形成するための方策を検討した結果、鋼板中に含有されるMnと、酸不溶Nbと酸可溶Nbの合計であるtotal−Nb(以降、t−Nbと記載)の濃度比が影響することを見出した。Mn量とt−Nb量の比(%Mn)/(%t−Nb)を変えると、生成するMnOとNb2O5の量の比が変わる。ちなみに、(%Mn)/(%t−Nb)が高い場合は、Nb2O5に対してMnOの生成量が多いため、MnNb2O6の結晶構造のものと過剰のMnOが生成する。この過剰MnOが多い場合、鋼板の水素トラップ能は低下する。これは、MnNb2O6に比べてMnOが圧延中に延伸し易く、地鉄との界面に空隙が形成されにくく、また内部に亀裂が生じにくくなるためと推定される。このため、過剰MnOは少ないほど水素トラップ能は向上し、具体的には(%Mn)/(%t−Nb)≦1.2とすることで、T値は21以上を確保できるので望ましいことが実験的知見に明らかになった。 And, as a result of studying measures for stably forming MnNb 2 O 6 -based inclusions, total-Nb (hereinafter referred to as the total of Mn, acid-insoluble Nb, and acid-soluble Nb contained in the steel sheet) It was found that the concentration ratio (denoted as t-Nb) has an effect. When the ratio of the amount of Mn to the amount of t-Nb (% Mn) / (% t-Nb) is changed, the ratio of the amount of MnO to be produced and Nb 2 O 5 is changed. Incidentally, when (% Mn) / (% t-Nb) is high, the amount of MnO produced is larger than that of Nb 2 O 5 , so that an MnNb 2 O 6 crystal structure and excess MnO are produced. When there is much this excess MnO, the hydrogen trap ability of a steel plate will fall. This is presumably because MnO is more easily stretched during rolling than MnNb 2 O 6 , voids are less likely to be formed at the interface with the base iron, and cracks are less likely to occur inside. For this reason, the smaller the excess MnO, the better the hydrogen trapping ability. Specifically, it is desirable that (% Mn) / (% t−Nb) ≦ 1.2 to ensure a T value of 21 or more. Became clear in experimental findings.
さらに、鋼板中の介在物の組成と水素トラップ能の関係を詳細に調査した結果、介在物中に含有されるMnNb2O6以外の化合物の含有量を低減することが、水素トラップ能を改善するために有効であることを見出した。発明者の実験では、(%Mn)/(%t−Nb)が近い値の場合でも、T値が異なる場合があった。 Furthermore, as a result of a detailed investigation of the relationship between the composition of inclusions in the steel sheet and the hydrogen trapping capability, reducing the content of compounds other than MnNb 2 O 6 contained in the inclusions improves the hydrogen trapping capability. Found to be effective to do. In the inventor's experiment, even when (% Mn) / (% t-Nb) is a close value, the T value may be different.
この原因は、介在物中に含有されるMnNb2O6以外の化合物含有量により、圧延時の介在物の変形能が変化し、その結果、介在物周囲および介在物内部の空隙形成能が変化するためであることを突き止めた。例えば、介在物中に含まれるMnNb2O6以外のSiO2やMnSの含有率が高くなると、圧延中の介在物の変形が容易になり、介在物周辺および内部の空隙が形成されにくくなる結果、T値が低下するので好ましくない。具体的には、長径1μm以上のMnNb2O6系介在物の平均組成で、(%MnO)+(%Nb2O5)が85以上であると、T値を24以上にできるので好ましいことが実験的知見から明らかになった。 This is because the deformability of inclusions during rolling changes depending on the content of compounds other than MnNb 2 O 6 contained in the inclusions. As a result, the ability to form voids around and inside the inclusions changes. I found out that it was. For example, if the content of SiO 2 or MnS other than MnNb 2 O 6 contained in the inclusions is increased, the inclusions are easily deformed during rolling, and voids around and inside the inclusions are less likely to be formed. This is not preferable because the T value decreases. Specifically, the average composition of MnNb 2 O 6 inclusions having a major axis of 1 μm or more and (% MnO) + (% Nb 2 O 5 ) of 85 or more is preferable because the T value can be 24 or more. From the experimental findings, it became clear.
なお、ここで、評価対象の介在物を長径1μm以上のものとした理由は、介在物周辺や内部の空隙形成を電子顕微鏡で観察できるサイズであるためである。これより小さな介在物では空隙形成の判断が困難になる。以上の3点の技術思想に基づき、本発明の要件を構成した。 Here, the reason why the inclusions to be evaluated are those having a major axis of 1 μm or more is that the size of the voids around and inside the inclusions can be observed with an electron microscope. With inclusions smaller than this, it is difficult to determine the formation of voids. Based on the above three technical ideas, the requirements of the present invention are configured.
次に、本発明の実施の形態について、まず、成分範囲の限定理由を詳細に説明する。
C:0.0005〜0.0030%
Cは、鋼板の強度を確保するために必要な元素である。C含有量の上限は、0.0030%とする。これより高いと、プレス加工に必要な延性が得られないためである。一方、下限は現実的な操業時間内で脱炭できる濃度である0.0005%とする。
Next, in the embodiment of the present invention, first, the reason for limiting the component range will be described in detail.
C: 0.0005 to 0.0030%
C is an element necessary for ensuring the strength of the steel sheet. The upper limit of the C content is 0.0030%. This is because if it is higher than this, the ductility necessary for press working cannot be obtained. On the other hand, the lower limit is set to 0.0005%, which is a concentration at which decarburization can be performed within a practical operation time.
Si:0.05%以下
Siは、脱酸あるいは強度向上に有用な元素であるが、その酸化物は、MnNb2O6系介在物中に多量に含有されると、介在物が低融点化する結果、圧延時に延伸し易くなるので、介在物の空隙形成能が低下する。また、Si濃度が高くなると、鋼板が硬くなり加工性が低下する。これらの理由から、Si含有量の上限は0.05%とする。下限は特に規定せず、0%を含む。
Si: 0.05% or less Si is an element useful for deoxidation or strength improvement, but if the oxide is contained in a large amount in MnNb 2 O 6 inclusions, the inclusions have a low melting point. As a result, since it becomes easy to extend | stretch at the time of rolling, the space | gap formation capability of an inclusion falls. Moreover, when Si concentration becomes high, a steel plate will become hard and workability will fall. For these reasons, the upper limit of the Si content is 0.05%. The lower limit is not particularly defined and includes 0%.
Mn:0.01〜0.2%
Mnは、MnNb2O6を形成するために本発明では必須の成分であり、適正量を含有しなければならない。後述する濃度範囲のNbと反応してMnNb2O6を形成するために、最低限必要な濃度として、下限を0.01%とする。一方、0.2%を超えて添加しても、水素トラップ能は向上せず飽和してしまう。これは、粗大なMnNb2O6が生成しやすくなるためと推定される。このほか、Mnが過剰に含有されると鋼板の硬度が増して加工性が低下する。以上の理由により、上限を0.2%とする。
Mn: 0.01 to 0.2%
Mn is an essential component in the present invention in order to form MnNb 2 O 6 and must contain an appropriate amount. In order to react with Nb in the concentration range described later to form MnNb 2 O 6 , the lower limit is set to 0.01% as the minimum necessary concentration. On the other hand, even if added over 0.2%, the hydrogen trapping ability is not improved and it is saturated. This is presumably because coarse MnNb 2 O 6 is easily generated. In addition, if Mn is contained excessively, the hardness of the steel sheet increases and the workability decreases. For the above reason, the upper limit is made 0.2%.
P:0.02%以下
Pは固溶して強度を上昇させる効果はあるが、過剰に含まれると鋼板の延性を劣化させるため好ましくない。このため本発明では、P含有量の上限を0.02%とする。下限は0%を含む。
P: 0.02% or less P has an effect of increasing the strength by solid solution, but if contained excessively, it is not preferable because the ductility of the steel sheet is deteriorated. Therefore, in the present invention, the upper limit of the P content is 0.02%. The lower limit includes 0%.
S:0.006%以下
Sは、低融点のMnSを形成し、熱間圧延時に延伸するため、含有量の増加に伴い鋼板の延性を劣化させる。また、MnNb2O6系介在物の周囲にMnSが多量に生成した場合、圧延時に介在物と地鉄間の界面に本来形成されるはずの水素トラップサイトとしての空隙を埋めてしまう。さらに、多量のSがMnをMnSとして固定した場合、MnNb2O6を形成するために必要なMn量が低減する結果、MnNb2O6の生成量が低減する。このため、S含有量の許容可能な上限を0.006%とする。下限には0%を含む。
S: 0.006% or less S forms MnS having a low melting point and extends during hot rolling, so that the ductility of the steel sheet is deteriorated as the content increases. In addition, when a large amount of MnS is generated around the MnNb 2 O 6 inclusions, voids as hydrogen trap sites that should originally be formed at the interface between the inclusions and the ground iron are filled during rolling. Furthermore, when a large amount of S fixes Mn as MnS, the amount of Mn necessary to form MnNb 2 O 6 is reduced, resulting in a reduction in the amount of MnNb 2 O 6 produced. For this reason, the allowable upper limit of the S content is set to 0.006%. The lower limit includes 0%.
Al:0.005%以下
Alは強力な脱酸元素であり、多量に添加するとAl2O3が優先して生成し溶鋼中の酸素が消費される結果、溶鋼中でMnNb2O6が十分に形成されなくなり、また、MnNb2O6系介在物が形成されても、介在物中のAl2O3濃度が高くなると介在物が粗大化して浮上し易くなる。このため、凝固開始までの溶鋼中に残存する介在物個数が著しく低減する。さらに、Al添加後の溶存酸素濃度が低いので、凝固中の介在物生成量も低減する。この様に、Al含有量が過剰な場合、MnNb2O6系介在物が十分に形成されないため水素トラップ能が大幅に低下するので、Al含有量の許容可能な上限を0.005%とする。この場合のAl量は、酸可溶Alと酸不溶Alの合計であるtotal−Al量である。下限値は特に規定せず、0%を含む。なお、Al添加前の溶鋼中の溶存酸素濃度に応じて、Al添加量を調節すれば、鋳片ひいては鋼板のAl含有量を0.005%以下とすることは可能であるため、本発明において、Alを予備脱酸剤として使用することは可能である。
Al: 0.005% or less Al is a strong deoxidizing element. When added in a large amount, Al 2 O 3 is preferentially produced and oxygen in the molten steel is consumed. As a result, MnNb 2 O 6 is sufficient in the molten steel. Even when MnNb 2 O 6 -based inclusions are formed, the inclusions become coarse and easily float when the Al 2 O 3 concentration in the inclusions increases. For this reason, the number of inclusions remaining in the molten steel until the start of solidification is remarkably reduced. Furthermore, since the dissolved oxygen concentration after addition of Al is low, the amount of inclusions produced during solidification is also reduced. In this way, when the Al content is excessive, the MnNb 2 O 6 inclusions are not sufficiently formed and the hydrogen trapping capability is greatly reduced. Therefore, the allowable upper limit of the Al content is set to 0.005%. . The amount of Al in this case is the total-Al amount that is the sum of acid-soluble Al and acid-insoluble Al. The lower limit is not particularly defined and includes 0%. In addition, in the present invention, if the Al addition amount is adjusted according to the dissolved oxygen concentration in the molten steel before Al addition, the slab and thus the Al content of the steel sheet can be 0.005% or less. It is possible to use Al as a preliminary deoxidizer.
N:0.001〜0.003%
Nは強度向上に作用するが、含有量の増加に伴い延性が低下するため、上限を0.003%とする。一方、現実の操業では0.001%未満まで脱窒することは困難なため、0.001%を下限とする。
N: 0.001 to 0.003%
N acts to improve the strength, but the ductility decreases as the content increases, so the upper limit is made 0.003%. On the other hand, in actual operation, it is difficult to denitrify to less than 0.001%, so 0.001% is made the lower limit.
O:0.015〜0.05%
Oは、含有量が高いほど介在物量が多いことを示す、介在物量の指標である。現状以上に耐爪飛び性を向上させるためには、0.015%以上が必要であるため、下限を0.015%とする。一方、O含有量が0.05%を超えると、粗大な介在物が延性の低下を引き起こすため、上限を0.05%とする。
O: 0.015-0.05%
O is an index of the amount of inclusion indicating that the higher the content, the more the amount of inclusion. In order to improve the nail flying resistance more than the present state, 0.015% or more is necessary, so the lower limit is made 0.015%. On the other hand, if the O content exceeds 0.05%, coarse inclusions cause a decrease in ductility, so the upper limit is made 0.05%.
酸不溶Nb:0.025%以上
鋼板中に含有されるNbは、酸不溶Nbと酸可溶Nbに分けることができる。両者はNb酸化物が酸に不溶である(ただし、フッ酸と硫酸は除く)性質を利用して、分離して分析することができる。このうち、酸不溶Nbは、本発明で水素トラップ能発現に寄与する最も重要な元素であり、鋼板中で主としてMnNb2O6として存在する。発明者らの実験結果によれば、酸不溶Nbが0.025%未満では、従来のT値である15を超えて大きくすることができない。そして、鋼板から電解抽出した介在物にX線を照射して結晶構造をX線回折法で調査しても、MnNb2O6の回折パターンが明確に検出できず、MnNb2O6の生成を検証することが困難である。したがって、酸不溶Nbの含有量を0.025%以上とする。酸不溶Nbが多いほど水素トラップ能は向上する点では好ましいが、0.2%を超えると介在物が粗大となり加工性が低下するため、0.2%以下であることが望ましい。
Acid insoluble Nb: 0.025% or more Nb contained in the steel sheet can be divided into acid insoluble Nb and acid soluble Nb. Both can be separated and analyzed using the property that Nb oxide is insoluble in acid (except for hydrofluoric acid and sulfuric acid). Of these, acid-insoluble Nb is the most important element contributing to the expression of the hydrogen trapping ability in the present invention, and is mainly present as MnNb 2 O 6 in the steel sheet. According to the experiment results of the inventors, when the acid-insoluble Nb is less than 0.025%, it cannot be increased beyond the conventional T value of 15. Then, even if X-ray was irradiated to the inclusions electrolytically extracted from the steel sheet was investigated a crystal structure in X-ray diffraction method, the diffraction pattern of MnNb 2 O 6 can not be clearly detected, the generation of MnNb 2 O 6 It is difficult to verify. Therefore, the content of acid-insoluble Nb is set to 0.025% or more. The more the acid-insoluble Nb is, the better in terms of improving the hydrogen trapping ability. However, if it exceeds 0.2%, the inclusions become coarse and the workability decreases, so that the content is preferably 0.2% or less.
酸可溶Nb:93/12×(%C)+93/14×(%N)以上であり、かつ、93/12×(%C)+93/14×(%N)+0.040以下
酸化物を形成していない酸可溶Nbは、鋼板中に固溶している固溶Nbと、炭窒化物を形成しているNbに分けられる。良好な加工性と、非時効性を確保するためには、CおよびNを固定する必要がある。このため、酸可溶Nb量は、93/12×(%C)+93/14×(%N)以上とする。一方、CおよびNを固定する以上の過剰なNbは、再結晶温度が上昇し、同一温度で加熱すると再結晶率が低下する結果、延性が低下する。このため、過剰Nbの許容可能な上限を0.040%とした。したがって、CおよびNの固定に必要なNbと過剰Nbを合わせた酸可溶Nbの上限は、93/12×(%C)+93/14×(%N)+0.040以下とする。
Acid-soluble Nb: 93/12 × (% C) + 93/14 × (% N) or more and 93/12 × (% C) + 93/14 × (% N) +0.040 or less The acid-soluble Nb that is not formed is divided into solid solution Nb that is solid-solved in the steel sheet and Nb that forms carbonitride. In order to ensure good workability and non-aging properties, it is necessary to fix C and N. For this reason, the amount of acid-soluble Nb is 93/12 × (% C) + 93/14 × (% N) or more. On the other hand, excessive Nb beyond fixing C and N increases the recrystallization temperature. When heated at the same temperature, the recrystallization rate decreases, resulting in a decrease in ductility. For this reason, the allowable upper limit of excess Nb was made 0.040%. Therefore, the upper limit of the acid-soluble Nb that combines Nb and excess Nb necessary for C and N fixation is 93/12 × (% C) + 93/14 × (% N) +0.040 or less.
その他の不可避的不純物は極力少なくすることが望ましいが、本発明による鋼板の耐爪飛び性、延性に悪影響を及ぼさない範囲に限り許容できる。 Although it is desirable to reduce other inevitable impurities as much as possible, it is acceptable as long as it does not adversely affect the nail flying resistance and ductility of the steel sheet according to the present invention.
本発明の鋼板を製造するためには、上記成分範囲の溶鋼を、例えば、転炉と真空脱ガス装置を用いて溶製し、連続鋳造して鋳片とし、一般的な常法によって、加熱、熱延、冷延、焼鈍すれば良い。通常のほうろう用鋼板を作成する条件範囲であれば、圧延時の介在物の変形や破砕挙動は極端に変わることは無いため、本発明により水素透過能の優れた、ほうろう用鋼板を得ることができる。 In order to produce the steel sheet of the present invention, the molten steel in the above component range is melted using, for example, a converter and a vacuum degassing apparatus, continuously cast into a slab, and heated by a general ordinary method. , Hot rolling, cold rolling, annealing. Since the deformation and crushing behavior of inclusions during rolling does not change drastically as long as it is within the condition range for creating a normal enamel steel plate, it is possible to obtain an enamel steel plate with excellent hydrogen permeability according to the present invention. it can.
介在物がMnNb2O6の結晶構造を有する、すなわち、MnNb2O6を含有することを検証するためには、例えば、X線回折法を用いることができる。鋼板を電解して介在物を電解抽出し、X線回折法で回折パターンを測定する方法である。実際の介在物では、MnNb2O6以外の化合物が含まれる場合が多いが、MnNb2O6の標準試料から得られる回折パターンと比較し、MnNb2O6の回折パターンが含まれているか調査すれば良い。
回折パターンだけからはMnNb2O6含有量の定量評価は困難であるが、試料から得られた回折パターンの中で、MnNb2O6の回折線ピークが高く明瞭であるほど好ましい。
なお、介在物組成は、電子顕微鏡に設置されているEPMA装置を用いれば、定量的な分析が可能である。
Inclusions having a crystal structure of MnNb 2 O 6, i.e., in order to verify that it contains MnNb 2 O 6 may be, for example, using X-ray diffraction method. In this method, the steel sheet is electrolyzed, the inclusions are electrolytically extracted, and the diffraction pattern is measured by the X-ray diffraction method. In actual inclusions, but often it contains compounds other than MnNb 2 O 6, compared to the diffraction pattern obtained from a standard sample of MnNb 2 O 6, research it contains a diffraction pattern of MnNb 2 O 6 Just do it.
Although it is difficult to quantitatively evaluate the MnNb 2 O 6 content from the diffraction pattern alone, it is preferable that the diffraction line peak of MnNb 2 O 6 is higher and clearer in the diffraction pattern obtained from the sample.
The inclusion composition can be quantitatively analyzed by using an EPMA apparatus installed in an electron microscope.
以下に、実施例および比較例に基づいて本発明を詳細に説明する。 Hereinafter, the present invention will be described in detail based on examples and comparative examples.
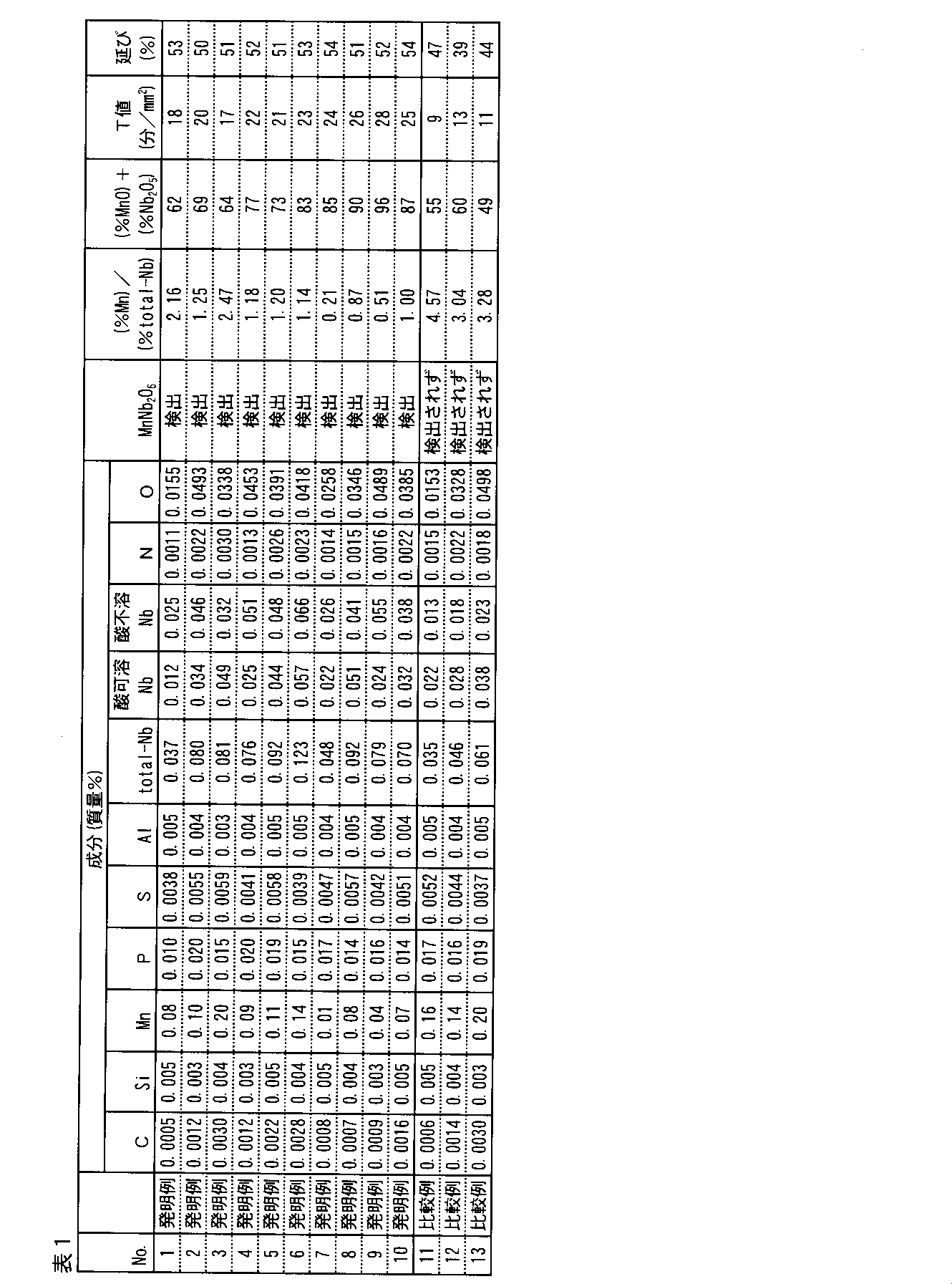
表1に示す成分の鋼板の製造方法について示す。まず、転炉で脱炭精錬した溶鋼300tをRH式真空脱ガス装置で、炭素を0.003%以下まで脱炭した。次に、Alを添加して予備脱酸し、Nb以外の成分を調整した後、最後にフェロニオブを添加しNb濃度を調整した。この溶鋼を連続鋳造機で鋳造し、幅1200mm、厚さ250mmの鋳片とし、ガス切断し、1コイル単位とした。こうして得られた鋳片から、以下の工程を経て、1.2mm厚の鋼板を作成した。すなわち、鋳片を1130〜1150℃に加熱した後、仕上温度925〜975℃で、4.0mmまで熱間圧延し、730〜770℃で巻き取った。次に、1.2mmまで冷間圧延(圧下率70%)した後、730〜770℃で連続焼鈍を行い、圧下率1.0%で調質圧延した。 It shows about the manufacturing method of the steel plate of the component shown in Table 1. First, 300 t of molten steel decarburized and refined in a converter was decarburized to 0.003% or less using an RH vacuum degasser. Next, Al was added for preliminary deoxidation to adjust components other than Nb, and finally ferroniobium was added to adjust the Nb concentration. This molten steel was cast by a continuous casting machine to obtain a cast piece having a width of 1200 mm and a thickness of 250 mm, and gas cutting to obtain one coil unit. From the slab thus obtained, a 1.2 mm thick steel plate was prepared through the following steps. That is, the slab was heated to 1130 to 1150 ° C., then hot-rolled to 4.0 mm at a finishing temperature of 925 to 975 ° C., and wound at 730 to 770 ° C. Next, after cold-rolling to 1.2 mm (reduction rate 70%), continuous annealing was performed at 730 to 770 ° C., and temper rolling was performed at a reduction rate of 1.0%.
こうして作成した鋼板から試料を採取し、水素トラップ能、介在物中のMnNb2O6の有無、介在物組成、加工性を評価した。水素トラップ能は、電気化学的水素透過試験法でT値を測定した。鋼板の幅方向の3ヶ所からT値測定試料を採取し、その平均値を求めた。評価基準は、3ヶ所のT値の平均が17以上である場合に合格とした。T値は高いほど好ましい。介在物中のMnNb2O6の有無は、鋼板を電解して採取した電解残さの結晶構造をX線回折法で調査した。MnNb2O6の回折パターンが検出された場合を合格とした。介在物組成は、鋼板表面を研磨した後、走査型電子顕微鏡で介在物を観察し、電子顕微鏡に付属するEPMA装置によって定量分析した。観察対象は、長径1μm以上の介在物を20個とし、平均組成を次に述べる方法で算出した。ちなみに、介在物を20個としたのは、充分に信頼性が得られることを、本発明者が既に知見していることに基いている。
酸化物構成元素として、主にMn、Nb、Al、Si、Oが検出されるが、一部、耐火物などから混入したと考えられる他成分が検出される場合もあった。Sが検出された場合はMnSであると見なした。上記元素の定量分析結果を酸化物組成として、MnO、Nb2O5、Al2O3、SiO2などに換算し、MnSを除いて酸化物系介在物組成を算出した。加工性は引張試験をJIS5号試験片を用いて行った。評価基準は、延び量が50%以上を合格とした。最後に、鋼板に釉薬を塗り、850℃で焼成し、爪飛びの発生状況を評価した。
Samples were collected from the steel plates thus prepared, and the hydrogen trap ability, the presence or absence of MnNb 2 O 6 in the inclusions, the inclusion composition, and the workability were evaluated. For the hydrogen trapping ability, the T value was measured by an electrochemical hydrogen permeation test method. T-value measurement samples were collected from three locations in the width direction of the steel plate, and the average value was obtained. The evaluation standard was determined to be acceptable when the average of T values at three locations was 17 or more. A higher T value is preferable. The presence or absence of MnNb 2 O 6 in the inclusion was examined by X-ray diffraction method for the crystal structure of the electrolytic residue collected by electrolyzing the steel sheet. The case where the diffraction pattern of MnNb 2 O 6 was detected was regarded as acceptable. The inclusion composition was analyzed by an EPMA apparatus attached to the electron microscope after observing the inclusion with a scanning electron microscope after polishing the steel plate surface. The observation target was 20 inclusions having a major axis of 1 μm or more, and the average composition was calculated by the method described below. Incidentally, the 20 inclusions are based on the fact that the present inventor has already found that sufficient reliability can be obtained.
Mn, Nb, Al, Si, and O are mainly detected as oxide constituent elements, but other components that are considered to be mixed in part from refractory materials may be detected. When S was detected, it was considered as MnS. Quantitative analysis results of the above elements were converted to MnO, Nb 2 O 5 , Al 2 O 3 , SiO 2 and the like as oxide compositions, and oxide inclusion compositions were calculated by removing MnS. For workability, a tensile test was performed using a JIS No. 5 test piece. As the evaluation criteria, an extension amount of 50% or more was regarded as acceptable. Finally, the steel sheet was coated with glaze and fired at 850 ° C. to evaluate the occurrence of nail skipping.
表1に鋼板の成分値を示す。試料No.1から10が本発明例であり、No.11から13は比較例である。比較例では、介在物からMnNb2O6は検出されなかった。T値の平均は15以下であり、水素透過能は従来なみであった。焼成後のほうろう層には、長さ2mm以上の爪飛びが鋼板1m当たり2個以上発生した。 Table 1 shows the component values of the steel sheet. Sample No. 1 to 10 are examples of the present invention. 11 to 13 are comparative examples. In the comparative example, MnNb 2 O 6 was not detected from the inclusions. The average T value was 15 or less, and the hydrogen permeability was the same as before. In the enamel layer after firing, two or more nail jumps having a length of 2 mm or more occurred per 1 m of the steel plate.
一方、本発明例のNo.1から10では、MnNb2O6が検出され、T値の平均値は17以上を示しており、水素透過能は良好であった。No.2と3の鋼板では、各部位のT値は3枚とも平均値±1の範囲内で安定していたが、No.1では平均値±1.5の範囲であった。No.1の鋼板では、MnNb2O6を質量比で50%以上含有する介在物の個数比率が45%にとどまったが、No.2と3はそれぞれ50%、55%であった。伸びの値は50%以上であり、加工性も合格であった。焼成後のほうろう層の爪飛び性も良好であり、No.1から3では、長さ1mm以下の爪飛びが鋼板1m当たり1ヶ所発生したにとどまった。 On the other hand, no. In 1 to 10, MnNb 2 O 6 was detected, the average value of T values was 17 or more, and the hydrogen permeability was good. No. In the steel sheets of Nos. 2 and 3, the T value of each part was stable within an average value of ± 1. 1, the average value was within the range of ± 1.5. No. In the steel plate No. 1, the number ratio of inclusions containing 50% or more of MnNb 2 O 6 by mass ratio remained at 45%. 2 and 3 were 50% and 55%, respectively. The elongation value was 50% or more, and the workability was also acceptable. The nail skipping property of the enamel layer after firing is also good. In Nos. 1 to 3, only one nail jump of 1 mm or less occurred per 1 m of the steel plate.
本発明例のうち、No.3から10は、(%Mn)/(%t−Nb)が1.2以下であるため、介在物周辺や内部に空隙が形成されやすくなり、各試料のT値の平均は21以上とより良好であった。部位によるT値の変動も少なく、No.3から10の全ての試料で、各部位のT値は平均値±1以内で安定していた。MnNb2O6を質量比で50%以上含有する介在物の個数比率は50%から100%であった。焼成後のほうろう層の爪飛び性はさらに良好で、点状の欠陥が鋼板1m当たり1ヶ所発生したのみであった。 Among the examples of the present invention, no. 3 to 10, since (% Mn) / (% t-Nb) is 1.2 or less, voids are likely to be formed around and inside the inclusions, and the average T value of each sample is 21 or more. It was good. There is little variation in T value depending on the part. In all the samples from 3 to 10, the T value of each part was stable within an average value ± 1. The number ratio of inclusions containing 50% or more of MnNb 2 O 6 by mass ratio was 50% to 100%. The nail skipping property of the enamel layer after firing was even better, and only one spot-like defect occurred per 1 m of the steel plate.
さらに、本発明例のNo.7から10は、介在物の平均組成で、(%MnO)+(%Nb2O5)が85%以上であり、MnOやNb2O5以外の酸化物量が少なかった。このため、介在物周辺や内部に空隙が一層形成され、T値の平均は24以上と非常に良好であった。焼成後のほうろう層には欠陥が全く発生しなかった。 Furthermore, No. of this invention example. 7 to 10 were the average composition of inclusions, and (% MnO) + (% Nb 2 O 5 ) was 85% or more, and the amount of oxides other than MnO and Nb 2 O 5 was small. For this reason, one layer of voids was formed around and inside the inclusions, and the average T value was very good at 24 or more. No defects occurred in the enamel layer after firing.
Claims (3)
C:0.0005〜0.0030%、
Si:0.05%以下、
Mn:0.01〜0.2%、
P:0.02%以下、
S:0.006%以下、
Al:0.005%以下、
N:0.001〜0.003%、
O:0.015〜0.05%、
酸不溶Nb:0.025%以上
酸可溶Nb:93/12×(%C)+93/14×(%N)以上であり、かつ、93/12×(%C)+93/14×(%N)+0.040以下、
残部がFeおよび不可避的不純物からなる鋼板であり、
この鋼板中に、MnNb2O6の結晶構造を有する長径1μm以上の介在物を存在させたことを特徴とする、耐爪飛び性に優れたほうろう用鋼板。 % By mass
C: 0.0005 to 0.0030%,
Si: 0.05% or less,
Mn: 0.01 to 0.2%,
P: 0.02% or less,
S: 0.006% or less,
Al: 0.005% or less,
N: 0.001 to 0.003%,
O: 0.015-0.05%
Acid insoluble Nb: 0.025% or more Acid soluble Nb: 93/12 × (% C) + 93/14 × (% N) or more and 93/12 × (% C) + 93/14 × (% N) +0.040 or less,
The balance is a steel plate made of Fe and inevitable impurities,
A steel plate for enamel having excellent nail flying resistance, characterized in that inclusions having a major axis of 1 μm or more having a crystal structure of MnNb 2 O 6 are present in this steel plate.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008207256A JP5114749B2 (en) | 2008-08-11 | 2008-08-11 | Steel plate for enamel with excellent resistance to jumping nails |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008207256A JP5114749B2 (en) | 2008-08-11 | 2008-08-11 | Steel plate for enamel with excellent resistance to jumping nails |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010043312A true JP2010043312A (en) | 2010-02-25 |
| JP5114749B2 JP5114749B2 (en) | 2013-01-09 |
Family
ID=42014912
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008207256A Active JP5114749B2 (en) | 2008-08-11 | 2008-08-11 | Steel plate for enamel with excellent resistance to jumping nails |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5114749B2 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105316571A (en) * | 2015-11-20 | 2016-02-10 | 常熟市永达化工设备厂 | Fishscaling-resistant steel for enamels |
| CN111826591A (en) * | 2020-06-18 | 2020-10-27 | 包头钢铁(集团)有限责任公司 | Fatigue-resistant enamel steel for water heater liner and preparation process thereof |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05331593A (en) * | 1992-05-27 | 1993-12-14 | Kawasaki Steel Corp | Hot rolled steel plate for porcelain enameling increasing strength after firing of porcelain enameling and its production |
| JP2001316760A (en) * | 2000-05-02 | 2001-11-16 | Sumitomo Metal Ind Ltd | Steel sheet for enameling excellent in fish-scale resistance, adhesion and workability and its producing method |
| JP2002249850A (en) * | 2000-12-22 | 2002-09-06 | Nippon Steel Corp | Continuously cast steel sheet for enameling having excellent workability, adhesion for enamel, bubble-black point resistance and fishscale resistance and production method therefor |
| JP2005510624A (en) * | 2001-10-29 | 2005-04-21 | 新日本製鐵株式会社 | Steel plate for enamel excellent in workability and resistance to tearing and method for producing the same |
| WO2007055400A1 (en) * | 2005-11-09 | 2007-05-18 | Nippon Steel Corporation | Steel sheet for continuous cast enameling with highly excellent unsusceptibility to fishscaling and process for producing the same |
| WO2008038474A1 (en) * | 2006-09-27 | 2008-04-03 | Nippon Steel Corporation | Enameling steel sheet highly excellent in unsusceptibility to fishscaling and process for producing the same |
-
2008
- 2008-08-11 JP JP2008207256A patent/JP5114749B2/en active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05331593A (en) * | 1992-05-27 | 1993-12-14 | Kawasaki Steel Corp | Hot rolled steel plate for porcelain enameling increasing strength after firing of porcelain enameling and its production |
| JP2001316760A (en) * | 2000-05-02 | 2001-11-16 | Sumitomo Metal Ind Ltd | Steel sheet for enameling excellent in fish-scale resistance, adhesion and workability and its producing method |
| JP2002249850A (en) * | 2000-12-22 | 2002-09-06 | Nippon Steel Corp | Continuously cast steel sheet for enameling having excellent workability, adhesion for enamel, bubble-black point resistance and fishscale resistance and production method therefor |
| JP2005510624A (en) * | 2001-10-29 | 2005-04-21 | 新日本製鐵株式会社 | Steel plate for enamel excellent in workability and resistance to tearing and method for producing the same |
| WO2007055400A1 (en) * | 2005-11-09 | 2007-05-18 | Nippon Steel Corporation | Steel sheet for continuous cast enameling with highly excellent unsusceptibility to fishscaling and process for producing the same |
| WO2008038474A1 (en) * | 2006-09-27 | 2008-04-03 | Nippon Steel Corporation | Enameling steel sheet highly excellent in unsusceptibility to fishscaling and process for producing the same |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105316571A (en) * | 2015-11-20 | 2016-02-10 | 常熟市永达化工设备厂 | Fishscaling-resistant steel for enamels |
| CN111826591A (en) * | 2020-06-18 | 2020-10-27 | 包头钢铁(集团)有限责任公司 | Fatigue-resistant enamel steel for water heater liner and preparation process thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5114749B2 (en) | 2013-01-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102092492B1 (en) | High-strength steel sheet, high-strength galvanized steel sheet and methods for manufacturing the same | |
| KR100983148B1 (en) | Steel material having excellent haz toughness and manufacturing method of the same | |
| RU2573154C2 (en) | High-strength steel plate with excellent impact strength, and method of its manufacturing, and high-strength galvanised steel plate, and method of its manufacturing | |
| EP2808413B1 (en) | High-strength hot-rolled steel sheet and method for producing same | |
| JP6926772B2 (en) | Steel plate | |
| JP4825057B2 (en) | Steel with excellent toughness of weld heat affected zone and its manufacturing method | |
| JP5231042B2 (en) | Steel material excellent in toughness of weld heat-affected zone and method for producing the same | |
| JP6115691B1 (en) | Steel plate and enamel products | |
| JP6926774B2 (en) | Steel plate and steel plate manufacturing method | |
| JP4673343B2 (en) | Stainless steel sheet excellent in corrosion resistance, weldability and surface properties and method for producing the same | |
| JP4515430B2 (en) | Steel with excellent toughness and base metal toughness of weld heat affected zone and its manufacturing method | |
| WO2017168958A1 (en) | Thin steel sheet, plated steel sheet, method for producing hot-rolled steel sheet, method for producing cold-rolled full hard steel sheet, method for producing thin steel sheet, and method for producing plated steel sheet | |
| EP1688510B1 (en) | Thin steel sheet excelling in surface property, moldability and workability and process for producing the same | |
| JP5482162B2 (en) | High-strength hot-rolled steel sheet having excellent elongation and stretch flange characteristics and a tensile strength of 780 MPa or more, and a method for producing the same | |
| JP4324226B1 (en) | High-strength cold-rolled steel sheet with excellent yield stress, elongation and stretch flangeability | |
| JP4950529B2 (en) | Steel with excellent toughness and base metal toughness of weld heat affected zone and its manufacturing method | |
| JP5234951B2 (en) | Steel material excellent in toughness of weld heat-affected zone and base metal low-temperature toughness, and method for producing the same | |
| JP5576640B2 (en) | Steel with excellent toughness in weld heat affected zone | |
| JP2012188747A (en) | Forged steel material for nuclear power generation devices, and welded structure for nuclear power generation devices | |
| JP5114749B2 (en) | Steel plate for enamel with excellent resistance to jumping nails | |
| JP5234952B2 (en) | Low yield ratio steel material excellent in toughness of weld heat affected zone, and method for producing the same | |
| JP2005232515A (en) | Thick steel plate having excellent high heat input welded join toughness | |
| JP2004315925A (en) | Low yield ratio high strength steel having excellent toughness and weldability | |
| JP4268559B2 (en) | High strength steel plate with excellent stretch flangeability | |
| JP7230454B2 (en) | Steel materials for seamless steel pipes |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100810 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120627 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120703 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120824 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20120911 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20120924 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5114749 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20151026 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |