JP2010038892A - 長尺円筒部材の真直度計測治具とその計測方法 - Google Patents
長尺円筒部材の真直度計測治具とその計測方法 Download PDFInfo
- Publication number
- JP2010038892A JP2010038892A JP2008205901A JP2008205901A JP2010038892A JP 2010038892 A JP2010038892 A JP 2010038892A JP 2008205901 A JP2008205901 A JP 2008205901A JP 2008205901 A JP2008205901 A JP 2008205901A JP 2010038892 A JP2010038892 A JP 2010038892A
- Authority
- JP
- Japan
- Prior art keywords
- cylindrical member
- long cylindrical
- jig
- straightness
- measuring
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000691 measurement method Methods 0.000 title abstract 2
- 238000005259 measurement Methods 0.000 claims abstract description 58
- 238000006073 displacement reaction Methods 0.000 claims abstract description 42
- 238000000034 method Methods 0.000 claims description 9
- 238000010586 diagram Methods 0.000 description 7
- 230000007704 transition Effects 0.000 description 4
- 238000003754 machining Methods 0.000 description 3
- 230000002093 peripheral effect Effects 0.000 description 3
- 125000006850 spacer group Chemical group 0.000 description 2
- 238000005452 bending Methods 0.000 description 1
- 230000009977 dual effect Effects 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images



Landscapes
- Length Measuring Devices With Unspecified Measuring Means (AREA)
Abstract
【解決手段】真直度計測治具10は、治具本体12と水準器18からなる。治具本体12の下面12aは求心構造13を有し、求心構造により治具本体を長尺円筒部材1の外径上部又は内径下部に水平を保持して載せると、長尺円筒部材の中心軸Z−Zから同一高さ及び同一向きの「求心位置」を維持する。さらに、治具本体12は、オートレベル又はトランシットでピッチングを計測可能な上下方向の高さ変位計測目盛20Aと、トランシットでヨーイングを計測可能な幅方向の幅変位計測目盛20Bとを備える。
【選択図】図2
Description
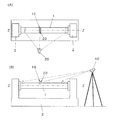
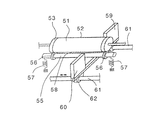
そのため、特許文献1の装置は、図8に示すように、感光層未形成部53に対応する位置に回転スペーサー56が嵌め込まれている真直度基準体5に感光ドラム1を回転スペーサー56を介して互いの中心軸が平行になるようにバネ57で押しつけ、微小間隙58にレーザー光を垂直に投射するレーザー光発光部59と微小間隙58を通過したレーザー光を受けるレーザー光受光部60を一体として装着された移動台62を真直度基準体55に平行なガイドレール61に沿って移動させて微小間隙58をレーザー光で走査し、感光ドラム1の外形の真直度に応じて変わる間隙幅を微小間隙58を通過したレーザー光量の変化量により検知して真直度を求めるものである。なお、この図で52は感光層である。
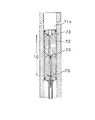
そのため、特許文献2の装置は、図9に示すように、ストレートゲージ72の外周面に変位計73を取り付け、ストレードゲージ72をシリンダの深穴71aに挿入して変位計73によりストレートゲージ72の外周面と深穴71aの内周面との隙間分布を求め、ストレートゲージ72のゲージ長Lgあたりの深穴71aの真直度を求め、深穴71aの真直度を直接的に測定し、ストレートゲージ72を深穴71aの軸方向に移動させることでゲージ長Lgあたりの深穴71aの真直度を連続して求めるものである。
かかる長尺円筒部材は、ワーク(例えば、シリンダーライナやロングシャフト)の内面を加工するための加工装置(例えば中ぐり盤)に両端を支持して水平に取り付けられ、この長尺円筒部材に取り付けた加工工具(例えばバイト)を水平に移動しながら、ワークをその軸中心に回転させて、ワークの内面を加工するために用いられる。
しかし、従来は、長さが2mを超える長尺円筒部材の真直度を高精度に計測する手段がなかった。
治具本体と、該治具本体に取り付けられその傾きを水平に保持するための水準器とからなり、
前記治具本体の下面は求心構造を有し、該求心構造により治具本体を長尺円筒部材の外径上部又は内径下部に水平を保持して載せると、長尺円筒部材の中心軸から同一高さ及び同一向きの求心位置を維持するようになっており、
さらに、治具本体は、オートレベル又はトランシットでピッチングを計測可能な上下方向の高さ変位計測目盛と、トランシットでヨーイングを計測可能な幅方向の幅変位計測目盛とを備える、ことを特徴とする長尺円筒部材の真直度計測治具が提供される。
治具本体の前面及び/又は後面は、前記求心位置において、円筒部材の軸心に対し垂直であり、
治具本体の右側面及び/又は左側面は、前記求心位置において、円筒部材の軸心と平行かつ鉛直であり、
前記高さ変位計測目盛は、前記前面、後面、右側面又は左側面の少なくとも1つに設けられ、
前記幅変位計測目盛は、前記前面、後面、又は上面の少なくとも1つに設けられる。
求心構造を有し、該求心構造により治具本体を長尺円筒部材の外径上部又は内径下部に水平を保持して載せると、長尺円筒部材の中心軸から同一高さ及び同一向きの求心位置を維持するようになっている治具本体の下面を、長尺円筒部材の外径上部又は内径下部に載せ、
前記治具本体を、水準器を用いて水平に調整し、
前記治具本体に設けられた上下方向の高さ変位計測目盛を、離れた位置からオートレベル又はトランシットで観察して治具本体のピッチングを計測し、
前記治具本体に設けられた幅方向の幅変位計測目盛を、離れた位置からトランシットで観察して治具本体のヨーイングを計測する、ことを特徴とする長尺円筒部材の真直度計測方法が提供される。
また、幅方向の幅変位計測目盛が治具本体に設けられているので、これをトランシットで観察することにより、所定の幅方向位置に対する治具本体の幅方向位置、すなわち長尺円筒部材の軸心のヨーイングを計測することができる。
また、2はこの長尺円筒部材1を用いてワーク(図示せず)の内面を加工するための加工装置であり、長尺円筒部材1の両端で水平に支持している。
この状態において、長尺円筒部材1の中心軸Z−Zは、水平軸であるが、軸心に曲がりがある場合、曲がりのない仮想上の中心軸(以下、「仮想中心軸」と呼ぶ)に対して上下方向と幅方向にわずかにずれている可能性がある。以下、仮想中心軸に対する上下方向の変位を「ピッチング」、仮想中心軸に対する幅方向の変位を「ヨーイング」と呼ぶ。
オートレベル30とトランシット40は、望遠鏡と水平目盛盤及び/又は鉛直目盛盤または十字線を備えており、離れた位置から対象物の特定の位置(例えば後述する計測目盛)を観測することにより、水平目盛盤及び/又は鉛直目盛盤または十字線を仮想中心軸としてこれに対する上下方向の変位と幅方向の変位を計測することができるようになっている。
また、この状態において、図1(B)に示すように、加工装置2から離れた位置からオートレベル30又はトランシット40を用いて真直度計測治具10の特定の位置(例えば後述する計測目盛)を観測することにより、真直度計測治具10の仮想中心軸に対する幅方向の変位(すなわちヨーイング)を、鉛直目盛盤を用いて計測することができる。
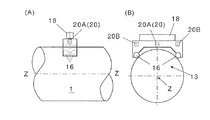
この図において、本発明の真直度計測治具10は、治具本体12、水準器18、及び計測目盛20からなる。
治具本体12の下面12aは求心構造13を有し、この求心構造13により治具本体12を長尺円筒部材1の外径上部に水平を保持して載せると、長尺円筒部材1の中心軸Z−Zから同一高さ及び同一向きの「求心位置」を維持するようになっている。
この例で、求心構造13は、長尺円筒部材1の外面に2つの直交平面14が接するV溝である。すなわち、2つの直交平面14はその間に90°の相対角度を有しており、長尺円筒部材1の外面に接する状態において、その中心軸が長尺円筒部材1の中心軸Z−Zを通るように位置する。
従って、この位置において、2つの直交平面14の中心軸に対して直交する上面12bが、水平となる治具本体12の位置を「求心位置」と呼ぶ。
なお、水準器18は、この構成に限定されず、治具本体12の上面12bの中心軸Z−Z方向の傾きを同時に計測できるようにしてもよい。また、この例において、水準器18は、治具本体12に着脱可能であるが、上面12b又はその他の位置に固定してもよい。
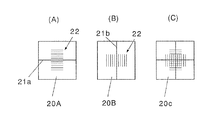
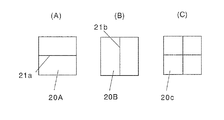
高さ変位計測目盛20Aは、治具本体12の前面12c、後面12d、右側面12e又は左側面12fの少なくとも1つに設けられ、オートレベル30(又はトランシット40)でこれに内蔵された水平目盛盤または十字線に対する上下方向の変位(ピッチング)を計測できるようになっている。
また、幅変位計測目盛20Bは、治具本体12の前面12c、後面12d、又は上面12bの少なくとも1つに設けられ、トランシット40でこれに内蔵された鉛直目盛盤または十字線に対する幅方向の変位(ヨーイング)を計測できるようになっている。
この例で、求心構造13は、長尺円筒部材1の外面に2つの同一円筒表面が接する1対の円筒ローラ15である。すなわち、1対の円筒ローラ15は互に平行であり、その円筒表面が長尺円筒部材1の外面に接する状態において、その中心軸が長尺円筒部材1の中心軸Z−Zを通るように構成されている。
この構成により、治具本体12を長尺円筒部材1の外径上部に水平を保持して載せると、治具本体12の各部分が、長尺円筒部材1の中心軸Z−Zから同一高さ及び同一向きの「求心位置」を維持することができる。
その他の構成は第1実施形態と同様である。
この例で、求心構造13は、長尺円筒部材1の外面に3点又は4点で接する3又は4のボール16を有する。すなわち、3又は4のボール16は中心軸Z−Zから等距離に位置しており、その外面が長尺円筒部材1の外面に接する状態において、上面12bに直交する軸線が長尺円筒部材1の中心軸Z−Zを通るように構成されている。
その他の構成は第1及び第2実施形態と同様である。
この例で、長尺材1は、ほぼ全長にわたり同一の内径に加工され両端を水平支持されている。
この構成により、治具本体12を長尺円筒部材1の外径上部に水平を保持して載せると、治具本体12の各部分が、長尺円筒部材1の中心軸Z−Zから同一高さ及び同一向きの「求心位置」を維持することができる。
その他の構成は第2又は第3実施形態と同様である。
その他の構成は、図6(A)と図7(A)、及び図6(B)と図7(B)と同様である。
(A)治具本体12の下面12aを、長尺円筒部材1の外径上部又は長尺部材1の内径下部に載せ、
(B)治具本体12を、水準器18を用いて水平に調整し、
(C)治具本体12に設けられた上下方向の高さ変位計測目盛20Aを、離れた位置からオートレベル30又はトランシット40で観察して治具本体12のピッチングを計測し、
(D)治具本体12に設けられた幅方向の幅変位計測目盛20Bを、離れた位置からトランシット40で観察して治具本体12のヨーイングを計測する。
また、幅方向の幅変位計測目盛20Bが治具本体12の前面12c、後面12d、又は上面12bの少なくとも1つに設けられているので、これをトランシット40で観察することにより、所定の幅方向位置(鉛直目盛盤)に対する治具本体12の幅方向位置、すなわち長尺円筒部材1の軸心Z−Zのヨーイングを計測することができる。
10 真直度計測治具、12 治具本体、
12a 下面、12b 上面、12c 前面、12d 後面、
12e 右側面、12f 左側面、
13 求心構造、14 直交平面、
15 円筒ローラ、16 ボール、
18 水準器、20 計測目盛、
20A 高さ変位計測目盛、20B 幅変位計測目盛、
21a 水平基準ライン、21b 鉛直基準ライン、
22a 水平補助ライン、22b 鉛直補助ライン、
30 オートレベル、40 トランシット
Claims (4)
- ほぼ全長にわたり同一の外径又は内径に加工され両端を水平支持された長尺円筒部材の軸心の真直度を計測するための真直度計測治具であって、
治具本体と、該治具本体に取り付けられその傾きを水平に保持するための水準器とからなり、
前記治具本体の下面は求心構造を有し、該求心構造により治具本体を長尺円筒部材の外径上部又は内径下部に水平を保持して載せると、長尺円筒部材の中心軸から同一高さ及び同一向きの求心位置を維持するようになっており、
さらに、治具本体は、オートレベル又はトランシットでピッチングを計測可能な上下方向の高さ変位計測目盛と、トランシットでヨーイングを計測可能な幅方向の幅変位計測目盛とを備える、ことを特徴とする長尺円筒部材の真直度計測治具。 - 治具本体の上面は、前記求心位置において水平であり、
治具本体の前面及び/又は後面は、前記求心位置において、円筒部材の軸心に対し垂直であり、
治具本体の右側面及び/又は左側面は、前記求心位置において、円筒部材の軸心と平行かつ鉛直であり、
前記高さ変位計測目盛は、前記前面、後面、右側面又は左側面の少なくとも1つに固定して設けられ、
前記幅変位計測目盛は、前記前面、後面、又は上面の少なくとも1つに固定して設けられる、ことを特徴とする請求項1に記載の長尺円筒部材の真直度計測治具。 - 前記求心構造は、長尺円筒部材の外面に2つの直交平面が接するV溝、2つの同一円筒表面が接する1対の円筒ローラ、又は3点又は4点で接する3又は4のボールを有する、ことを特徴とする請求項1に記載の長尺円筒部材の真直度計測治具。
- ほぼ全長にわたり同一の外径又は内径に加工され両端を水平支持された長尺円筒部材の軸心の真直度を計測する計測方法であって、
求心構造を有し、該求心構造により治具本体を長尺円筒部材の外径上部又は内径下部に水平を保持して載せると、長尺円筒部材の中心軸から同一高さ及び同一向きの求心位置を維持するようになっている治具本体の下面を、長尺円筒部材の外径上部又は内径下部に載せ、
前記治具本体を、水準器を用いて水平に調整し、
前記治具本体に設けられた上下方向の高さ変位計測目盛を、離れた位置からオートレベル又はトランシットで観察して治具本体のピッチングを計測し、
前記治具本体に設けられた幅方向の幅変位計測目盛を、離れた位置からトランシットで観察して治具本体のヨーイングを計測する、ことを特徴とする長尺円筒部材の真直度計測方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008205901A JP5228689B2 (ja) | 2008-08-08 | 2008-08-08 | 長尺円筒部材の真直度計測治具とその計測方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2008205901A JP5228689B2 (ja) | 2008-08-08 | 2008-08-08 | 長尺円筒部材の真直度計測治具とその計測方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010038892A true JP2010038892A (ja) | 2010-02-18 |
| JP5228689B2 JP5228689B2 (ja) | 2013-07-03 |
Family
ID=42011584
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2008205901A Expired - Fee Related JP5228689B2 (ja) | 2008-08-08 | 2008-08-08 | 長尺円筒部材の真直度計測治具とその計測方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5228689B2 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102937435A (zh) * | 2012-08-07 | 2013-02-20 | 中国葛洲坝集团国际工程有限公司 | 一种精确控制链轮闸门埋件共面度的测量方法 |
| CN106264750A (zh) * | 2016-10-21 | 2017-01-04 | 复旦大学附属华山医院 | 一种电凝钩测量装置及测量方法 |
| RU2685070C1 (ru) * | 2018-09-28 | 2019-04-16 | Акционерное общество "Завод N9" (АО "Завод N9") | Устройство для измерения деформации труб |
| CN116379875A (zh) * | 2023-04-14 | 2023-07-04 | 江南造船(集团)有限责任公司 | 一种船用液压设备的测量工装及应用方法 |
| CN117001383A (zh) * | 2023-07-06 | 2023-11-07 | 武汉船用机械有限责任公司 | 用于细长管件的防装夹变形方法以及检测装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5938608A (ja) * | 1982-08-27 | 1984-03-02 | Kawasaki Steel Corp | 円形断面鋼材の彎曲量測定方法 |
| JPS59162406A (ja) * | 1983-03-07 | 1984-09-13 | Sanpa Kogyo Kk | 曲り計測装置 |
| JPS59188507A (ja) * | 1983-04-11 | 1984-10-25 | Kawasaki Steel Corp | 長尺材の曲り量測定方法 |
| JPH05248842A (ja) * | 1992-03-05 | 1993-09-28 | Fuji Electric Co Ltd | 円筒状物体の外形の真直度測定装置 |
| JPH06213617A (ja) * | 1993-01-21 | 1994-08-05 | Mitsubishi Heavy Ind Ltd | 深穴の真直度測定装置 |
-
2008
- 2008-08-08 JP JP2008205901A patent/JP5228689B2/ja not_active Expired - Fee Related
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5938608A (ja) * | 1982-08-27 | 1984-03-02 | Kawasaki Steel Corp | 円形断面鋼材の彎曲量測定方法 |
| JPS59162406A (ja) * | 1983-03-07 | 1984-09-13 | Sanpa Kogyo Kk | 曲り計測装置 |
| JPS59188507A (ja) * | 1983-04-11 | 1984-10-25 | Kawasaki Steel Corp | 長尺材の曲り量測定方法 |
| JPH05248842A (ja) * | 1992-03-05 | 1993-09-28 | Fuji Electric Co Ltd | 円筒状物体の外形の真直度測定装置 |
| JPH06213617A (ja) * | 1993-01-21 | 1994-08-05 | Mitsubishi Heavy Ind Ltd | 深穴の真直度測定装置 |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN102937435A (zh) * | 2012-08-07 | 2013-02-20 | 中国葛洲坝集团国际工程有限公司 | 一种精确控制链轮闸门埋件共面度的测量方法 |
| CN106264750A (zh) * | 2016-10-21 | 2017-01-04 | 复旦大学附属华山医院 | 一种电凝钩测量装置及测量方法 |
| CN106264750B (zh) * | 2016-10-21 | 2023-11-14 | 复旦大学附属华山医院 | 一种电凝钩测量装置及测量方法 |
| RU2685070C1 (ru) * | 2018-09-28 | 2019-04-16 | Акционерное общество "Завод N9" (АО "Завод N9") | Устройство для измерения деформации труб |
| CN116379875A (zh) * | 2023-04-14 | 2023-07-04 | 江南造船(集团)有限责任公司 | 一种船用液压设备的测量工装及应用方法 |
| CN117001383A (zh) * | 2023-07-06 | 2023-11-07 | 武汉船用机械有限责任公司 | 用于细长管件的防装夹变形方法以及检测装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5228689B2 (ja) | 2013-07-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3118577B1 (en) | Calibration device and calibration method for a laser beam horizontal trueness testing device | |
| US9435645B2 (en) | Coordinate measuring machine (CMM) and method of compensating errors in a CMM | |
| JP5228689B2 (ja) | 長尺円筒部材の真直度計測治具とその計測方法 | |
| JP5372598B2 (ja) | 加工方法及び加工システム | |
| US9377296B2 (en) | Laser-based coordinate measuring device having a fixed/loose bearing apparatus | |
| JP5465922B2 (ja) | 加工方法及び加工システム | |
| US6658750B2 (en) | Method and measurement device for measurement of a two-wheeled vehicle frame | |
| CN101975561A (zh) | 用于校准多轴计量系统的几何形状的方法 | |
| JP2007071852A (ja) | 深穴測定装置および深穴測定方法 | |
| US7370427B2 (en) | Tiltable construction laser | |
| TR201809288T4 (tr) | İki üniversal mafsal ve bir pivot mafsalına sahip üçüncü bir mil aracılığıyla bağlanan iki milin yönünün belirlenmesine yönelik cihaz ve yöntem. | |
| JP4964691B2 (ja) | 被測定面の測定方法 | |
| TWI405057B (zh) | Dynamic path detection method and device for five - axis machine | |
| JP5158791B2 (ja) | 測定装置 | |
| JP2009098092A (ja) | 相対高さ検出装置 | |
| JP2010145340A (ja) | 大型部品の寸法測定装置および寸法測定方法 | |
| JP4866807B2 (ja) | 表面形状校正装置および表面形状校正方法 | |
| JP2016137534A (ja) | 治具の姿勢調整方法、治具及び治具の姿勢調整用補助具 | |
| JP2009066611A (ja) | 研削機の圧延ロール径計測装置及び圧延ロールの径計測方法 | |
| JP2008008879A (ja) | 測定装置、測定基準及び精密工作機械 | |
| JP4890188B2 (ja) | 運動誤差測定基準体及び運動誤差測定装置 | |
| JP5310336B2 (ja) | 測定装置 | |
| JP2016191663A (ja) | 光学式センサーの校正方法、及び三次元座標測定機 | |
| JPS6314882B2 (ja) | ||
| US20180283855A1 (en) | Device and method for measuring cavities and use of the device for determining roller alignments |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110627 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20121121 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130219 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130304 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20160329 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5228689 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |