JP2010042778A - 鉄道車両用台車 - Google Patents
鉄道車両用台車 Download PDFInfo
- Publication number
- JP2010042778A JP2010042778A JP2008209578A JP2008209578A JP2010042778A JP 2010042778 A JP2010042778 A JP 2010042778A JP 2008209578 A JP2008209578 A JP 2008209578A JP 2008209578 A JP2008209578 A JP 2008209578A JP 2010042778 A JP2010042778 A JP 2010042778A
- Authority
- JP
- Japan
- Prior art keywords
- side beam
- bogie
- plate
- spring cap
- rail
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images






Landscapes
- Springs (AREA)
- Vehicle Body Suspensions (AREA)
Abstract
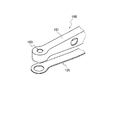
【解決手段】側梁1が、一枚の板素材からプレス加工によって得られたコの字断面の側梁本体21に対し板部材22,23を溶接して形成されたものであり、平面形状が、枕木方向に一定幅の直線部分201と、バネ帽部8にかけて徐々に幅を広くした幅広部分202とを有し、側面形状が、背を高くした中央部分203と、背を徐々に低くして中央部分203から上方に傾斜した傾斜部分204と、背が低く中央部分203よりも高い位置に存在するバネ帽部分205とを有し、直線部分201から幅広部分202へと切り替わる拡張部211が、傾斜部分204からバネ帽部分205へと切り替わるグースネック部210よりもレール方向に見て中央部分203寄りに位置する鉄道車両用台車1。
【選択図】 図3
Description
側梁100は、下方に開口した断面コの字形の側梁本体101に対し、その開口部を塞ぐように下板105が溶接されている。側梁本体101は1枚の板素材をプレス加工して形成され、その開口部形状に切り出された下板105が当てられて側梁100が構成される。側梁部材101の長手方向両端は、プレス深さを大きくして円筒形状のバネ帽部103が形成されている。そして、側梁部材101の内面には複数の補強部材110があり、側梁部材101とバネ帽部103との境界部分に補強部材111が設けられている。
また、本発明の鉄道車両用台車は、前記側梁の板部材が、コの字断面の前記側梁本体の縁形状に沿って1本の溶接線で接合可能な形状で形成されたものであることが好ましい。
また、本発明の鉄道車両用台車は、前記側梁には、前記グースネック部を挟んで内部補強板が溶接されたものであることが好ましい。
また、本発明の鉄道車両用台車は、前記側梁本体が、板素材に対して加熱かつ外力を加えることにより板厚をレール方向に変化させ、前記直線部分の板厚が薄く、前記幅広部分の板厚が厚いものとし、当該板厚の変化した板素材がプレス加工されたものであることが好ましい。
本実施形態の側梁2は、断面がコの字の側梁本体21と、下方に開口した側梁本体21の開口部を塞ぐ下板22と、レールに沿った長手方向の端部を塞ぐ端部板23とが溶接され、一本の部材として構成されている。
こうした台車1を構成する側梁2はグースネック部210が存在するが、その位置を拡張部211と重ならないようにして幅広部分202の途中に位置するようにしたので、応力集中による変形を防止して剛性を保つことができるようになった。
ところで、前記実施形態では、この端部板23を側梁2を構成する1部品としたが、延長した下板22の端部を折り曲げて一体に形成したものとしてもよい。すなわち、側梁本体21と、その縁形状に沿って1本の溶接線で溶接できるように加工した下板との2部品で側梁2を構成するようにする。これによれば、部品点数を減らすことができ、自動ロボット溶接化する際にも複雑な位置決めや段取りが必要なくなり、製造効率の向上を図ることが可能になる。
2 側梁
3 横梁
5 車輪
10 台車枠
21 側梁本体
22 下板
23 端部板
201 直線部分
202 幅広部分
203 中央部分
204 傾斜部分
205 バネ帽部分
210 グースネック部
211 拡張部
Claims (6)
- レールに沿って配置された左右の側梁に対して枕木方向に配置された横梁が接合され、その横梁に対して装置や配線など所定の台車構成要素が取り付けられた鉄道車両用台車において、
前記側梁は、一枚の板素材からプレス加工によって得られたコの字断面の側梁本体に対し板部材を溶接して形成されたものであり、
平面形状が、枕木方向に一定幅の直線部分と、バネ帽部にかけて徐々に幅を広くした幅広部分とを有し、
側面形状が、背を高くした中央部分と、背を徐々に低くして前記中央部分から上方に傾斜した傾斜部分と、背が低く前記中央部分よりも高い位置に存在するバネ帽部分とを有し、
前記直線部分から前記幅広部分へと切り替わる拡張部が、前記傾斜部分から前記バネ帽部分へと切り替わるグースネック部よりもレール方向に見て前記中央部分寄りに位置するものであることを特徴とする鉄道車両用台車。 - 請求項1に記載する鉄道車両用台車において、
前記側梁は、前記側梁本体がコの字断面の開口部を上側にして形成され、前記板部材が、前記側梁の上面となるように溶接されたものであることを特徴とする鉄道車両用台車。 - 請求項1又は請求項2に記載する鉄道車両用台車において、
前記側梁は、前記板部材が、コの字断面の前記側梁本体の縁形状に沿って1本の溶接線で接合可能な形状で形成されたものであることを特徴とする鉄道車両用台車。 - 請求項1乃至請求項3のいずれかに記載する鉄道車両用台車において、
前記側梁には、前記グースネック部を挟んで内部補強板が溶接されたものであることを特徴とする鉄道車両用台車。 - 請求項1乃至請求項4のいずれかに記載する鉄道車両用台車において、
前記側梁は、レール方向両端部が最大幅であることを特徴とする鉄道車両用台車。 - 請求項1乃至請求項5のいずれかに記載する鉄道車両用台車において、
前記側梁本体は、板素材に対して加熱かつ外力を加えることにより板厚をレール方向に変化させ、前記直線部分の板厚が薄く、前記幅広部分の板厚が厚いものとし、当該板厚の変化した板素材がプレス加工されたものであることを特徴とする鉄道車両用台車。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008209578A JP4567774B2 (ja) | 2008-08-18 | 2008-08-18 | 鉄道車両用台車 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008209578A JP4567774B2 (ja) | 2008-08-18 | 2008-08-18 | 鉄道車両用台車 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010042778A true JP2010042778A (ja) | 2010-02-25 |
| JP4567774B2 JP4567774B2 (ja) | 2010-10-20 |
Family
ID=42014523
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008209578A Active JP4567774B2 (ja) | 2008-08-18 | 2008-08-18 | 鉄道車両用台車 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4567774B2 (ja) |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4889831B2 (ja) * | 2010-02-15 | 2012-03-07 | 日本車輌製造株式会社 | 鉄道車両用台車枠 |
| JP2013166507A (ja) * | 2012-02-16 | 2013-08-29 | East Japan Railway Co | 鉄道車両用台車枠 |
| JP2013166508A (ja) * | 2012-02-16 | 2013-08-29 | East Japan Railway Co | 鉄道車両用台車枠の製造方法 |
| KR20170087932A (ko) * | 2014-12-17 | 2017-07-31 | 카와사키 주코교 카부시키 카이샤 | 철도차량용 대차 |
| JP2019130982A (ja) * | 2018-01-30 | 2019-08-08 | 日本車輌製造株式会社 | 鉄道車両用台車 |
| CN114670884A (zh) * | 2022-03-24 | 2022-06-28 | 中车青岛四方机车车辆股份有限公司 | 一种径向转向架及轨道车辆 |
| CN116513254A (zh) * | 2023-04-12 | 2023-08-01 | 中车唐山机车车辆有限公司 | 一种动力转向架及轨道车辆 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103770803B (zh) * | 2012-10-26 | 2016-06-29 | 中车青岛四方机车车辆股份有限公司 | 轨道车辆拖车转向架构架 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5253315A (en) * | 1975-10-24 | 1977-04-28 | Hitachi Ltd | Side beam of railway car truck frame |
| JPS5442210U (ja) * | 1977-08-30 | 1979-03-22 | ||
| JPS5485606U (ja) * | 1977-11-30 | 1979-06-18 | ||
| JPS59142164U (ja) * | 1983-03-14 | 1984-09-22 | 住友金属工業株式会社 | 低床式鉄道車両用台車 |
| JPH07329779A (ja) * | 1994-05-30 | 1995-12-19 | Gec Alsthom Transport Sa | 台車枠 |
| JP2001048019A (ja) * | 1999-08-11 | 2001-02-20 | Kawasaki Heavy Ind Ltd | リニアモータを用いた鉄道車両用台車 |
| JP2001080512A (ja) * | 1999-09-09 | 2001-03-27 | Hitachi Ltd | 鉄道車両の台車枠 |
| JP2008055952A (ja) * | 2006-08-29 | 2008-03-13 | Tokyu Car Corp | 鉄道車両台車用の構造物及びその製造方法 |
| JP2008149913A (ja) * | 2006-12-18 | 2008-07-03 | Tokyu Car Corp | 鉄道車両台車用の構造物及びその製造方法 |
-
2008
- 2008-08-18 JP JP2008209578A patent/JP4567774B2/ja active Active
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5253315A (en) * | 1975-10-24 | 1977-04-28 | Hitachi Ltd | Side beam of railway car truck frame |
| JPS5442210U (ja) * | 1977-08-30 | 1979-03-22 | ||
| JPS5485606U (ja) * | 1977-11-30 | 1979-06-18 | ||
| JPS59142164U (ja) * | 1983-03-14 | 1984-09-22 | 住友金属工業株式会社 | 低床式鉄道車両用台車 |
| JPH07329779A (ja) * | 1994-05-30 | 1995-12-19 | Gec Alsthom Transport Sa | 台車枠 |
| JP2001048019A (ja) * | 1999-08-11 | 2001-02-20 | Kawasaki Heavy Ind Ltd | リニアモータを用いた鉄道車両用台車 |
| JP2001080512A (ja) * | 1999-09-09 | 2001-03-27 | Hitachi Ltd | 鉄道車両の台車枠 |
| JP2008055952A (ja) * | 2006-08-29 | 2008-03-13 | Tokyu Car Corp | 鉄道車両台車用の構造物及びその製造方法 |
| JP2008149913A (ja) * | 2006-12-18 | 2008-07-03 | Tokyu Car Corp | 鉄道車両台車用の構造物及びその製造方法 |
Cited By (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4889831B2 (ja) * | 2010-02-15 | 2012-03-07 | 日本車輌製造株式会社 | 鉄道車両用台車枠 |
| JP2013166507A (ja) * | 2012-02-16 | 2013-08-29 | East Japan Railway Co | 鉄道車両用台車枠 |
| JP2013166508A (ja) * | 2012-02-16 | 2013-08-29 | East Japan Railway Co | 鉄道車両用台車枠の製造方法 |
| US10035524B2 (en) | 2014-12-17 | 2018-07-31 | Kawasaki Jukogyo Kabushiki Kaisha | Bogie for railcar |
| CN107074254A (zh) * | 2014-12-17 | 2017-08-18 | 川崎重工业株式会社 | 铁道车辆用转向架 |
| KR101867446B1 (ko) * | 2014-12-17 | 2018-07-19 | 카와사키 주코교 카부시키 카이샤 | 철도차량용 대차 |
| KR20170087932A (ko) * | 2014-12-17 | 2017-07-31 | 카와사키 주코교 카부시키 카이샤 | 철도차량용 대차 |
| CN107074254B (zh) * | 2014-12-17 | 2018-10-12 | 川崎重工业株式会社 | 铁道车辆用转向架 |
| JP2019130982A (ja) * | 2018-01-30 | 2019-08-08 | 日本車輌製造株式会社 | 鉄道車両用台車 |
| JP7009032B2 (ja) | 2018-01-30 | 2022-01-25 | 日本車輌製造株式会社 | 鉄道車両用台車 |
| CN114670884A (zh) * | 2022-03-24 | 2022-06-28 | 中车青岛四方机车车辆股份有限公司 | 一种径向转向架及轨道车辆 |
| CN114670884B (zh) * | 2022-03-24 | 2023-11-17 | 中车青岛四方机车车辆股份有限公司 | 一种径向转向架及轨道车辆 |
| CN116513254A (zh) * | 2023-04-12 | 2023-08-01 | 中车唐山机车车辆有限公司 | 一种动力转向架及轨道车辆 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4567774B2 (ja) | 2010-10-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4567774B2 (ja) | 鉄道車両用台車 | |
| JP4889831B2 (ja) | 鉄道車両用台車枠 | |
| JP4685921B2 (ja) | 鉄道車両用台車 | |
| KR101707342B1 (ko) | 철도 차량의 대차 프레임 | |
| JP6881326B2 (ja) | 下部車体構造 | |
| JP5899913B2 (ja) | 鉄道車両用台車枠及び製造方法、並びにその台車枠を備えた台車 | |
| JP5945137B2 (ja) | モノレール車両 | |
| JP6564300B2 (ja) | 鉄道車両用台車枠 | |
| JP7056481B2 (ja) | 車体のクロスメンバおよびクロスメンバの製造方法 | |
| JP5976119B2 (ja) | 車両構体 | |
| US11247732B2 (en) | Suspension support bracket and method for manufacturing suspension support bracket | |
| JP6356342B2 (ja) | 軌条車両 | |
| US12337880B2 (en) | Railroad vehicle | |
| WO2013157464A1 (ja) | 軌条車両構体 | |
| JP5176669B2 (ja) | 車両のルーフ構造 | |
| JP2006240482A (ja) | 鉄道車両の車体 | |
| JP4932688B2 (ja) | 自動車車体用ルーフ補強材 | |
| CN205601848U (zh) | 侧梁以及具有该侧梁的轨道列车 | |
| CN107264563A (zh) | 构架以及具有该构架的轨道列车 | |
| JP2006143043A (ja) | 貫通路が備える渡り板及び鉄道車両 | |
| JP2014037212A (ja) | 鉄道車両用台車 | |
| WO2017029721A1 (ja) | 鉄道車両用台車 | |
| CN205652143U (zh) | 构架以及具有该构架的轨道列车 | |
| KR200264607Y1 (ko) | 철도 화차의 용접대차용 마모판 | |
| JP2019199114A (ja) | 台車用カバー |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100310 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20100310 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20100325 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100413 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100512 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20100608 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100707 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20100727 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20100805 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 Ref document number: 4567774 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130813 Year of fee payment: 3 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |